Choisir le mauvais support pour le déploiement d'un revêtement de sol en magasin représente un risque structurel majeur, entraînant des refus immédiats en point de vente. Voici ce qui résiste réellement à la pose.
Les supports de présentation en carton sont principalement composés de carton ondulé, notamment de type C ou B, fabriqué à partir de kraft vierge ou de testliner recyclé. Ces supports sont associés à des encres à base de soja, des vernis aqueux et des barrières anti-humidité afin de garantir leur intégrité structurelle et leur conformité aux normes strictes de recyclage en grande distribution.

Connaître les matières premières n'est que le point de départ ; comprendre comment elles se comportent sous de lourdes charges de palettes est le point de départ d'une véritable stratégie de vente au détail.
Quels matériaux sont utilisés pour la fabrication des panneaux d'affichage ?
On pourrait croire que toutes les feuilles de carton ondulé sont identiques, mais la nature des fibres de papier détermine si votre unité restera droite ou s'effondrera complètement sous l'éclairage commercial.
Les supports d'affichage en carton utilisent des papiers techniques, principalement un mélange de papier kraft vierge pour les couvertures extérieures haute tension et de testliner recyclé pour les cannelures intérieures. Cette construction bi-matière allie une rigidité structurelle optimale à un coût maîtrisé et à une durabilité accrue, garantissant ainsi le respect des exigences de charge dynamique sans dépenses excessives liées à l'utilisation de papiers trop épais.

Choisir le bon type de papier sur une fiche technique est facile, mais observer concrètement son comportement en atelier change tout.
Le coût caché de l'obligation du « 100 % recyclé »
De nombreuses marques privilégient le carton entièrement recyclé pour répondre à leurs objectifs de développement durable, partant du principe que ce matériau offre les mêmes performances que la pâte à papier vierge. Cette approche courante conduit souvent les concepteurs à créer leurs gabarits sans tenir compte de la fibreuse affaiblie et épuisée du papier fortement remanié¹.structure
Je sais que vous êtes un peu perdu devant cette structure en carton, car 80 % de mes clients choisissent automatiquement du papier kraft recyclé standard pour économiser quelques centimes. Je constate cette erreur constamment. Il y a quelques mois, un client a insisté pour utiliser du carton 100 % recyclé pour un bouchon de rayon. Lors du premier essai d'assemblage, j'ai entendu le bruit sourd et pâteux du carton brut qui se déchirait au niveau des plis, car ses fibres étaient trop courtes et cassantes. Lorsqu'on plie du carton recyclé à 90 degrés, il résiste et finit par se fissurer.Ma règle est simple : toujours exiger un papier kraft vierge pour la couche extérieure. Ses fibres longues et souples se plient proprement,ce qui réduit considérablement le temps d'assemblage et élimine complètement les problèmes de languettes de fermeture déchirées qui obligent les vendeurs, exaspérés, à utiliser du ruban adhésif transparent peu esthétique.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Spécifier du carton 100% recyclé | Utiliser du kraft vierge pour les doublures extérieures | Empêche les déchirures lors de l'assemblage |
| En négligeant la longueur des fibres de papier | Testliner d'équilibrage avec pulpe vierge | Élimine le besoin de ruban adhésif disgracieux |
| Deviner visuellement la force du plateau | Exiger les données ECT (Edge Crush Test) | Résiste à une charge de produit importante |
L'utilisation d'une couche extérieure en kraft vierge garantit des plis nets et précis. Ce changement de matériau essentiel évite les rejets précoces par les détaillants et réduit directement le temps d'assemblage manuel en co-emballage d'environ 15 %.
🛠️ Le bureau d'Harvey : Vous craignez que les spécifications actuelles de votre carte ne laissent à désirer lors d'un assemblage à grande vitesse ? 👉 Demandez un audit des matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Que sont les matériaux d'affichage ?
Au-delà de la structure du papier de base, les revêtements de surface et les films protecteurs que vous choisissez déterminent directement l'attrait visuel et la conformité environnementale dans toutes les chaînes nationales.
Les matériaux d'affichage comprennent non seulement le carton structurel, mais aussi les traitements de surface, notamment les encres d'impression offset à base de soja, les barrières hydrofuges aqueuses et les vernis protecteurs. Ces matériaux complémentaires sont conçus avec soin pour protéger les impressions graphiques des rayures tout en respectant scrupuleusement les consignes de recyclage en fin de vie.
Il est tentant de demander le film plastique le plus épais et le plus brillant disponible, mais cette décision engendre souvent d'énormes problèmes d'approvisionnement.
