
Vous vous inquiétez inutilement des problèmes d'approvisionnement alors que vous devriez vous concentrer sur la croissance de votre réseau de distribution. Le conditionnement à façon assure la transition entre la production et la mise en rayon des produits prêts à l'emploi.
Le conditionnement à façon consiste à externaliser stratégiquement l'assemblage, le conditionnement et la livraison finale des produits auprès de partenaires de fabrication spécialisés. Cette méthode rationalise votre chaîne d'approvisionnement, réduit les coûts de main-d'œuvre directe et garantit un contrôle qualité rigoureux, permettant ainsi aux marques ambitieuses d'accroître rapidement leurs activités tout en respectant facilement les normes complexes des distributeurs internationaux.

Lorsque l'on passe de l'expédition de cartons vides au déploiement de présentoirs entièrement chargés et prêts à la vente, toute la donne logistique change.
Quels sont les 5 avantages de l'emballage ?
Comprendre les avantages stratégiques d'un conditionnement adéquat transforme une simple boîte en un atout logistique précieux. Cela détermine l'efficacité avec laquelle votre produit est acheminé de l'entrepôt au rayon.
Les cinq principaux avantages de l'emballage sont la protection du produit, un confinement efficace, la communication de la marque, la simplification logistique et le respect strict des réglementations. Ces atouts essentiels garantissent la protection des marchandises fragiles lors du transport, tout en stimulant les achats impulsifs et en minimisant les coûts liés à la logistique inverse ou aux refacturations des grandes surfaces.

La théorie est séduisante sur le papier, mais la véritable épreuve a lieu lorsque votre produit arrive sur la chaîne de montage.
Pourquoi l'expédition de « boîtes vides » détruit le retour sur investissement du commerce de détail
La plupart des marques partent du principe qu'acheter des cartons vides et les remplir dans un entrepôt logistique tiers (3PL) local permet de réaliser des économies. Elles considèrent l'emballage comme un simple produit de base, et non comme un élément intégré de la chaîne d'approvisionnement. Cette approche fragmentée engendre généralement des frais de manutention excessifs, des retards de lancement et une qualité inégale¹lorsque des intérimaires peinent à assembler des structures en carton.
Je constate fréquemment que mes clients gaspillent leur budget en expédiant des unités vides vers un centre de distribution externe. Lorsque des intérimaires tentent de forcer une languette de verrouillage complexe en carton cannelé B sans formation, on entend distinctement le bruit du carton qui se déchire. Pour atteindre leurs objectifs, ils finissent par utiliser du ruban adhésif transparent pour recoller les morceaux de plateau, ce qui nuit gravement à l'image de marque. En optant pour un modèle de conditionnement à façon , où nous intégrons le produit physique au présentoir directement en usine, j'élimine ce problème d'assemblage décousu. Cette intégration parfaite réduit les coûts de main-d'œuvre et prévient les défaillances structurelles .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Remplissage des cartons dans un entrepôt 3PL distinct | Conditionnement intégré au niveau de l'usine4 | Permet de gagner environ 30 % de temps d'assemblage5 |
| Imposer des onglets complexes sans formation | Plateaux modulaires pré-encollés à emboîtement | Empêche l'utilisation de carton déchiré et de ruban adhésif |
| Transporter de l'air vide à travers le pays | optimisation volumétrique des conteneurs6 | Réduit considérablement les coûts logistiques du fret |
Je refuse qu'une logistique chaotique vienne gâcher une conception structurelle parfaitement maîtrisée. En installant vos marchandises dans les présentoirs avant même qu'elles ne quittent mon entrepôt, je préserve vos marges et vous garantis une présentation impeccable à leur arrivée.
🛠️ Le bureau d'Harvey : Vos frais de préparation logistique (3PL) grèvent-ils la marge bénéficiaire de votre campagne ? 👉 Demandez un audit de votre conditionnement ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont 5 inconvénients de l'emballage ?
Des structures surdimensionnées ou mal conçues engendrent des risques immédiats pour votre chaîne d'approvisionnement. Identifier ces faiblesses critiques permet d'éviter qu'un simple carton ne se transforme en un gouffre financier et logistique.
