
Présenter un nouveau produit dans un immense magasin de grande surface a quelque chose de triomphal, mais un présentoir en carton ondulé peut ruiner ce lancement avant même l'arrivée du premier client.
La création d'un présentoir en magasin nécessite la conception de structures temporaires ou permanentes permettant de mettre en valeur les produits. Ce processus fait largement appel à la conception structurelle, à l'impression lithographique, à la découpe et à des tests logistiques rigoureux afin de garantir le respect des normes visuelles strictes et des contraintes de poids imposées par les grandes enseignes.

Mais connaître la définition du dictionnaire ne vous sauvera pas si une palette s'effondre dans un entrepôt humide. Voyons précisément comment construire ces unités pour qu'elles résistent aux aléas de la chaîne d'approvisionnement.
Comment créer un présentoir de vente au détail ?
La conception d'un présentoir commence bien avant que l'encre ne touche le papier. Elle débute par des calculs mathématiques élémentaires et la compréhension du comportement du carton épais lorsqu'il est plié sous tension.
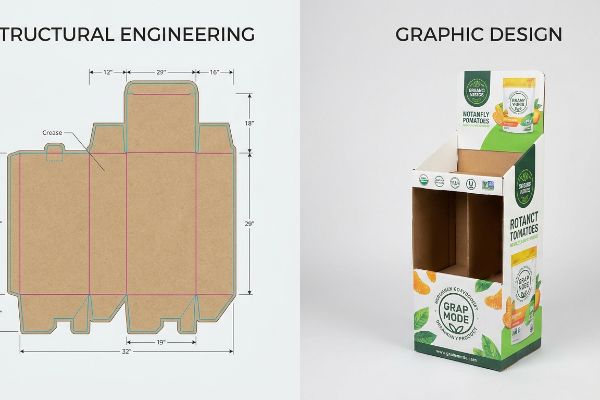
La conception d'un présentoir pour point de vente commence par l'élaboration d'un gabarit structurel précis qui tient compte mathématiquement de l'épaisseur du support. Ce plan fondamental détermine le pliage, l'emboîtement et le support des marchandises lourdes à partir de carton ondulé. Des fichiers structurels précis évitent les décalages et garantissent un assemblage sans frottement lors des opérations de préparation de commandes à grande vitesse.

De nombreux graphistes supposent qu'une ligne vectorielle plate sur un écran se traduira parfaitement sur du carton physique.
Pourquoi les lignes de découpe plates échouent sans compensation de calibre
Les marques tentent souvent de concevoir des languettes d'emboîtement et des fentes de pliage à l'aide de logiciels vectoriels standard, en respectant scrupuleusement la largeur du panneau correspondant. Elles traitent le carton ondulé épais comme s'il s'agissait de papier d'imprimante, partant du principe qu'un pli à 90 degrés ne nécessite aucun matériau supplémentaire. Cette approche, en apparence logique, ignore l' épaisseur réelle du support structurel¹,qui modifie considérablement sa géométrie une fois plié.
Même les concepteurs expérimentés négligent souvent ce point faible lorsqu'ils passent des boîtes pliantes standard aux présentoirs de sol robustes. Je reçois constamment des fichiers graphiques où la fente de réception n'a pas été élargie pour compenser le rayon extérieur du pli. Lorsque l'équipe de conditionnement tente d'assembler ces unités, le carton cannelé épais offre une forte résistance, et l'on entend un craquement distinct lorsque les cannelures s'entrechoquent. Cela crée un frottement important, ralentissant la chaîne d'assemblage d'environ 30 % et anéantissant toute la marge bénéficiaire du projet. Il est indispensable d'intégrer activement des tolérances de pliage dans les calculs de CAO (Conception Assistée par Ordinateur) pour que les pièces s'emboîtent sans résistance.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des fentes à l'échelle 1:1 dans un logiciel vectoriel | Application des tolérances de flexion algorithmiques dans les logiciels de structure3 | Élimine les languettes déchirées lors de l'assemblage rapide |
| Négliger l'épaisseur du carton lors des pliages à 90 degrés | Élargissement des rainures de réception par le calibre exact de la cannelure4 | Garantit que l'écran soit parfaitement d'équerre |
| Forcer les cannelures écrasées à s'emboîter | Conception d'une zone tampon supplémentaire pour une insertion en douceur | Gain estimé à 25 secondes par unité5 |
Je reconstruis systématiquement les fichiers vectoriels fournis par le client à l'aide d'un logiciel paramétrique dédié avant de les envoyer à la découpe. Corriger ces micro-tolérances en amont garantit que votre équipe logistique n'aura pas à se contenter de recouvrir la base cassée avec du ruban adhésif transparent disgracieux.