Le piège à stratifiés bioplastiques
Les acheteurs exigent fréquemment un bioplastique⁴, partant du principe que ce film à base de maïs garantit une conformité environnementale totale pour leurs présentoirs en carton ondulé. Ils estiment souvent que l'ajout de cette couche transparente améliorera la durabilité tout en répondant automatiquement aux critères de développement durable des détaillants.
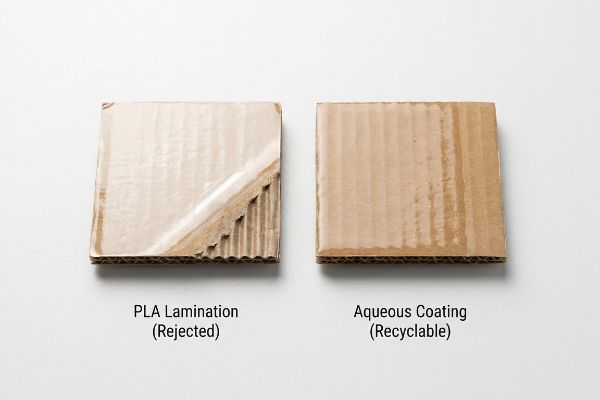
Même les concepteurs d'emballages les plus expérimentés négligent souvent cet aspect crucial lorsqu'ils cherchent à donner une allure haut de gamme à un produit. J'ai vu une fois une équipe marketing dépenser un budget conséquent pour un pelliculage PLA épais pour ses présentoirs de sol, pour ensuite recevoir un appel furieux lorsqu'un centre de recyclage d'une grande enseigne a refusé la totalité du lot. J'ai passé mon ongle sur le carton et j'ai senti la résistance rigide et artificielle du film plastique qui se décollait du papier poreux. Les cuves de repulpage standard des cartons ondulés municipaux ne peuvent pas décomposer facilement ce film solide⁵,ce qui signifie que ces présentoirs coûteux ont fini directement à la décharge. C'est pourquoi j'exige systématiquement un revêtement aqueux liquide. Il offre la même protection anti-rayures pendant le transport, mais comme il se dissout complètement sous forme de matrice polymère liquide, le produit reste 100 % recyclable en collectesélective⁶ et ne présente aucun frottement pour les papeteries classiques.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'une lamination PLA solide | Appliquer des revêtements aqueux à base d'eau | Garantit le recyclage en bordure de trottoir |
| Ajout de films non papier | Utiliser des finitions liquides monomatériaux | Permet d'éviter les détournements coûteux vers les décharges |
| En supposant que les pâtes bioplastiques soient facilement | Vérifier la compatibilité du repulpage OCC | Assure la conformité du tableau de bord des détaillants |
Je remplace systématiquement les films plastiques rigides par des barrières liquides performantes. Ce simple changement de procédé chimique élimine les rejets en fin de vie, préservant ainsi l'image de votre marque tout en réduisant les coûts unitaires de matières premières.
🛠️ Le bureau de Harvey : Votre revêtement d'écran actuel est-il conforme aux exigences de recyclage des grandes surfaces ? 👉 Vérifiez vos spécifications ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
De quel matériau est fait le carton ?
Le papier brut utilisé dans votre unité n'est pas un objet statique et inerte ; il réagit exactement comme une éponge lorsqu'il est exposé aux variations climatiques de l'entrepôt.
Les matériaux en carton utilisent des fibres de papier poreuses qui absorbent activement l'humidité ambiante et l'humidité du milieu environnant. Comme ces composants cellulosiques bruts se dilatent et se contractent naturellement, les ingénieurs doivent calculer mathématiquement les tolérances de gonflement du matériau afin de garantir un assemblage correct des éléments structurels après un long transport maritime.

Comprendre que le papier respire est une chose, mais compenser ce mouvement organique lors de la production en série en est une autre.
Survivre à la forte houle de transit due à l'humidité
Dans des bureaux climatisés, les ingénieurs en structure règlent systématiquement les tolérances de leurs rainures de découpe en fonction de l'épaisseur absolue à secde la carte. Ils partent du principe qu'une rainure usinée à 3 mm (0,12 pouce) exactement acceptera parfaitement une languette de 3 mm (0,12 pouce) sur la ligne d'emballage.
