
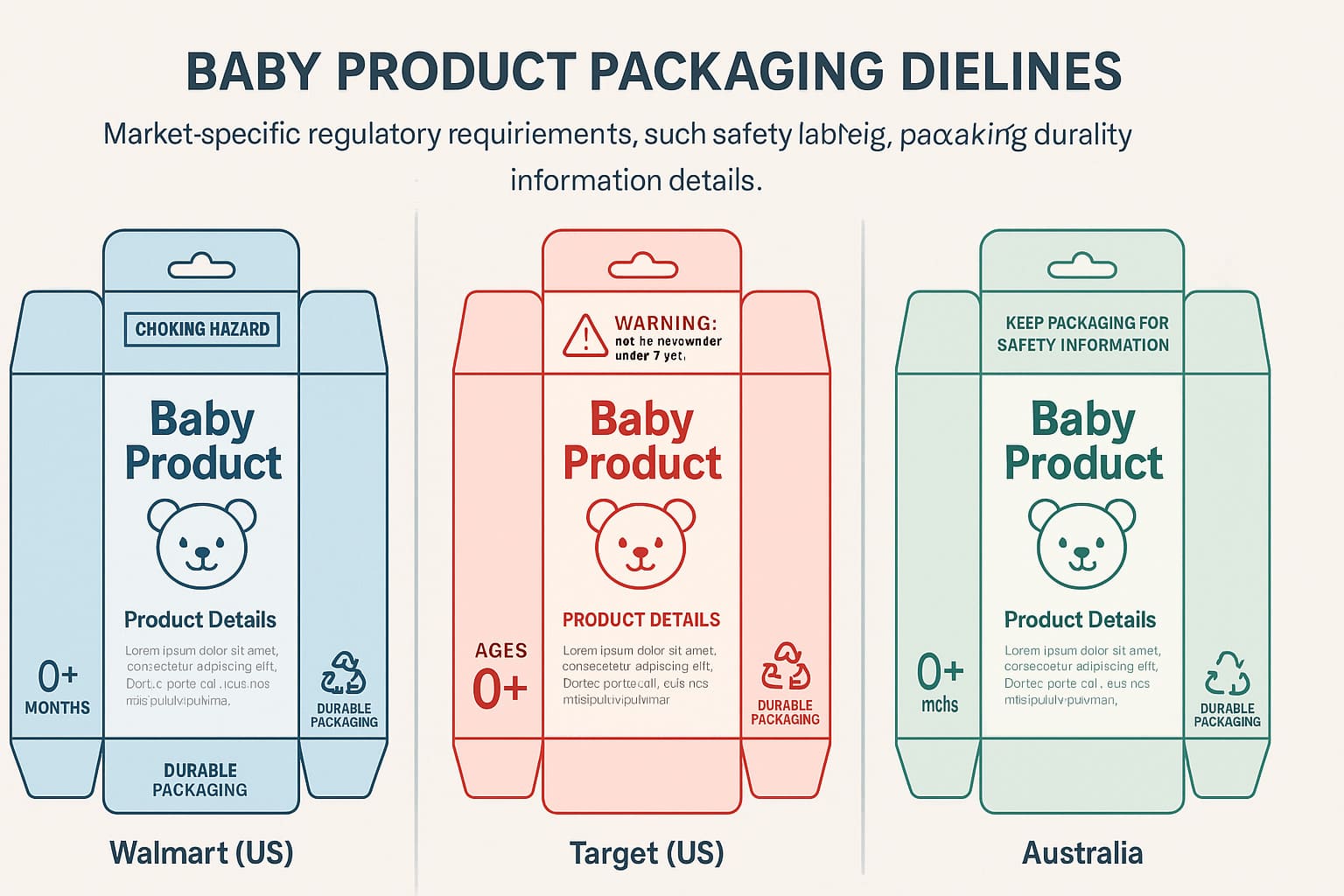
Concevoir des emballages distincts pour les États-Unis et l'Australie représente un véritable casse-tête logistique : les coûts d'outillage doublent et la gestion des stocks se complique. Il vous faut une stratégie unique et infaillible qui réponde aux exigences strictes des équipes de conformité de Walmart et aux normes de sécurité rigoureuses de l'Australie, sans pour autant impacter les marges.