Les cinq inconvénients d'un emballage mal conçu sont l'augmentation du coût des matériaux, la production excessive de déchets, les surcoûts liés au transport, le temps d'assemblage important et les risques de dommages importants pendant le transport. Ces inconvénients nuisent rapidement à la rentabilité des campagnes lorsque les acheteurs privilégient l'esthétique au détriment du respect des tolérances physiques strictes et de l'optimisation stratégique de la chaîne d'approvisionnement.

Connaître ces inconvénients n'est que la première étape pour protéger votre stock contre les défaillances catastrophiques du transport de marchandises.
Comment le débordement des palettes amplifie les faiblesses de l'emballage
Les équipes d'approvisionnement cherchent souvent à réduire les coûts d'emballage en augmentant les dimensions des cartons d'expédition afin d'y entasser davantage d'unités, ce qui a pour conséquence involontaire que les cartons débordent de la palette standard de 121,9 × 101,6 cm (48 × 40 pouces). Elles partent du principe que le carton ondulé renforcé possède une résistance intrinsèque suffisante pour protéger la marchandise, quelle que soit sa position sur le support en bois. Ce raisonnement ignore fondamentalement les lois physiques de la répartition verticale des charges.
Je constate constamment que les acheteurs commettent cette erreur de calcul spatial, cherchant à économiser quelques centimes sur le volume des cartons. La résistance à la compression d'un carton ondulé, mesurée par le test BCT (Box Compression Test), repose à 60 % sur le maintien parfait de ses quatre coins par le socle en bois. Lorsque j'inspecte les marchandises à la réception et que le carton dépasse de seulement 12,7 mm (0,5 pouce), je peux sentir physiquement les panneaux centraux, mous et écrasés, qui ont fléchi sous le poids du carton supérieur. Pour remédier à ce problème, je réduis artificiellement l'encombrement autorisé du carton de 12,7 mm (0,5 pouce) précisément dans notre logiciel de calcul de structures, garantissant ainsi que les coins conservent toujours leur maintien vertical.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Augmenter le volume de la boîte pour qu'elle déborde de la palette | Application d'une limite CAO à débordement nul | Empêche l'écrasement du niveau inférieur sous de lourdes charges8 |
| S'appuyant uniquement sur la force brute de la planche | Alignement parfait des angles verticaux | Maintient sa pleine capacité de charge dynamique9 |
| En ignorant les dimensions standard de la base en bois | Ancrage à des géométries fractionnaires | Assure une réception fluide des marchandises en entrepôt de grande capacité |
Je limite toujours les dimensions de votre colis légèrement à l'intérieur du périmètre de la palette. Sacrifier une infime partie du volume intérieur est un faible prix à payer pour garantir que votre chargement inférieur résiste à un transport maritime en double empilage sans s'effondrer complètement.
🛠️ Le bureau d'Harvey : Votre carton principal s'affaisse-t-il lentement sous le poids de sa propre palette ? 👉 Demandez une analyse dimensionnelle logistique ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quelles sont les 6 principales raisons d'emballer un produit ?
Un emballage physique ne se contente pas de contenir des articles. Il constitue un atout multifonctionnel qui protège, informe et transforme efficacement les passants passifs en acheteurs actifs.
Les six principales raisons d'emballer un produit sont la protection physique, la prévention des falsifications, le confinement du produit, l'affichage des informations légales, la promotion de la marque et la commodité pour le consommateur. Ensemble, ces fonctions essentielles garantissent que les marchandises parcourent en toute sécurité des itinéraires de transport complexes tout en communiquant efficacement leurs atouts clés aux clients dans les rayons des magasins.
Mais apposer simplement votre logo sur une boîte en carton brun ne déclenchera pas un achat impulsif dans un grand magasin.