🛠️ Le bureau d'Harvey : Vous hésitez sur la tolérance de pliage de vos gabarits ? 👉 Envoyez-moi votre fichier de gabarit à plat ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Quelles sont les 5 étapes de la création d'un affichage ?
La mise en place d'un déploiement physique réussi exige un processus rigoureux et séquentiel. Passer directement de la conception numérique à la production de masse est le moyen le plus sûr de provoquer des réclamations de la part des détaillants.
La création d'un présentoir se déroule en cinq étapes : ingénierie structurelle, prototypage d'échantillons blancs, étalonnage des couleurs avant impression, tests de transport et production en série. L'exécution séquentielle de ces différentes phases garantit que le présentoir réponde à des exigences strictes d'intégrité structurelle et reflète fidèlement l'image de marque, même sous un éclairage commercial intense.

Bien que la feuille de route en cinq étapes semble simple, c'est au niveau du prototypage et de la fabrication finale que la plupart des campagnes déraillent discrètement.
Le danger de contourner le protocole de l'échantillon de référence
Les acheteurs cherchent souvent à raccourcir les délais de production en approuvant un rendu 3D numérique rapide et en exigeant que l'usine passe directement à l'impression en série. Ils considèrent la phase de prototypage comme un luxe optionnel plutôt que comme une étape de contrôle physique obligatoire. Cette précipitation à commercialiser le produit supprime l'étape de validation physique où la densité de couleur et la rigidité structurelle sont figées .
Est-il vraiment si risqué de se passer de l'épreuve physique ? Oui. Lorsque les marques me poussent à contourner le système de prototype, les résultats sont extrêmement imprévisibles. J'ai vu un client approuver une maquette numérique, pour ensuite constater, lors de la livraison finale, que ses lourds bocaux en verre avaient déformé l'étagère non vérifiée de 12,7 mm. Le claquement sec du système de verrouillage, qui a cédé sous la charge dynamique inattendue, a nécessité un renforcement manuel immédiat de tout le lot. En intégrant systématiquement la réalisation d'un prototype physique complet dans le processus, je m'assure de détecter ces défaillances dues à la fatigue avant qu'elles n'entraînent des pertes considérables en matériaux mis au rebut et en temps de transport perdu.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Approbation de la production de masse depuis un écran | Exiger un échantillon physique blanc chargé de produit8 | Empêche l'affaissement structurel des étagères dans l'allée |
| En supposant que les couleurs numériques correspondent aux encres physiques | Réaliser un balayage au spectrophotomètre physique de la dépression9 | Garantit une cohérence de marque parfaite sous les projecteurs des magasins |
| Passer la simulation de transit pour gagner du temps | Exécution d'essais de transit dynamiques complets sur le prototype principal10 | Élimine les coins écrasés lors du transport maritime |
Je refuse de lancer l'impression sans un exemplaire original signé physiquement et conservé sous clé dans mon bureau. Ce point de contrôle physique unique constitue la seule référence objective permettant de protéger votre budget contre d'éventuels problèmes d'alignement catastrophiques en aval.
🛠️ Harvey's Desk : Vous passez directement de la modélisation numérique à la production de masse ? 👉 Demandez une analyse d'échantillon blanc ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Qui conçoit les présentoirs pour les magasins de détail ?
De nombreux services marketing confient la conception des agencements temporaires à leurs graphistes internes. Or, dessiner un joli visuel est bien différent de concevoir une structure physique porteuse.
La conception des présentoirs pour les points de vente est le fruit d'une collaboration entre ingénieurs en emballage industriel et graphistes commerciaux. Les ingénieurs établissent les plans mathématiques de la structure porteuse en carton ondulé et les dimensions logistiques, tandis que les graphistes intègrent l'identité visuelle, la typographie et les messages promotionnels aux gabarits préétablis.