Pour créer un gabarit d'emballage universel conforme aux normes mondiales de la vente au détail, les fabricants doivent standardiser les éléments structurels suivants :
- Dimensionnement hybride métrique-impérial : dimensions de base d'ingénierie pour moduler efficacement sur les palettes GMA (48×40 pouces) et internationales (1165×1165 mm).
- Bords avant tout sécuritaires : Utilisation de lames oscillantes à coupe ondulée pour éliminer les bords de papier tranchants sur les zones exposées au consommateur.
- Matériau à double conformité : Approvisionnement en carton kraft certifié FSC répondant à des normes de sécurité mondiales strictement réglementées.

Gérer deux chaînes d'approvisionnement distinctes pour un même biberon ou jouet représente un gaspillage d'argent. Voyons comment les fusionner.
Les indispensables du rayon bébé : comment créer un gabarit universel pour Walmart, Target et les détaillants australiens ?
Si vous envoyez un gabarit générique à un grand détaillant, son responsable de la conformité le rejettera avant même qu'il n'arrive en rayon.
Pour concevoir un gabarit universel efficace pour les environnements de vente au détail à fort volume, les marques devraient privilégier ces protocoles de sécurité et de structure standardisés :
- Empreintes standardisées : Adoption de dimensions de base (par exemple, 24×20 pouces / 60×50 cm) qui maximisent l'utilisation des palettes dans différentes régions.
- Dispositifs de sécurité intégrés : Bords roulés ou plis de sécurité conçus pour prévenir les blessures du consommateur lors de l’utilisation du produit.
- Qualités de matériaux mondiales : Spécification de la cannelure B 32ECT (Edge Crush Test) comme base de résistance minimale pour la durabilité au détail.
Anatomie structurelle des lignes de découpe des produits pour bébés sûrs
Je vois souvent des clients essayer d'économiser de l'argent en utilisant un moule à couteau « standard » trouvé en ligne. C'est la catastrophe assurée. Au rayon bébé, les enjeux sont considérables car l'utilisateur final est un enfant ou un parent fatigué. Un bord de carton tranchant qui coupe un doigt n'est pas qu'un simple désagrément ; en Amérique du Nord, cela peut entraîner des poursuites judiciaires, et sur des marchés comme l'Australie, cela provoque un rappel immédiat des produits.
Nous résolvons ce problème grâce au protocole Safety Edge 1. Avec notre logiciel ArtiosCAD, nous ne nous contentons pas de tracer des lignes de coupe droites. Nous programmons des lames « Coupe ondulée » ou « Franchises » pour chaque bord accessible du présentoir. Ce bord microscopiquement dentelé est doux au toucher, contrairement à la coupe droite et tranchante du carton ondulé standard. L'année dernière, un client a ignoré cette recommandation pour la fabrication d'un présentoir à sucettes afin d'économiser 300 $ sur l'outillage. L'audit de sécurité du détaillant a immédiatement révélé l'erreur, et nous avons dû scotcher manuellement les bords de 5 000 unités en entrepôt. Un véritable cauchemar que je ne veux plus jamais revivre.