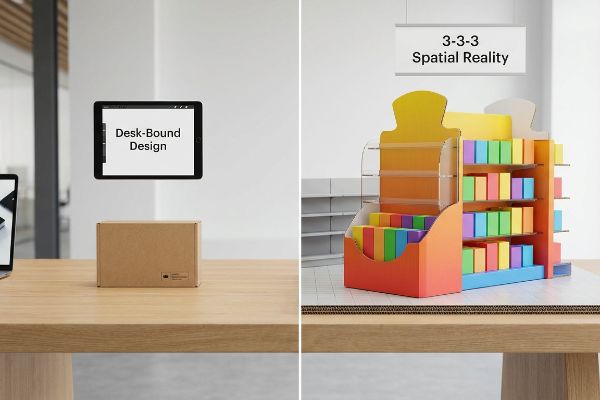
La réalité spatiale 3-3-3 de la communication de marque
Les équipes marketing junior conçoivent souvent des graphismes structurés spécifiquement pour une visualisation rapprochée sur leurs écrans d'ordinateur rétroéclairés. Elles partent du principe que si un logo est net et que le texte, même petit, est lisible à distance de bureau, le produit est parfaitement adapté à un environnement de vente au détail. Cette vision centrée sur le bureau ne tient absolument pas compte de la forte pollution visuelle et du rythme de marche rapide d'un consommateur lambda se déplaçant dans un immense entrepôt-magasin.
Imaginez votre présentoir comme un panneau publicitaire sur l'autoroute : personne ne s'arrête pour lire les petits caractères à 100 km/h. Je constate que certaines marques échouent car leur message principal exige que le client s'arrête. J'utilise la règle 3-3-3¹¹pour créer des zones visuelles distinctes : des en-têtes découpés de grande taille pour capter l'attention à 9 mètres, des étagères ergonomiques transparentes pour une interaction à 90 cm, et un rebord découpé à 85 %¹² pour que le produit soit parfaitement visible à 7,6 cm. Lorsque je teste ces présentoirs en magasin, l'impact visuel saisissant d'une couleur vive interrompt instantanément la concentration du client, générant un flux immédiat de clients.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conçu exclusivement pour une visualisation rapprochée sur écran | Mise en œuvre de la règle spatiale 3-3-3 | Attire l'attention des clients à une distance de 9 mètres |
| Dissimuler la marchandise derrière les hauts rebords des plateaux | Découpe du bord avant pour une visibilité de 85 % | Augmente les conversions d'impulsions en gros plan |
| Utilisation de petits caractères pour expliquer les fonctionnalités | Inonder de grandes surfaces de couleurs unies | Élimine instantanément le désordre visuel des points de vente |
Je conçois l'engagement visuel comme une science physique. Si votre présentoir n'attire pas l'attention d'un consommateur pressé de l'autre côté du rayon, toutes les fonctionnalités internes complexes du produit n'auront aucune importance.
🛠️ Harvey's Desk : Vos présentoirs se fondent-ils dans le décor des allées bondées ? 👉 Demandez votre maquette structurelle gratuite ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Quelles sont les 5 fonctions principales de l'emballage ?
La maîtrise des fonctions fondamentales d'un conteneur garantit que vos marchandises survivent aux réalités physiques et chimiques brutales des chaînes d'approvisionnement mondiales sans compromettre leur intégrité structurelle.
Les cinq fonctions principales de l'emballage sont un confinement robuste, la protection de l'environnement, une manutention sûre et aisée, une communication précise avec le consommateur et le respect rigoureux des normes logistiques. Le respect de ces fonctions essentielles garantit que les produits fragiles restent parfaitement intacts, exempts de toute contamination et conformes à la réglementation en vigueur pour une mise en rayon immédiate dans les points de vente du monde entier.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la physique environnementale prend le dessus.
