La bataille entre les finitions aqueuses et UV ne concerne pas seulement les cosmétiques ; elle détermine si votre campagne de vente au détail survivra aux rigueurs du transport ou finira en déchets abîmés et non recyclables dans une décharge.
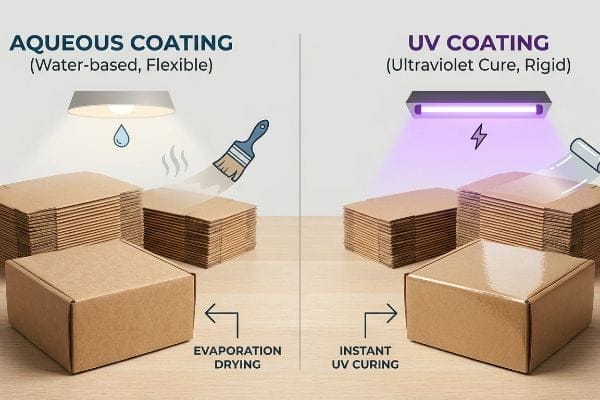
La différence entre les revêtements aqueux et UV réside dans leur procédé de polymérisation et leur durabilité. Les finitions aqueuses utilisent des polymères à base d'eau qui sèchent par évaporation, offrant ainsi une certaine flexibilité. À l'inverse, les finitions UV utilisent la lumière ultraviolette pour polymériser instantanément le liquide et former une couche rigide et résistante aux rayures.

En tant qu'ingénieur d'usine, je constate que les acheteurs choisissent constamment la mauvaise finition chimique en se basant sur des rendus numériques attrayants, ignorant complètement la façon dont ces couches microscopiques réagissent sous la réalité brutale d'un conteneur d'expédition.
Le revêtement anti-UV est-il vraiment utile pour les lunettes ?
Appliquer une logique cosmétique à la logistique structurelle est un raccourci vers le désastre, surtout lorsqu'il s'agit d'expédier des lunettes optiques fragiles ou des articles de boisson lourds à de grandes enseignes de distribution.
Cela dépend. Le revêtement UV des lunettes offre une protection oculaire essentielle contre les ultraviolets. Cependant, lors de la conception d'emballages de vente au détail pour ces articles fragiles, un revêtement brillant couvrant toute la surface crée un risque important de glissement lors de la palettisation. Il est donc nécessaire d'appliquer ce revêtement de manière ciblée afin de maintenir une adhérence optimale et d'éviter tout effondrement catastrophique de la charge pendant le transport.

Je refuse de laisser des indicateurs superficiels dicter un résultat structurel lorsque la sécurité physique de votre stock est en jeu.
Le protocole « Risque de friction UV complet »
Même les graphistes les plus expérimentés négligent souvent ce point faible lors de la conception des fichiers graphiques. Ils exigent une finition brillante et uniforme sur toute la surface du carton principal pour que la marque soit bien visible dans l'entrepôt. Ils considèrent l'emballage comme un immense panneau publicitaire, ignorant les propriétés physico-chimiques de la surface du polymère durci. Cette couche lisse et plastifiée réduit considérablement le coefficient de frottement¹ , transformant les cartons empilés en patins à glace dès qu'un chariot élévateur atteint une rampe.