De plus, nous devons résoudre le deuxième goulot d'étranglement de la prépresse . Les clients envoient fréquemment des fichiers JPG ou PDF sans fond perdu, pensant qu'ils correspondent aux dimensions de découpe. Ce n'est jamais le cas. Nous fournissons le gabarit « toile vierge » au format AI avant la conception. Cela garantit que, lors du pliage du carton haute résistance 32ECT (test de résistance à l'écrasement des bords) , le visuel ne se fissure pas aux angles. Pour les produits pour bébés, nous utilisons également un film de lamination anti-fissures spécifique. Le transport depuis une usine humide de Shenzhen vers un entrepôt sec du Nevada ou de l'Outback australien provoque le dessèchement et le fendillement du papier. Ce film de lamination est extensible, préservant ainsi l'intégrité du marquage même lorsque le carton se plie. Nous utilisons souvent une doublure en papier kraft vierge 44ECT pour les parois principales afin d'éviter que l'emballage ne se déforme sous le poids de produits liquides lourds comme les lotions pour bébés ou les lingettes humides.
| Fonctionnalité | Ligne de découpe générique standard | Ligne de découpe universelle sans danger pour les bébés |
|---|---|---|
| Finition des bords | Coupe droite (tranchante/risqueuse) | Coupe ondulée/de sécurité (douce/sûre) |
| Qualité du matériau | Testliner recyclé 32ECT | 44ECT Kraft vierge 3 (Haute résistance à la traction) |
| Laminage | PP brillant standard | Surface mate douce au toucher, anti-fissures |
| Conception d'angle | Score simple | Bord roulé à double paroi |
| État de l'audit | Risque élevé de rejet | Conforme à l'audit de sécurité |
Lorsque vous demandez un devis, je vous envoie automatiquement le gabarit de découpe adapté à la catégorie bébé. Je ne vous laisse pas commencer la conception sur un simple croquis, car je sais que cela ne passera pas le contrôle de sécurité.
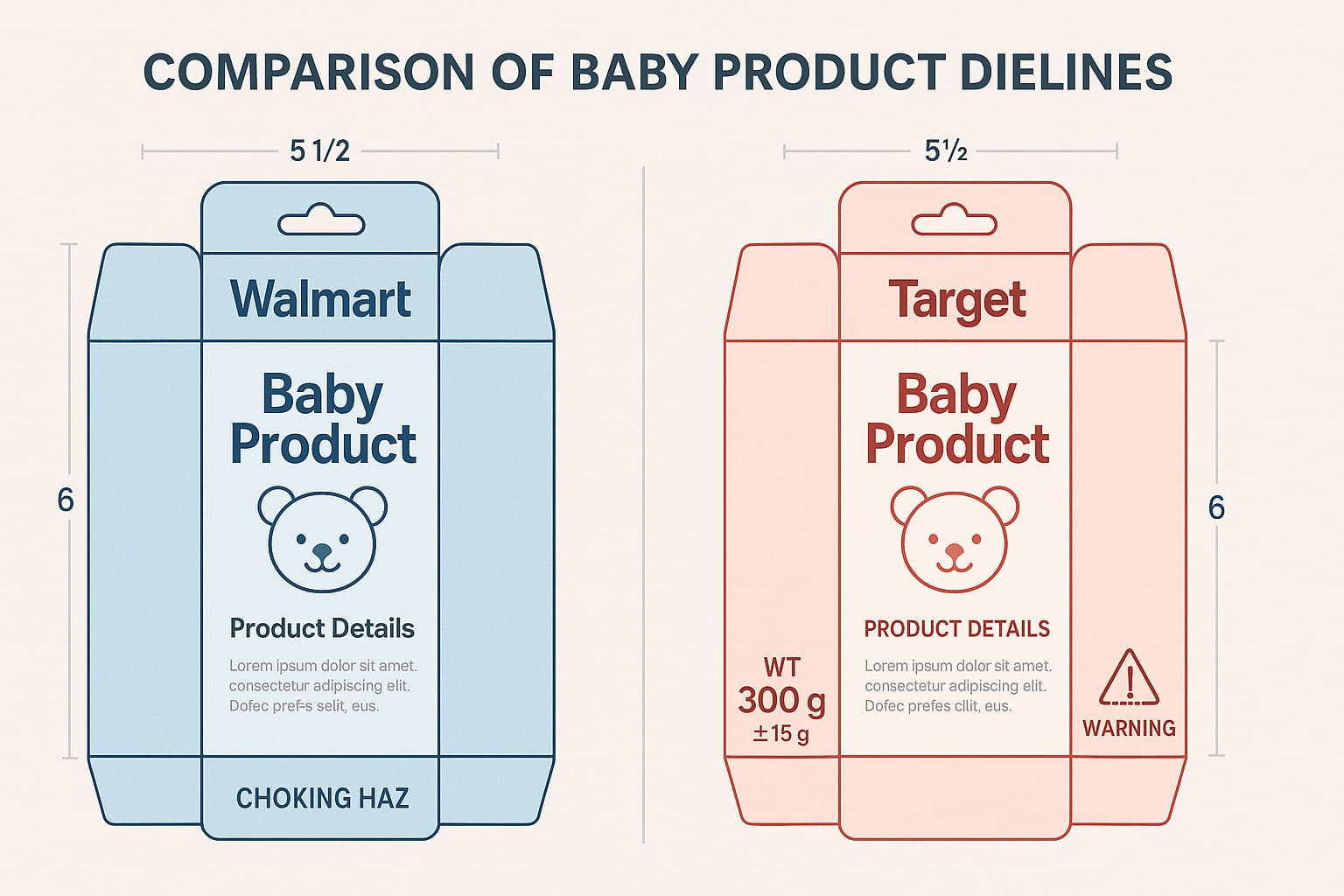
Quelles sont les spécifications critiques des contours des produits destinés aux bébés sur les marchés américains de Walmart et Target ?