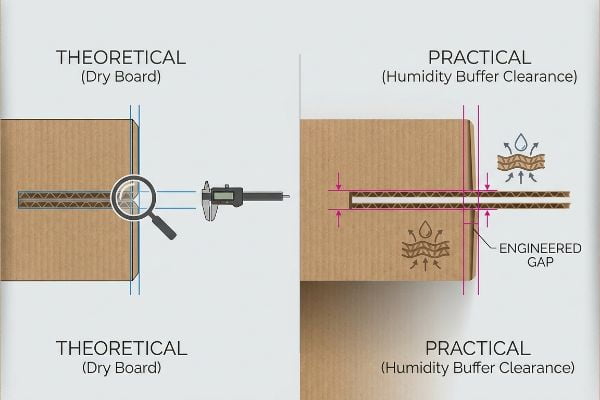
Pourquoi le confinement théorique échoue lors du transport en milieu humide
Les graphistes travaillant dans des environnements à température contrôlée définissent généralement les tolérances d'emboîtement de leurs panneaux en fonction de l'épaisseur à sec du carton, partant du principe qu'une cannelure B standard mesure exactement 3 mm d'épaisseur¹³.Ils traitent les matériaux poreux comme du plastique rigide ou du métal, ignorant totalement les variations environnementales importantes qui surviennent lors d'un long transport maritime ou d'un stockage dans des entrepôts côtiers humides. Cette négligence transforme une structure parfaitement conçue en un véritable casse-tête pour l'équipe logistique.
Dans mon atelier, je constate régulièrement des défaillances du confinement théorique, car l'acheteur oublie que le papier est poreux. Lorsqu'un papier de test poreux 32ECT absorbe l'humidité ambiantedans un entrepôt de Floride, il gonfle physiquement, transformant une rainure CAO (Conception Assistée par Ordinateur) parfaitement ajustée en un véritable piège. Je le vérifie à l'aide d'un pied à coulisse numérique, et lorsqu'une plaque gonfle de seulement 1 mm,je vois mon équipe de conditionnement s'épuiser à essayer d'assembler les pièces, ce qui entraîne l'écrasement des cannelures et le déchirement des feuilles supérieures. J'intègre automatiquement un jeu de compensation d'humidité spécifique dans les languettes d'emboîtement, ce qui élimine les frottements, réduit le temps d'assemblage de 42 secondes par unité et permet d'économiser des milliers de dollars en frais de main-d'œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un pied à coulisse pour planche sèche afin de mesurer la largeur de la fente | Conception d'un espace tampon d'humidité16 | Élimine les frottements lors de l'assemblage en entrepôt |
| En supposant que l'épaisseur du papier reste constante | Compenser l'absorption d'humidité des fibres17 | Empêche les déchirures graphiques et l'écrasement des cannelures |
| Forcer les languettes gonflées dans des fentes étroites | Utilisation des tolérances de pliage paramétriques18 | Accélère l'exécution en magasin |
Je ne laisse jamais les mathématiques théoriques primer sur les réalités physiques. En calculant précisément le taux d'absorption d'humidité de votre qualité de panneau, je garantis un assemblage impeccable de vos écrans, quel que soit leur lieu d'installation.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si un carton principal dépasse la palette de seulement 12,7 mm (0,5 pouce), l'affaissement dû à la compression de sa base entraîne un refus immédiat du détaillant et des semaines de retouches manuelles coûteuses. Voici la fiche technique exacte utilisée par mes 10 principaux clients du secteur de la distribution pour garantir zéro rejet d'impression. Ne laissez plus les tolérances environnementales au hasard : laissez-moi analyser personnellement vos fichiers de structure grâce à mon audit gratuit de pré-production ↗ afin de détecter les erreurs physiques critiques avant le lancement de la production en série.
« Guide des prix 3PL 2025 : Coûts réels, ventilation des frais et économies », https://redstagfulfillment.com/3pl-pricing-explained/ . [Les rapports logistiques sectoriels ou les études de gestion de la chaîne d'approvisionnement peuvent quantifier l'augmentation des coûts liée à la double manutention et les retards opérationnels associés à l'assemblage manuel dans les centres 3PL]. Rôle de la preuve : justification des impacts opérationnels négatifs ; type de source : rapport sectoriel/livre blanc. Appuie : l'affirmation selon laquelle les stratégies d' emballage fragmentées diminuent le retour sur investissement. Note de portée : spécifique aux environnements logistiques tiers.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les normes d'ingénierie d'emballage pour le carton ondulé cannelure B fournissent des données sur la résistance au cisaillement et les points de rupture des languettes de verrouillage lors de l'assemblage manuel]. Rôle de la preuve : validation technique ; type de source : manuel de l'industrie de l'emballage. Sujet : vulnérabilité structurelle des languettes de cannelure B. Note de portée : s'applique au carton ondulé .