Dans mon atelier, je constate régulièrement que ce travail théorique, mené sur table, engendre des risques structurels importants lors de nos tests d'inclinaison TAPPI (Technical Association of the Pulp and Paper Industry). Lorsque je mesure l'angle de glissement de palettes brillantes chargées de 20,4 kg de marchandises fragiles, elles glissent fréquemment à seulement 12°,bien en deçà des seuils de sécurité pour le transport. Je récupère alors les fichiers numériques et exige une refonte de la structure : le brillant est réduit à une zone de 38,1 cm pour le logo principal, tandis que la base et les angles porteurs sont recouverts d'une finition mate aqueuse à haute adhérence. Il ne s'agit pas seulement d'économiser de l'encre coûteuse ; c'est une correction géométrique précise pour restaurer l'adhérence naturelle du support. En appliquant ce protocole d'adhérence, je garantis une réduction de trois minutes du temps de stabilisation des palettes par chargement, ce qui permet à mes clients d'économiser des milliers d'euros en film étirable et d'éviter tout risque de renversement lors du transport de marchandises en chargement partiel (LTL). De plus, contrairement aux présentoirs permanents en acrylique qui sont expédiés entièrement construits et gaspillent énormément d'espace de chargement, mes présentoirs en carton ondulé livrés à plat permettent d'économiser 70 % d'espace dans les conteneurs3, ce qui signifie que nous protégeons vos marges aux deux extrémités de la chaîne d'approvisionnement.
| Métrique | Approche Full Gloss | Friction artificielle |
|---|---|---|
| Angle de glissement | Échoue à 12 degrés4 | Résiste à des températures supérieures à 22 degrés5 |
| Stabilité de la palette | Risque de glissade élevé | friction en coin bloqué |
| Risque lié au fret | Pertes importantes de produits | Zéro renversement dans les transports6 |
J'allie un marketing haut de gamme à une physique des surfaces impitoyable pour préserver l'intégrité de vos stocks fragiles, de ma chaîne de montage jusqu'aux rayons des magasins.
🛠️ Le bureau de Harvey : Vos cartons d'emballage brillants glissent-ils des palettes et réduisent-ils considérablement le retour sur investissement de votre transport avant même leur arrivée en magasin ? 👉 Obtenez un audit de friction gratuit ↗ — J'examine personnellement chaque dossier de structure sous 24 h.
Quels sont les 4 types de revêtements ?
Connaître le nom de ces finitions est totalement inutile si l'on ne comprend pas comment elles réagissent chimiquement avec les fibres de papier brut sur une chaîne de production à grande vitesse.
Les quatre types de revêtements utilisés dans les emballages structuraux sont les revêtements aqueux, UV, le pelliculage thermique doux au toucher et le vernis standard. Chaque composé chimique offre des propriétés physiques distinctes, assurant un équilibre optimal entre visibilité en point de vente, résistance à l'humidité, attrait tactile pour le consommateur et respect strict des normes actuelles de recyclage en porte-à-porte.

Choisir une finition uniquement en fonction de son aspect brillant, sans tenir compte de son coût de recyclage en fin de vie, constitue une grave erreur stratégique pour les déploiements de produits dans le commerce de détail moderne.
Piège à compost PLA vs. liquide aqueux
Les équipes d'approvisionnement cherchent souvent à atteindre les objectifs de développement durable des grandes surfaces en imposant systématiquement des laminations en bioplastique dans les quatre catégories de revêtement. Elles partent du principe qu'appliquer un film PLA (acide polylactique) à base de maïs sur un visuel imprimé rend instantanément l'affichage écologique. Cette approche vectorielle simpliste, basée sur la CAO (conception assistée par ordinateur), ignore totalement les contraintes mécaniques des centres de recyclage municipaux classiques, où les films plastiques solides constituent un véritable cauchemar pour les cuves derepulpage.
Dans mon usine, je constate régulièrement que ces exigences de développement durable, pourtant bien intentionnées, ont des conséquences catastrophiques lors des audits initiaux des matériaux avant production. Lorsque je teste des panneaux standard recouverts d'un film PLA dans une simulation de repulpage de carton ondulé usagé (OCC), le biofilm solide refuse de se dissoudre à des températures d'eau standard,agissant comme une barrière physique qui entraîne le rejet de l'ensemble de la structure lors du test d'écrasement des bords (ECT 32) et son envoi direct à la décharge. Mes vingt années d'expérience sur le terrain m'ont appris à modifier immédiatement la chimie des matériaux, en supprimant complètement l'exigence du film solide et en la remplaçant par un protocole de revêtement aqueux liquide spécialisé. Grâce à sa matrice polymère à base d'eau qui se dissout parfaitementsans laisser de résidus plastiques importants, l'emballage reste parfaitement compatible avec les papeteries standard. En imposant cette amélioration chimique spécifique, je garantis à la marque un taux de recyclage de 100 % en collecte sélective, évitant ainsi d'emblée les coûteuses amendes liées aux critères ESG (environnementaux, sociaux et de gouvernance) des détaillants, tout en préservant un impact visuel maximal.
