
Vous avez validé une épreuve numérique éclatante, mais le présentoir carton final est arrivé avec des couleurs ternes et granuleuses. C'est un problème récurrent. Analysons les mécanismes de la reproduction des couleurs à des fins commerciales.
Pour comprendre le fonctionnement du CMJN (Cyan, Magenta, Jaune, Noir), il faut savoir que les presses offset superposent quatre encres transparentes. Celles-ci se combinent par un système de points de trame microscopiques qui se chevauchent pour reproduire visuellement des millions de nuances de couleurs distinctes directement sur le support physique lors du processus de fabrication industrielle à grande vitesse.

Combler le fossé entre les illustrations numériques et le carton physique est l'étape où la plupart des projets d'emballage réussissent ou nécessitent des réimpressions coûteuses.
L'impression offset utilise-t-elle le système CMJN ?
Lorsque vous envoyez des fichiers à une usine d'impression commerciale, l'impression en quadrichromie est la norme de base, mais son comportement est très différent sur du carton non scellé par rapport aux pages glacées de magazines.
Oui. L'impression offset utilise le CMJN pour créer des images en couleur. Les presses commerciales standard utilisent ces quatre encres de base sur des plaques métalliques séparées. Cependant, le recours exclusif à ce procédé pour les logos de marque en aplat entraîne souvent des problèmes de fusion optique, rendant nécessaires les couleurs d'accompagnement pour un emballage commercial homogène et à contraste élevé.

Connaître le processus de base est utile, mais la réalité de l'application d'encre liquide sur un support de test poreux change tout.
La réalité des points de trame dans la fabrication du carton ondulé
Même les équipes marketing les plus expérimentées exportent fréquemment des logos d'entreprise robustes en quadrichromie standard, partant du principe que l'impression en usine reproduira parfaitement leurs couleurs numériques. Elles créent leurs fichiers en se basant uniquement sur le mélange théorique du cyan, du magenta, du jaune et du noir. Dans un contexte d'impression commerciale classique sur papier couché, cette approche fonctionne généralement bien, mais les emballages structurés présentent un support physique totalement différent¹ .
Je constate ce problème récurrent lorsque des clients tentent d'imprimer de grands éléments de fond unis sur du carton ondulé brut et poreux. L'impression quadrichromie standard repose sur de minuscules points de trame superposés²qui s'imprègnent de manière irrégulière dans les fibres du papier. J'ai déjà vu un magnifique logo bleu foncé se transformer en une masse granuleuse et boueuse sur la chaîne de production, car l'encre encore humide s'était infiltrée de façon excessive dans le carton non scellé. On entend littéralement l'encre collante tirer sur les fibres du papier lorsque la feuille passe dans les cylindres de la presse. Pour remédier à cela, j'impose un protocole d'impression en aplat de couleur pour les logos principaux, utilisant une encre PMS (Pantone Matching System) spécialement préparée au lieu du mélange optique de points. Ce simple changement remplace le grain granuleux de la trame par un aplat de pigment dense et parfaitement lisse, garantissant ainsi une visibilité optimale de votre marque à 6 mètres de distance tout en réduisant les déchets de calage d'environ 15 %³.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'un procédé quadrichromique pour les logos | Encres Pantone de couleur d'accompagnement spécifiques au mandat4 | Assure une visibilité de marque à contraste élevé |
| Impression directe sur la pellicule de test non scellée | Appliquez d'abord une couche d'apprêt aqueux5 | Empêche l'encre de baver et les graphismes brouillés |
| En négligeant l'absorption du support papier | Calibrer les profils de prépresse en fonction du type de papier6 | Élimine les réimpressions coûteuses en lots complets |
Je refuse d'imprimer un logo quadrichromique épais sur du papier testliner brut sans prévenir mes clients au préalable. Passer à une couleur d'accompagnement unie prend cinq minutes en prépresse, mais vous évite un désastre majeur pour votre image de marque en magasin.
