
Le calcul du coût des présentoirs sur mesure ne se limite pas à l'établissement d'un devis pour le carton brut. Il nécessite une analyse approfondie de la chaîne d'approvisionnement, des tolérances structurelles et des frais cachés liés à la main-d'œuvre pour le conditionnement.
Le calcul du coût des présentoirs PLV personnalisés en carton implique l'évaluation des exigences en matière d'ingénierie structurelle, des qualités des matières premières (comme le carton ondulé 32 ECT), des techniques d'impression lithographique et de contrecollage, des frais d'outillage de découpe et de la main-d'œuvre pour l'assemblage final. Le prix exact dépend fortement du volume de production, de la complexité graphique et des contraintes spécifiques du détaillant en matière de capacité de charge maximale.

Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche.
Combien coûte la fabrication d'une boîte en carton sur mesure?
L'établissement du prix d'une boîte en carton ondulé sur mesure ne se limite pas à la simple mesure de la longueur et de la largeur d'une feuille de carton ondulé plate.
La fabrication d'une boîte en carton sur mesure nécessite de prendre en compte le profil des cannelures, les limites de résistance du carton, le temps de transformation et les renforts structurels nécessaires. Le prix de base varie considérablement selon que la structure utilise un carton simple ou double cannelure afin de résister aux contraintes dynamiques spécifiques liées au stockage prolongé en entrepôt.

Mais les grilles tarifaires théoriques s'effondrent dès que les équipes d'approvisionnement tentent de faire des économies sur les coûts en usine.
Pourquoi les contenants à demi-fentes vous coûtent cher
Même les équipes d'approvisionnement les plus expérimentées tentent souvent de réduire les coûts des emballages sur mesure en remplaçant un conteneur standard à fentes (RSC) par un conteneur à demi-fentes (HSC). Elles partent du principe que la suppression des rabats supérieurs permettra de réaliser des économies immédiates sur les matières premières tout en créant un bac de vente au détail pratique et ouvertignore totalement les lois physiques impitoyables de la pression verticale exercée par le haut dans un entrepôt où les marchandises sont empilées¹.,
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain lorsque des marques nous envoient des conceptions optimisées pour leur budget. Un client a récemment insisté pour une boîte HSC à ouverture supérieure, partant du principe que le carton standard 32 ECT (Edge Crush Test) suffirait. J'ai eu tort de me fier à cette hypothèse. Nous avons chargé la base remplie sur la presse à compression hydraulique, et le capteur de force du test de compression de la boîte (BCT) s'est stabilisé à 99,1 kg (218,5 lbs). Sans les rabats supérieurs continus qui stabilisent les angles, le poids vertical a déformé les bords exposés vers l'intérieur. J'ai immédiatement revu la conception, en alignant mathématiquement le grain du carton ondulé sur un axe parfaitement vertical et en remplaçant l'âme par un profil rigide à double cannelure de type B. En corrigeant le défaut structurel causé par l'absence de couvercle, j'ai garanti la résistance de la boîte à ouverture supérieure au transport de palettes empilées, évitant ainsi au client des dommages catastrophiques pendant le transport et une perte estimée à 40 % de son stock commercial.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Alignement vertical des grains2 | Résistance à la compression des coins rétablie | Élimine le flambement total sous charge |
| Cannelure B à double paroi3 | Absorbe le cisaillement cinétique de haut niveau | Prévient les dommages causés aux transports en commun |
| Tolérance zéro de porte-à-faux4 | Poids de la palette centré vers le bas | Supprime entièrement les défaillances structurelles |
Je refuse que des coupes budgétaires superficielles compromettent l'intégrité structurelle de base. Supprimer des rabats ondulés essentiels pour économiser quelques centimes entraîne systématiquement des effondrements catastrophiques du chargement ; c'est pourquoi j'exige une analyse rigoureuse de la compression avant de finaliser tout devis de matières premières.
🛠️ Le bureau de Harvey : Savez-vous si vos bacs ouverts actuels perdent jusqu’à 60 % de leur résistance à la compression verticale ? 👉 Obtenez un audit de nomenclature gratuit ↗ — J’examine personnellement chaque fichier structurel sous 24 h.
Combien coûte la fabrication d'un présentoir ?
Le coût total des présentoirs dépend de l'équilibre entre la haute fidélité des graphismes destinés à la vente au détail et les dures réalités physiques des frais de mise en place en production.
