
Assembler un présentoir de vente au détail ne devrait pas nécessiter un diplôme d'ingénieur. Levons le voile sur les complexités et voyons comment une fabrication de précision garantit une installation sans accroc en magasin.
L'assemblage d'un présentoir en carton nécessite de plier des panneaux ondulés pré-rainurés le long de lignes de pliage prévues à cet effet et de verrouiller les languettes modulaires. Les modèles universels standard utilisent des joints à friction et des bases autobloquantes, ce qui élimine totalement le besoin d'adhésifs ou d'outils externes lors de la mise en place finale sur le lieu de vente.

Mais connaître les étapes théoriques du pliage ne vous sauvera pas si les calculs structurels sous-jacents sont erronés. Voyons comment réaliser concrètement ces constructions sans les problèmes rencontrés en magasin.
Comment utiliser un support en carton découpé ?
Pour que votre campagne publicitaire soit efficace, il est essentiel de bien comprendre les flux de clients en magasin. Vous disposez d'environ trois secondes pour capter l'attention d'un passant avant qu'il ne l'ignore complètement.
L'utilisation d'un présentoir en carton découpé consiste à positionner le profil découpé dans les allées à fort passage des magasins afin d'intercepter le regard du client. Pour une mise en place efficace, il est essentiel d'ancrer solidement la base légère, garantissant ainsi que le visuel 2D reste parfaitement vertical et visible à une distance d'au moins neuf mètres.

Placer un panneau plat dans une allée paraît facile jusqu'à ce qu'on voie les clients passer devant sans s'arrêter.
La règle des 3-3-3 pour les supports en carton découpé
Même les équipes d'approvisionnement les plus expérimentées considèrent souvent les découpes à plat comme des publicités imprimées surdimensionnées. Elles partent du principe qu'agrandir une image de magazine haute résolution à hauteur d'homme suffira à booster les ventes. Cette approche ignore totalement les contraintes spatiales des grandes surfaces commerciales.
Je constate constamment ce problème lorsque les acheteurs utilisent des bordures rectangulaires génériques autour de leurs découpes. J'ai même vu un vendeur déplacer une découpe mal conçue, aux bords plats, jusqu'à une tête de gondole, pour la voir se fondre parfaitement dans le décor des étagères. La solution ? Une rupture visuelle percutante. Nous concevons nos découpes spécifiquement pour respecter le continuum spatial 3-3-3¹.Si la silhouette ne possède pas une forme découpée sur mesure et imposante pour capter le regard à 9,1 mètres de distance²,elle est inefficace. En étendant le visuel au-delà des limites standard et en l'enrichissant d'une couleur Pantone (PMS), nous éliminons toute confusion visuelle. Le système de verrouillage arrière, d'un clic net, assure un positionnement ergonomique optimal, attirant les clients et réduisant vos coûts d'acquisition client en rayon.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Bordures rectangulaires standard | Profils découpés à l'emporte-pièce aux contours personnalisés3 | Augmente la perturbation visuelle |
| En négligeant la géométrie du support arrière | Déploiement d'un chevalet à double verrouillage à l'arrière4 | Empêche les basculements accidentels |
| S'appuyant sur l'impression CMJN standard | Inondation avec des couleurs d'accompagnement PMS5 | Élimine le grain des points de trame |
Je rappelle toujours à mes clients qu'une découpe plate est inutile si elle n'interrompt pas le passage. Je conçois des profils percutants pour garantir que votre marque attire physiquement l'attention du client avant même qu'il ne puisse passer devant.
🛠️ Le bureau d'Harvey : Vous hésitez à opter pour un profil de découpe suffisamment agressif ? Envoyez-moi votre fichier de découpe à plat. Je repérerai les points de friction avant l'impression. 👉 Obtenez une analyse gratuite de votre fichier ↗ — Accès direct à mon bureau. Zéro spam commercial, promis.
Comment fabriquer un présentoir en carton ?
La fabrication d'un présentoir robuste nécessite des calculs de matériaux précis, et non pas simplement du pliage de papier. Son intégrité structurelle dépend entièrement de la flexibilité du panneau.