🛠️ Le bureau d'Harvey : Vous craignez que votre logo ne soit illisible sur un emballage physique ? 👉 Envoyez-moi votre fichier de découpe à plat ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
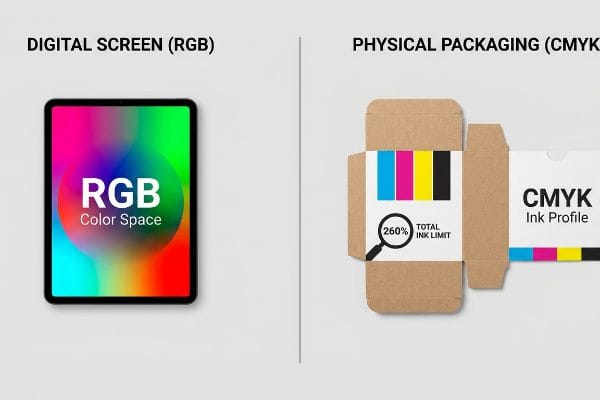
Pourquoi le rendu CMJN paraît-il délavé à l'écran ?
Votre écran utilise la lumière pour créer des images lumineuses, tandis que les presses d'imprimerie utilisent des pigments physiques qui absorbent la lumière. Cette différence mécanique est à l'origine du fameux effet de ternissement.
Le rendu CMJN paraît délavé à l'écran car les moniteurs d'ordinateur utilisent des profils RVB (Rouge, Vert, Bleu) pour émettre la lumière, offrant ainsi une gamme de couleurs beaucoup plus étendue. Lorsque les logiciels de conversion simulent le spectre d'encre à quatre couleurs plus restreint utilisé pour l'impression physique, les couleurs néon vives et les tons très saturés apparaissent naturellement ternes et plats.

Mais constater ce changement de couleur sur votre écran de bureau n'est que le premier obstacle dans la chaîne d'approvisionnement des emballages.
Surmonter les phénomènes physiques d'absorption de la lumière dans les environnements commerciaux
Même les graphistes expérimentés font souvent confiance aux paramètres de conversion de couleurs automatiques de leurs logiciels graphiques, supposant que ce qu'ils voient sur leur écran de bureau calibré correspondra exactement au rendu final en usine. Ils tentent alors d'augmenter numériquement la saturation pour compenser les tons atténués, se fiant ainsi à leur intuition pour deviner le résultat physique final. Cette confiance illusoire et dangereuse peut mener à la production de masse.
Dans mon service, je reçois constamment des fichiers où le directeur artistique tente de « corriger » l'effet de délavage en sursaturant le fichier numérique. En réalité, les fonctions de correction automatique de votre smartphone et de votre écran d'ordinateur masquent complètement les propriétés physiques de l'encre sur le support. Je me souviens d'une cliente qui a refusé un échantillon maître car il paraissait plus sombre que sur son écran sous l'éclairage fluorescent agressif et bourdonnant d'un magasin. La friction physique d'un spectrophotomètre scannant un véritable échantillon imprimé sous un éclairage standard D50 est la seule donnée fiable à mes yeux. Nous scannons physiquement un échantillon de tirage et mesurons la variance Delta-E , en nous affranchissant totalement de l'illusion numérique de l'écran. En privilégiant la mesure physique de la lumière à la luminosité de l'écran, nous évitons que tout le lot ne soit rejeté par les services de conformité rigoureux des distributeurs .
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Faire confiance à un écran numérique pour la couleur | Utilisation d'un spectrophotomètre sous éclairage D509 | Garantit une correspondance exacte des marques dans les rayons |
| Augmenter la saturation numérique pour compenser | Numérisation d'échantillons physiques d'encre10 | Élimine les rejets subjectifs des acheteurs au détail |
| Relecture d'épreuves sous un éclairage de bureau | Vérification des preuves sous les néons réels du magasin11 | Empêche un éclairage trop intense de détériorer les graphismes |
Cessez de tenter de contourner les lois de la physique avec des curseurs graphiques. Je me fie exclusivement aux données physiques des échantillons, car le vendeur qui parcourt les rayons se moque bien de l'apparence de votre écran d'ordinateur.