La fabrication d'un présentoir de vente au détail coûte fondamentalement différemment selon qu'on utilise la lithographie traditionnelle ou l'impression numérique UV moderne. Les frais initiaux comprennent les heures de conception structurelle, la création des matrices de découpe en acier et les plaques d'impression, tandis que les volumes de production plus importants réduisent considérablement le prix unitaire global grâce aux économies d'échelle réalisées avec la fabrication en série.

Mais s'appuyer sur des modèles de coûts d'impression obsolètes risque de grever considérablement votre budget marketing lors de lancements de produits agiles.
Pourquoi les plaques d'impression traditionnelles sabotent-elles les campagnes agiles ?
Les équipes marketing demandent fréquemment des graphismes en couleur de haute qualité pour les présentoirs promotionnels en petites séries, partant du principe que la lithographie-lamination standard est la seule solution pour obtenir une qualité acceptable en vente au détail. Elles prévoient un budget pour des plaques d'impression métalliques coûteuseset des adhésifs PVA (acétate de polyvinyle) liquidessans se rendre compte que ces coûts fixes d'outillage réduisent considérablement le retour sur investissement des lancements en petites séries.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain, notamment lors des campagnes saisonnières. Un client avait besoin de 150 unités rapidement et avait opté pour une lithographie-lamination standard. Au départ, je pensais que notre procédé de collage à l'eau standard suffirait. J'avais tort. En retirant les feuilles humides de la machine de montage, j'ai constaté l' humidité importante du PVA qui avait saturé le support de test brut,provoquant une déformation importante, semblable à celle d'une chips, et ruinant ainsi tout le lot. J'ai abandonné le planning de production habituel et me suis tourné vers nos presses numériques à plat. J'ai remplacé le collage à l'eau par une impression numérique UV directe sur support, grâce à des têtes d'impression spécialisées qui polymérisent instantanément l'encre liquide en un film polymère solidedès son contact avec le support, sous l'effet des puissants rayons ultraviolets. En supprimant complètement l'adhésif liquide et en économisant 1 200 $ de frais de plaques métalliques, j'ai réduit le délai de production de cinq jours et garanti une planéité structurelle parfaite pour l'expédition finale.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Impression directe à plat UV | Élimine l'absorption du PVA humide9 | Contourne les coûts des plaques métalliques |
| Polymérisation instantanée de l'encre | Solidifie le pigment sans le déformer10 | Accélère les jours de production |
| Fabrication sans plaque | Supprime les exigences de configuration rigides | Rend les courtes séries rentables11 |
Je n'ai jamais laissé des machines obsolètes et encombrantes dicter le coût des déploiements agiles en point de vente. Le passage à la polymérisation numérique sans plaque élimine d'importants obstacles liés à l'outillage initial, transformant radicalement la façon dont les marques agiles calculent leurs budgets d'affichage en petites séries.
🛠️ Le bureau d'Harvey : Vos plaques d'impression métalliques coûteuses font-elles grimper vos factures d'affichage saisonnier en petites séries ? 👉 Demandez une analyse de vos méthodes d'impression ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Comment calculer les frais d'emballage ?
Les frais d'emballage dépendent fortement des taux de main-d'œuvre sur la chaîne de montage, et pas seulement du coût brut du carton ondulé.
Le calcul des frais d'emballage exige une prévision précise du temps de main-d'œuvre pour le conditionnement, des difficultés d'assemblage et de la logistique de distribution. Les acheteurs doivent évaluer le temps nécessaire à la fabrication des mécanismes d'emboîtement en papier, car les pliages complexes augmentent considérablement les coûts de main-d'œuvre et impactent fortement le budget final de distribution.
Pourtant, les prévisions établies par tableur s'effondrent complètement lorsque les lois de la physique environnementale s'attaquent à la chaîne de montage.
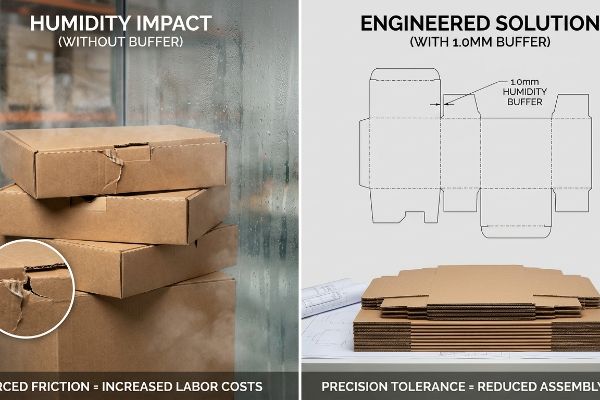
Comment l'humidité océanique multiplie vos frais de conditionnement à façon
Même les concepteurs les plus expérimentés calculent souvent les frais d'assemblage des emballages en se basant sur l'épaisseur absolue du carton sec dans un bureau climatisé. Ils conçoivent des découpes parfaitement ajustées, ignorant complètement l'influence considérable des conditions de transport maritime et des variations climatiques sur les propriétés physico-chimiques des fibres de papierporeuses¹².
