
Vous souhaitez que vos emballages attirent l'attention à dix mètres, mais une mauvaise gestion des finitions métalliques peut faire exploser votre budget. Voyons comment réaliser un estampage haut de gamme sans risque de défaillance structurelle catastrophique.
Le procédé de marquage à chaud consiste à appliquer une fine couche de film métallique sur un support à l'aide d'un poinçon métallique chauffé. Cette combinaison de chaleur et de pression mécanique fixe durablement le film réfléchissant sur le carton, créant ainsi une finition visuelle haut de gamme et à fort contraste pour les présentoirs de vente au détail.

Comprendre les principes physiques de base de la chaleur et de la pression est facile, mais concevoir une finition brillante capable de résister à une chaîne d'approvisionnement difficile sans déformer votre carte nécessite une expertise pointue en matière de fabrication.
Quel est le procédé de marquage à chaud ?
La transposition d'un dessin numérique en une finition métallique physique implique des tolérances thermiques strictes et une pression mécanique immense sur la chaîne de production.
Le procédé de marquage à chaud consiste à faire passer du carton dans une presse automatisée où une matrice chauffée applique de façon permanente un film métallique sur sa surface. Cette technique exige un contrôle précis de la température et un étalonnage mécanique afin de garantir une adhérence parfaite du film sans endommager les cannelures du carton.

Le rendu numérique est magnifique, mais ce processus physique intense comporte une dangereuse tentation financière pour les marques qui cherchent à faire des économies.
Le coût caché des finitions haut de gamme en feuille d'aluminium
Le marquage à chaud nécessite des matrices coûteuses en magnésium ou en laiton¹.Pour compenser ces coûts d'outillage élevés, les services d'approvisionnement tentent souvent de réaliser des économies sur les matières premières en optant secrètement pour un carton ondulé de qualité inférieure. Ils partent du principe qu'un aspect brillant masquera la fragilité de la structure interne.
C'est un piège classique qui prend même les équipes d'approvisionnement les plus expérimentées. Je vois régulièrement des acheteurs remplacer une carte robuste de 32 ECT (Edge Crush Test) par une alternative fragile de 26 ECT, simplement pour pouvoir s'offrir le laminage intégral en feuille d'aluminium. Lorsque je soumets ces unités de qualité inférieure à un test de compression TAPPI T811, le résultat est catastrophique. On entend distinctement le craquement sourd et sans résistance des cannelures fragilisées qui s'affaissent instantanément sous une charge verticale standard. En privilégiant l'aspect esthétique au détriment de la densité structurelle des fibres, l'écran entier subit une déformation importante de sa base pendant le transport, ce qui entraîne un refus immédiat du détaillant et anéantit toute la marge bénéficiaire du projet.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction de la carte ECT pour pouvoir se permettre le foil | Obligation de 32 noyaux ECT vierges | Empêche l'écrasement de la base |
| Appliquer une feuille épaisse sur des flûtes fragiles | Utilisation de revêtements aqueux brillants à haute teneur en solides | Permet de réduire les coûts des matériaux |
| En ignorant les limites de charge dynamiques | Application stricte des tests TAPPI T811 | Élimine les dommages liés au transport |
J'interdis formellement de dégrader la qualité des cartes mères pour financer des dépenses esthétiques superflues, garantissant ainsi un rendu haut de gamme à votre écran, sans qu'il ne cède sous la pression de la logistique réelle.
🛠️ Le bureau d'Harvey : Sacrifiez-vous la solidité de votre bâtiment pour un logo clinquant ? 👉 Demandez un audit gratuit des matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Le marquage à chaud est-il facile à apprendre ?
La conception pour le marquage à chaud exige de se défaire des habitudes d'impression classiques. L'interface du logiciel peut paraître simple, mais la communication avec des machines industrielles lourdes requiert une précision mathématique absolue.
Non. Le marquage à chaud est complexe à maîtriser car il exige une communication précise avec les machines de prépresse, contrairement aux mélanges de couleurs classiques. Les graphistes doivent apprendre à attribuer des couleurs d'accompagnement absolues aux traits vectoriels, permettant ainsi aux machines CNC automatisées de lire et d'exécuter avec précision les coordonnées de marquage métallique.
Vous pouvez dessiner le motif doré le plus complexe dans votre logiciel, mais si la machine ne peut pas le lire, votre écran sera livré complètement vierge.