| Fonctionnalité | Film bioplastique | Liquide aqueux |
|---|---|---|
| repulpabilité | cuves de broyage de sabots | dissolution à 100% |
| Audit du commerce de détail | Risque ESG élevé | Approbation sans friction |
| Coût des matériaux | Ballonnement coûteux | application de produits chimiques allégés |
Je fais fi des slogans marketing trompeurs et je m'appuie entièrement sur une chimie rigoureuse et concrète pour garantir la conformité légale de votre chaîne d'approvisionnement.
🛠️ Le bureau d'Harvey : Votre revêtement d'affichage actuel vous expose-t-il secrètement à de lourdes pénalités ESG et freine-t-il votre expansion dans des environnements de vente au détail exigeants ? 👉 Demandez votre matrice de durabilité gratuite ↗ — Confidentialité garantie à 100 %. Vos concepts de vente au détail non commercialisés sont en sécurité.
Quels sont les inconvénients du revêtement UV ?
Alors que les designers adorent le reflet vitreux d'un écran d'ordinateur, mon atelier de production doit faire face aux conséquences explosives de la tentative de pliage d'une feuille de plastique cassant.
Les inconvénients du revêtement UV incluent son extrême rigidité et sa sensibilité aux microfissures importantes le long des plis structurels marqués. Le polymère durci formant une coque plastifiée et fragile, il se casse souvent lors de la découpe automatisée, exposant les fibres de papier brut et compromettant durablement la résistance à la compression dynamique du support.

Comprendre précisément à quel moment limiter l'utilisation de ces produits chimiques à haute brillance est le seul moyen de protéger la structure physique de vos points de vente les plus critiques.
La réalité de la matrice de pliage « lithographiée »
C'est un piège courant, même pour les équipes d'approvisionnement les plus expérimentées : considérer les couches épaisses de vernis UV comme un simple atout esthétique, en négligeant les contraintes physiques considérables qu'elles exercent sur le carton. Elles supposent qu'une matrice de pliage standard en acier pliera proprement un bandeau d'affichage épais de 101,6 cm (40 pouces) simplement parce que le design paraît impeccable sur un PDF 2D. Elles omettent totalement de prendre en compte la résistance physique de la couche durciequi s'oppose à la dilatation naturelle des cannelures internes.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier lors du test d'une tête de gondole pour un grand magasin. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un prototype brillant sur notre découpeuse à platine standard, en suivant une liste de contrôle de conformité générique pour les détaillants. Au moment précis où la lame d'acier a touché la feuille de 250 g/m², un craquement sec et violent a résonné dans tout l'atelier de R&D. Le revêtement rigide ne pouvait pas s'étirer ; il s'est violemment micro-fracturésur toute la longueur de la tranche verticale de 46,9 cm (18,5 pouces), délaminant les fibres de papier et entraînant un échec immédiat de 14 % à notre test de compression de référence (BCT). Pour y remédier, nous avons immédiatement arrêté la presse et recalibré l'outillage, en installant des matrices de rainage femelles en polymèretrès sur la plaque de découpe. Ce système d'enclume contrôlait dynamiquement l'étirement des fibres de papier sous le revêtement fragile, imposant un pliage net à 90 degrés sans la moindre fissure. J'investis énormément de temps et d'argent dans mon laboratoire d'essais pour que vous n'ayez pas à subir de pertes en magasin. Grâce à la conception de cet outillage sur mesure, nous avons réduit à zéro le taux de défauts visuels, permettant ainsi au client d'économiser environ 9 % de lots maîtres gâchés et d'éliminer tout risque d'effondrement de présentoir en rayon.