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience lors du déploiement massif de têtes de gondole. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de finaliser la conception d'une base emboîtable en supposant que notre cannelure B standard de 3,17 mm (0,12 pouce) à secrésisterait . Nous pensions gagner du temps en supprimant la zone tampon d'humidité. Trois jours plus tard, dans la chambre climatique, j'ai vu la palette entière se déformer ; j'ai entendu le craquement sinistre des cannelures tandis que l'équipe d'assemblage tentait désespérément d'emboîter les fentes gonflées et gorgées d'humidité, déchirant au passage les feuilles supérieures lithographiées. Je me suis immédiatement précipité sur le poste de CAO (Conception Assistée par Ordinateur) et j'ai modifié les paramètres de l'outillage machine. J'ai intégré une zone tampon d'humidité précise de 1,0 mm (0,04 pouce) dans le logiciel de la table de découpe, élargissant dynamiquement les fentes de réception pour compenser mathématiquement l'inévitable dilatation due à l'humidité ambiante. Ce réglage de tolérance de 1,0 mm n'a pas seulement empêché l'affaissement de la base ; il a réduit le temps d'assemblage du conditionnement de 42 secondes par unité, permettant au client d'économiser environ 3 250 $ en frais de main-d'œuvre.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Ligne de découpe du tampon d'humidité | Absorbe le gonflement des fibres de papier14 | Réduit considérablement le temps d'assemblage manuel |
| Élargissement de la fente de 1,0 mm | Empêche les déchirures par frottement forcé | Réduit les coûts de main-d'œuvre des entreprises de conditionnement à façon15 |
| Décalage de tolérance CAO | Offre des languettes de verrouillage fluides | Élimine les dommages causés à la feuille supérieure |
Je refuse que l'humidité ambiante invisible dicte les coûts de main-d'œuvre. En intégrant des tolérances de dilatation dynamiques directement dans les fichiers de découpe, je garantis un assemblage sans frottement des éléments en kit, préservant ainsi l'intégralité de votre budget logistique.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel prend-il en compte la dilatation due à l'humidité de l'eau de mer dans le calcul des tolérances de ses rainures ? 👉 Demandez une simulation de contraintes 3D ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Combien coûtent les présentoirs en magasin ?
Les coûts réels d'affichage en magasin sont en fin de compte déterminés par les exigences de conformité des détaillants et par leur capacité à résister à des environnements à fort trafic.
Le coût des présentoirs en magasin dépend fortement de leurs dimensions au sol, des finitions esthétiques spécifiques et des exigences strictes des détaillants en matière de résistance au poids. Un présentoir sur pied entièrement conçu sur mesure coûte plus cher qu'un simple plateau de comptoir, car il nécessite des structures de support internes sophistiquées pour supporter en toute sécurité des marchandises lourdes, conformément à la réglementation en vigueur dans les magasins.

Mais se concentrer uniquement sur les budgets cosmétiques déclenche souvent une taxe structurelle cachée qui détruit toute la campagne.
Le coût caché des déclassements en électroconvulsivothérapie esthétique
Les équipes d'approvisionnement considèrent souvent les finitions cosmétiques onéreuses, comme le pelliculage métallisé intégral, comme des exigences marketing incontournables pour les présentoirs haut de gamme. Afin de compenser ces coûts d'impression exorbitants, elles réduisent discrètement la résistance du carton ondulé sous-jacent,partant du principe que l'extérieur brillant suffira à maintenir les produits lourds en place dans les allées très fréquentées des magasins.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain lors d'enquêtes sur des défaillances catastrophiques en magasin. Une grande marque nous a envoyé un présentoir de sol provenant d'un concurrent, exigeant une analyse approfondie. J'ai retiré la feuille de protection en aluminium de qualité supérieure et j'ai immédiatement constaté la faible résistance d'une âme en aluminium 26 ECT sous-dimensionnée, complètement aplatie sous la pression. Dans un premier temps, j'ai supposé qu'un panneau standard 32 ECT suffirait à le remplacer sans altérer l'aspect esthétique. J'avais tort. La couche d'aluminium fragilisait intrinsèquement les points de pliage, et la base a cassé à 60,8 kg (134,2 lb) sur la table vibrante. J'ai abandonné l'idée d'utiliser une feuille d'aluminium coûteuse et me suis concentré sur une amélioration radicale des matériaux. J'ai effectué des mesures au micromètre et prouvé que je n'avais pas besoin de films plastiques onéreux : il me suffisait de restaurer le panneau 32 ECT d'origine et d'appliquer un vernis aqueux brillant à haute teneur en solides. En supprimant les déchets de feuille d'aluminium surdimensionnés et en renforçant la densité interne des cannelures, j'ai réduit le coût unitaire de 12 % tout en garantissant que l'écran résisterait facilement aux chargements brutaux du commerce de détail.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Noyau vierge 32 ECT17 | Densifie les cannelures structurelles internes | Empêche l'écrasement en magasin |
| Revêtement aqueux brillant18 | Remplace le pelliculage épais en feuille d'aluminium | Réduit le coût unitaire des matériaux |
| Débarrassage cosmétique | Préserve la résistance au pliage | Bloque les rétrofacturations des détaillants19 |
Je déteste voir des budgets marketing gaspillés en fioritures inutiles alors que la structure même du produit se dégrade. Sacrifier la résistance des bords au profit d'un emballage clinquant est la garantie d'un échec commercial, c'est pourquoi j'exige des matériaux vierges de qualité irréprochable.