La frontière entre ces deux rôles est souvent floue, ce qui conduit à des fichiers structurels désastreux qu'il est tout simplement impossible de reproduire.
Pourquoi les outils graphiques en ligne détruisent les mathématiques structurelles
Les startups cherchent de plus en plus à optimiser leurs budgets en demandant à leurs jeunes collaborateurs marketing de dessiner directement des onglets complexes à l'aide d'outils de mise en page web basiques. Elles partent du principe que si les lignes sont correctes à l'écran, les machines de découpe sauront naturellement où plier le papier. Ce processus produit des images matricielles non assemblées, dépourvues de la logique vectorielle nécessaire au guidage des outils mécaniques automatisés<sup>11</sup>.
Imaginez que vous essayez de construire une vraie maison à partir d'un simple plan. En règle générale, il est essentiel de séparer complètement les calculs et le graphisme. Lorsque des clients me fournissent un fichier plat généré par un outil web, le logiciel de fraisage CNC (Commande Numérique par Calculateur) ne parvient pas à lire les tracés¹²etfusionne les lignes de découpe directement avec le calque du graphisme. Je me retrouve alors avec une boîte imprimée aux contours noirs visibles, mais sans aucune découpe, tandis que la machine reste inactive. Fournir un modèle PDF préconfiguré etverrouillé¹³ sur lequel les graphistes peuvent uniquement superposer leurs illustrations protège efficacement les calculs internes contre toute manipulation accidentelle de pixels.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessiner des plis dans un logiciel web basé sur des images raster | Utilisation de logiciels de CAO paramétriques spécialisés | Garantit que les lames automatisées suivent des trajectoires vectorielles précises14 |
| Modification des dimensions des languettes structurelles pour des raisons esthétiques | Verrouiller le calque de découpe structurelle avant d'ajouter l'illustration | Conserve la capacité de charge dynamique maximale15 |
| Utilisation du noir standard pour indiquer les découpes physiques | Attribution de couleurs d'accompagnement absolues aux traits mécaniques16 | Empêche l'impression visible des lignes de coupe sur l'unité finale |
Je dissocie systématiquement le processus d'ingénierie de la conception esthétique. En maîtrisant les calculs fondamentaux avant l'application des éléments graphiques, je garantis la robustesse de votre campagne face à des charges importantes.
🛠️ Le bureau d'Harvey : Votre équipe marketing a-t-elle créé votre gabarit avec un outil web ? 👉 Réclamez votre modèle PDF verrouillé ↗ — Pas de formulaires qui déclenchent des appels commerciaux interminables. Uniquement de la valeur.
Quels sont les 5 P du commerce de détail ?
La maîtrise de la stratégie commerciale est fondamentale, mais les théories marketing abstraites se heurtent souvent violemment aux contraintes physiques rigoureuses de la logistique des entrepôts modernes et des allées des magasins.
Les 5 P du commerce de détail désignent généralement le Produit, le Prix, la Place (ou distribution), la Promotion et l'Emballage. Ces piliers fondamentaux déterminent la manière dont les marchandises sont développées, évaluées de façon concurrentielle, distribuées géographiquement, commercialisées auprès des cibles démographiques et protégées physiquement dans des emballages adaptés afin d'optimiser leur rentabilité et les conversions en point de vente.

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que d'énormes conteneurs de fret entrent en jeu.
Pourquoi la stratégie « Place » échoue sur le terrain logistique
Les équipes d'approvisionnement se focalisent souvent sur les critères de « promotion » et de « prix », ajustant les dimensions de leurs cartons d'expédition pour y insérer une unité supplémentaire et ainsi réduire le coût d'expédition unitaire. Elles partent du principe que le carton épais absorbera le poids supplémentaire, considérant la logistique comme un simple calcul de volume plutôt que comme un exercice d'équilibre physique délicat. Cette tentative, en apparence raisonnable, de maximiser la densité d'expédition néglige fréquemment les contraintes d'encombrement des palettes en bois standard<sup>17.