Pourquoi la communication entre les machines de prépresse échoue-t-elle ?
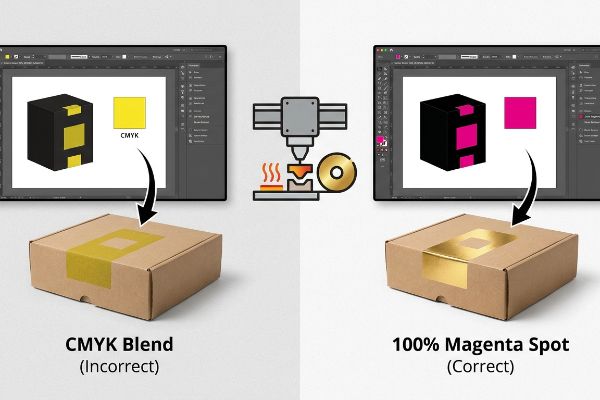
Même les graphistes expérimentés négligent souvent ce point aveugle lors de la préparation de leurs fichiers graphiques. Ils supposent qu'un calque CMJN (Cyan, Magenta, Jaune, Noir) de couleur « or » suffit à indiquer précisément à l'usine l'emplacement du marquage à chaud. Or, les presses à estamper automatisées et les tables de découpe numériques ne perçoivent pas les couleurs visuelles ; elles interprètent les trajectoires des outils mécaniques² .
Lors de l'inspection des gabarits de découpe entrants, une grande majorité de clients soumettent initialement leurs zones de dorure à chaud en utilisant des mélanges de couleurs visuels standard. Le logiciel RIP (traitement d'images raster) de la machine ignore complètement ces repères visuels³,les intégrant au calque d'illustration standard. J'ai vu des acheteurs paniqués, fixant un lot fraîchement imprimé, frotter l'encre jaune terne et plate avec leurs pouces, réalisant que la machine CNC (commande numérique par ordinateur) était totalement aveugle à leur intention. J'intercepte systématiquement ces fichiers et associe les tracés de dorure à une couleur magenta pure⁴,garantissant ainsi que le gabarit chauffé entre en contact avec le support précisément au bon endroit et évitant à mes clients des erreurs d'impression coûteuses.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du jaune CMJN pour la feuille d'or | Conversion des vecteurs en couleurs d'accompagnement à 100 %5 | Empêche les impressions métallisées manquantes |
| S'appuyant sur des couches raster visuelles | Utilisation de trajectoires d'outils vectorielles pures6 | Assure un alignement métallique précis |
| Ignorer les règles du logiciel machine | Contrôle préalable des fichiers avec la logique RIP7 | Élimine les reprises manuelles coûteuses |
Si un fichier arrive avec des traits CMJN standard destinés à la dorure à chaud, je les convertis immédiatement en couleurs d'accompagnement mécaniques afin que la machine fonctionne parfaitement du premier coup.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre fichier numérique est compatible avec les presses d'emboutissage ? 👉 Faites vérifier votre gabarit ↗ — Téléchargez en toute sécurité. N'hésitez pas à me contacter si vous avez des questions.
Comment fonctionne le gaufrage à chaud ?
L'association d'une feuille métallique et de textures 3D en relief crée un impact visuel massif, mais elle altère considérablement l'intégrité physique des fibres de votre carton.
Le gaufrage à chaud consiste à presser le carton entre une matrice mâle et une matrice femelle tout en appliquant simultanément de la chaleur et un film métallique. Ce procédé à double action fixe chimiquement le film métallique tout en étirant physiquement les fibres du papier brut vers le haut, créant ainsi une surface réfléchissante tridimensionnelle très agréable au toucher, idéale pour les emballages haut de gamme.

Le fait de modeler des fibres de papier en une forme 3D spectaculaire donne un aspect luxueux, mais cela introduit une grave vulnérabilité structurelle si elles sont placées au mauvais endroit.
La zone de double contrainte dans le foil 3D
Imaginez un carton ondulé comme un tissu à mailles serrées. Lors d'un marquage à plat classique, la tension superficielle reste relativement équilibrée. En revanche, le véritable gaufrage 3D à chaud agit comme si l'on enfonçait un crayon émoussé dans le tissu ; il amincit fortement les fibres de cellulosepour créer ce relief structurel.