Les guides de style des détaillants ne sont pas de simples suggestions ; ce sont des règles strictes. Un écart de seulement 1,25 cm sur une dimension entraîne le refus de votre produit.
Les spécifications critiques des gabarits de découpe pour les produits destinés aux bébés dans les environnements de vente au détail de grande consommation comprennent :
- Limites de hauteur totale : Les présentoirs au sol sont limités à 60 pouces (152 cm) maximum, tête de gondole comprise, afin de préserver la visibilité dans le magasin.
- Hauteur du canal de prix : Prévoir exactement 1,25 pouce (3,17 cm) sur les bords des étagères pour les étiquettes de prix standard et les rails de scanner.
- Certification non toxique : Obligation d’utiliser des encres sans métaux lourds, conformes aux réglementations strictes en matière de sécurité des consommateurs.
Analyse stratégique des obligations de sécurité propres aux détaillants
Les grandes enseignes ne plaisantent pas avec la sécurité chimique dans le rayon bébé. La norme la plus importante, et pourtant souvent négligée, est la norme « Baby Safe Ink Standard 4 » . Les encres industrielles classiques contiennent souvent des solvants volatils ou des métaux lourds. Si un bébé qui fait ses dents touche votre présentoir puis porte sa main à sa bouche, vous vous exposez à un grave problème de responsabilité.
J'utilise exclusivement encres à base de soja et des vernis à base d'eau pour ces clients. Nous avons rencontré un cas où un acheteur souhaitait une finition argentée métallisée avec la référence Pantone 877C. Le problème ? Les encres métallisées classiques contiennent des paillettes métalliques susceptibles d'être détectées lors des tests de sécurité. J'ai donc refusé d'imprimer ce produit. Nous avons opté pour le marquage à froid, une technique sans plastique et stable. Ce procédé a coûté 10 % de plus, mais il a passé avec succès les CPSIA (Consumer Product Safety Improvement Act) sans aucun problème .