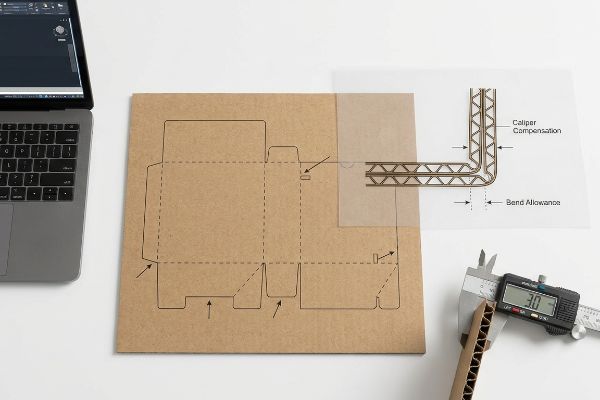
La fabrication d'un présentoir en carton nécessite le calcul précis des tolérances de pliage et des compensations d'épaisseur avant la découpe du support ondulé. Les ingénieurs structurels doivent ajuster la largeur des rainures sur le gabarit numérique afin qu'elle corresponde parfaitement à l'épaisseur physique des cannelures choisies, garantissant ainsi un assemblage sans frottement sur la ligne d'emballage.
Vous pouvez dessiner le plus beau concept structurel au monde, mais si les calculs de CAO (Conception Assistée par Ordinateur) sont erronés d'un millimètre, l'unité physique échouera.
Calcul de la compensation d'étrier pour les marchands de carton
De nombreuses équipes marketing partent du principe qu'un fichier de conception numérique créé avec un logiciel d'illustration standard se traduira parfaitement en une structure physique. Elles conçoivent des languettes emboîtables et des fentes de pliage d'une largeur identique(6) à celle du panneau correspondant.
Imaginez que vous essayez de fermer un livre épais : la reliure a besoin d’espace pour envelopper les pages. Lorsque j’examine les dossiers clients, l’erreur la plus fréquente est d’ignorer l’épaisseur physique d’un carton cannelé de 3 mm (0,12 pouce)<sup>7. J’ai vu des équipes de conditionnement s’épuiser à essayer d’insérer une languette dans une fente qui ne tenait pas compte du rayon de pliage, finissant par utiliser un ruban adhésif transparent disgracieux qui nuit à l’image de marque. Le craquement sonore du carton brut qui se déchire sous la pression est une conséquence directe de l’absence de compensation de l’épaisseur de pliage. Je résous ce problème en utilisant des algorithmes paramétriques pour ajouter automatiquement des tolérances de pliage à chaque fente. Cet ajustement mathématique précis garantit une mise en place sans accroc, réduisant le temps d’assemblage manuel d’environ 25 %<sup>8</sup> et permettant de réaliser d’importantes économies de main-d’œuvre.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dessin des largeurs de fente 1:1 | Ajout de tolérances de pliage mathématiques9 | Permet une configuration sans friction |
| Utilisation d'illustrations vectorielles non assemblées | Modèles CAO paramétriques d'ingénierie10 | Empêche le flambage des languettes |
| En négligeant l'épaisseur du matériau | Établir des règles strictes pour les calibres de flûte11 | Élimine les réparations manuelles de ruban adhésif |
Je refuse qu'une erreur de calcul ralentisse une ligne de conditionnement. Je reconstruis chaque gabarit structurel pour garantir que, lorsque la plaque se plie à 90 degrés, la tension du matériau soit parfaitement équilibrée.
🛠️ Bureau de Harvey : Vos languettes d'emboîtement sont-elles réellement conçues pour l'épaisseur spécifique d'une touche en cannelure de si ? 👉 Demander une vérification structurelle ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Comment fabriquer un support d'écran en carton ?
Pour supporter des composants électroniques de haute valeur, il est nécessaire d'optimiser la répartition de la charge. On ne peut pas simplement empiler des écrans lourds sur du papier plié standard sans compenser le poids excessif en partie supérieure.
La fabrication d'un support d'écran en carton implique la conception d'un panneau arrière trapézoïdal doté d'une structure interne en carton ondulé double couche afin de répartir le poids de manière optimale. Cette structure interne maintient solidement l'écran électronique, le protégeant ainsi des contraintes cinétiques exercées sur les parois extérieures et évitant toute déformation sous l'effet de charges dynamiques.

Supporter cinquante livres d'électronique semble impossible sur le papier, jusqu'à ce que l'on comprenne comment rediriger la force descendante.
Neutralisation du poids parasite des écrans de moniteur
Lors de l'intégration d'écrans numériques dans les points de vente, les équipes marketing fixent souvent le moniteur, assez lourd, directement sur un panneau arrière plat standard. Elles supposent que la résistance à la compression verticale de la tôle onduléeest suffisante pour supporter le matériel.