Les designers adorent placer un logo doré en relief, de grande taille, juste à côté d'un coin porteur pour optimiser la visibilité de la marque. Cependant, cette texture épaisse, placée près d'un pli fonctionnel, crée une zone de double contrainte critique. En usine, lorsque la plieuse automatisée passe précisément à cet endroit, les fibres, déjà fragilisées, ne peuvent supporter le pliage à 90 degrés. On entend alors le « pop » sec et caractéristique de la doublure extérieure qui se déchire, révélant les cannelures brunes brutes en dessous. Grâce à des zones d'exclusion définies par CAO (Conception Assistée par Ordinateur), je décale mathématiquement toutes les textures 3D épaisses loin des plis porteurs, garantissant ainsi l'intégrité des coins de la boîte et sa capacité à supporter une charge dynamique de 1 133,98 kg (2 500 lb) sur une palette.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Gaufrage sur les plis structurels | Mise en place d'une zone d'exclusion de gaufrage | Empêche les éclatements de coins9 |
| Fibres de papier étirées excessivement | Utilisation de canaux à matrice polymère10 | Maintient la résistance à la compression |
| Affaiblir la base du carton principal | Déplacement des textures 3D vers des panneaux hors chargement | Garantit un empilage double sécurisé11 |
En isolant mathématiquement les textures épaisses des plis porteurs critiques, je garantis que votre emballage haut de gamme arrivera en magasin sans coins déchirés ni parois gondolées.
🛠️ Le bureau de Harvey : Vos logos en relief 3D fragilisent-ils insidieusement les coins de vos emballages ? 👉 Demandez votre analyse structurelle ↗ — Pas de formulaires interminables pour vous démarcher. Uniquement de la valeur ajoutée.
Comment réaliser un marquage à chaud à la maison ?
Créer un prototype brillant sur son bureau avec un stylo thermique est un exercice créatif amusant, mais il ignore complètement les strictes réalités logistiques du commerce de détail moderne.
Pour réaliser des marquages à chaud à domicile, les amateurs utilisent généralement des stylos à transfert thermique ou de petites plastifieuses de bureau pour fixer des feuilles métalliques sur du papier. Si cette méthode manuelle convient aux loisirs créatifs, elle ne permet pas d'atteindre la pression élevée nécessaire pour fixer durablement les finitions destinées aux commerces.

Il est facile de faire en sorte qu'une petite maquette ait fière allure sur votre table de cuisine, mais voici la dure réalité lorsqu'on essaie de reproduire exactement la même finition pour un déploiement dans 500 magasins.
Le taux d'échec aux caisses de détail
Les startups appliquent souvent à la main des rubans métalliques ou des films adhésifs métallisés sur leurs prototypes de présentation, partant du principe que si l'aspect est haut de gamme, le détaillant l'acceptera. Elles considèrent le film métallisé comme un simple choix de couleur, ignorant la composition chimique réelle du matériau et son interaction avec les environnementscommerciaux¹².
Dans mon atelier, je vois régulièrement des marques demander un film métallisé épais recouvrant toute la base de leurs présentoirs de sol. Elles oublient que le film métallisé commercial contient en réalité des micro-couches de métal, généralement de l'aluminium. Lorsqu'un présentoir entièrement recouvert de film métallisé arrive dans un magasin moderne, il agit comme une cage de Faraday. J'ai dû intervenir sur des modèles où cette barrière métallique bloquait complètement les lecteurs RFID (identification par radiofréquence) des caisses, rendant ainsi les produits invisibles. En limitant l'encre métallisée à la partie supérieure et en créant une zone RFID sans métal de 101,6 mm (4 pouces) à la base, je garantis que le présentoir attire les clients sans provoquer un rejet total par les détaillants en raison de problèmes de fonctionnement en caisse.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Recouvrir entièrement le socle d'exposition d'une feuille métallique | Création d'une zone de numérisation sans métal | Prévient les échecs de caisse13 |
| Traiter la feuille d'aluminium comme une encre standard | Reconnaître la barrière métallique physique | Permet de suivre les stocks |
| Ignorer les spécifications techniques du détaillant | Conception d'un espace RFID de 101,6 mm (4 pouces)14 | Élimine les rejets en magasin |
En comprenant la physico-chimie des films métalliques, j'empêche les marques de concevoir par inadvertance de magnifiques présentoirs qui perturbent complètement les systèmes de scannage des stocks des détaillants.
