Dans le commerce de détail, la rapidité est essentielle, mais choisir le bon présentoir est rarement simple. Pour survivre dans des allées bondées, une conception précise est indispensable dès le départ.
La commande d'un présentoir PDQ exige des spécifications structurelles précises, un traçage exact et des contrôles de conformité rigoureux de la part des détaillants. Ce processus de fabrication garantit que vos unités préemballées en carton ondulé résistent au transport logistique, s'assemblent parfaitement en usine et captent l'attention des consommateurs sur le terrain, même dans les environnements de vente au détail à fort volume et au rythme soutenu du monde entier.

Avant d'envoyer vos illustrations à un fabricant, vous devez comprendre les réalités mécaniques de ces unités de déploiement rapide.
Qu'est-ce qu'un plateau PDQ ?
Un plateau de rangement rapide semble simple jusqu'à ce qu'on le charge de marchandises lourdes. La différence entre un déroulement réussi et un carton écrasé réside entièrement dans la structure du support sous-jacent.
Un plateau PDQ est un présentoir en carton ondulé pré-emballé et prêt à la vente, conçu pour une mise en rayon rapide. Grâce à ses rebords de retenue découpés avec précision et à sa structure cannelée optimisée, ce plateau modulaire permet aux vendeurs de transférer facilement les produits des cartons d'expédition directement sur les comptoirs ou les étagères des allées.

Vous verrez peut-être une boîte colorée, mais quand je regarde ces plateaux, je vois une équation stricte entre la pression exercée vers le bas et la densité des fibres.
Les mécanismes d'ingénierie derrière la compression des plateaux PDQ
Lorsque des clients me demandent ce qu'est exactement ce plateau, je leur montre généralement une section transversale de carton cannelure B 32ECT (test de résistance à l'écrasement des bords)1, qui se trouve dans mon laboratoire d'essais. Il ne s'agit pas d'une simple feuille de papier pliée ; c'est une structure conçue pour absorber et dévier les chocs cinétiques liés au transport, tout en maintenant le produit parfaitement droit sur l'étagère. Je conçois les cannelures internes pour qu'elles agissent comme des arches microscopiques2, répartissant précisément la charge verticale afin que le carton brut ne se casse jamais sous tension.
Récemment, je me tenais dans l'atelier, une feuille de papier cartonné brut à la main, et je caressais du pouce la surface rugueuse et poudreuse de la poussière ondulée avant qu'elle ne soit découpée. Un graphiste avait exigé un gaufrage 3D prononcé pour le logo de la marque, directement sur le rebord de maintien avant du plateau. J'ai dû expliquer que le gaufrage étire fortement le papier extérieur,amincissant physiquement les fibres jusqu'à épuisement. Au lieu de compromettre l'intégrité structurelle, j'ai préconisé un procédé de débossage. En enfonçant l'outil métallique, j'ai comprimé les cannelures en un bloc dense et solide sans altérer l'élasticité du papier. Ce procédé a permis d'obtenir la finition tactile haut de gamme souhaitée par la marque, tout en conservant 100 % de la capacité de charge dynamiquenécessaire pour supporter un empilage intensif, garantissant ainsi des plateaux parfaitement carrés et prêts à la vente.
| Méthode structurale | Résultat physique | Retour sur investissement de la chaîne d'approvisionnement |
|---|---|---|
| Gaufrage extérieur | Fibres de papier fortement amincies5 | Risque de déchirure de la lèvre supérieure en flèche |
| Débossage intérieur | cannelures internes ondulées densifiées | Maintient une capacité de compression complète de 32 ECT6 |
| Débossage sur 32ECT | Géométrie de tension superficielle intacte7 | Élimine les dommages coûteux liés au transport des plateaux |
Je refuse que des choix esthétiques compromettent la solidité de la structure. En privilégiant l'intégrité mécanique des fibres de papier lors de la fabrication, vous garantissez que vos plateaux de rayonnage, destinés à un volume élevé, résisteront aux aléas de la distribution.