Supporter un écran, c'est comme porter un lourd sac à dos : si le poids est trop éloigné de votre centre de gravité, vous finirez par vous affaisser. Je le constate fréquemment lorsque les marques tentent de fixer un écran de 6,8 kg sur un support à simple paroi. J'ai dû inspecter une fois un lancement en magasin raté où le bord avant de l'écran s'affaissait visiblement, car le couple exercé par l'écran vers l'avant avait lentement écrasé les rainures internes en deux semaines. La solution ? Isoler ce poids parasite. J'impose un panneau arrière trapézoïdal dissimulé, renforcé par une structure à double couche.La robustesse de ce support interne surdimensionné absorbe toute la force de cisaillement, garantissant ainsi la parfaite verticalité des parois extérieures et protégeant vos précieux appareils électroniques du sol.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Fixation des écrans sur des panneaux plats | Intégration d'un panneau arrière trapézoïdal14 | Empêche le basculement vers l'avant |
| S'appuyant sur des linteaux à simple paroi | Ajout d'une reliure ondulée à double couche15 | Permet de sécuriser les appareils électroniques lourds |
| En négligeant le couple de direction, on peut faire abstraction du couple de direction | Contrebalancer le point de gravité central16 | Élimine l'affaissement structurel |
Je ne confie jamais du matériel coûteux à une simple feuille de papier. Je conçois des structures internes renforcées pour que vos écrans restent parfaitement en place, quelles que soient les conditions en magasin.
🛠️ Bureau Harvey : Vous craignez que l’intégration de votre écran ne fasse basculer toute la structure vers l’avant ? Envoyez-moi les spécifications de votre équipement et je calculerai le renforcement structurel nécessaire. 👉 Demandez votre consultation structurelle ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment fabriquer un panneau d'affichage en carton ?
Les panneaux plats destinés à la vente nécessitent une gestion chimique rigoureuse lors de la lamination. L'obtention d'un panneau parfaitement droit implique de contrôler la tension physique de l'adhésif pendant son séchage.
La fabrication d'un panneau d'affichage en carton consiste à coller une feuille de couverture imprimée lithographiquement sur un support rigide ondulé à l'aide d'adhésifs spécifiques. Les fabricants doivent maîtriser l'application de la colle humide et utiliser des poids de séchage précis afin d'éviter que le carton poreux n'absorbe l'humidité et ne se déforme.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la chimie entre en jeu.
Pourquoi les panneaux d'affichage standard se déforment-ils en usine ?
Nombre de designers partent du principe que coller une feuille imprimée de qualité supérieure sur un support épais en carton ondulé permet d'obtenir automatiquement un panneau parfaitement plat et rigide. Ils considèrent le papier comme un objet statique et inerte, insensible à son environnement.
Dans mon atelier, je constate régulièrement que cette hypothèse théorique est erronée lors des premiers tests avec de grands panneaux latéraux de 152,4 cm (60 pouces). Le procédé de lithographie-lamination utilise un adhésif PVA (acétate de polyvinyle) à base d'eau¹⁷. Lorsqu'on étale cette colle humide sur une grande surface, le support poreux absorbe l'humidité comme une éponge. En mesurant les panneaux sortant d'une ligne standard sans contrôle de tension, j'observe souvent une forte courbure vers l'intérieur de 11,4 mm (0,45 pouce), car la colle en séchant se rétracte et étire les fibres du papier. L'odeur caractéristique du PVA en cours de polymérisation me rappelle constamment qu'il s'agit d'une réaction chimique. Je corrige ce problème en appliquant un protocole strict de polymérisation sous pression de 24 heures et en ajoutant une fine sous-couche pour équilibrer la tension superficielle¹⁸.En éliminant cette déformation vers l'intérieur, je garantis que les panneaux s'insèrent parfaitement dans leurs supports de vente, ce qui réduit les difficultés de conditionnement et permet à mes clients d'économiser environ 15 % de matériaux déformés et gaspillés.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| négliger l'humidité de l'adhésif | Appliquer une cure de poids mort stricte | Garantit des panneaux parfaitement plats |
| Plastification simple face | Application d'une doublure arrière équilibrante | Empêche la courbure vers l'intérieur |
| Accélérer le processus de séchage | Imposer une période de stabilisation de 24 heures | Élimine le gaspillage de planches déformées |
Je contrôle la dilatation due à l'humidité au millimètre près, car une planche déformée est inutilisable. Je veille à l'équilibre des tensions pour que votre logo reste parfaitement droit dans l'allée.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'absorption d'humidité exact du carton de votre fournisseur actuel avant l'application de l'adhésif de lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui évalue l'épaisseur des languettes au hasard, mais si ces languettes trop grandes déchirent le carton brut lors de l'assemblage, ralentissant votre ligne de conditionnement d'environ 25 % et grignotant vos marges bénéficiaires, le gabarit bon marché devient un véritable handicap. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Cessez de deviner les tolérances dimensionnelles et laissez-moi analyser vos fichiers grâce à mon Audit de découpe gratuit ↗ afin de détecter ces points de friction invisibles avant l'impression.