« Conditionnement à façon vs conditionnement interne : lequel est le plus économique ? », https://braysolutions.com/blog/co-packing-vs-in-house-packaging-which-one-saves-you-more/. [Les données de référence du secteur du conditionnement à façon démontrent que la réduction du nombre d'étapes d'expédition et de manutention diminue les coûts de main-d'œuvre globaux et les dommages aux produits]. Preuve : analyse logistique ; type de source : rapport sur la chaîne d'approvisionnement. Sujet : analyse de l'efficacité des modèles de conditionnement à façon. Précision : spécifique à l'assemblage intégré en usine .
« Logistique : Choisir un prestataire logistique plutôt que votre co-emballeur pour l'exécution des commandes permet de réaliser des économies… », https://www.allpointsatl.com/blog-posts/choosing-a-3pl-over-your-co-packer-for-fulfillment-saves-your-business-money-and-headaches. [Des études sur la gestion de la chaîne d'approvisionnement expliquent les avantages opérationnels de l'intégration de l'emballage au niveau du site de production]. Rôle de la preuve : validation de processus ; type de source : étude de la chaîne d'approvisionnement. Contribue à : l'efficacité opérationnelle. Note relative au champ d'application : s'applique à la production à grande échelle .
« Amélioration de la productivité grâce à l'équilibrage des chaînes d'assemblage par l'utilisation de… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/ . [Un rapport industriel sur l'efficacité du conditionnement à façon devrait quantifier les gains de temps par rapport à un assemblage réalisé séparément par un prestataire logistique tiers ( 3PL )]. Rôle de la preuve : vérification quantitative ; type de source : rapport industriel. Appui : efficacité du temps d'assemblage. Remarque : les gains peuvent varier selon la complexité du produit.
« L’efficacité cachée de l’optimisation des conteneurs en logistique », https://magiclogic.com/container-optimization/ . [Les manuels et livres blancs de logistique sur l’optimisation du transport expliquent comment la maximisation du volume réduit le coût unitaire]. Rôle de la preuve : définition technique ; type de source : livre blanc de logistique. Objectif : réduction des coûts de fret. Précision: axé sur la réduction du transport aérien.
« [PDF] Effet du décalage des boîtes palettisées sur la résistance à la compression des boîtes unitaires… », https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [Les normes d'ingénierie de l'emballage quantifient la perte de capacité portante verticale lorsque les coins des boîtes en carton ondulé ne sont pas entièrement soutenus par la base de la palette.] Rôle de la preuve : vérification quantitative ; type de source : manuel technique d'emballage ou étude logistique évaluée par des pairs. Appuie : l'affirmation selon laquelle le débordement de la palette réduit considérablement la résistance à la compression des boîtes en carton ondulé. Remarque : le pourcentage peut varier légèrement en fonction du type de cannelure et de la qualité du matériau .
« Modélisation prédictive de l'influence du débordement des palettes sur la résistance à la compression des cartons », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3 . Les normes logistiques du secteur quantifient l'impact significatif du débordement des palettes sur la résistance à l'empilement des cartons du niveau inférieur, pouvant entraîner une rupture structurelle. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie logistique. Éléments pris en compte: relation entre débordement et écrasement. Note relative au champ d'application : spécifique aux emballages en carton ondulé.
« Les avantages de l’équilibrage des angles – YouTube », https://www.youtube.com/watch?v=bnbsYymPeyk . Les principes de l’ingénierie de l’emballage démontrent qu’un alignement précis des angles verticaux est essentiel pour maintenir la résistance à la compression calculée pendant le transport. Preuve : vérification technique ; source : manuel d’ingénierie de l’emballage. Sujet : impact de l’ alignement des angles sur la capacité de charge. Remarque : s’applique à la stabilité de l’empilage vertical.
« L’impact des éléments visuels du design d’emballage sur l’achat… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11851823/ . [Les recherches sur le comportement du consommateur et l’ergonomie visuelle confirment que les distractions environnementales et la vitesse de déplacement réduisent considérablement la capacité d’un acheteur à traiter les petits caractères et les graphismes détaillés]. Rôle de la preuve : preuve à l’appui ; type de source : étude universitaire. Constat : l’inadéquation du design des emballages de bureau pour la vente au détail. Précision: l’étude porte sur les entrepôts et les grandes surfaces.