🛠️ Le bureau de Harvey : Vos choix de design métallique bloquent-ils secrètement les scanners des magasins et risquent-ils d’entraîner un refus immédiat de la part des détaillants ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai la robustesse des calculs avant que vous ne gaspilliez votre budget en production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher qui appliquera aveuglément une feuille métallique à n'importe quel fichier que vous lui envoyez, mais lorsque ces cannelures ECT 26, discrètement dégradées, cèdent sous le poids des palettes d'entrepôt, cela provoque un refus immédiat du détaillant et anéantit votre marge bénéficiaire. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la distribution utilisent pour garantir zéro rejet d'impression. Cessez de spéculer sur les limites structurelles et laissez-moi analyser personnellement vos fichiers grâce à mon audit gratuit de découpe préalable ↗ afin de détecter les erreurs de matériaux critiques avant le lancement de la production en série.
« Matrices de marquage à chaud », https://hotstampsupply.com/hot-stamp-dies/ . [Les spécifications techniques de fabrication indiquent que le magnésium et le laiton sont les matériaux standard pour les matrices de marquage à chaud en raison de leur conductivité thermique et de leur précision]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Sujets abordés : exigences relatives aux matériaux pour l’outillage de marquage à chaud. Note sur la portée : axé sur les procédés traditionnels de marquage à chaud.
« [PDF] Spécifications de prépresse – Graphic Packaging International », https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf . [Ce guide de prépresse de référence pour le marquage à chaud explique que les machines utilisent des tracés vectoriels et des coordonnées pour créer les matrices physiques, plutôt que d'interpréter les valeurs de couleur CMJN]. Rôle de la preuve : spécification technique ; type de source : manuel technique. Sujet : distinction entre représentation visuelle et exécution mécanique. Note de portée : axé sur les machines industrielles automatisées.
« Mélanges de couleurs d'accompagnement | Analyse approfondie avec Colin | Screenprinting.com », https://www.screenprinting.com/blogs/news/spot-color-blends-deep-dive-with-colin. [Un manuel technique de logiciel de prépresse expliquerait que les RIP nécessitent des couleurs d'accompagnement spécifiques pour isoler les plaques de dorure des données d'image CMJN standard]. Rôle de la preuve : vérification technique ; type de source : manuel technique. Sujet : défaillance des mélanges de couleurs visuels dans la production de dorures CNC. Note de portée : s'applique aux flux de production automatisés d'estampage industriel .
« Préparation des fichiers pour le marquage à chaud et le gaufrage », https://corcoranprinting.com/how-to-prepare-files-for-foil-stamping-and-embossing/ . [Les normes de l’industrie de l’imprimerie préconisent l’utilisation d’une couleur d’accompagnement spécifique pour communiquer les coordonnées aux machines de découpe et de marquage à chaud CNC]. Rôle de la preuve : vérification du processus ; type de source : guide sectoriel. Supporte : la méthode de prépresse spécifique pour garantir la précision du marquage à chaud. Remarque : bien que le magenta soit courant, l’exigence essentielle est la désignation « couleur d’accompagnement » plutôt que la teinte précise.
« Impression en tons directs vs impression CMJN – Les sociétés Visual Pak », https://www.visualpak.com/spot-color-printing-vs-cmyk-printing/ . Les manuels techniques d'impression précisent que le marquage à chaud nécessite des tons directs spécifiques pour différencier les zones métallisées des zones imprimées en CMJN. Rôle de la preuve : vérification technique ; type de source : manuel industriel. Justifie : l'exigence de correspondance des tons directs. Note de portée : norme pour les logiciels RIP industriels.
« Présentation des calques vectoriels | Simzart – YouTube », https://www.youtube.com/watch?v=r3SQJAViG4Q . Les guides de prépresse professionnels établissent que les tracés vectoriels sont indispensables à la création d'outils de découpe de précision, car les calques raster ne possèdent pas les coordonnées mathématiques nécessaires à un alignement métallique précis . Rôle de la preuve : validation du processus ; type de source : guide technique. Contribue à : la précision de l'alignement. Remarque : Spécifique à l'emboutissage.