« L’importance de la règle des 3 pour vos présentoirs personnalisés », https://mcintyredisplays.com/blog/custom-store-displays/. [Les directives de conception en point de vente expliquent la règle des 3-3-3 concernant le temps et la distance nécessaires pour capter l’attention du client]. Niveau de preuve : Spécification technique ; type de source : Manuel de conception sectoriel. Appui : L’utilisation de règles spatiales spécifiques pour créer un effet de rupture visuelle. Note de portée : Spécifique au marketing sur le lieu de vente (PLV) .
« Différents types de présentoirs PLV – Présentoirs en carton découpé », https://www.cardboardcutoutstandees.com/pop-display-types.html?srsltid=AfmBOor4vRW8zzFRtKREXUmRTrOKs-c1XmwxFHK7ucSBFA6G4vwhZKrj. [Les études de marketing en point de vente fournissent des données empiriques sur la distance optimale pour que des silhouettes à fort contraste interrompent le flux de clients]. Type de preuve : Mesure empirique ; type de source : Étude de marché. Justifie : La distance de visibilité spécifique requise pour le succès d’une campagne. Remarque : L’efficacité peut varier selon l’agencement et l’éclairage du magasin .
« Tendances emballage : Formes et découpes – JohnsByrne », https://www.johnsbyrne.com/blog/packaging-trend-shape-die-cutting/. [Des études de merchandising visuel démontrent que les formes non standard créent davantage de distraction visuelle et perturbent le parcours d'achat du consommateur, comparativement aux rectangles standards. Type de preuve : résultat empirique ; source : étude de psychologie du commerce de détail. Confirme : l'affirmation selon laquelle les formes non standardisées augmentent la perturbation visuelle. Remarque : les résultats varient en fonction de l'agencement et de l'éclairage du magasin. ]
« Comment installer une silhouette en carton (chevalet ancien) – YouTube », https://www.youtube.com/watch?v=PIkklJ8Sngg. [Les documents de conception structurelle des présentoirs de point de vente détaillent comment les mécanismes de verrouillage améliorent l'intégrité structurelle et la stabilité du centre de gravité. Preuve : spécification technique ; type de source : guide de fabrication. Objectif : prévenir les basculements accidentels. Remarque : l'efficacité dépend du poids total de la silhouette et de son exposition au vent. ]
« Différence entre les couleurs d'accompagnement et les couleurs CMJN », https://www.deprintedbox.com/blog/spot-vs-process-color/. [Les guides techniques d'impression expliquent que les couleurs d'accompagnement offrent une couverture d'encre uniforme, tandis que l'impression CMJN utilise une trame de petits points de trame pour créer les couleurs. Preuve : spécification technique ; source : manuel de l'industrie de l'imprimerie. Appuie : l'affirmation selon laquelle les couleurs PMS éliminent le grain des points de trame. Remarque : s'applique spécifiquement à l'impression offset et à l'impression numérique grand format.] ↩
« Le guide ultime des boîtes en carton ondulé – Shorr Packaging », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Les manuels techniques d'emballage précisent que la largeur des encoches doit être ajustée en fonction de l'épaisseur du matériau afin d'assurer un bon assemblage et d'éviter tout blocage structurel]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Justifie : la nécessité d'une compensation d'épaisseur dans la conception des emballages en carton ondulé. Remarque : la tolérance varie selon le profil de cannelure utilisé.] ↩
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les spécifications techniques des normes de l’industrie de l’emballage en carton ondulé permettent de vérifier l’épaisseur standard du matériau de cannelure B]. Rôle de la preuve : vérification factuelle ; type de source : manuel de spécifications techniques. Appuie : précision dimensionnelle du matériau. Remarque : l’épaisseur peut varier légèrement selon le fabricant .
« Quel est le délai de production des emballages cosmétiques ? – PopDisplay », https://popdisplay.me/what-is-the-turnaround-time-for-cosmetics-packaging/ . [Des études d'ingénierie industrielle ou des études de cas en emballage permettraient de recueillir des données sur la réduction du temps d'assemblage grâce à l'utilisation de gabarits paramétriques précis ] . Rôle de la preuve : validation quantitative ; type de source : livre blanc industriel. Facteurs de preuve : gains d'efficacité grâce à la compensation des dimensions. Remarque : le pourcentage peut varier en fonction de la complexité du présentoir.