🛠️ Bureau Harvey : Vos finitions structurelles personnalisées compromettent-elles, sans que vous le sachiez, la résistance à l’écrasement des bords de votre plateau avant même sa sortie d’usine ? 👉 Demandez un audit de nomenclature ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Que signifie PDQ dans le secteur du commerce de détail ?
Les détaillants détestent les réapprovisionnements trop lents. Si votre produit met plus de quelques secondes à être déballé et mis en rayon, vous risquez de perdre votre emplacement promotionnel privilégié.
Le terme « présentation rapide des produits » (PDQ) désigne ce que signifie PDQ dans le secteur du commerce de détail à fort volume. Cette classification de marchandisage exige que les structures temporaires en carton ondulé soient entièrement prêtes à la vente dès leur arrivée, permettant ainsi aux employés du magasin de déplacer instantanément les marchandises des quais de réception vers les surfaces de vente sans avoir recours à un assemblage manuel complexe et fastidieux.
Mais connaître la théorie du déploiement rapide ne suffit pas lorsque les cartons principaux arrivent réellement dans les allées bondées des magasins.
Pourquoi le déballage « rapide » échoue-t-il en magasin ?
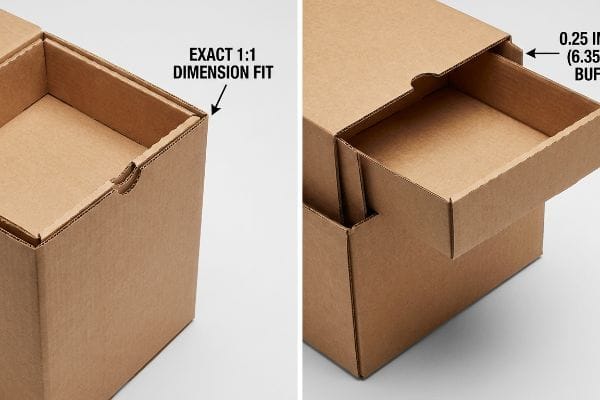
Même les concepteurs les plus expérimentés négligent souvent les frottements invisibles générés entre les surfaces de carton emboîtées. Ils conçoivent le carton d'expédition principal pour qu'il corresponde exactement aux dimensions extérieures du plateau de vente pré-rempli,partant du principe qu'un ajustement parfait garantit une protection maximale pendant le transport. Ils oublient complètement que, dans un magasin, un vendeur doit extraire physiquement ce plateau du carton d'expédition dans un délai extrêmement court.
Ce n'est pas qu'une simple théorie : je rencontre ce problème de friction lors du déballage sur mon lieu de test. Une équipe d'approvisionnement m'a récemment envoyé un emballage imbriqué sans jeu périphérique. J'ai d'abord supposé que les présentoirs de test standard se retireraient facilement. J'avais tort. Lorsque j'ai tenté d'extraire l'unité pré-remplie, les parois en carton poreux se sont bloquées. La forte résistance m'a obligé à tirer violemment sur les panneaux avant de l'écran, déchirant inévitablement le rebord de maintien imprimé. Pour résoudre ce problème, j'ai utilisé le fichier CAO (Conception Assistée par Ordinateur) et implémenté une tolérance géométrique stricte. J'ai calculé mathématiquement un jeu périphérique minimal absolu de 6,35 mm (0,25 pouce)à l'intérieur du carton principal. En imposant cette tolérance de 6,35 mm, j'ai complètement éliminé le blocage par friction, garantissant un déballage fluide et sans déchirure, et réduisant considérablement le temps de déploiement du présentoir par les employés.
| Tolérance de déballage | Résultat physique | Retour sur investissement de la main-d'œuvre dans le commerce de détail |
|---|---|---|
| Ajustement dimensionnel exact 1:1 | Verrouillage à friction élevée du carton10 | Déclencheurs déchirés lèvres de retenue avant |
| Tampon de 0,25 pouce (6,35 mm)11 | Élimine la tension superficielle des parois latérales | Accélère le temps de déploiement dans les allées |
| Décalage géométrique mathématique | Extraction verticale sans résistance | Élimine les annulations de commandes pour marchandises endommagées en magasin12 |
Je ne me fie jamais aux dimensions théoriques pour concevoir des présentoirs destinés à des environnements de vente à rythme soutenu. Prendre en compte le frottement microscopique du carton ondulé brut est le seul moyen de garantir que votre présentoir soit réellement à la hauteur de sa promesse d'un déploiement rapide.