🛠️ Le bureau d'Harvey : Validez-vous vos épreuves d'emballage sur un écran de smartphone non calibré ? 👉 Demandez un tirage papier ↗ — Téléchargez en toute sécurité. Ma boîte de réception reste ouverte si vous avez des questions.
Vaut-il mieux imprimer en RGB ou en CMYK ?
La réponse courte dépend entièrement de votre destination finale. Les ressources numériques tirent pleinement parti de la lumière émise, mais l'emballage physique exige un strict respect des limites d'encre.
L'impression en CMJN est plus adaptée aux emballages physiques, tandis que le RVB est exclusivement réservé aux écrans numériques. L'envoi de fichiers issus de l'écran à une imprimerie commerciale force le logiciel RIP (traitement d'images raster) à convertir automatiquement les données, ce qui entraîne souvent des variations de couleur imprévisibles, des ombres bouchées et une saturation d'encre excessive à l'impression.
Bien que configurer votre logiciel sur le bon espace colorimétrique soit un bon début, le danger caché réside dans le volume total d'encre.
Gestion de la zone de sécurité de la limite d'encre totale
Les équipes d'approvisionnement et les graphistes soumettent régulièrement des fichiers de haute qualité et à contraste élevé, qui rendent superbement bien dans leurs logiciels de conception. Ils partent du principe que, pourvu que le mode colorimétrique du document soit correctement paramétré, les machines de l'usine se chargeront du reste sans problème. Ils négligent totalement le volume d'encre liquide déposé sur lecarton.
Il s'agit d'un piège classique : la conception numérique ignore les limites mécaniques. Lors de la conversion de couleurs d'écran très saturées en formats imprimables, les zones sombres nécessitent souvent des valeurs maximales de cyan, magenta, jaune et noir simultanément. J'ai déjà géré un projet où le fond noir profond du concepteur exigeait un TIL (Total Ink Limit) de 340 %. Lorsque cette quantité d'encre a touché le testliner ECT (Edge Crush Test) de 3 mm d'épaisseur , le papier s'est immédiatement gondolé et une forte odeur d'encre non polymérisée a envahi l'atelier d'impression, les feuilles collant entre elles. Pour éviter cela, j'applique mathématiquement un profil de prépresse strict de 260 % de TIL à tous les fichiers entrants. En réduisant la densité des ombres avant même la gravure des plaques, nous empêchons le papier de se déformer, ce qui assure le bon fonctionnement de la chaîne de montage automatisée et nous évite des jours d'arrêt machine coûteux.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Soumission de fichiers avec une couverture d'encre supérieure à 300 % | Application d'une limite d'encre totale stricte de 260 % | Empêche le carton de se déformer et de gondoler |
| Laisser le logiciel d'usine convertir automatiquement les fichiers | Réglage manuel des profils d'ombre en prépresse | Prévient les tons foncés ternes et imprévisibles |
| En ignorant les temps de séchage de l'encre humide | Calibrage du volume en fonction du substrat spécifique | Accélère l'assemblage final de co-emballage |
On ne peut pas simplement déverser des quantités infinies d'encre sur du papier poreux et s'attendre à ce qu'il reste plat. Je vérifie toujours le volume total d'encre au préalable, car un présentoir déformé ne résistera jamais à un environnement commercial à fort passage.
🛠️ Le bureau d'Harvey : Votre imprimeur vous a-t-il déjà reproché une consommation d'encre excessive pour vos documents ? 👉 Demandez un audit prépresse de vos encres ↗ — Pas de formulaires interminables qui vous inondent d'appels commerciaux. Uniquement de la valeur ajoutée.