C'est un piège courant qui prend même les équipes d'approvisionnement expérimentées qui utilisent exclusivement des logiciels de CAO (Conception Assistée par Ordinateur). Imaginez le testliner brut comme une porte en bois sec : en hiver, il s'ajuste parfaitement, mais en été, par temps humide, il colle et se bloque dans le cadre. Un de mes clients a expédié 2 000 emballages plats à un sous-traitant en Floride. Le gonfléa. J'ai dû me rendre sur place et constater les difficultés de l'équipe d'assemblage, qui peinait à insérer les languettes gonflées dans les fentes étroites, tandis que les cannelures se brisaient sous la pression. Pour éviter ce cauchemar, je prévois systématiquement une marge d'humidité dans chaque fente. En mm de jeu1 aux fentes de réception, on compense la dilatation du papier et on garantit un assemblage sans frottement, quelles que soient les conditions climatiques de l'entrepôt.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Création de créneaux horaires précis | Ajouter une couche tampon d'humidité de 1 mm10 | Élimine l'écrasement forcé des onglets |
| Ignorer les climats de destination | Conception pour les conditions d'humidité les plus défavorables | Accélère considérablement le conditionnement à façon |
| En supposant que les meubles en kit ne gonflent pas | Calculer l'expansion des fibres poreuses11 | Empêche les déchirures des graphismes de la feuille supérieure |
Je ne me fie jamais à un tracé numérique parfaitement précis pour les expéditions vers les régions côtières ou humides. Un jeu microscopique dans les rainures structurelles réduit considérablement les frottements, permettant ainsi d'économiser jusqu'à 30 % sur les coûts horaires de main-d'œuvre pour l'emballage manuel.
🛠️ Harvey's Desk : Vos découpes sont-elles trop étroites pour résister à un transport maritime en milieu humide ? 👉 Demandez une analyse gratuite de vos gabarits ↗ — Pas de formulaires interminables qui vous incitent à démarcher. Uniquement de la valeur ajoutée.
De quoi sont faites les boîtes d'exposition ?
Combiner des graphismes imprimés de haute qualité avec un support en carton ondulé robuste semble simple jusqu'à ce qu'on y introduise la chimie industrielle.
Les présentoirs sont fabriqués à partir d'une structure composite où des feuilles supérieures imprimées en haute résolution sont collées physiquement à des panneaux de support rigides en carton ondulé à l'aide d'adhésifs à base d'eau. Ce procédé de lithographie-lamination allie l'esthétique du marketing visuel à la robustesse de la structure, créant ainsi un matériau homogène capable de supporter les fortes contraintes dynamiques liées à la vente au détail.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les réactions chimiques commencent à déformer votre conception parfaite.
Pourquoi la lithographie standard échoue-t-elle en usine ?
Les acheteurs partent du principe que le collage d'une feuille de surface imprimée de haute qualité sur un rigide de type Bondulé permet d'obtenir un panneau d'affichage parfaitement plat. Ils perçoivent le processus de fabrication comme une simple combinaison de papier et de carton secs, ignorant totalement la réalité chimique volatile des adhésifs industriels.
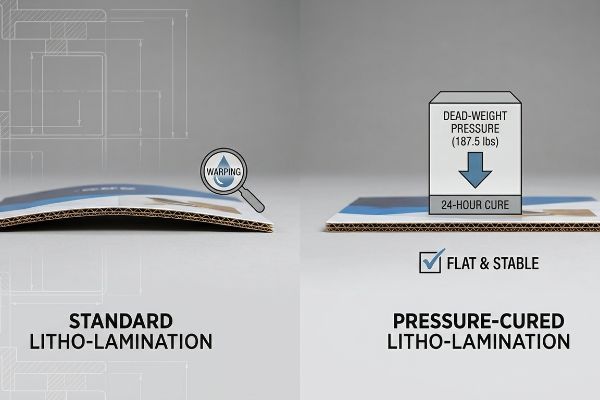
Dans mon usine, je constate régulièrement d'importantes perturbations de la chaîne d'approvisionnement dues précisément à ce point aveugle. Le procédé de lithographie-lamination utilise de la colle PVA (acétate de polyvinyle) liquide¹³.Appliquée sur de grandes surfaces, cette colle humide est rapidement absorbée par le carton ondulé. En durcissant à l'air ambiant, la colle PVA se rétracte. J'ai mesuré des panneaux se courbant vers l'intérieur jusqu'à 10,9 mm (0,43 pouce) du centre au bord, se déformant complètement comme une chips géante. Un panneau bancal et déformé, une fois installé en rayon, donne une impression de mauvaise qualité et déstabilise toute la structure. Pour remédier à ce problème, j'applique un protocole de séchage sous pression strict. Après la lamination, les panneaux humides sont empilés sous exactement 85 kg (187,5 lb) de panneaux de pression pendant 24 heures afin d'obtenir un séchage parfaitement plat. De plus, pour les panneaux de plus de 152,4 cm (60 pouces) de hauteur, je conçois une structure duplex équilibrée avec une fine sous-couchede 14 mm afin de compenser la tension superficielle. En contrôlant rigoureusement le processus de polymérisation du PVA par l'humidité, je garantis des panneaux parfaitement d'équerre et rigides, ce qui évite les retours coûteux des détaillants dus à des présentoirs instables.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant la tension de l'adhésif humide | Appliquer un traitement à poids mort de 24 heures15 | Garantit des panneaux parfaitement plats |