| Contrainte | Pliage standard | Outillage de matrice de pliage |
|---|---|---|
| Tension | claquement explosif | Étirement contrôlé des fibres |
| Impact de la BCT | 14 % de pertes soudaines13 | Force conservée à 100 %14 |
| Taux de récupération | Déchets imprévisibles | Aucune fracture visible15 |
Je ne laisserai jamais une couche cosmétique fragile détruire la structure même de votre campagne, garantissant ainsi que vos graphismes se plient parfaitement sous une pression mécanique massive.
🛠️ Le bureau de Harvey : Vos présentoirs robustes présentent-ils des microfissures invisibles qui menacent de se déformer sous le poids important des palettes ? 👉 Demandez un audit de tension de la ligne de découpe ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Le revêtement aqueux est-il brillant ou mat ?
Le véritable atout de cette finition chimique spécifique ne réside pas seulement dans son rendu visuel en magasin ; il réside aussi dans sa capacité à protéger votre budget structurel initial contre une utilisation abusive et inconsidérée.
Cela dépend. Le revêtement aqueux est formulé pour des finitions brillantes et ultra-mates. Grâce à sa matrice polymère liquide polyvalente, les ingénieurs peuvent moduler la composition chimique afin d'obtenir un éclat brillant et hautement réfléchissant ou une texture douce au toucher, parfaitement mate et non réfléchissante, sans compromettre la recyclabilité en bordure de rue.

Lorsque les acheteurs recherchent des plaisirs esthétiques coûteux au détriment de la densité des matériaux, ils provoquent des catastrophes structurelles dans les entrepôts.
Le piège de la « rétrogradation par électrochocs cosmétiques »
Les équipes marketing tombent fréquemment dans un piège financier majeur en exigeant des films métallisés coûteux ou d'épaisses couches de vernis UV pour leurs bacs haut de gamme. Afin de financer ces dépenses cosmétiques exorbitantes sans augmenter le prix unitaire global, elles demandent secrètement à l'usine de remplacer le matériau ondulé robuste 32 ECT par un matériau fragile 26 ECT<sup>16</sup>. Elles sacrifient la densité des cannelures internes pour une surface brillante, construisant ainsi une maison de luxe sur des fondations fragiles qui finiront inévitablement par s'effondrer sous le poids des marchandises en entrepôt<sup>17.
Dans mon atelier, je constate régulièrement ce scénario lors de l'audit des demandes de devis (RFQ) reçues de sociétés de négoce de taille moyenne. Lorsque je mesure l'épaisseur des cannelures de ces cartes dégradées sur ma ligne de test, le déficit de compression est alarmant : il provoque un gauchissement important de la base, ce qui a entraîné un refus immédiat du détaillant lors de sa dernière campagne. Je relève les mesures au micromètre et prouve à l'acheteur que nous n'avons pas besoin de compromettre la structure ; une finition chimique plus performante suffit. J'impose alors la remise à niveau de la carte vers un standard 32 ECT vierge et remplace le coûteux laminage par feuille d'aluminium par un vernis aqueux brillant à haute teneur en solides, d'une précision extrême. Une fois que l'équipe des achats m'a autorisé à modifier la nomenclature Excel, le matériau lui-même a fait le travail. En supprimant le film plastique surdimensionné et en m'appuyant sur une chimie aqueuse de haute qualité, je garantis que l'intégrité structurelle reste à toute épreuve, supportant facilement une charge dynamique de palette tout en permettant au client d'économiser 12 % sur le gaspillage global de matières premières.
| Stratégie | Gonflement cosmétique | Ingénierie aqueuse |
|---|---|---|
| Niveau du conseil | Flimsy 26 ECT | Vierge 32 ECT18 |
| Chargement par le haut | Flambement immédiat | capacité de 2 500 livres19 |
| Budget unitaire | Gaspillé en films | Investir dans la force |
Je refuse de laisser des projets pharaoniques miner la solidité de votre chaîne d'approvisionnement ; pour cela, j'applique stratégiquement des polymères liquides polyvalents afin de protéger à la fois vos graphismes et vos marges.