🛠️ Le bureau d'Harvey : Votre gabarit de carton maître actuel tient-il compte du frottement important de la surface du Testliner ondulé poreux lors de l'extraction manuelle ? 👉 Obtenez une simulation de contraintes structurelles 3D ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
PDQ propose-t-il des cartes-cadeaux ?
La vente de cartes-cadeaux à forte marge nécessite de placer le stock directement à la caisse. Cependant, les modèles structurels standard tiennent rarement compte des contraintes dimensionnelles strictes liées au point de vente.
Non. Les présentoirs PDQ pour cartes-cadeaux sont simplement des présentoirs de comptoir spécialisés, et non des caractéristiques inhérentes à l'acronyme lui-même. Ces présentoirs utilisent des séparateurs modulaires internes et des étagères étagées pour ranger en toute sécurité les petites cartes en plastique tout en minimisant l'impact visuel près des caisses des magasins à fort trafic.

Lorsque vous réduisez la taille d'un présentoir de sol pour qu'il tienne à côté d'une caisse enregistreuse, la gravité devient votre pire ennemi.
La crise du centre de gravité dans les présentoirs de comptoir
Les équipes d'approvisionnement cherchent souvent à optimiser l'espace de stockage des cartes-cadeaux en concevant des présentoirs de comptoir , mais avec des bases très peu profondes. Elles partent du principe que, les cartes-cadeaux étant légères, la structure restera parfaitement stable. Or, cette approche ignore totalement la réalité physique d'un comptoir de vente au détail à fort passage, où la circulation dense et les chocs répétés des clients exercent constamment une force latérale imprévisible sur leprésentoir¹³.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans ma propre usine. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester le présentoir de cartes cadeaux d'un nouveau client. Ce présentoir mesurait 609,6 mm de haut (24 pouces) mais seulement 254 mm (10 pouces) de profondeur. Nous pensions pouvoir nous affranchir des normes d'encombrement puisque le contenu se limitait à des cartes plastiques. Trois jours plus tard, au laboratoire de test, j'ai vu le présentoir se renverser et s'écraser sur le sol en béton après un simple test d'inclinaison de 12 degrés. Le centre de gravité était complètement déséquilibré. J'ai immédiatement arrêté les presses et procédé à un recalibrage rigoureux de l'outillage. J'ai reconstruit la base découpée pour imposer un rapport de 2:3 entre la profondeur et la hauteur totale , en agrandissant la base et en fixant les niveaux de stock les plus lourds au point le plus bas. Cet ajustement géométrique a non seulement empêché le présentoir de se renverser, mais a également garanti la conformité aux consignes de sécurité strictes des détaillants , évitant ainsi un refus immédiat en caisse.
| Ingénierie de l'empreinte | Résultat physique | Retour sur investissement au point de vente |
|---|---|---|
| Profil haut et peu profond | Déplacement important du centre de gravité15 | La stabilité chute et les actions sont en danger |
| Chargement déséquilibré des stocks | Déflexion structurelle excessive en partie haute16 | Garantit l'affichage des pourboires pendant l'interaction |
| Rapport de profondeur strict de 2:317 | Centre de masse abaissé mathématiquement | Garantit la conformité des caisses des détaillants |
Je conçois chaque présentoir en sachant qu'il sera bousculé, poussé et mis à l'épreuve par des clients impatients. Négliger les principes de base de la stabilité géométrique est le meilleur moyen de voir votre stock de cartes-cadeaux, pourtant très rentable, finir à la poubelle.
🛠️ Harvey's Desk : Vos présentoirs de comptoir sont-ils conçus mathématiquement pour réussir les tests d'inclinaison rigoureux des grandes surfaces sans ajout de poids ? 👉 Demandez votre audit structurel personnalisé ↗ — Pas d'intermédiaires. Vous échangez directement avec des ingénieurs en structure.