| panneaux hauts à laçage unilatéral | Concevoir une carte duplex équilibrée16 | Met fin aux affichages bancals et instables |
| Litho-lamination rapide | Contrôler le durcissement à l'humidité ambiante17 | Empêche les rejets d'unités par les détaillants |
Je refuse que le retrait chimique anéantisse une campagne d'impression haut de gamme. L'application stricte d'un protocole de séchage sous pression garantit une planéité parfaite des panneaux, éliminant ainsi toute déformation structurelle susceptible d'entraîner des pénalités de plusieurs milliers de dollars de la part des détaillants.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact du carton ondulé de votre fournisseur actuel avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si les panneaux litho-laminés se déforment à cause d'une humidité incontrôlée, cela provoque une grave instabilité structurelle, ralentissant l'assemblage d'environ 30 % et anéantissant vos marges bénéficiaires. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Ne prenez plus de risques avec la chimie de vos emballages : laissez-moi examiner personnellement vos fichiers grâce à un audit gratuit de vos gabarits ↗ afin de détecter les erreurs de matériaux critiques avant le lancement de la production.
« Évolution de la qualité des matériaux à base de fibres recyclées. Partie 1. Facteurs influençant… », https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. [Une source en sciences des matériaux expliquerait comment les cycles répétés de mise en pâte raccourcissent les fibres de cellulose et éliminent les hémicelluloses, réduisant ainsi l’intégrité structurelle du papier. Rôle de la preuve : spécification technique ; type de source : revue scientifique des matériaux. Appuie : l’affirmation selon laquelle les fibres recyclées sont plus fragiles que la pâte vierge. Note de portée : s’applique spécifiquement à la dégradation mécanique des fibres lors du recyclage. ]
« [PDF] PLIEAGE ET GRAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf90 degrés. à
« [PDF] Les propriétés fondamentales du papier liées à ses utilisations », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.724.pdffabrication industrielle. Appuie : l’avantage structurel des doublures en kraft vierge. Note de portée : concerne les applications de doublure extérieure. de
« Quoi de neuf en matière de politique d’emballage ? Tour d’horizon des politiques d’emballage », https://sustainablepackaging.org/2026/04/29/packaging-policy-news/. [Des directives officielles en matière de gestion des déchets permettraient de déterminer si les films PLA sont compatibles avec les filières de recyclage standard du carton ondulé ou s’ils sont considérés comme des contaminants. Rôle des preuves : vérification technique ; type de source : organisme de réglementation environnementale. Apport : analyse de la conformité environnementale des bioplastiques. Remarque : l’applicabilité dépend des infrastructures régionales de compostage industriel.] ↩
« Étude des défaillances interlamellaires dues à la production… », https://pmc.ncbi.nlm.nih.gov/articles/PMC7918353/. [Les directives techniques relatives au recyclage du carton ondulé précisent que les cuves de repulpage standard sont incapables de décomposer les films plastiques solides, ce qui entraîne une contamination]. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Sujet : Incompatibilité des films PLA avec le recyclage du carton ondulé usagé. Précision : Spécifique aux installations municipales de recyclage du carton ondulé usagé .
« Considérations relatives à l’impact du développement durable : revêtements pour carton – Zenpack », https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/carton]. Rôle de la preuve : vérification technique ; type de source : spécification du matériau. Apport : La recyclabilité des unités revêtues d’un revêtement aqueux. Note relative à la portée : Applicable aux revêtements aqueux standard. du
« Conception de boîtes pour l’humidité relative dans la distribution… », https://www.packagingstrategies.com/articles/91064-engineering-boxes-for-relative-humidity-in-the-distribution-environment. [Une norme industrielle ou un manuel d’ingénierie de l’emballage confirmerait la pratique consistant à utiliser des mesures à sec au pied à coulisse pour les spécifications initiales des découpes et les problèmes d’ajustement qui en résultent en raison de l’absorption d’humidité]. Rôle de la preuve : pratique technique ; type de source : manuel d’ingénierie. Appuie : la méthodologie de définition des tolérances initiales des fentes. Note de portée : spécifiquement concernant le carton ondulé à base de cellulose .