🛠️ Le bureau d'Harvey : Votre fabricant actuel réduit-il secrètement la résistance de vos cartes pour financer des impressions cosmétiques coûteuses ? 👉 Obtenez une vérification rigoureuse de la nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez trouver le devis initial le moins cher, mais si un noyau ECT 26 sous-dimensionné s'effondre sous le poids de marchandises dans une allée très fréquentée, le flambement au niveau du sol qui en résulte entraînera un refus immédiat du détaillant et anéantira le retour sur investissement de votre campagne. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 2 mm lors d'un déploiement national majeur, avant même la production. Ne laissez plus des tableurs non calibrés compromettre la solidité de votre infrastructure : laissez-moi concevoir personnellement votre prochain déploiement ↗ pour garantir une stabilité mécanique maximale et une conformité parfaite aux normes de vente au détail.
« Styles de boîtes – Boîtes en carton ondulé Acme », https://www.acmebox.com/product-offerings/box-styles/. Une source faisant autorité en ingénierie de l'emballage fournirait des données sur la façon dont la suppression des rabats supérieurs réduit la résistance à la compression et la capacité de charge verticale des emballages en carton ondulé. Rôle de la preuve : validation technique ; type de source : norme d'ingénierie industrielle. Appuie : l'affirmation selon laquelle les emballages en carton ondulé sont structurellement compromis pour l'empilage. Note de portée : se concentre sur la physique du carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/emballage. Éléments étayés : Relation entre l’orientation du grain et la résistance à la compression. Remarque concernant la portée : S’applique spécifiquement au carton ondulé. l’
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Les spécifications des propriétés des matériaux du carton ondulé double cannelure B détaillent sa capacité à absorber le cisaillement cinétique et à résister à l’écrasement pendant le transport. Type de preuve : Spécification technique ; type de source : Fiche technique de science des matériaux. Supports : Résistance aux chocs des configurations double cannelure. Remarque : Les performances peuvent varier selon la qualité du revêtement .
« Prédiction de l’effet du débordement des palettes sur la compression des cartons… », https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. Des études en logistique et emballage indiquent que l’élimination du débordement des palettes garantit un centrage du poids, réduisant ainsi considérablement le taux de rupture par compression structurelle. Type de données : Données empiriques ; source : Étude de la logistique de la chaîne d’approvisionnement. Points forts : Corrélation entre l’alignement des palettes et l’intégrité du chargement. Précision : Étude portant sur les scénarios d’expédition de palettes .
« Litho-lamination vs. Impression numérique : Guide d'achat industriel… », https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [Les guides industriels sur l'impression lithographique confirment la nécessité de plaques d'aluminium ou d'acier par couleur, ce qui représente un coût fixe initial important]. Rôle de la preuve : vérification factuelle ; type de source : manuel de fabrication. Éléments à prendre en compte : facteurs de coût de la litho-lamination. Remarque : les coûts varient selon la taille et la qualité des plaques .