Faire tenir un présentoir debout en laboratoire est facile, mais la réalité est tout autre lorsqu'il s'agit d'en expédier 500 dans un conteneur maritime à double empilement. Dans mon atelier, je vois régulièrement des clients agrandir leur emballage au point qu'il dépasse de seulement 16,5 mm (0,65 pouce) la palette standard GMA (Grocery Manufacturers Association) de 121,9 × 101,6 cm (48 × 40 pouces ). Lorsque je mesure la résistance à la compression sur la table d'essai, je constate immédiatement le problème : les cartons ondulés tirent jusqu'à 60 % de leur résistance au test de compression (BCT) de leurs angles verticaux ; ce léger débordement signifie que ces angles ne supportent aucune charge. Le niveau inférieur, non soutenu, se courbe visiblement vers l'extérieur, provoquant la rupture instantanée des cannelures internes sous le poids important du niveau supérieur. J'ai relevé les mesures au micromètre et démontré qu'en réduisant artificiellement l'encombrement maximal autorisé de 12,7 mm (0,5 pouce) précisément dans notre logiciel de calcul de structures, je repositionne les coins en toute sécurité sur le plateau en bois. Cette correction rigoureuse, basée sur les données, rétablit la capacité de charge dynamique, éliminant ainsi tout dommage lié au transport et évitant les refus coûteux des détaillants au quai de réception.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dépassant la base en palette de bois | Imposer une boîte englobante sans débordement strict | Empêche l'écrasement catastrophique sous le poids excessif de la structure d'un entrepôt20 |
| Se fier uniquement aux résultats des tests sur les matières premières | Calcul de l'alignement vertical des angles de la structure | Restaure jusqu'à 60 % de la résistance à la compression de la boîte21 |
| Élargir les cartons pour y mettre plus de produit | subdivision mathématique en géométries de palettes fractionnaires précises | Garantit une approbation sans faille de la part des acheteurs exigeants des points de vente |
Je contrôle précisément les tolérances de débordement sur chaque emballage principal sortant. Bien fixer les coins sur le plateau de la palette est le seul moyen de garantir que votre campagne promotionnelle arrive à destination en toute sécurité.
🛠️ Conseils d'Harvey : Un défaut structurel de 2 millimètres ne doit pas compromettre le déploiement dans 500 magasins. 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur uniquement en fonction du prix initial, mais un débordement de palette de quelques millimètres (12,7 mm) seulement provoque la déformation du niveau inférieur, entraînant un refus immédiat du détaillant et anéantissant la marge bénéficiaire du projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne laissez plus les tolérances logistiques au hasard : laissez-moi analyser personnellement la géométrie de votre structure grâce à mon Audit de gabarits gratuit ↗ afin de détecter les points faibles liés au transport cinétique avant le lancement de la production en série.
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . Les manuels techniques d'emballage expliquent comment l'épaisseur du matériau nécessite des ajustements de décalage dans les lignes de découpe pour garantir des plis précis. Rôle de la preuve : vérification technique ; type de source : guide d'ingénierie structurelle. Justifie : la nécessité d'une compensation d'épaisseur pour la géométrie. Note de portée : applicable au carton ondulé et au carton épais.
« Rigidité à la flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . Les normes industrielles relatives à la conception des emballages structurels spécifient le calcul des tolérances de pliage afin de garantir l’assemblage correct des pièces après pliage. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Justifie : l’exigence de compensation mathématique de l’épaisseur du matériau dans les fichiers CAO. Note relative au champ d’application : s’applique aux substrats d’épaisseur mesurable tels que le carton ondulé cannelure E.
« Détermination analytique de la rigidité en flexion d'un matériau à cinq sections… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Documentation technique expliquant comment les calculs automatisés de tolérance de pliage préviennent la rupture et la déchirure des matériaux dans le carton pliable. Rôle de la preuve : validation technique ; type de source : manuel de génie des structures. Appuie : l'utilisation d'une compensation algorithmique par rapport à un dessin à l'échelle 1:1. Note de portée : s'applique aux matériaux ondulés soumis à une tension .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Normes industrielles de conception d'emballages détaillant comment l'ajout de l'épaisseur du matériau aux dimensions des fentes garantit la perpendicularité de la structure. Rôle de la preuve : validation technique ; type de source : guide d'ingénierie de l'emballage. Appui : la méthode pour obtenir un affichage parfaitement carré. Note de portée : Spécifique à une géométrie de pliage à 90 degrés.