« [PDF] Fiabilité liée à l'humidité – Université Lamar », https://www.lamar.edu/engineering/_files/documents/mechanical/dr.-fan-publications/2008/Fan%202008_05%20ECTC%20PDC.pdf. [Les spécifications techniques des revêtements ondulés détaillent la nature hygroscopique du revêtement de test et l'instabilité dimensionnelle qui en résulte en cas d'exposition à une forte humidité]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Sujet : gonflement du revêtement de test 32ECT induit par l'humidité. Remarque : les taux d'expansion exacts varient selon la composition des fibres .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les normes d'ingénierie de l'emballage spécifient des marges de tolérance pour les pièces emboîtables afin de compenser la dilatation du matériau sous différents climats]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appui : la mesure spécifique utilisée pour éviter le blocage lors de l'assemblage. Note de portée : les tolérances peuvent être ajustées en fonction de la valeur ECT spécifique .
« [PDF] Étude des propriétés mécaniques des emballages en carton… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Un manuel technique ou une norme de l’industrie de l’emballage préciserait le jeu standard requis pour éviter les défaillances d’ajustement lors de la dilatation hygroscopique. Rôle de la preuve : Spécification technique ; type de source : Norme industrielle. Appui : Utilisation d’une tolérance de 1 mm pour le gonflement dû à l’humidité. Remarque : Les exigences en matière de tampon peuvent varier en fonction de la qualité spécifique du carton de couverture .
« [PDF] Les propriétés fondamentales du papier liées à ses utilisations », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2022/03/1973.2.785.pdf. La littérature scientifique sur la cellulose décrit la relation mathématique entre l'absorption d'humidité et le gonflement dimensionnel des fibres de papier poreuses. Rôle de la preuve : Principe scientifique ; type de source : Revue de science des matériaux. Justification : Nécessité de calculer l'expansion des fibres pour l'intégrité structurelle. Note : Les taux d'expansion sont influencés par l'orientation des fibres et le revêtement .
« Carton ondulé et micro-cannelure… – Shanghai DE Printed Box », https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Les spécifications techniques d'emballage confirment que la micro-cannelure est un choix standard pour les panneaux d'affichage grâce à son équilibre entre résistance à l'écrasement et planéité de surface]. Preuve : Spécification technique ; type de source : Norme industrielle. Supports : Le matériau spécifique utilisé pour le support rigide. Remarque : L'applicabilité peut varier en fonction des exigences de poids spécifiques .
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Les guides techniques d’emballage décrivent l’utilisation du PVA en lithographie-lamination et expliquent comment sa nature aqueuse entraîne une absorption d’humidité et, par conséquent, un gauchissement du carton]. Rôle de la preuve : validation technique ; type de source : manuel technique industriel. Éléments à prendre en compte : composition du matériau et mécanisme de défaillance. Note relative à la portée : concerne spécifiquement les adhésifs à base d’eau dans les supports ondulés .
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097emballages. Appui : stratégie d’atténuation structurelle. Note de portée : applicable aux panneaux d’affichage grand format. d’
« Fabricant chinois de boîtes en carton lithographié-laminé », https://www.deprintedbox.com/litho-laminated-packaging-box.php. [Les manuels techniques relatifs aux emballages en carton ondulé précisent la durée et l'application du lestage nécessaires pour neutraliser la tension de l'adhésif et éviter le gauchissement du carton]. Élément de preuve : Spécification technique ; type de source : Manuel industriel. Supports : Temps de séchage standard requis pour la planéité du panneau. Note relative au champ d'application : S'applique spécifiquement au lithographie-laminage de forte épaisseur .
« Qu'est-ce que le carton duplex : solutions d'impression pour l'emballage ? », https://printcafeusa.com/what-is-duplex-board-print-solutions-packaging/?srsltid=AfmBOoqr3y14SBpTgtGUYhW9D1HXRd4qLvvGX5SetJNj1WtLNQC9onOystructurelle. Sujet : Méthode de prévention de l'instabilité des présentoirs de grande hauteur. Note de portée : Axé sur l'équilibre structurel. conception
« Effets de la température et de l’humidité sur les adhésifs sans solvant pour… », https://www.adhesive4laminating.com/blog/humidity-on-solventfree-adhesives-for-soft-packaging.html. [Les fiches techniques des adhésifs de lamination détaillent l’influence de l’humidité relative et de la température sur les vitesses de polymérisation et de durcissement de la colle]. Rôle de la preuve : Spécification du procédé ; type de source : Fiche technique. Arguments : Nécessité d’un contrôle environnemental pour éviter le rejet des produits. Remarque sur la portée : Dépend de la chimie spécifique de l’adhésif .