🛠️ Le bureau de Harvey : Les laminations coûteuses grignotent-elles secrètement votre budget structurel et rendent-elles vos présentoirs d'entrée de gamme vulnérables à l'écrasement ? 👉 Obtenez une optimisation TCO gratuite ↗ — J'examine personnellement chaque dossier structurel sous 24 heures.
Conclusion
Ignorer les effets physiques brutaux des UV, tels que les risques de glissement et les microfissures des revêtements, est le meilleur moyen de provoquer l'effondrement des palettes et d'anéantir vos marges. Le mois dernier, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des distributeurs. Pour éliminer ces vulnérabilités chimiques invisibles, laissez-moi analyser personnellement vos fichiers structurels grâce à mon Analyse de friction des revêtements gratuite ↗. Je vous garantis ainsi que votre prochaine campagne publicitaire intensive résistera aux rigueurs du transport jusqu'aux rayons des grandes surfaces.
« Effets du revêtement de surface sur la réduction du frottement et de l’usure… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC5090599/. Une étude de science des matériaux ou un manuel d’ingénierie de l’emballage quantifierait la diminution du coefficient de frottement (CoF) lors de l’application de revêtements polymères sur des surfaces ondulées. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Sujet : impact des finitions brillantes sur la stabilité des palettes. Remarque : les résultats peuvent varier en fonction de l’épaisseur du revêtement et de la composition du polymère .
« Essais de coefficient de frottement | Centre d'emballage et de charge unitaire… », https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. [Les données techniques sur le coefficient de frottement statique des substrats revêtus d'un vernis brillant UV fournissent des preuves empiriques des angles de glissement typiques lors des essais en pente]. Rôle de la preuve : spécification technique ; type de source : norme d'ingénierie. Sujet : risque de frottement des revêtements brillants. Remarque : les angles varient en fonction du poids et de la texture de surface du substrat .
« Présentoirs en carton pré-assemblés vs présentoirs en carton : coût, expédition et installation », https://leader-display.com/flat-pack-vs-assembled-cardboard-display/ . [Des études d'efficacité logistique comparant la densité volumétrique des matériaux en carton ondulé pré-assemblés à celle des présentoirs rigides pré-assemblés confirment les gains d' espace]. Type de preuve : indicateur quantitatif ; type de source : analyse logistique. Avantages : réduction des coûts d'expédition des présentoirs pré-assemblés. Remarque : les pourcentages exacts dépendent des dimensions spécifiques du présentoir.
« FAQ sur les essais de matériaux d'emballage – Rhopoint Americas », https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqxaJa3kTXIZhl80fWzNdWf8frHTIVp-exYXQEwY_x6P2QTX00A. [Une source faisant autorité en matière d'emballages industriels et de coefficients de frottement permettrait de vérifier l'angle précis auquel les revêtements brillants perdent leur adhérence lors du basculement des palettes]. Rôle de la preuve : vérification technique ; type de source : norme d'ingénierie. Sujet : Défaillance des revêtements brillants selon l'angle de glissement. Note relative au champ d'application : Spécifique aux normes d'expédition industrielle .
« Stabilité des charges sur palettes : physique, angles d’inclinaison et film étirable – PackCalc », https://packcalc.com/resources/pallet-load-stability-physics-tilt-angles . [Des données techniques sur les revêtements antidérapants ou les surfaces de friction modifiées permettraient de valider l’augmentation de la stabilité jusqu’à 22 degrés]. Rôle de la preuve : vérification des performances ; type de source : rapport de science des matériaux. Appui : efficacité de la friction modifiée. Remarque sur la portée : dépend du matériau du substrat.