Le CMJN est-il en 8 bits ou en 16 bits ?
La profondeur de votre fichier de données détermine le nombre de variations de couleurs possibles, mais les machines industrielles fonctionnent selon des tolérances physiques très spécifiques.
Le CMJN peut être en 8 ou 16 bits, selon les paramètres du logiciel. Un fichier 8 bits offre 256 niveaux de tonalité par canal, ce qui constitue la norme pour l'impression commerciale. Bien qu'un fichier 16 bits contienne beaucoup plus de données, les machines offset standard ne peuvent pas reproduire physiquement ces dégradés numériques microscopiques sur du carton.
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que les gradients numériques se transforment en problèmes physiques de gain de point.
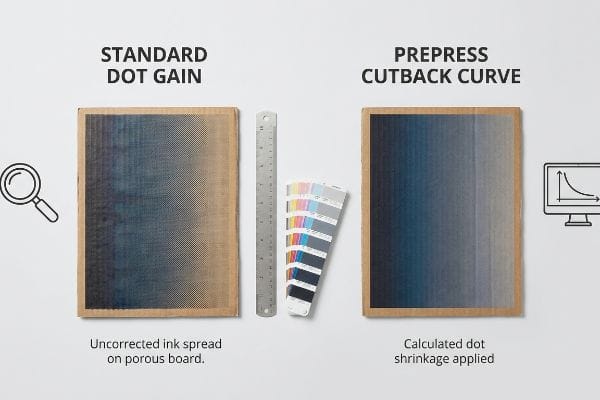
Pourquoi le gain de point standard échoue-t-il en usine ?
Les équipes d'approvisionnement tombent souvent dans le piège de demander des fichiers très haute résolution et volumineux, partant du principe qu'une plus grande quantité d'informations numériques garantit automatiquement une meilleure impression. Elles fournissent des fichiers massifs avec des dégradés marqués, s'attendant à ce que les équipements de fabrication de plaques reproduisent parfaitement les transitions fluides affichées à l'écran. Elles négligent l' expansion physique des points d'encre humidelors de leur dépôt sur le support.
Dans mon atelier, je constate régulièrement que de magnifiques dégradés numériques se transforment en marches abruptes et irrégulières dès le premier tirage. Ce phénomène est dû au fait que les fichiers haute résolution ne tiennent pas compte du gonflement mécanique des points : la diffusion physique d'un point de trame liquide lors de son absorption par les fibres ondulées du papier<sup>16</sup>. Je teste ce phénomène à la loupe, et lorsqu'un point théorique de 50 % est mesuré, il atteint souvent 65 % au contact du papier. Je me souviens encore de la texture rugueuse et humide d'une feuille sur-encrée à la sortie de la presse, et de la saturation complète des tons moyens qui gâchent le rendu. La solution ? Une courbe de réduction mathématique appliquée directement dans le logiciel de prépresse<sup>17 </sup> avant la création de la plaque. En calculant et en réduisant artificiellement les points numériques de 15 % précisément pour compenser le gonflement physique, je garantis un dégradé imprimé parfaitement lisse, évitant ainsi un défaut esthétique majeur et préservant l'image haut de gamme de votre marque en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fourniture de fichiers volumineux sans calcul de gain scalaire | Application d'une courbe de réduction mathématique18 | Maintient des dégradés lisses et professionnels |
| Négliger la dilatation de l'encre liquide sur le papier | Précalcul d'un facteur de rétrécissement de point de 15 %19 | Élimine les tons moyens sombres et ternes |
| S'appuyer sur des profils de machines génériques | Personnalisation du logiciel de prépresse en fonction de la porosité du carton20 | Évite les rejets de lots coûteux |
L'envoi d'un fichier volumineux et riche en données ne fait pas disparaître comme par magie les lois de la physique. Je conçois systématiquement une courbe de réduction précise pour contrôler la diffusion de l'encre, car la précision du logiciel évite les catastrophes sur les machines d'impression.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Lorsqu'un graphiste utilise un fichier de 340 % de la limite d'encre totale sans vérifier la porosité du support, l'humidité provoque un gauchissement important de la base, entraînant un refus immédiat du détaillant et des retouches manuelles coûteuses. C'est précisément cette fiche technique que mes 10 principaux clients utilisent pour garantir zéro rejet d'impression. Ne laissez plus les tolérances de prépresse au hasard : laissez-moi analyser vos fichiers grâce à mon audit gratuit de découpe avant production ↗ afin de détecter les erreurs critiques avant la production en série.