Que signifie PDQ dans le secteur manufacturier ?
La rapidité de mise sur le marché repose sur des chaînes de production sans faille. Si le pliage et le collage d'un présentoir prennent dix minutes, tout votre planning de fabrication s'effondrera sous le poids du travail manuel.
Dans le secteur manufacturier, PDQ signifie « quantités pré-assemblées » ou « quantités pré-emballées pour présentation ». Ce terme industriel spécifique indique que les structures en carton ondulé sont entièrement pré-assemblées, pré-collées et pré-remplies de produits sur la ligne de conditionnement à façon, bien avant d'être scellées dans leurs cartons d'expédition.
Passer d'un kit vide à un meuble de vente entièrement équipé révèle les défauts cachés de votre plan de fabrication.
Le goulot d'étranglement de l'assemblage de co-emballage
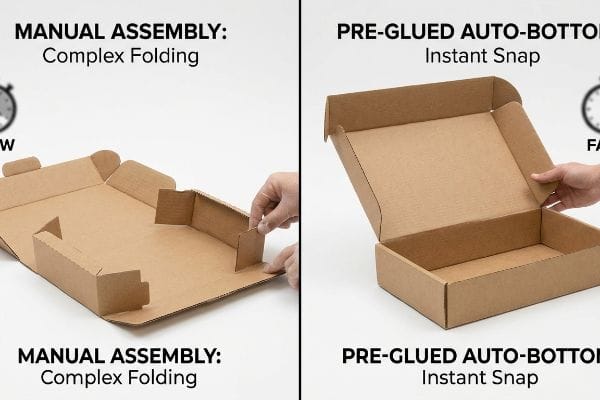
Les équipes marketing conçoivent souvent des plateaux en carton ondulé , dotés de multiples languettes d'emboîtement et de pliages sophistiqués de type origami, partant du principe que ces caractéristiques leur confèrent une valeur structurelle supérieure. Elles oublient cependant que les séquences de pliage complexes et en plusieurs étapes paralysent complètement les opérations de conditionnement à façon à grande vitesse<sup>18</sup>. Lorsque les opérateurs doivent forcer des languettes mal ajustées dans des fentes étroites, les cadences de production horaires chutent drastiquement.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Un client m'a récemment envoyé une boîte d'affichage très complexe qui se désagrégeait constamment lors de l'assemblage standard par un prestataire logistique tiers (3PL). J'ai arraché la feuille supérieure d'un prototype endommagé et j'ai immédiatement ressenti la résistance irrégulière de la cannelure interne B19. Au départ, j'ai supposé que la pression de découpe était incorrecte. J'avais tout faux. Le véritable problème venait du fait que le concepteur avait spécifié une base surdimensionnée nécessitant six étapes de pliage manuel. J'ai effectué des mesures au micromètre et j'ai prouvé que je n'avais pas besoin de clips en plastique coûteux ni de languettes compliquées : il me fallait simplement un système modulaire simple et efficace. J'ai simplifié la nomenclature (BOM) superflue et j'ai conçu un plateau pré-encollé à fond automatique20 qui s'emboîte instantanément en un carré parfait à l'ouverture. En éliminant mathématiquement ces languettes de verrouillage manuelles, j'ai considérablement réduit les frottements sur la chaîne, diminuant ainsi le temps d'assemblage d'environ 45 secondes par unité et réduisant directement les frais de main-d'œuvre de conditionnement du client.
| Ingénierie d'assemblage | Résultat physique | Retour sur investissement d'une ligne de co-emballage |
|---|---|---|
| Languettes complexes à emboîter | Cannelures écrasées et plis mal alignés21 | Augmente les coûts horaires de la main-d'œuvre |
| Fentes à faible tolérance22 | Haute résistance physique lors de l'assemblage | Chute brutale de la production quotidienne des lignes |
| Fonds automatiques pré-collés23 | Équerrage structurel 3D instantané | Accélère considérablement le débit de pré-remplissage |
Je considère chaque seconde passée sur la chaîne de montage comme un frein à vos marges bénéficiaires. La conception de bases modulaires pré-collées et sans frottement me permet de garantir que votre production reste dans les limites de votre budget et en avance sur votre calendrier.
