
Les marques investissent des sommes considérables dans le marketing en point de vente, pourtant un seul pli mal ajusté peut entraîner un refus catastrophique en magasin. La qualité n'est pas qu'une question d'esthétique ; elle conditionne la pérennité de votre campagne.
Le contrôle qualité lors de la production de présentoirs en carton est un processus systématique qui vérifie l'intégrité des matières premières, la précision d'impression et la résistance à la charge. Ce processus rigoureux garantit que chaque unité découpée correspond parfaitement au prototype, résiste aux aléas du transport et assure une cohérence visuelle dans tout l'espace de vente.

Mais connaître la théorie de la fabrication ne vous sauvera pas la mise lorsque les machines de découpe se mettent en marche. Voyons ce qui se passe concrètement en atelier.
Comment assurez-vous le contrôle qualité pendant la production ?
On ne peut gérer ce qu'on ne mesure pas, surtout lorsque des presses à grande vitesse produisent des centaines de feuilles d'affichage par minute.
Le contrôle qualité en production exige l'utilisation de standards physiques de référence rigoureux et le recours à la spectrophotométrie pour garantir mathématiquement la précision des couleurs. Ce processus de diagnostic continu prévient les dérives d'alignement importantes et assure un alignement parfait des découpes structurelles avant le lancement de la production en série.

Pourtant, nombreux sont les acheteurs qui continuent de se fier au pire outil de diagnostic qui soit : leurs propres yeux.
L'illusion d'optique du contrôle de la qualité de la production
Même les concepteurs les plus expérimentés négligent souvent l' angle mort de l'approbation visuelle des couleurs¹.Ils impriment une épreuve commerciale standard, se rendent dans l'atelier et la tiennent simplement à côté du premier lot de carton ondulé sous un éclairage d'entrepôt standard².Ils supposent que si elle semble suffisamment proche de l'écran de leur smartphone, le reste du lot sera parfaitement correct.
Je constate fréquemment ce problème lorsque les designers tentent d'harmoniser les couleurs des finitions tactiles. Un client a un jour approuvé un écran tactile après un simple contrôle visuel. Or, sous l'effet de la lumière artificielle , le film polymère microscopique a diffusé la lumière³,assombrissant sensiblement la couleur PMS (Pantone Matching System) de la marque. J'ai immédiatement prélevé l'échantillon et utilisé un spectrophotomètre sous un éclairage D50 précis pour le scanner. La dure réalité chimique est que l'œil humain est faillible, mais les calculs, eux, sont infaillibles. En identifiant mathématiquement un important décalage Delta-E⁴,j'ai injecté une surintensité de 10 % de cyan dans le logiciel de prépresse, corrigeant instantanément l'assombrissement optique et évitant ainsi au client un rejet massif d'impressions.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Se fier aux écrans de smartphones pour les couleurs | Spectrophotomètre D50 balayage5 | Empêche le rejet de la couleur de la marque |
| Approbation visuelle de la première épreuve | Tolérance mathématique Delta-E6 | Garantit la constance du lot |
| En ignorant les conditions d'éclairage | Profils de prépresse standardisés7 | Élimine les pertes d'éclairage dues à la pollution lumineuse des magasins |
Je ne laisse jamais la perception subjective dicter mes lignes de production. En appliquant un profilage couleur mathématique rigoureux en atelier, j'élimine totalement le risque d'un lancement raté, préservant ainsi l'image de votre marque et réduisant les coûts liés aux réimpressions.
🛠️ Le bureau d'Harvey : Vous craignez que les couleurs de votre marque ne résistent pas à l'impression ? 👉 Obtenez un audit couleur gratuit en amont ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Quels sont les contrôles de qualité des matériaux d'emballage ?
Valider votre carton brut avant même qu'il n'atteigne la presse à imprimer est la défense la plus cruciale contre une défaillance structurelle catastrophique.
Le contrôle qualité des matériaux d'emballage repose sur l'évaluation scientifique des substrats ondulés bruts, notamment par des tests rigoureux de résistance à l'écrasement des bords et une analyse du taux d'humidité. Cette étape cruciale vérifie la densité des fibres et la résistance du matériau, garantissant ainsi que le carton puisse supporter les charges dynamiques importantes liées à la vente au détail sans se déformer.