Un autre point crucial est la plage (ADA Reach Range 7 ). Concevoir pour le marché américain implique de se conformer à l'Americans with Disabilities Act (ADA). Si l'étagère principale est placée trop haut ou trop bas, vous risquez un refus de la part du détaillant pour des raisons d'accessibilité. Nous concevons la zone de distribution principale entre 38 cm et 122 cm du sol. Ainsi, un parent en fauteuil roulant peut facilement atteindre les couches ou les lingettes. De nombreux concepteurs se concentrent sur la hauteur des yeux pour les clients debout, mais oublient la hauteur d'accessibilité pour tous les autres. Nous intégrons ces dimensions dans le fichier CAO dès le départ. J'applique également la règle des 3,2 cm pour les étiquettes de prix. Si le rebord de votre étagère mesure 2,5 cm, l'étiquette de prix standard du magasin dépasse, accumule la poussière et finit par se décoller. Nous concevons la structure pour qu'elle s'adapte naturellement à la taille standard des étiquettes, sans avoir besoin de ruban adhésif.
| Spécification | Exigences standard du commerce de détail | Exigences strictes concernant l'allée des bébés | Ma norme d'usine |
|---|---|---|---|
| Hauteur maximale | 60" (152 cm) | Variable, strict sur les lignes de visée | 58" (147 cm) (Zone de sécurité) |
| Sécurité de l'encre | Normes industrielles | Liste des substances réglementées (RSL) | À base de soja / Sans métaux lourds |
| détenteur de prix | Bande adhésive préférée | Structure intégrée | Pliage intégré de 1,25 po |
| Structure | Force standard | Doit résister au nettoyage | Protection de balai + support caché |
Je conserve une base de données de ces spécifications. Si vous m'indiquez qu'il s'agit d'un produit destiné à un détaillant en particulier, j'ajuste automatiquement la hauteur du rebord de l'étagère en fonction des rails de son scanner ; vous n'avez donc pas à deviner.
Succès sur les deux marchés : comment optimiser la conception des emballages pour la conformité des produits pour bébés aux normes américaines et australiennes ?
Le transport aérien à travers le Pacifique est le moyen le plus rapide de ruiner vos marges bénéficiaires.
Pour optimiser la conception des emballages afin de garantir la conformité aux exigences des deux marchés et l'efficacité logistique, les fabricants devraient mettre en œuvre les stratégies de chaîne d'approvisionnement suivantes :
- Optimisation des conteneurs : Ajustement des dimensions des cartons pour une adaptation efficace aux conteneurs 40HQ et 20 pieds.
- Matériaux résistants aux intempéries : Utilisation d'une doublure Kraft de haute qualité pour résister à l'humidité et aux variations de température de l'océan.
- Revêtements sans PFAS : Application de barrières à base d’eau pour répondre aux nouvelles réglementations environnementales dans le monde.

Ingénierie logistique et science des matériaux
Le principal point de friction entre les États-Unis et l'Australie concerne les palettes. Les États-Unis utilisent la 8 de 122 × 102 cm (48 × 40 pouces) , tandis que l'Australie privilégie souvent la palette CHEP de 1165 × 1165 mm . Un présentoir conçu avec des dimensions exactes de 61 × 51 cm (24 × 20 pouces) s'intègre parfaitement (4 unités) sur une palette américaine. En revanche, sur une palette australienne, les espaces vides importants entraînent un déplacement de la charge.
Ma méthode, « Emballage imbriqué » , consiste à éviter d'expédier ces présentoirs déjà assemblés. Nous concevons l'étiquette d'en-tête et les plateaux internes pour qu'ils s'insèrent parfaitement dans la base creuse du bac ou du présentoir. C'est un peu comme des poupées russes (des matriochkas). Grâce à cette technique, nous réduisons considérablement le poids volumétrique. J'ai récemment repensé un emballage pour une marque de jouets pour bébés ; en remplaçant l'étiquette d'en-tête par un modèle à deux volets, nous avons augmenté de 22 % le nombre d'unités par conteneur. Cela leur a permis d'économiser environ 4 000 $ de frais de transport pour un seul envoi.