🛠️ Le bureau d'Harvey : Combien de secondes votre base emboîtable trop complexe ajoute-t-elle aux coûts opérationnels horaires de votre ligne de conditionnement à façon ? 👉 Demandez une consultation directe en fabrication ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui néglige les problèmes d'emballage, mais si un carton d'emballage mal calibré déchire le rebord de maintien de votre présentoir lors du déballage, ce simple incident entraîne un refus immédiat du détaillant et anéantit votre marge bénéficiaire. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées aux stocks mis au rebut et aux refacturations des détaillants. Cessez de miser sur des calculs théoriques et laissez-moi concevoir personnellement votre prochain déploiement en magasin ↗ afin de garantir la résistance de vos présentoirs physiques aux aléas de la chaîne logistique.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Les normes industrielles d'emballage confirment la capacité de charge et les dimensions des cannelures du carton ondulé 32ECT B. Rôle de la preuve : spécification technique ; type de source : norme industrielle de l'emballage. Apports : résistance des matériaux pour les présentoirs de vente au détail. Note sur la portée : limité aux qualités de carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. La documentation de génie des structures explique comment les cannelures du carton ondulé répartissent les charges verticales pour éviter la rupture. Rôle de la preuve : principe mécanique ; type de source : manuel de science des matériaux. Appui : mécanique porteuse du plateau. Note de portée : principe général de l’ondulation .
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . Explication technique de la façon dont le gaufrage sollicite les fibres du papier et réduit l’épaisseur de la couche extérieure du carton ondulé. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux ou guide d’ingénierie de l’ emballage. Sujet : l’impact mécanique du gaufrage sur l’épaisseur de la couche extérieure. Note de portée : traite spécifiquement des supports en carton ondulé.
« Gaufrage vs Débossage : Quelle est la différence et laquelle est la meilleure ? », https://www.wecustomboxes.com/blog/embossing-vs-debossing/. Données comparatives sur l’intégrité structurelle et la résistance à la compression des panneaux ondulés gaufrés et débossés. Rôle de la preuve : vérification factuelle ; type de source : étude d’ingénierie structurelle ou rapport d’essai d’emballage. Appuie : l’affirmation selon laquelle le débossage préserve la capacité de charge pour l’empilage. Note de portée : concerne les seuils de charge dynamique dans les présentoirs de vente au détail .
« Effet de la pression de gaufrage sur les propriétés mécaniques et de souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. Analyse technique de l’influence des procédés de gaufrage externe sur l’épaisseur physique et l’intégrité structurelle des fibres de papier ondulé. Type de preuve : vérification du mécanisme ; type de source : étude en science des matériaux. Confirme : l’affirmation selon laquelle le gaufrage externe entraîne un amincissement des fibres. Précision : Spécifique aux supports en carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Données d'essais empiriques comparant les résultats du test d'écrasement des bords (ECT) de matériaux ondulés gaufrés et débossés. Rôle de la preuve : validation des performances ; type de source : spécification technique d'emballage. Confirme : l'affirmation selon laquelle le débossage vers l'intérieur préserve la résistance à la compression de 32 % ECT. Remarque sur la portée : s'applique spécifiquement au carton ondulé de résistance à la compression de 32 % ECT .
« Tout savoir sur le gaufrage et le débossage | cefBox », https://www.cefbox.com/blog/knowledgeBase/All-About-Embossing-and-Debossing . Analyse technique de la géométrie de surface et de la tension structurelle des emballages en carton ondulé soumis à différentes méthodes de déformation. Preuve : vérification structurelle ; type de source : manuel technique. Argumentation : le débossage préserve la géométrie de la tension de surface. Précision : étude axée sur la géométrie de la couche extérieure.