« [PDF] Production de produits haut de gamme sur supports synthétiques grâce à… », https://repository.rit.edu/cgi/viewcontent.cgi?article=9060&context=theses. [La documentation technique sur les supports d'impression explique comment l'absorption et l'énergie de surface des matériaux d'emballage structuraux diffèrent de celles des supports couchés, modifiant ainsi le gain d'encre et la constance des couleurs]. Rôle de la preuve : Validation technique ; type de source : Guide d'impression industriel. Sujet : Distinction entre supports couchés et structuraux en matière de reproduction des couleurs. Note de portée : Axé sur la lithographie offset .
« Qu’est-ce que la couleur d’accompagnement pour l’impression d’emballages ? – PopDisplay », https://popdisplay.me/what-is-spot-color-for-packaging-printing/ . [Les manuels techniques d’impression expliquent comment le procédé quadrichromique utilise des demi-teintes pour simuler les tons continus et comment les supports poreux entraînent une absorption d’encre et un gain de point irréguliers]. Type de preuve : spécification technique ; type de source : manuel de l’industrie de l’imprimerie. Illustre : pourquoi le CMJN produit des résultats granuleux sur le carton brut. Remarque: les effets varient en fonction du grammage et de la porosité du support.
« Qu’est-ce que la couleur d’accompagnement pour l’impression d’emballages ? », https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing . [Des études de cas industrielles sur l’efficacité des presses comparent le temps de réglage et le gaspillage de support des tirages monochromes par rapport à l’impression CMJN multicolore sur carton ondulé]. Type de preuve : métrique ; type de source : étude de cas industrielle. Appui : l’efficacité opérationnelle de l’ utilisation des encres PMS pour les logos principaux. Remarque : la réduction réelle des déchets dépend du niveau d’automatisation de la presse.
« Quelle est la différence entre l'impression en quadrichromie et l'impression en tons directs… », https://www.instagram.com/reel/DWPCe9sjizJ/. [Une source faisant autorité en matière de gestion des couleurs confirmerait que les tons directs offrent une meilleure homogénéité et une plus grande vivacité pour les logos d'entreprise que le procédé CMJN en quadrichromie]. Rôle de la preuve : norme technique ; type de source : manuel de l'industrie de l'imprimerie. Appuie : la préférence pour les tons directs dans l'identité visuelle. Note relative au champ d'application : spécifique à l'offset et à l'impression commerciale .
« Évolution de l’impression sur carton ondulé avec des encres aqueuses », https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/. [La documentation technique sur les matériaux ondulés expliquerait comment les couches d’apprêt réduisent la pénétration de l’encre et empêchent le rehaussement des points sur le testliner poreux]. Type de preuve : spécification technique ; type de source : guide d’ingénierie de l’emballage. Objectif : prévenir le remontée d’encre sur le carton non scellé. Remarque : s’applique aux supports poreux .
« Adéquation des supports papier pour l’électronique imprimée – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/. [Les normes industrielles relatives au flux de production prépresse décrivent la nécessité d’ajuster les limites d’encre et le gain de point en fonction de l’absorption spécifique du support]. Rôle de la preuve : norme de processus ; type de source : manuel d’arts graphiques. Appuie : l’exigence d’un étalonnage spécifique au support. Note de portée : flux de production général à l’impression offset .