« Constructions en carton : Calcul de la tolérance de pliage 1 », https://www.youtube.com/watch?v=j1n5ojAbAic . [Les manuels techniques d'emballage expliquent comment les tolérances de pliage tiennent compte de l'épaisseur du matériau pour garantir un pliage et un ajustement précis]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Appuie : la nécessité des tolérances de pliage pour un assemblage précis. Note de portée : S'applique aux matériaux en carton ondulé.
« Conception optimale des emballages en carton ondulé double paroi – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/ . [La documentation de conception industrielle démontre comment les contraintes paramétriques des logiciels de CAO préservent l'intégrité structurelle et préviennent la rupture des joints]. Rôle de la preuve : méthode technique ; type de source : guide de conception industrielle. Appui : utilisation de gabarits paramétriques pour prévenir le flambage des languettes. Note de portée : axé sur l'ingénierie vectorielle des emballages.
« [PDF] Spécifications du carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Les fiches techniques de science des matériaux détaillent comment la prise en compte des mesures précises de l'épaisseur des cannelures permet d'éviter les jeux et les défaillances structurelles dans les constructions en carton]. Rôle de la preuve : spécification technique ; type de source : fiche technique du matériau. Appuie : le rôle des règles de mesure dans l'élimination des jeux d'assemblage. Note de portée : Spécifique à l'épaisseur du carton ondulé .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Les données techniques relatives à l’essai d’écrasement des bords (ECT) et aux limites de compression verticale du carton ondulé permettraient de vérifier si les feuilles standard peuvent supporter la charge concentrée d’un écran lourd]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Arguments : l’inadéquation des panneaux plats pour les équipements lourds. Note de portée : la résistance à la compression dépend de la taille des cannelures et de la qualité du revêtement .
« Synthèse sur l’homogénéisation des matériaux ondulés. État de l’art… », https://bioresources.cnr.ncsu.edu/resources/review-on-homogenization-of-corrugated-materials-state-of-the-art-in-modeling-of-corrugated-board/ . [Un guide technique sur l’architecture des matériaux ondulés expliquerait comment les géométries trapézoïdales et les nervures multicouches augmentent la résistance à la compression verticale et aux forces de cisaillement]. Rôle de la preuve : validation technique ; type de source : manuel technique. Apports : efficacité de la conception pour la répartition des charges. Note de portée : spécifique au carton ondulé haute densité.
« Puis-je personnaliser le design des présentoirs en carton ? – Personnalisation… », https://popdisplay.me/can-i-customize-the-design-of-the-cardboard-displays/ . [Les principes d’ingénierie en géométrie des structures expliquent comment une base inclinée ou trapézoïdale décale le centre de gravité vers l’arrière afin d’éviter le basculement des charges importantes vers le haut]. Rôle de la preuve : vérification technique ; type de source : manuel d’ingénierie des structures. Objectif : prévention du basculement vers l’avant. Remarque: Spécifique aux présentoirs à centre de gravité élevé.
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les données scientifiques sur les matériaux du carton ondulé quantifient l’augmentation de la résistance à la compression verticale et de la rigidité apportée par le double cannelure]. Rôle de la preuve : spécification du matériau ; type de source : norme d’ingénierie de l’emballage. Supports : Support sécurisé pour les composants électroniques lourds. Remarque : La capacité de charge dépend de la taille et de la qualité des cannelures.
« Mini-projet : Équilibre et centre de gravité », https://www.cs2n.org/u/mp/badge_pages/87. [Les principes physiques relatifs au couple et aux moments démontrent comment l'alignement du centre de gravité sur la base d'appui élimine les contraintes de flexion et l'affaissement]. Rôle de la preuve : validation théorique ; type de source : manuel de physique mécanique. Objectif : Élimination de l'affaissement structurel. Remarque sur la portée : S'applique à la répartition des charges statiques .
« Boîtes en carton ondulé lithographiées et laminées – Boxes 4 Products », https://boxes4products.com/litho-laminated-boxes/. [Les spécifications techniques relatives à l’impression et au laminage du carton ondulé indiquent généralement que la colle PVA à base d’eau est l’adhésif principal utilisé pour le collage des feuilles lithographiques sur les supports]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Éléments à prendre en compte : composition du matériau. Remarque concernant le champ d’application : s’applique principalement aux procédés à base d’eau .
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Les guides d’ingénierie de l’emballage démontrent que l’application d’une sous-couche d’équilibrage au dos du carton compense la tension créée par l’adhésif de la feuille de parement]. Rôle de la preuve : solution technique ; type de source : guide d’ingénierie. Appui : atténuation du gauchissement. Note de portée : le poids spécifique de la sous-couche dépend de l’épaisseur de la feuille de parement .