« Planification de l’emballage et de la logistique pour les présentoirs de vente au détail – Frank Mayer », https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/ . Données d’efficacité opérationnelle ou études de temps et mouvements comparant la vitesse d’assemblage de composants à ajustement forcé par rapport à celle de composants avec jeu. Type de preuve : preuve quantitative ; type de source : étude comparative sectorielle. Convainc : du gain de productivité lié à l’ utilisation de jeux. Note sur la portée : basé sur des indicateurs d’assemblage moyens d’unités de vente au détail.
« L’importance des prototypes de présentoirs de vente au détail », https://www.frankmayer.com/blog/why-retail-display-prototypes-are-an-important-stage-in-the-manufacturing-process/ . Les guides techniques relatifs à la fabrication de présentoirs de vente au détail expliquent comment les prototypes physiques permettent de finaliser la densité d’encre et la résistance des matériaux. Rôle de la preuve : spécification technique ; type de source : guide de fabrication. Appui : Objectif de l’étape de validation physique. Note de portée : Spécifique aux présentoirs de vente au détail physiques.
« Évaluation des réponses dynamiques et de la résistance aux chocs de… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC11526080/ . Les guides techniques d’emballage expliquent comment les charges dynamiques peuvent provoquer une rupture mécanique des languettes structurelles si elles ne sont pas validées par des essais physiques. Rôle de la preuve : validation technique ; type de source : manuel d’ ingénierie d’emballage. Appuie : l’affirmation selon laquelle des charges dynamiques non vérifiées entraînent un effondrement structurel. Note de portée : s’applique aux présentoirs PLV en carton.
« CONCEPTION STRUCTURELLE DES PRÉSENTATEURS POUR LE COMMERCE DE DÉTAIL INTERACTIF… », https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ . Explication technique de la manière dont les essais physiques de résistance au poids préviennent les défaillances structurelles et l'affaissement des présentoirs de vente au détail. Rôle de la preuve : vérification technique ; type de source : guide d'ingénierie de l'emballage. Arguments : nécessité d'échantillons physiques pour la validation structurelle. Note relative au champ d'application : applicable aux présentoirs porteurs en carton ondulé ou en plastique.
« Outils avancés pour une couleur homogène | Blog X-Rite », https://www.xrite.com/blog/tools-achieve-consistent-color. Validation d'outils de mesure colorimétrique pour garantir la fidélité des couleurs de la marque dans différents environnements lumineux. Type de preuve : spécification technique ; type de source : manuel de colorimétrie. Appui : utilisation de spectrophotomètres plutôt que d'épreuves numériques pour la correspondance des encres. Note sur la portée : analyse des variations de couleur entre supports physiques et numériques .
« Premiers pas en conception et essais », https://www.ista.org/getting_started_with_design.php . Description des normes ISTA ou ASTM relatives à la simulation du transport afin de prévenir les dommages liés à l'expédition lors de la logistique mondiale. Rôle de la preuve : norme industrielle ; type de source : certification logistique. Appui : l'efficacité des essais de transport pour réduire les dommages aux angles lors du fret. Note relative au champ d'application : spécifiquement pour le transport maritime longue distance.
« Dessin vectoriel pour CNC : Débloquez une précision machine inégalée », https://dxf4you.com/blog/vector-drawing-for-cnc-unlock-unparalleled-machine-precision/. Cette documentation technique sur les logiciels de commande numérique et de découpe explique pourquoi les tracés vectoriels sont nécessaires à la génération des trajectoires d'outils, contrairement aux images raster. Niveau de preuve : Spécification technique ; type de source : Manuel d'ingénierie. Sujet : Nécessité des données vectorielles pour l'outillage mécanique. Note : Norme pour les équipements de découpe industriels .
« Une astuce géniale pour les trajectoires d'outil : fini les marques d'outils CNC disgracieuses ! », https://www.youtube.com/watch?v=BMBIws64lZM. Explication du fait que les logiciels CNC nécessitent des trajectoires vectorielles distinctes pour exécuter les découpes, lesquelles sont souvent perdues ou fusionnées dans les fichiers d'outils web aplatis. Rôle de la preuve : vérification technique ; type de source : manuel de fabrication. Appuie : l'affirmation selon laquelle les logiciels de routage ne parviennent pas à lire les trajectoires fusionnées. Note de portée : spécifique à la fabrication numérique .