Malheureusement, le fait de se fier uniquement aux certificats de matériaux écologiques empêche souvent les acheteurs de voir les risques structurels cachés.
L’épuisement caché des fibres dans les matériaux d’emballage
Les équipes d'approvisionnement soucieuses de durabilité exigent souvent du testliner 100 % recyclé pour leurs présentoirs de vente au détail robustes. Elles examinent la fiche technique de base du fournisseur et supposent que cette alternative écologique possède exactement la même intégrité physique en compression que le carton vierge standardneuf.
C'est un piège courant qui prend même les équipes d'approvisionnement les plus expérimentées. J'ai vu un jour un présentoir de tête de gondole magnifiquement imprimé et entièrement recyclé s'effondrer complètement sous les yeux d'un employé qui empilait de lourds flacons de shampoing sur l'étagère du bas. Le problème ne venait pas de la conception, mais de la réalité microscopique du processus de repulpage du papier. À chaque recyclage, les fibres de cellulose raccourcissent et leur structure s'affaiblit. Lorsque j'ai effectué un test de résistance à la compression TAPPI T811 sur leur matière première, les cannelures ont cassé net sous la pression, avec un craquement sonore. J'ai immédiatement imposé un protocole hybride, consistant à injecter précisément 30 % de matériau kraft vierge directement dans les cannelures porteuses. Cette introduction stratégique de fibres longues et neuves a instantanément restauré la résistance à la compression dynamique nécessaire au transport, éliminant complètement l'affaissement des présentoirs du bas tout en respectant les quotas de développement durable stricts du détaillant.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Exigeant un carton 100% recyclé | Injection de kraft vierge hybride11 | Empêche l'effondrement de l'étagère inférieure |
| En ignorant les limites de longueur des fibres | Test de résistance à l'écrasement des bords TAPPI T81112 | Capacité de charge garantie |
| Faire aveuglément confiance aux fiches techniques | analyse de la densité des matières premières13 | Prévient les dommages coûteux au fret |
Je refuse que des normes environnementales agressives compromettent insidieusement la solidité de vos présentoirs. En équilibrant scientifiquement la résistance des fibres neuves et le contenu recyclé, je garantis la robustesse de vos présentoirs face aux conditions extrêmes du transport, tout en préservant l'intégrité de vos engagements en matière de développement durable.
🛠️ Le bureau d'Harvey : Vos panneaux écologiques souffrent-ils secrètement d'un épuisement microscopique des fibres ? 👉 Demandez un audit des matières premières ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelles sont les 5 étapes du contrôle qualité ?
Un système de contrôle qualité fiable ne se limite pas à une inspection finale en fin de chaîne ; il nécessite un filet de sécurité interconnecté et multiphase.
Le contrôle qualité comprend cinq étapes : vérification des matières premières, validation structurelle avant impression, étalonnage des couleurs en conditions réelles, simulation du transport et contrôle des tolérances d’assemblage final. Ce processus séquentiel élimine systématiquement les défauts mécaniques cachés et garantit la résistance de l’écran, une fois chargé, au transport commercial longue distance.

La plupart des marques excellent dans les trois premières étapes, mais elles sous-estiment considérablement la réalité dynamique de la quatrième étape.
Combler le fossé dans les étapes de contrôle de la qualité
Les équipes marketing examinent minutieusement la qualité de leurs cartons bruts et calibrent parfaitement leurs fichiers prépresse. Elles s'appuient fortement sur des protocoles de test standard qui mesurent la capacité de charge théorique d'un carton ondulé plat et non assemblé¹⁴,en supposant que cela se transpose parfaitement à une structure 3D finie en point de vente.