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/aux matériaux pour la lithographie. Portée : limitée aux méthodes de lamination traditionnelles. relatives
« Quels matériaux sont utilisés pour vos présentoirs en carton ? – PopDisplay », https://popdisplay.me/what-materials-are-used-in-your-cardboard-displays/défaillance structurelle dans le laminage traditionnel. Note sur la portée : affecte principalement les constructions de carton non équilibrées. la
« Revue de la technologie de photopolymérisation en cuve : Matériaux… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC7922356/polymérisation par LED UV et lampe à mercure. de
« Les avantages de la technologie d'impression UV directe sur support », https://coldesi.com/uv-printers/the-advantages-of-uv-direct-to-substrate-printing-technology/. [La documentation technique sur le séchage UV confirme que la polymérisation immédiate évite les problèmes de saturation et d'absorption typiques des encres PVA liquides]. Rôle de la preuve : Validation technique ; type de source : Document technique industriel. Arguments : Avantage physique de l'impression UV sur supports. Remarque concernant la portée : Spécifique aux matériaux absorbants .
« Traitement plasma de substrats polymères de grande surface pour… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC10934452/Type de preuve : Spécification technique ; type de source : Revue scientifique. Sujet : Stabilité physique des écrans imprimés UV. Remarque : L'efficacité varie selon l'épaisseur du substrat. .
« Quand l’impression numérique en petites séries permet-elle d’économiser du temps et de l’argent ? | Kase », https://kaseprinting.com/how-short-run-digital-printing-save-money-time/. [Une analyse économique de la production d’impression montre que la suppression des coûts fixes liés à la création des plaques abaisse le seuil de rentabilité pour les commandes de petites séries]. Preuve : Justification financière ; type de source : Rapport d’analyse de marché. Appuie : Le retour sur investissement de la fabrication sans plaques. Note de portée : Basé sur des comparaisons de frais de mise en place. ↩
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Des recherches en science des matériaux sur la cellulose hygroscopique expliquent comment l'absorption d'humidité lors du transport maritime provoque le gonflement des fibres et la dégradation structurelle du papier poreux]. Rôle de la preuve : validation technique ; type de source : revue de science des matériaux. Appuie : l'affirmation selon laquelle les facteurs environnementaux modifient la chimie des fibres. Note de portée : Spécifique aux matériaux cellulosiques non traités .
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf : l'épaisseur réelle peut varier légèrement selon le fabricant et la qualité du revêtement. Remarque
« Effets de l’humidité relative sur la résistance à la compression de… », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie. Appui : efficacité des tampons d’humidité. Note de portée : applicable aux matériaux à base de cellulose. structurelle
« Guide complet des coûts de conditionnement à façon | ChemRite CoPac », https://chemritecopac.com/is-co-packing-right-for-your-business/. [Des études d'efficacité opérationnelle démontrent que l'optimisation des tolérances d'emballage réduit les frictions d'assemblage, diminuant ainsi le temps de main-d'œuvre requis par unité]. Justification financière ; type de source : rapport d'efficacité opérationnelle. Appui : lien entre les coûts d'ingénierie et les coûts de main-d'œuvre. Précision : se concentre sur les chaînes d'assemblage manuelles .
« Explication des indices ECT : leur impact sur vos emballages en carton ondulé… », https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoq8X2mgo-TQycrAqIoclO1yMnyAQw5doCbmDCijKZYqsuBu2XgO. [Les normes techniques d’emballage expliquent comment la réduction de l’indice de résistance à la compression des bords (ECT) diminue le coût des matériaux, mais compromet l’intégrité structurelle]. Rôle de la preuve : validation technique ; type de source : guide d’ingénierie de l’emballage. Appuie : la corrélation entre la dégradation des matériaux et la réduction des coûts. Note de portée : s’applique spécifiquement aux supports en carton ondulé .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopzkWoHbiPLS-ueJDJaSuVjyZnKcPG57ujMlR3rOASvr14qoWfP. [Les normes techniques relatives aux valeurs du test d'écrasement des bords (ECT) vérifient la capacité de charge et la résistance à la compression des matériaux ondulés à âme vierge dans les environnements de vente au détail à fort trafic]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Contribue à : la durabilité des matériaux et la prévention de l'écrasement. Note sur le champ d'application : s'applique spécifiquement aux spécifications du carton ondulé .
« Choisir le bon revêtement d’impression pour vos produits d’impression et d’emballage… », https://www.deprintedbox.com/blog/choosing-the-right-print-coating-for-your-printing-and-packaging-products/]. Type de preuve : comparaison financière ; source : rapport de l’industrie de l’emballage. Arguments : réduction du coût des matériaux. Remarque : spécifique aux options de finition de surface. aqueuses
« Conformité des refacturations de détail : causes EDI, ASN et routage », https://getproductiv.com/retail-chargeback-compliancela conformité ; type de source : exigence du détaillant. Contribue à : retour sur investissement financier et conformité. Remarque sur la portée : varie selon le contrat de chaque détaillant. de