Il faut également aborder la question des normes anti-PFAS . Dès 2025, de nombreux États américains (comme la Californie et le Maine) et, de plus en plus, les autorités australiennes interdisent les « polluants éternels » (PFAS) dans les emballages. Les revêtements hydrofuges traditionnels, indispensables pour la protection anti-détrempage, en contiennent souvent. J'ai remplacé tous mes produits par un revêtement à base d'eau certifié sans PFAS¹⁰ . Il offre la même résistance à l'humidité, idéale pour les sols mouillés des supermarchés, tout en respectant la réglementation. Nous le vérifions dans notre laboratoire grâce au test Cobb¹¹ ( mesure de l'absorption d'eau). Le carton recyclé standard agit comme une éponge et absorbe l'eau instantanément. Notre carton kraft vierge traité, quant à lui, repousse l'eau comme une voiture cirée, évitant ainsi que les présentoirs ne s'affaissent après le passage des agents de nettoyage.
| Stratégie d'optimisation | Méthode traditionnelle | Ma méthode du double marché | Avantage |
|---|---|---|---|
| Ajustement de palette | Dimensions fixes et rigides | Empreinte modulaire | Convient aux palettes américaines et australiennes |
| Barrière contre l'humidité | Lamination plastique (PE) | Vernis sans PFAS | Conformité légale |
| Style d'emballage | Semi-assemblé (Air) | Emboîtement / Emballage plat | Économies de 20 à 40 % sur les frais de transport |
| Résistance des matériaux | Testliner recyclé | Doublure vierge en kraft | Survit au transit océanique |
Je calcule le plan de chargement du conteneur avant même de découper l'échantillon. Je vous indiquerai le coût exact du transport en centimes par unité, afin d'éviter toute mauvaise surprise à la réception de la facture.
Évitez les retards coûteux : quelles sont les exigences de Walmart et Target en matière de découpe pour les accessoires pour bébés ?
Rien ne freine plus rapidement le lancement d'un produit qu'un code-barres illisible ou une boîte qui enfreint une règle cachée.
Pour éviter des retards coûteux dans la chaîne d'approvisionnement, les exigences relatives aux gabarits de découpe pour les accessoires de vente au détail doivent inclure des mandats techniques spécifiques :
- Placement du code-barres : Positionner les étiquettes UCC-128 sur les côtés longs et courts, en évitant strictement les lignes de pliage.
- Paramètres de surimpression : assurez-vous que les lignes de découpe sont configurées en « surimpression » dans le fichier graphique afin d’éviter les espaces blancs.
- Zones silencieuses : Maintenir un espace blanc minimum de 0,25 pouce (6 mm) autour de tous les codes scannables.

Aspects techniques et pièges de conformité en prépresse
L'erreur « Surimpression 12 » est une faute de débutant classique qui gâche des milliers de boîtes. Dans Adobe Illustrator, si votre graphiste laisse le trait de découpe sous forme de contour standard, cela masque l'illustration située en dessous. Si la machine de découpe se décale ne serait-ce que de 0,5 mm (0,02 pouce) pendant la production (ce qui arrive mécaniquement), vous obtenez une vilaine fine ligne blanche sur chaque bord de votre boîte pour bébé haut de gamme. Cela fait vraiment bas de gamme.
J'effectue un contrôle en amont (Preflight Check 13) avec PitStop Pro sur chaque fichier que vous m'envoyez. Nous forçons automatiquement la surimpression de toutes les lignes structurelles. Mais au-delà de l'impression, il faut aussi prendre en compte la prévention des frais de reconditionnement (14 ). Les centres de distribution sont intransigeants. Si le code-barres de votre carton d'expédition est mal positionné ou placé trop bas, les scanners automatisés ne pourront pas le lire. Le détaillant vous facturera alors une amende pour non-conformité et des frais de reconditionnement.