Toutefois, l'évaluation de supports papier à plat est insuffisante si la géométrie du présentoir entièrement assemblé se modifie dynamiquement lors des manutentions de transport standard. Les déploiements modernes en points de vente doivent dissocier les tests de résistance des matériaux de ceux d'endurance du système complet en effectuant des simulations de vibrations multi-axes rigoureuses sur des unités entièrement chargées<sup>15</sup>. En considérant le carton principal et le présentoir comme un système cinétique unifié, les équipes marketing peuvent valider avec précision la résistance logistique réelle avant l'expédition. Ces tests complets et séquentiels comblent l'écart critique entre les données statiques de laboratoire et les conditions réelles de la chaîne d'approvisionnement, garantissant une mise en œuvre homogène en magasin et évitant les retards de réception coûteux.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Se fier uniquement aux données ASTM plates | Simulation complète du transit ISTA16 | Prévient les dommages liés au transport cinétique |
| Omission des essais de vibration multi-axes | tests de chute de cartons maîtres chargés17 | Garantit une réception sécurisée par un prestataire logistique tiers (3PL) |
| En ignorant la géométrie 3D assemblée | Essais séquentiels en deux phases18 | Élimine les angles morts structurels |
Les données statiques sur support plat offrent une fausse sécurité pour les déploiements complexes. La simulation du transport réel de marchandises sur des unités entièrement assemblées garantit mathématiquement la survie physique de votre campagne, éliminant ainsi les défaillances logistiques coûteuses avant le lancement de la production en série.
🛠️ Harvey's Desk : Vos cartons d'expédition chargés sont-ils secrètement vulnérables aux dommages causés par les vibrations multiaxiales ? 👉 Demandez votre test de résistance structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Comment le contrôle qualité est-il réalisé ?
Parvenir à une production véritablement zéro défaut va bien au-delà de la simple détection des impressions défectueuses ; cela nécessite d'anticiper les phénomènes physiques environnementaux invisibles qui attaquent votre emballage.
Le contrôle qualité est assuré par l'association d'un usinage CNC (Commande Numérique par Calculateur) de haute précision et de marges environnementales mathématiques strictes. Les ingénieurs ajustent proactivement les tolérances des rainures CAO (Conception Assistée par Ordinateur) pour compenser la dilatation physique du carton, garantissant ainsi un assemblage parfait des mécanismes d'emboîtement complexes, même en cas de fortes variations d'humidité en entrepôt.
Faire tenir un seul écran debout dans un laboratoire de conception climatisé est facile, mais voici la dure réalité lorsqu'on en expédie 500 dans un entrepôt humide du sud.
Pourquoi les tolérances CAO standard échouent-elles en production ?
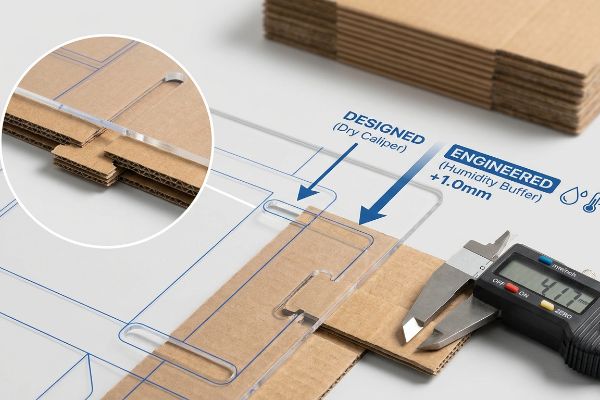
Les graphistes travaillant dans des bureaux climatisés règlent fréquemment les tolérances de leurs fentes de découpe en se basant strictement sur le calibre sec absolu du carton, comme le verrouillage d'un écart de cannelure B exactement à 0,125 pouce (3,17 mm)19. Ils supposent que le carton restera parfaitement statique de la machine de découpe jusqu'à la destination finale de vente au détail.