« L’importance de la règle des 3 pour vos présentoirs personnalisés », https://mcintyredisplays.com/blog/custom-store-displays/ . [Les guides de conception de points de vente ou les études en neuromarketing fournissent des preuves empiriques des distances spécifiques nécessaires pour capter l’attention à différentes étapes du parcours d’achat]. Rôle des preuves : Validation du cadre conceptuel ; type de source : Littérature sur le marketing de détail. Appui : La réalité spatiale 3-3-3 de la communication de marque. Remarque : L’application peut varier selon l’agencement du magasin.
« Présentoirs à plusieurs niveaux : leur impact sur la visibilité des produits », https://mcintyredisplays.com/blog/how-tiered-retail-displays-impact-visibility/ . [Les normes d’ingénierie des emballages et des présentoirs définissent le rapport optimal entre le rebord de maintien et la hauteur du produit afin d’assurer la visibilité tout en maintenant la stabilité ] . Type de preuve : Métrique technique ; type de source : Spécification de conception industrielle. Contribue à : La visibilité du produit à courte distance. Précision : Spécifique aux présentoirs de vente au détail.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les spécifications techniques des normes de l’industrie de l’emballage en carton ondulé fournissent les mesures d’épaisseur nominales pour le carton cannelure B]. Rôle de la preuve : spécification technique ; type de source : norme industrielle ; Supports : épaisseur de la cannelure B ; Remarque : les valeurs sont nominales et peuvent varier légèrement selon le fabricant .
« Effets de l'humidité relative sur la résistance à la compression de… », https://open.clemson.edu/all_theses/3225/ . [Une publication scientifique sur les emballages en carton ondulé explique les propriétés hygroscopiques des doublures de test ECT et leur dilatation sous l'effet d'une forte humidité]. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux. Sujet : vulnérabilité des emballages à base de papier à l'humidité. Note de portée : s'applique spécifiquement aux doublures en carton poreux.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ . [Les normes d'ingénierie relatives aux emballages en carton ondulé détaillent comment des variations dimensionnelles minimes, de l'ordre de 1 mm, peuvent entraîner un défaut d'ajustement dans les rainures de précision conçues par CAO]. Rôle de la preuve : validation quantitative ; type de source : manuel d'ingénierie. Appuie : la relation entre le gonflement du matériau et la rupture structurelle. Note sur la portée : dépend des niveaux de tolérance de la conception spécifique.
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . [Les normes industrielles de conception d'emballages spécifient des tolérances ou des jeux de sécurité pour compenser le gonflement du matériau en milieu humide et garantir ainsi la qualité de l'assemblage]. Niveau de preuve : norme industrielle ; type de source : guide de conception d' emballages. Appui : méthode d'élimination des frottements lors de l'assemblage en entrepôt. Note relative au champ d'application : s'applique à la conception structurelle à encoches et languettes.
« [PDF] CRITÈRES DE RÉSISTANCE ET DE DURÉE DE VIE DU CARTON ONDULÉ… », https://research.fs.usda.gov/download/treesearch/25678.pdf . [Une source faisant autorité en science des matériaux ou en ingénierie de l’emballage expliquerait comment les fibres de cellulose hygroscopiques se dilatent avec l’humidité, ce qui nécessite une compensation d’épaisseur pour éviter toute rupture structurelle]. Rôle de la preuve : explication technique ; type de source : manuel d’ingénierie. Appuie : l’affirmation selon laquelle l’absorption des fibres provoque la déchirure des graphismes ou l’écrasement des cannelures. Note de portée : s’applique spécifiquement aux supports à base de papier.
« Détermination analytique de la rigidité en flexion d'un emballage à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/ . [Documentation technique sur la conception d'emballages CAO/FAO détaillant comment les tolérances de pliage paramétriques s'adaptent aux variations d'épaisseur du matériau pour garantir un ajustement précis lors du pliage]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Application : solution pour l'assemblage de composants gonflés par l'humidité. Note de portée : concerne le dimensionnement et le tolérancement géométriques.