« Règles d'emballage dimensionnel : comment les utiliser pour améliorer l'expédition », https://shipperhq.com/blog/dimensional-packing-rules. Directives sectorielles relatives aux jeux nécessaires entre un carton d'expédition et son plateau intérieur pour la vente au détail afin de prévenir les frottements et garantir une extraction efficace. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie de l'emballage. Argument : le dimensionnement à l'échelle 1:1 est une pratique de conception courante mais erronée. Remarque sur le champ d'application : applicable spécifiquement aux emballages en carton ondulé prêts à la vente .
« Tolérances pour les joints de fabricants sur RSC – AICC Now », https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/ . Les normes d'ingénierie pour les emballages en carton ondulé fournissent des lignes directrices de tolérance spécifiques afin d'éviter le blocage par friction entre les unités emboîtées. Rôle de la preuve : spécification technique ; type de source : manuel de conception d'emballages. Supporte : la mesure spécifique requise pour une extraction aisée. Note de portée : les exigences réelles peuvent varier en fonction de la qualité du carton et de la taille des cannelures.
« [PDF] Coefficients de frottement statique et cinétique de l'écriture non couchée et… », https://www.tappi.org/contentassets/58af997fbe9b4f40a7545ee183554082/2025/t549-b-2-d-1-sarg.pdf. Analyse des matériaux expliquant comment des tolérances 1:1 précises créent une tension superficielle et du frottement dans le carton ondulé. Rôle de la preuve : principe physique ; type de source : étude des matériaux. Justification : cause de la déchirure des languettes de maintien dans les emballages ajustés. Note de portée : s'applique au carton standard de qualité commerciale .
« Comprendre les emballages PDQ dans le commerce de détail – LinkedIn », https://www.linkedin.com/pulse/understanding-pdq-packaging-retail-moss-tvthc. Spécifications techniques issues de guides d'ingénierie d'emballage démontrant le jeu idéal pour éviter les frottements latéraux lors du déballage. Type de preuve : spécification technique ; source : norme industrielle. Supporte : la mesure spécifique requise pour un déploiement efficace. Remarque : la norme peut varier en fonction de l'épaisseur du matériau .
« Quelles erreurs de conditionnement à façon entraînent des refacturations de la part des détaillants ? », https://www.industrialpackaging.com/blog/copacker-mistakes-retailer-chargebacks. Données sectorielles établissant une corrélation entre l’ajustement et la résistance à l’extraction des emballages et la fréquence des pénalités financières liées aux dommages infligées par les détaillants. Rôle de la preuve : lien de causalité ; type de source : rapport logistique. Appuie : le retour sur investissement financier du calcul de la compensation géométrique. Note de portée : axé sur les emballages prêts à la vente (APV) .
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. La physique de l’équilibre statique et du centre de gravité explique comment les forces latérales agissent sur les structures à fort rapport d’aspect et créent une instabilité. Rôle de la preuve : validation théorique ; type de source : manuel de physique ; Appuie : l’affirmation selon laquelle les forces latérales perturbent l’équilibre des présentoirs hauts et peu profonds ; Note de portée : principes mécaniques de base .
« Chapitre 2 : Choisir la hauteur d’affichage adaptée à vos clients », https://www.creativedisplaysnow.com/guides/understanding-the-retail-customer/chapter-2-how-to-choose-the-right-display-height-for-your-customers/. Vérification qu’un rapport profondeur/hauteur de 2:3 constitue un principe d’ingénierie reconnu ou une norme industrielle pour le maintien du centre de gravité des présentoirs de comptoir. Preuve : validation technique ; source : manuel de conception industrielle ou guide de conformité pour le commerce de détail. Justification : affirmation relative aux exigences de stabilité structurelle. Remarque : l’applicabilité peut dépendre du poids de la charge utile .
« Comment le centre de gravité influence-t-il la stabilité d'un objet ? – YouTube », https://www.youtube.com/watch?v=vN8cZPABbpc. La physique du centre de gravité stipule qu'augmenter la hauteur tout en diminuant la largeur de la base déplace le point de basculement. Rôle de la preuve : Loi scientifique ; type de source : Référence physique. Arguments : La corrélation entre les profils hauts/peu profonds et l'instabilité. Note de portée : Principe mécanique général .