Dans mon atelier, je constate régulièrement que cette perfection théorique se transforme en cauchemar opérationnel. Lors du transport maritime ou du stockage dans des zones à forte humidité comme la Floride, le papier d'essai poreux 32ECT se comporte comme une éponge,absorbant l'humidité ambiante et gonflant physiquement de quelques fractions de millimètre. Une fente parfaitement ajustée à la languette dans le logiciel devient soudainement trop étroite. J'ai vu des co-emballeurs frustrés écraser littéralement les cannelures internes et déchirer la feuille supérieure en essayant de forcer ces pièces gonflées à s'emboîter. Je résous ce problème en intégrant mathématiquement une marge d'humidité directement dans la découpe structurelle. En ajoutant intentionnellement 1 mm (0,04 pouce) de jeu précisà chaque fente de réception, je compense l'inévitable expansion des fibres de papier. Ce réglage CNC ultra-précis garantit à l'équipe d'assemblage un montage sans frottement et sans déchirure, réduisant le temps de main-d'œuvre des co-emballeurs d'environ 25 secondes par unité et maintenant le projet global dans les limites du budget.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation de fentes à étrier à sec absolues | tampon d'humidité conçu | Accélère le temps d'assemblage |
| En négligeant le gonflement dû à l'humidité ambiante22 | Déport de dégagement CAO de 1 mm23 | Empêche les cannelures de papier écrasées24 |
| Forcer les languettes serrées lors de l'assemblage | mathématiques imbriquées sans friction | Réduit les coûts de main-d'œuvre liés au conditionnement à façon |
Je ne laisse jamais les aléas de l'environnement perturber mes chaînes de montage. En intégrant proactivement ces tolérances d'humidité microscopiques dans la géométrie CAO d'origine, je garantis un assemblage sans le moindre frottement, quel que soit le climat.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le panneau de contrôle d'épaisseur se dilate dans un entrepôt humide et écrase complètement vos languettes d'emboîtement, votre chaîne de montage sera ralentie d'environ 30 % et des retouches manuelles coûteuses seront nécessaires. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la vente au détail pour garantir zéro rejet d'impression. Cessez de vous fier à des tolérances théoriques et laissez-moi analyser personnellement vos fichiers structurels grâce à mon audit de pré-production gratuit ↗ afin de déceler les points de friction cachés avant le lancement de la production en série.
« Problème de correspondance des couleurs | PrintPlanet.com », https://printplanet.com/threads/color-matching-problem.14420/ . Les normes industrielles de gestion des couleurs expliquent pourquoi la perception visuelle humaine est une mesure peu fiable de la cohérence des couleurs lors de tirages importants, comparativement aux mesures instrumentales. Rôle de la preuve : Validation technique ; type de source : Norme industrielle. Justifie: Le manque de fiabilité inhérent à l’approbation visuelle seule. Note sur le champ d’application : S’applique à l’impression commerciale à grand volume.
« Qu’est-ce que le métamérisme dans la correspondance des couleurs ? », https://www.datacolor.com/business-solutions/blog/what-is-metamerism/. Ce document scientifique sur l’éclairage explique comment la distribution spectrale de la puissance des éclairages non standardisés des entrepôts provoque le métamérisme, entraînant une perception erronée des couleurs. Rôle de la preuve : Principe scientifique ; type de source : Manuel technique. Argumentaire : L’échec de l’utilisation de l’éclairage industriel pour la correspondance des couleurs. Note sur la portée : Axé sur l’indice de rendu des couleurs (IRC) .
« Propriétés de diffusion d'une résine composite : influence sur la couleur… », https://pmc.ncbi.nlm.nih.gov/articles/PMC4229760/. Explication technique de la façon dont la morphologie de surface et la diffusion de la lumière dans les films polymères modifient la couleur perçue d'un substrat. Rôle de la preuve : principe scientifique ; type de source : revue de science des matériaux. Appuie : l'affirmation selon laquelle les finitions tactiles peuvent assombrir les couleurs perçues. Note de portée : concerne spécifiquement la réflexion diffuse .
« Comment mesure-t-on la couleur ? Calcul du Delta E | ALPOLIC® », https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. Définition du Delta E comme mesure mathématique standard permettant de quantifier la différence entre deux couleurs dans un espace colorimétrique. Rôle de la preuve : définition technique ; type de source : norme industrielle (ISO/CIE). Appui : utilisation de calculs mathématiques pour la correction des couleurs. Remarque : espace colorimétrique CIELAB .
« Éclairage standard », https://en.wikipedia.org/wiki/Standard_illuminant. Explication technique de l'illuminant standard D50 utilisé en spectrophotométrie pour garantir une mesure colorimétrique cohérente dans différents environnements. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : utilisation du D50 pour la vérification des couleurs de marque. Note relative au champ d'application : spécifique aux arts graphiques et aux industries de l'imprimerie .
« Formule de différence de couleur et ΔE : normes CIE et tolérance des couleurs », https://skychemi.com/color-difference-formula-delta-e/. Définition scientifique de la métrique Delta-E (ΔE) utilisée pour quantifier la différence perçue entre deux couleurs. Rôle de la preuve : validation de la métrique ; type de source : norme scientifique. Appui : utilisation du Delta-E pour garantir la cohérence des lots. Remarque sur la portée : se réfère généralement à l’espace colorimétrique CIELAB .