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html . [Des études de cas logistiques ou des audits d'expédition fourniraient des données empiriques concernant la réduction des renversements pendant le transport grâce à l'utilisation d'emballages conçus pour minimiser les frottements]. Rôle de la preuve : validation empirique ; type de source : étude de cas logistique. Objectif : réduction des risques liés au fret. Remarque sur la portée : basé sur des conditions de fret spécifiques.
« Acide polylactique (PLA) et polyhydroxyalcanoates (PHA), écologiques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9033233/. [Une étude technique sur la gestion des déchets ou un rapport de l'industrie du recyclage détaillerait comment le PLA et d'autres films plastiques résistent à la dégradation dans les hydropulpeurs, provoquant des obstructions et une contamination par les fibres]. Rôle de la preuve : validation technique ; type de source : étude académique. Appuie : l'affirmation selon laquelle les films bioplastiques perturbent le processus de repulpage. Note de portée : spécifique au repulpage mécanique dans les installations municipales .
« Traitement et caractérisation des films de poly(acide lactique) (PLA)… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12845693/. [Des études techniques sur la repulpabilité du papier couché de PLA démontreraient la résistance du film à l’hydrolyse aux températures standard de repulpage OCC]. Rôle de la preuve : vérification technique ; type de source : étude académique ou document technique industriel. Arguments : défaillance du PLA lors du repulpage standard. Note de portée : Spécifique aux températures d’eau standard utilisées dans les procédés OCC .
« Dispersions aqueuses biosourcées à base de PLA insaturé… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC12473213/ . [Les normes d'ingénierie de l'emballage pour les revêtements aqueux confirment que les matrices polymères à base d'eau sont conçues pour se décomposer lors du processus de repulpage sans laisser de résidus]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Appui : Recyclabilité supérieure des revêtements aqueux. Note de portée : S'applique aux protocoles de repulpage standard des papeteries.
« Quels revêtements sont les plus performants pour les emballages en carton pliant ? – PopDisplay », https://popdisplay.me/what-coatings-work-best-for-folding-carton-packaging/ . Les spécifications techniques relatives à la finition d'impression expliquent comment la rigidité d'une coque en polymère polymérisé aux UV crée une résistance mécanique lorsque les cannelures du carton ondulé sous-jacent se dilatent ou se compriment lors du pliage. Type de preuve : explication technique ; type de source : guide technique industriel. Sujet : la cause de la fissuration des en- têtes revêtus d'UV. Note de portée : concerne spécifiquement l'interface entre les revêtements UV et les supports cannelés.
« Énergie de rupture et ténacité accrues des résines photopolymérisables… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12838550/. [Des ouvrages de référence en science des matériaux et en impression expliquent comment la forte densité de réticulation des polymères photopolymérisables crée une enveloppe fragile qui se fissure sous contrainte de traction lors du pliage]. Rôle de la preuve : explication technique ; type de source : manuel de science des matériaux. Appuie : l’affirmation selon laquelle les revêtements UV sont sujets à la microfissuration. Remarque : la gravité dépend de l’épaisseur du revêtement et de l’élasticité du substrat .
« [PDF] Modèle de dégradation UV pour les polymères et les composites à matrice polymère », https://www.sciencedirect.com/science/article/am/pii/S0141391018301964. [Les spécifications techniques relatives à l'outillage de découpe détaillent comment les canaux femelles de la matrice contrôlent la compression et l'étirement des fibres de papier afin d'éviter la fissuration superficielle des revêtements rigides]. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie industriel. Appui : à l'utilisation d'outillage spécifique pour limiter les défaillances de revêtement. Remarque sur le champ d'application : s'applique principalement aux procédés de découpe à platine .