Je connais la règle : l’étiquette doit se trouver à au moins 3,2 cm du bord inférieur et être parfaitement visible sur son côté le plus long. Je ne fais pas confiance aux opérateurs manuels pour deviner cela. Nous utilisons des gabarits et des systèmes de placement robotisés pour garantir que chaque étiquette soit placée exactement dans la zone de marquage. Un de mes clients a écopé d’une amende de 5 000 $ de la part d’un détaillant américain parce que son précédent fournisseur avait collé l’étiquette sur la jointure du ruban adhésif. Nous ne commettons pas ce genre d’erreurs. Nous vérifions également la qualité ANSI 15 de l’impression du code-barres. Notre objectif est d’obtenir une qualité A ou B. Si l’on imprime un code-barres sur du carton ondulé brut sans fond blanc, l’« étalement de l’encre » crée un code flou, ce qui entraîne un échec de lecture. Nous imprimons systématiquement une zone blanche opaque derrière le code pour garantir un contraste net.
| Type d'erreur | L'erreur | La conséquence | Mon protocole de prévention |
|---|---|---|---|
| code-barres | Placé sur le pli/coin | Non scannable / Amendes | Placement verrouillé par modèle |
| Œuvre d'art | Lignes de coupe KO | Bords blancs (laids) | Vérification de surimpression automatique |
| Étiquetage | Pays d'origine manquant | Saisie douanière | Imprimé « Fabriqué en Chine » |
| Adhésif | Recouvrir le code-barres avec du ruban adhésif | Erreur de lecture | Zones d'étiquetage sans ruban adhésif |
Je suis votre dernier garant. Si je repère un code-barres dans une zone à risque sur votre visuel, j'arrêterai l'impression et vous enverrai un courriel. Je préfère retarder la production d'un jour plutôt que de vous laisser payer une amende par la suite.
Concevoir un présentoir de sol Sidekick : comment se conformer aux normes des détaillants américains et à la réglementation australienne ?
Les petits compagnons sont parfaits pour les achats impulsifs, mais ils sont réputés pour leur instabilité s'ils sont mal conçus.
Pour se conformer aux normes internationales des détaillants en matière de présentoirs de sol, les concepteurs doivent intégrer les caractéristiques de stabilité suivantes :
- Supports universels : Utilisation de clips en S métalliques compatibles avec les systèmes de gondoles et d’étagères métalliques standard.
- Arêtes trapézoïdales : Le panneau arrière est effilé afin de déplacer le centre de gravité vers l’étagère.
- Dimensions standardisées : La largeur de l’unité est limitée pour s’adapter aux ailettes d’extrémité standard sans obstruction.

Physique de la gravité et compatibilité des dispositifs
Le problème du « poids parasite » est bien réel. Un présentoir Sidekick (ou Power Wing) est suspendu sur le côté d'une étagère principale. Si on le conçoit comme une boîte classique, son centre de gravité est trop avancé. Dès qu'un client tire sur un flacon lourd de lotion pour bébé, le couple exercé déchire le crochet en carton et le présentoir s'écrase au sol. C'est un principe physique élémentaire (Moment = Force x Distance), mais les concepteurs l'ignorent constamment.
Je résous ce problème grâce au panneau arrière trapézoïdal 16. La structure arrière est conique, plus large au niveau du point de fixation, et la traverse est en carton ondulé doublement renforcé. Cela permet de bien plaquer le poids contre la paroi de la nacelle. Mais le véritable secret réside dans le support universel 17. Les languettes en carton sont fragiles. J'insiste pour installer un support métallique ou un clip en S en plastique renforcé.
Les étagères américaines (Lozier/Madix) et australiennes ont souvent des entraxes différents. Un crochet fixe standard ne convient pas aux deux. J'utilise un système de fixation multi-usages qui s'adapte solidement à 95 % des présentoirs de vente au détail dans le monde. De plus, nous respectons la de standardisation de la hauteur 18. La hauteur du corps de l'étagère est de 122 cm (48 pouces) . Cela correspond parfaitement à l'espacement standard des têtes de gondole américaines, laissant suffisamment d'espace pour le protège-serpillère en bas et le clip de fixation en haut. Nous renforçons également les étagères avec un rebord avant roulé 19. sont déformées après seulement deux jours d'humidité, laissant tomber des pots de nourriture pour bébé en verre sur le sol. Mes étagères, elles, ne se déforment pas.