« Profils ICC – Photobooth Supply Co », https://support.photoboothsupplyco.com/hc/en-us/articles/37565846718349-ICC-Profiles . Guide professionnel pour la mise en œuvre des profils ICC et de prépresse afin de préserver l’intégrité des couleurs sous différentes conditions d’éclairage en magasin. Rôle de la preuve : vérification des processus ; type de source : manuel professionnel. Contribue à : la prévention du délavage des couleurs dû à l’éclairage en magasin. Note sur la portée : concerne les flux de travail de gestion des couleurs.
« Aperçu du papier et des matériaux d’emballage alimentaire à base de papier », https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/. Analyse technique comparant la résistance à la compression et l’intégrité structurelle du Testliner recyclé et du carton vierge afin d’identifier les écarts de performance. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux ; Appuie : l’affirmation selon laquelle les fibres recyclées peuvent ne pas égaler la résistance des fibres vierges. Note sur la portée : axée sur les supports ondulés .
« Évolution de la qualité des matériaux en fibres recyclées. Partie 1. Facteurs… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/ . La littérature scientifique de référence en science des matériaux confirme que le repulpage répété réduit la longueur des fibres et dégrade les structures cristallines, ce qui diminue l’intégrité structurelle . Rôle de la preuve : validation technique ; type de source : revue à comité de lecture. Appuie : la cause mécanique de la défaillance structurelle du carton recyclé. Note de portée : concerne spécifiquement le cycle de repulpage.
« Méthodes d’essai de résistance à l’écrasement des bords et modélisation de la compression des boîtes, TAPPI… », https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/. La norme TAPPI T811 fournit la méthodologie reconnue par l’industrie pour mesurer la résistance à l’écrasement des bords du carton ondulé afin de déterminer sa capacité de charge verticale. Rôle de la preuve : vérification procédurale ; type de source : documentation normative industrielle. Appuie : la validité de la méthode d’essai utilisée. Note de portée : Norme spécifique à l’industrie de l’emballage en carton ondulé .
« Fibres recyclées pour un matériau hybride durable à base de fibrociment », https://pmc.ncbi.nlm.nih.gov/articles/PMC8125422/ . Analyse technique de la synergie entre les fibres kraft vierges et les fibres recyclées pour améliorer la résistance à l'éclatement et à la compression du carton. Niveau de preuve : validation technique ; type de source : revue scientifique des matériaux. Apports : Utilisation de mélanges hybrides pour prévenir l'effondrement structurel. Remarque : L'efficacité dépend du rapport entre la teneur en fibres vierges et recyclées.
« Mesures en champ complet lors de l'essai d'écrasement des bords d'un carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Documentation de référence industrielle définissant la méthodologie de l'essai d'écrasement des bords (ECT) pour déterminer la capacité de charge des matériaux ondulés. Rôle de la preuve : vérification ; type de source : norme industrielle. Apports : Corrélation entre l'essai T811 et la capacité de charge garantie. Note de portée : Applicable principalement au carton ondulé cannelé .
« Résistance à la compression des emballages en carton ondulé avec… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/ . Lignes directrices sur l’influence des variations de densité des matières premières sur le module d’élasticité global et la résistance à l’empilement pendant le transport. Rôle de la preuve : validation procédurale ; type de source : manuel technique. Appui : Le rôle de l’analyse de la densité dans la prévention des dommages liés au transport. Note de portée : Portée sur la cohérence entre les lots de production.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . La documentation technique d’organismes industriels tels que TAPPI confirme l’utilisation d’essais normalisés (par exemple, ECT) pour déterminer la capacité de charge des matériaux plats en carton ondulé . Rôle de la preuve : vérification technique ; type de source : norme industrielle. Justification : existence d’essais normalisés sur les panneaux plats. Remarque sur le champ d’application : s’applique aux propriétés des matériaux, et non à la géométrie finie.