« CONCEPTION STRUCTURELLE DES PRÉSENTATEURS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Les principes du génie des structures définissent la déflexion comme le degré de déplacement d'un élément structurel sous l' effet d'une charge. Rôle de la preuve : Cadre théorique ; type de source : Manuel d'ingénierie. Sujet : Les conséquences physiques des charges d'inventaire déséquilibrées. Note sur la portée : Axé sur la capacité portante.
« Peut-on construire des rayonnages plus hauts ? L’importance du rapport hauteur/profondeur… », https://www.americansurplus.com/can-i-build-taller-racking-the-importance-of-height-to-depth-ratio-to-rack-stability/?srsltid=AfmBOopi8QjT0BhrdYEdO_yldgtG0GpKgOSFkDkXAZwf1jiUZBKypa8S . Les normes industrielles relatives à la conception des présentoirs de points de vente fournissent des recommandations spécifiques concernant les rapports hauteur/profondeur afin d’assurer la stabilité . Rôle de la preuve : Validation technique ; type de source : Livre blanc industriel. Convaincu : L’efficacité du rapport 2:3 pour réduire l’encombrement des centres de distribution. Remarque concernant la portée : Spécifique aux présentoirs de comptoir.
« Avantages du conditionnement à façon – PopDisplay », https://popdisplay.me/benefits-of-contract-packaging/ . Des guides de fabrication faisant autorité démontrent qu’une augmentation du nombre d’étapes d’assemblage est directement corrélée à une diminution du rendement horaire (UPH). Rôle de la preuve : validation ; type de source : livre blanc sectoriel. Appuie : le lien entre la complexité de la conception et les goulots d’étranglement de l’assemblage. Note relative au champ d’application : applicable au conditionnement à façon manuel.
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. La documentation technique sur les dimensions des cannelures du carton ondulé confirme les propriétés structurelles et les applications typiques de la cannelure B. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : l’utilisation de types de cannelures spécifiques dans la conception d’emballages. Note sur le champ d’application : s’applique aux dimensions standard du carton ondulé .
« Boîtes à fond automatique (verrouillage anti-écrasement) simplifiées – PM Packaging », https://pmpackaging.com/product-catalog/boxes-and-cartons/auto-bottom-boxes. Les guides d'ingénierie d'emballage expliquent comment les fonds automatiques éliminent les étapes de pliage manuel pour accroître l'efficacité des lignes de production. Preuve : solution technique ; type de source : manuel de fabrication. Appuie : l'affirmation selon laquelle les plateaux à fond automatique réduisent le temps d'assemblage. Note sur la portée : se concentre sur l'efficacité de la conception structurelle .
« Guide pour comprendre les cannelures des boîtes en carton ondulé – Gentlelever », https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. Analyse technique des modes de défaillance des matériaux en carton ondulé causés par une conception inadéquate des languettes et une pression excessive. Type de preuve : analyse des défaillances ; type de source : manuel de science des matériaux. Sujet : impact des languettes complexes à emboîtement sur les résultats physiques. Note sur la portée : limité aux supports en carton ondulé .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . Normes d'ingénierie relatives aux tolérances des encoches et des languettes des emballages pliants afin de garantir un assemblage sans frottement. Niveau de preuve : norme technique ; type de source : spécification de fabrication. Constat : corrélation entre tolérances insuffisantes et résistance physique. Note relative au champ d'application : s'applique aux lignes de conditionnement à haut volume.
« Boîte à fond automatique pré-encollée (pré-assemblée) – Landaal Packaging », https://www.landaal.com/corrugated-packaging/corrugated-boxes/pre-glued-pre-assembled/. Normes d'emballage du secteur détaillant comment les fonds automatiques pré-encollés réduisent les étapes de pliage manuel et le temps d'assemblage. Rôle de la preuve : spécification technique ; type de source : guide d'ingénierie d'emballage. Contribue à : l'accélération du débit de pré-remplissage. Note de portée : Pertinent pour les présentoirs de vente au détail et les points de vente .