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/. Explication de la norme industrielle relative à l'utilisation de calques PDF verrouillés afin de préserver les dimensions structurelles lors de la superposition graphique. Rôle de la preuve : validation des meilleures pratiques ; type de source : norme industrielle de l'emballage. Appui : utilisation de modèles verrouillés pour protéger les calculs internes. Note relative au champ d'application : conception de présentoirs pour la vente au détail .
« Raster vs Vector : lequel utiliser pour l’emballage ? – PopDisplay », https://popdisplay.me/raster-vs-vector-which-to-use-for-packaging/ . La documentation technique relative aux machines de découpe CNC explique la nécessité d’utiliser des trajectoires vectorielles pour la précision de la lame, contrairement aux images rasterisées. Type de preuve : spécification technique ; source : manuel industriel. Sujet : l’exigence de données vectorielles pour la découpe automatisée. Remarque : s’applique aux traceurs et aux découpeuses numériques.
« Qu’est-ce qu’une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Les principes de génie structurel des matériaux en carton ondulé définissent comment les dimensions spécifiques des languettes et des plis déterminent la capacité de charge d’un présentoir. Niveau de preuve : norme d’ingénierie ; type de source : guide technique. Sujet : Le lien entre les dimensions précises de la ligne de découpe et la capacité de charge. Note relative au champ d’application : Spécifiquement pour les présentoirs temporaires de vente au détail .
« Adobe Illustrator – Quelle couleur utiliser pour les lignes de coupe ? », https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. Les normes d'impression commerciale décrivent l'utilisation de couleurs d'accompagnement spécifiques pour indiquer aux machines de découpe d'ignorer les lignes lors de l'encrage. Niveau de preuve : norme industrielle ; type de source : guide d'impression. Ce guide s'applique à la méthode de séparation des éléments graphiques des lignes de coupe structurelles. Il s'agit d'une pratique courante dans les flux de production prépresse professionnels .
« Dimensions et dimensions standard des palettes de fret | Freightquote », https://www.freightquote.com/how-to-ship-freight/standard-pallet-sizes/. Les normes logistiques officielles définissent des dimensions spécifiques pour les palettes (telles que GMA ou ISO) qui contraignent l'agencement des cartons d'expédition afin d'éviter les débordements et d'assurer la stabilité du transport. Rôle de la preuve : vérification factuelle ; type de source : norme du secteur de la logistique. Appuie : l'affirmation selon laquelle les dimensions standard des palettes limitent la densité d'expédition. Note sur la portée : s'applique principalement aux palettes d'expédition standardisées à l'échelle mondiale .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. Les normes officielles de la Grocery Manufacturers Association (GMA) définissent les spécifications dimensionnelles des palettes logistiques nord-américaines. Rôle de la preuve : vérification factuelle ; type de source : norme industrielle. Utilise : mesures de base pour le calcul de l’encombrement au sol pour l’expédition. Remarque : s’applique aux marchés nord-américains .
« Estimation de la résistance à la compression des boîtes en carton ondulé pour… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. La littérature technique sur l’emballage identifie la contribution proportionnelle des angles verticaux à la résistance totale au test de compression de la boîte (BCT). Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie ou norme industrielle. Appui : répartition des charges structurelles dans les conteneurs d’expédition. Remarque : le pourcentage peut varier en fonction de la qualité du carton et du profil des cannelures .
« Modélisation prédictive de l’influence du débordement des palettes sur la résistance à la compression des caisses », https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Recommandations d’ingénierie sur la relation entre le débordement des palettes et l’effondrement des charges empilées. Type de preuve : explication causale ; source : manuel de sécurité logistique. Sujet : risque d’écrasement dû au débordement. Note de portée : analyse de la dynamique des charges à centre de gravité élevé .
« Étude comparative de la résistance à la compression du carton ondulé… », https://repository.rit.edu/theses/285/ . Analyse technique de la perte de résistance du carton ondulé due au débordement et de sa restauration par alignement. Type de preuve : validation quantitative ; type de source : étude d’ingénierie de l’emballage. Données : pourcentage spécifique de récupération de la résistance. Remarque: s’applique aux cartons RSC standardisés.