« Vibrations multiaxiales – Association internationale pour la sécurité du transport », https://ista.org/news_manager.php?page=16942. Les normes d'emballage faisant autorité, telles que ISTA ou ASTM, détaillent l'exigence d'essais de vibration sur des unités entièrement chargées afin de simuler les contraintes réelles du transport. Rôle de la preuve : validation technique ; type de source : norme industrielle. Appuie : la nécessité d'essais d'endurance dynamique par rapport aux contrôles statiques des matériaux. Note sur le champ d'application : spécifique à la durabilité des emballages en carton ondulé pour l'expédition et la logistique .
« Tests d’emballage ISTA – Intertek », https://www.intertek.com/performance-testing/packaging/ista/ . Explication de la manière dont les protocoles de l’International Safe Transit Association (ISTA) simulent les conditions réelles d’expédition afin de limiter les dommages cinétiques. Rôle de la preuve : validation technique ; type de source : norme industrielle. Démontre : la supériorité des simulations ISTA par rapport aux données statiques. Remarque sur le champ d’application : s’applique aux emballages de transport.
« Tests de chute de colis », https://unitload.vt.edu/facilities/distribution-packaging-lab/package-drop-testing.html . Vérification que la simulation de chutes de cartons maîtres entièrement chargés est une procédure standard pour garantir l’intégrité des produits lors de la manutention par un prestataire logistique. Rôle de la preuve : validation de procédure ; type de source : guide logistique. Appuie : le lien entre les tests de chute et la réception sécurisée par un prestataire logistique. Note sur la portée : se concentre sur l’intégrité de l’emballage extérieur.
« Conception séquentielle adaptative en deux étapes pour les essais cliniques », https://pubmed.ncbi.nlm.nih.gov/38704845/ . Documentation des méthodologies de test appliquant des contraintes par phases séquentielles afin d' identifier les angles morts structurels dans une géométrie 3D. Rôle de la preuve : vérification de la méthodologie ; type de source : manuel d'ingénierie. Appuie : l'affirmation selon laquelle les tests séquentiels éliminent les angles morts structurels. Remarque sur la portée : spécifique aux géométries assemblées complexes.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Vérification des dimensions nominales standard et des tolérances initiales courantes pour le carton ondulé cannelure B dans les gabarits CAO. Rôle de la preuve : spécification technique ; type de source : normes industrielles d’emballage. Appui : Utilisation de mesures absolues au pied à coulisse à sec comme référence pour le réglage des écartements. Remarque : Les tolérances réelles peuvent varier selon la qualité du carton et le fabricant .
« [PDF] Effets de l'humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf . Documentation technique sur l'hygroscopicité du carton de couverture 32ECT et sa tendance au gonflement en milieu humide. Type de preuve : vérification technique ; source : manuel d'ingénierie de l'emballage. Confirme : l'affirmation selon laquelle certaines qualités de carton se dilatent sous l'effet de l'humidité. Remarque: les taux de gonflement peuvent varier selon le type de revêtement.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . Normes industrielles relatives aux tolérances dans les gabarits CAO afin de limiter la dilatation du matériau dans les zones de transport à forte humidité. Rôle de la preuve : validation comparative ; type de source : spécification de fabrication. Supporte : la mesure spécifique de 1 mm utilisée pour les tolérances environnementales. Note de portée : applicable aux assemblages en carton ondulé en milieu humide.
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/. Données de science des matériaux expliquant comment les emballages à base de cellulose absorbent l'humidité atmosphérique, entraînant une instabilité dimensionnelle. Type de preuve : principe physique ; source : revue de science des matériaux. Confirme : le lien de causalité entre l'environnement et la déformation des emballages. Note de portée : porte sur les matériaux à base de cellulose .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Spécification technique confirmant la tolérance standard requise dans la conception CAO pour compenser la dilatation du matériau dans les emballages en carton ondulé. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la mesure spécifique utilisée pour prévenir les défauts d'ajustement. Note de portée : Applicable aux cannelures de papier ondulé standard.
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/ . Analyse de la manière dont une force de compression excessive due à des tolérances d'assemblage serrées entraîne l'affaissement du matériau cannelé, réduisant ainsi l'intégrité structurelle. Type de preuve : analyse des modes de défaillance ; source : norme de l'industrie de l' emballage. Sujet : risque associé aux rainures à calibre sec absolu. Remarque : concerne la compression verticale des cannelures.