« Contrôle colorimétrique D50 pour les arts graphiques | JUST-Normlicht », https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html . [Une source de référence du secteur définirait le D50 comme l'illuminant standardisé utilisé dans les arts graphiques pour garantir une évaluation colorimétrique cohérente]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la validité de l' utilisation du D50 pour la mesure objective des couleurs. Remarque sur le champ d'application : s'applique spécifiquement à la visualisation et à la mesure des documents imprimés.
« Différence de couleur – Wikipédia », https://en.wikipedia.org/wiki/Color_difference. [Une source technique en colorimétrie définirait le Delta-E comme la formule mathématique standard utilisée pour quantifier la différence entre deux couleurs]. Rôle de la preuve : métrique technique ; type de source : norme scientifique. Appuie : l’utilisation du Delta-E comme mesure objective de la fidélité des couleurs. Note de portée : Différentes versions de la formule, telles que CIE76 ou CIEDE2000, existent pour différents niveaux de précision .
« Chaos des couleurs en cabine d'éclairage : pourquoi D50 est l'illuminant idéal pour vos emballages… », https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Une source faisant autorité sur les normes ISO pour les arts graphiques confirmerait que D50 est l'illuminant standardisé pour la visualisation et la mesure des couleurs afin d'assurer leur cohérence. Rôle de la preuve : Validation d'une norme technique ; type de source : Norme industrielle/ISO. Appuie : L'utilisation d'un éclairage spécifique pour une mesure précise des couleurs. Note sur le champ d'application : S'applique principalement à l'impression et aux arts graphiques.] ↩
« Un procédé numérique pour créer de meilleurs échantillons d'encre », https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns. [Les guides d'impression professionnels expliquent que les échantillons d'encre fournissent une référence physique de l'encre sur un support spécifique, ce qui permet de s'affranchir des imprécisions de la sérigraphie. Rôle de la preuve : Validation du procédé ; type de source : Manuel technique. Appui : Précision des échantillons physiques par rapport à la saturation numérique. Note de portée : Spécifique aux procédés d'impression à l'encre physique.] ↩
« Métamérisme : Même couleur, apparences différentes – ColorCo Global », https://www.colorcoglobal.com/en/post/metamerism-same-color-different-appearances. [La littérature scientifique sur le métamérisme démontre comment la distribution spectrale de différentes sources lumineuses, telles que les tubes fluorescents, modifie la couleur perçue des pigments physiques. Rôle de la preuve : Principe scientifique ; type de source : Revue académique. Arguments : Nécessité de tester les preuves dans des environnements cibles afin d’éviter les variations de couleur. Note sur la portée : Limité aux environnements d’éclairage présentant des pics spectraux distincts. ]
« Gestion de la couverture d'encre en impression : Guide de la couleur sélective… », https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024. [Les guides techniques de l'industrie expliquent comment la couverture totale (TAC) détermine le volume physique d'encre, ce qui peut entraîner des problèmes de séchage ou de maculage si les limites sont dépassées]. Rôle de la preuve : vérification technique ; type de source : manuel de l'industrie de l'impression. Sujet : impact du volume d'encre sur les supports physiques. Remarque : les limites varient en fonction du taux d'absorption du carton .
« Comprendre la résistance des cartons d'expédition », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor1roKu5xH3vv-CjJXQR_XkopJKALGWKN6mB4YypBXKua0F7iLd . [Les spécifications techniques des qualités de carton ondulé définissent la relation entre les valeurs de résistance à l'écrasement des bords (ECT) et la capacité physique du matériau à supporter la saturation d'encre] . Type de preuve : spécification technique ; source : norme industrielle. Sujet : limites physiques des supports d'emballage. Remarque : l'épaisseur réelle peut légèrement varier selon le fabricant.