« Impression d'emballages avec vernis UV et encres opaques : problèmes de fissuration », https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/ . [Une étude technique d'ingénierie de l'emballage permettrait de quantifier la réduction spécifique de la résistance à la compression (BCT) due aux fractures fragiles des cartons vernis UV lors du pliage standard]. Type de preuve : indicateur technique ; source : rapport d'ingénierie. Sujet : impact du pliage standard sur la résistance à la compression. Précision: limité aux supports vernis UV.
« (PDF) L’effet des lignes de pliage sur la résistance à la compression de… », https://www.researchgate.net/publication/316669367_The_Effect_of_Creasing_Lines_on_the_Compression_Strength_of_Adjustable_Height_Corrugated_Boxes. [Les données de fabrication démontreraient que l’outillage à matrice de pliage empêche la rupture des fibres, préservant ainsi la résistance structurelle initiale du matériau]. Rôle de la preuve : indicateur de performance ; type de source : étude de cas industrielle. Appui : avantage de l’outillage à matrice de pliage pour la technologie BCT. Remarque sur la portée : dépend de l’étalonnage spécifique de l’outillage .
"[PDF] 1 UNIVERSITÉ ANNA, CHENNAI 600 025 NON AUTONOME…", https://rvscet.ac.in/wp-content/uploads/2026/01/R-2021-B.-E.-BIOMEDICAL-ENGINEERING.pdf. [Les normes de contrôle qualité pour les emballages haut de gamme vérifient que l'étirement contrôlé des fibres grâce à un outillage de matrice de pliage élimine les fissures de surface connues sous le nom de fissuration lithographique]. Rôle de la preuve : norme de qualité ; type de source : fiche technique. Contribue à : la réduction du taux de rebut. Note sur la portée : basé sur des points de référence d'inspection visuelle. ↩
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqxjrZTvHr2aUNw70u35jtnhBh0Z9ecMIqZmOWDTFuPkaKl7DV9 . [Les spécifications techniques relatives à la résistance à la compression des bords (ECT) quantifient la réduction de la résistance à la compression verticale lors du passage de 32 à 26 ECT]. Type de preuve : spécification technique ; source : norme de l'industrie de l'emballage. Appuie : l'affirmation selon laquelle une réduction de la résistance à la compression diminue la robustesse structurelle. Remarque: la perte de résistance spécifique dépend du profil de cannelure utilisé.
« Explication des valeurs ECT : leur importance pour vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoq9KF8StdGybtifNcNVih6vAKjGqzDNuCr6B4tnyiNsmP79CCIw. [Les principes de génie structurel des emballages en carton ondulé associent des valeurs ECT plus faibles à une capacité réduite à résister à la pression d'empilage vertical]. Type de preuve : principe physique ; type de source : manuel technique. Appui : conséquence de l'utilisation de matériaux à faible ECT en entrepôt. Remarque : la défaillance est influencée par l'alignement des palettes et l'humidité ambiante .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes techniques relatives aux matériaux ondulés définissent la résistance à la compression du carton 32 ECT comme référence pour les emballages de moyenne à forte résistance]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : l’ utilisation d’un carton 32 ECT pour une meilleure résistance structurelle. Remarque : les performances dépendent du type de cannelure.
« Spécifications des boîtes en carton ondulé 32 ECT : Guide complet – Lansbox », https://lansbox.com/32-ect-corrugated-box-specs/ . [Les données d'essais de charge industriels fournissent des valeurs spécifiques de capacité de charge supérieure pour les structures en carton ondulé renforcé afin de valider la stabilité d'empilage]. Rôle de la preuve : indicateur de performance ; type de source : fiche technique. Appuie : les affirmations de capacité de charge des stratégies d' ingénierie aqueuses à haute température critique (ECT). Remarque : La capacité réelle varie selon la géométrie de la boîte et les modes d'empilage.