« Qu'est-ce qu'un RIP en impression numérique ? – Roland DGA Corporation », https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. La documentation relative aux processeurs d'images raster (RIP) confirme que le contrôle en amont automatisé détecte les erreurs de génération de plaques et de transparence qui nécessiteraient autrement une correction manuelle. Rôle de la preuve : vérification du flux de travail ; type de source : documentation logicielle. Avantages : élimination des retouches manuelles. Remarque : la portée varie selon le fournisseur du logiciel RIP .
« Filaments à base de cellulose imprimés en 3D — Procédés et propriétés mécaniques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9571840/ . Une étude technique sur la mécanique du carton permettrait de quantifier la réduction d’épaisseur des fibres induite par l’étirage lors du gaufrage en relief. Rôle de la preuve : vérification technique ; type de source : revue scientifique des matériaux. Appuie : l’affirmation selon laquelle le gaufrage 3D amincit physiquement les fibres de cellulose. Remarque : les effets peuvent varier en fonction du grammage et de la composition du carton.
« 10 techniques de pliage à gaufrage INCROYABLES ! – YouTube », https://www.youtube.com/watch?v=3Yu7WQq_9dM . [La documentation technique sur la découpe et le gaufrage détaille comment la tension exercée sur les fibres de papier près des plis structurels entraîne une défaillance du matériau appelée éclatement des coins]. Rôle de la preuve : analyse du mode de défaillance ; type de source : guide de fabrication. Supports : intégrité du pliage. Note sur la portée: applicable au carton épais.
« Influence du renforcement par résine de la matrice sur la résistance à la compression… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11644208/. [Une source faisant autorité en science des matériaux ou en ingénierie de l’emballage permettrait de vérifier comment les canaux de la matrice polymère atténuent l’étirement des fibres et maintiennent la compression structurelle lors du gaufrage haute pression]. Niveau de preuve : spécification technique ; type de source : manuel d’ingénierie. Objectif : prévention du sur-étirement des fibres. Précision : spécifique aux procédés de dorure 3D .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Les directives d’analyse structurelle des emballages expliqueraient comment le déplacement des textures en relief vers des panneaux non porteurs préserve la résistance à la compression verticale requise pour l’empilage]. Rôle de la preuve : norme structurelle ; type de source : document technique industriel. Éléments à prendre en compte: intégrité du fond du carton principal. Note relative à la portée : concerne la stabilité du transport sur palettes.
« Qu’est-ce que le marquage à chaud ? Guide du marquage à chaud pour les coffrets de luxe – Gentlelever », https://gentlever.com/what-is-foil-stamping-in-luxury-boxes/. [Les manuels industriels d’impression commerciale décrivent les liants chimiques et les alliages métalliques spécifiques nécessaires à la résistance des feuilles métalliques aux frottements et aux contraintes environnementales de la distribution en magasin]. Rôle de la preuve : Vérification technique ; type de source : Guide d’impression industrielle. Appuie : L’affirmation selon laquelle la composition des matériaux est essentielle à la viabilité commerciale en magasin. Note de portée : S’applique aux feuilles métalliques utilisées dans l’emballage .
« Facteurs affectant la lecture des codes-barres : conditions environnementales », https://free-barcode.com/barcode/barcode-scanner/factors-affecting-environmental-conditions.asp. [Les normes industrielles relatives aux terminaux de point de vente (TPV) expliquent comment la réflexion spéculaire des feuilles métalliques peut empêcher les scanners laser ou d'images de lire correctement les codes-barres. Preuve : justification technique ; source : manuel d'utilisation du TPV. Justifie : la nécessité de créer des zones de lecture sans métal. Remarque : s'applique spécifiquement aux technologies de lecture optique. ]
« RFID sur métal : Étiquettes RFID et surfaces métalliques – atlasRFIDstore », https://www.atlasrfidstore.com/rfid-insider/rfid-tags-on-metal-surfaces/?srsltid=AfmBOop22W7pvkn5xcsGyogGTO1wVT5WyFUJxFL41olwKUTfNRimcThh. [La documentation technique relative aux interférences RFID indique la distance minimale requise pour éviter l’atténuation ou le désaccord du signal causés par les surfaces métalliques. Niveau de preuve : spécification technique ; type de source : guide d’ingénierie. Supporte : la dimension spécifique requise pour la conformité RFID. Remarque : La distance minimale peut varier en fonction de la fréquence RFID utilisée. ]