| Composant | Méthode peu coûteuse | Ma méthode conforme | Pourquoi? |
|---|---|---|---|
| Montage | Languette en carton | Clip universel en métal/plastique | Ne se déchirera pas sous la charge |
| Géométrie | Boîte carrée | Conique / Trapèze | Réduit le couple avant |
| Largeur | Aléatoire | Max 14" (35 cm) | Convient aux embouts standard |
| Force de conservation | paroi simple | Barre métallique à double pliage | Empêche l'affaissement des marchepieds |
Je recommande de dépenser 40 centimes de plus pour les fixations métalliques. Cela garantit que votre présentoir restera en place jusqu'à la vente complète des produits, au lieu de finir à la poubelle dès la première semaine.
Conclusion
Concevoir pour deux marchés est complexe, mais avec une ingénierie structurelle adéquate, vous pouvez satisfaire aux exigences de Walmart et des organismes de réglementation australiens. Souhaiteriez-vous que je vous envoie une [modélisation 3D structurelle gratuite] de votre nouveau présentoir pour produits pour bébés afin que vous puissiez vérifier vous-même la sécurité des bords ?
Explorez ce lien pour comprendre comment le protocole Safety Edge améliore la sécurité des emballages de produits pour bébés. ↩
Découvrez des solutions pour surmonter les goulots d'étranglement de la prépresse et rationaliser votre processus de conception d'emballages. ↩
Découvrez pourquoi le papier kraft vierge 44ECT est privilégié pour les emballages robustes de produits pour bébés. ↩
Comprendre la norme relative aux encres sans danger pour les bébés est essentiel pour garantir la sécurité des produits destinés aux nourrissons, protégeant ainsi leur santé et la conformité réglementaire. ↩
Découvrez les avantages des encres à base de soja, notamment leurs bienfaits environnementaux et leur innocuité pour les produits destinés aux enfants. ↩
Renseignez-vous sur la CPSIA pour comprendre les réglementations de sécurité qui protègent les consommateurs, notamment en matière de produits pour enfants. ↩
Découvrez l'importance de la plage de portée ADA dans la création de conceptions accessibles qui répondent aux besoins de tous les consommateurs. ↩
Comprendre les spécifications de la palette GMA peut contribuer à optimiser les processus logistiques et d'expédition. ↩
Découvrez comment l'emballage emboîté peut réduire considérablement les coûts d'expédition et optimiser l'utilisation de l'espace. ↩
Explorer les revêtements sans PFAS peut améliorer la durabilité de vos emballages et votre conformité aux réglementations. ↩
Découvrez l'importance du test Cobb pour garantir la durabilité et la résistance à l'humidité des emballages. ↩
Explorez le concept de surimpression pour améliorer vos compétences en conception et éviter les erreurs d'impression courantes. ↩
Comprendre les contrôles en amont peut vous aider à éviter des erreurs d'impression coûteuses et à garantir des impressions de haute qualité. ↩
Découvrez des stratégies efficaces pour éviter les frais de réemballage et économiser sur les frais d'expédition. ↩
Découvrez l'importance de la norme ANSI pour les codes-barres afin de garantir leur lisibilité et leur conformité. ↩
Explorez ce lien pour comprendre comment un panneau arrière trapézoïdal améliore la stabilité et la répartition du poids dans les présentoirs de vente au détail. ↩
Découvrez les avantages de l'utilisation d'un support universel pour fixer les écrans et prévenir les dommages. ↩
Découvrez l'importance de la standardisation des hauteurs pour optimiser l'espace commercial et garantir la conformité. ↩
Découvrez comment un rebord avant roulé peut améliorer la durabilité des étagères et prévenir leur affaissement dans les environnements de vente au détail. ↩