« Réduire la quantité totale d'encre pour l'impression CMJN – YouTube », https://www.youtube.com/watch?v=a9eT9VLgSHM . [Les directives d'impression commerciale et de prépresse établissent des limites maximales de quantité totale d'encre (LTE) afin d'éviter le transfert d'encre et le gauchissement du support sur les matériaux poreux]. Niveau de preuve : norme technique ; type de source : manuel de prépresse. Appui : meilleures pratiques du secteur pour prévenir le gondolage du papier. Remarque : la LTE optimale dépend de la porosité du papier et du type d'encre.
« Modélisation mathématique et stratégies de compensation pour l'impression de points… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/ . [Un manuel technique de physique de l'impression expliquerait le gain de point comme le phénomène d'étalement de l'encre au contact d'un support, augmentant ainsi la taille du point]. Rôle de la preuve : définition technique ; type de source : manuel de l'industrie de l' imprimerie. Justification : limitation physique de la reproduction imprimée. Note de portée : s'applique principalement aux procédés offset et à l'encre liquide.
« [PDF] 1. Le gain de point correspond à l’augmentation de la taille des points de trame lorsque l’encre est absorbée par… », https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf . [Une source faisant autorité en physique de l’impression expliquerait le mécanisme de diffusion et d’absorption de l’encre sur des supports poreux comme le carton ondulé]. Rôle de la preuve : Définition technique ; type de source : Manuel de l’industrie de l’imprimerie. Justification : La cause physique du gain de point. Remarque : L’effet varie selon la viscosité de l’encre et la porosité du support.
« Courbe de correction du gain de point – PrintFactory », https://support.printfactory.cloud/portal/en/kb/articles/dot-gain-correction-curve . [Les normes industrielles de prépresse décrivent comment les courbes de compensation sont utilisées pour ajuster la taille des points afin de contrer le gain de point physique lors du processus d'impression]. Rôle de la preuve : Validation du processus technique ; type de source : Guide technique de prépresse. Supporte : La méthode de correction du gain de point. Remarque : Les valeurs spécifiques de la courbe dépendent de la presse.
« Gain de point | PrintPlanet.com », https://printplanet.com/threads/dot-gain.12998/ . [Un guide de référence sur la prépresse devrait expliquer comment les courbes de réduction sont utilisées pour compenser le gain de point et maintenir la régularité des dégradés]. Rôle de la preuve : validation technique ; type de source : manuel de l’industrie de l’ imprimerie. Appuie : l’utilisation des courbes de réduction pour prévenir la dégradation des dégradés. Remarque : l’efficacité varie selon la presse et le type d’encre.
« Comment gérer le gain de point en impression flexographique – Machine de fabrication de sacs en papier », https://www.mtdpack.com/how-to-tackle-dot-gain-in-flexo-printing-a-practical-guide-to-optimizing-print-quality/ . [Une spécification technique sur le comportement de l'encre devrait vérifier si un facteur de retrait de 15 % est une norme industrielle reconnue pour compenser la dilatation de l'encre sur des supports spécifiques]. Preuve : vérification quantitative ; type de source : spécification technique. Éléments justificatifs : la valeur numérique spécifique de la compensation du gain de point. Remarque: le pourcentage dépend de la porosité du support.
« Qu’est-ce que la prépresse d’emballage ? Un aperçu complet – Esko », https://www.esko.com/en/blog/the-complete-overview-of-packaging-prepress . [Les revues scientifiques spécialisées en science des matériaux ou en impression devraient détailler comment la porosité du support influence la diffusion de l’encre et pourquoi une personnalisation logicielle est nécessaire pour éviter les rejets de lots]. Rôle de la preuve : justification technique ; type de source : revue scientifique spécialisée en science des matériaux. Arguments : nécessité d’ajustements prépresse basés sur la porosité. Note relative au champ d’application : s’applique spécifiquement aux matériaux en carton absorbant.



