
Nombre de marques négligent l'emballage, misant sur des boîtes génériques pour maximiser les volumes de vente . Mais dans des rayons saturés, ces emballages standardisés deviennent tout simplement invisibles aux yeux du consommateur moderne.
Oui. La personnalisation des présentoirs en carton détermine la conception structurelle et graphique des supports de vente. Ce processus adapte les matériaux en carton ondulé, les découpes et l'impression offset aux dimensions spécifiques des produits et aux chartes graphiques, garantissant ainsi une visibilité optimale en point de vente et le respect des contraintes liées aux magasins physiques à l'échelle mondiale.

Avant d'aborder les tolérances d'ingénierie d'un déploiement personnalisé, établissons la terminologie de base qui sous-tend ces décisions de fabrication.
Comment s'appellent les présentoirs en carton ?
Comprendre le jargon du secteur ne sert pas seulement à paraître intelligent ; cela évite des malentendus catastrophiques lors de l'envoi de fichiers à l'atelier de montage.
Les présentoirs en carton sont principalement appelés PLV (Publicité sur le Point de Vente). Ces catégories générales englobent des formats spécifiques tels que les présentoirs de sol, les têtes de gondole, les présentoirs de comptoir, les jupes de palettes et les plateaux prêts à la vente, tous conçus pour optimiser la visibilité temporaire en point de vente.

Cependant, inverser ces termes sur un bon de commande peut déclencher un désastre majeur en matière de conformité avant même le début de l'impression.
POP vs. POS : Le piège de la conformité spatiale
Les acheteurs utilisent souvent les termes « PLV » et « PLV sur le lieu de vente » indifféremment, pensant qu'il s'agit simplement d'un présentoir destiné à contenir des produits en magasin. Ils demandent alors à leur fournisseur une conception « modulable » permettant de réduire mathématiquement de moitié un présentoir de sol afin de l'installer près de la caisse. Cette solution semble logique pour réduire les coûts de conception et optimiser la campagne.
Même les équipes d'approvisionnement les plus expérimentées tombent dans ce piège. Je vois régulièrement des acheteurs tenter d'installer de force un présentoir PLV de taille réduite dans une zone de caisse. La dure réalité les rattrape lorsque le vendeur peine à caler le présentoir surdimensionné sur le comptoir, et entend le craquement sonore de la base en carton ondulé qui se plie contre les étagères à bonbons. Les présentoirs PLV doivent impérativement respecter les de palette de 121,9 × 101,6 cm (48 × 40 pouces) définies par la GMA (Grocery Manufacturers Association)¹, tandis que les présentoirs de caisse doivent impérativement respecter la de 38,1 à 121,9 cm (15 à 48 pouces)² , conformément à la loi américaine sur les personnes handicapées (ADA). Ignorer cette distinction structurelle entraîne la mise au rebut immédiate de votre présentoir non conforme par les responsables de magasin, réduisant à néant l'espace commercial prévu pour votre projet.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Mélanger les étiquettes PLV et PDV | pipelines d'ingénierie séparés | Garantit la conformité spatiale légale |
| Réduction de 50 % des unités de surface au sol | Réingénierie des limites d'accessibilité de l'ADA | Empêche le rejet du détaillant |
| En ignorant les limites de la palette | Ancrage aux dimensions GMA | Permet de gagner un espace précieux en caisse |
Je n'autorise jamais le chevauchement des échelles entre les unités de plancher et les unités de caisse. La séparation précoce de ces fichiers structurels garantit une conformité stricte de votre empreinte au sol et protège votre précieuse marge contre les refacturations imprévues des détaillants.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre nouvel agencement de produits enfreint les règles d'aménagement de votre magasin ? 👉 Demandez un contrôle de conformité spatiale ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment faire tenir debout un présentoir en carton ?
Défier la gravité sur le sol bondé d'un magasin exige plus que du papier épais ; cela requiert une physique architecturale précise.
La fabrication d'un présentoir en carton nécessite une conception optimisée de l'orientation verticale des cannelures, une répartition adéquate du poids et une structure renforcée. Ce procédé utilise des lignes de pliage stratégiques, des languettes de base emboîtables et des panneaux arrière inclinés pour abaisser le centre de gravité et garantir une stabilité optimale sous charge dynamique.

Connaître les pliages de base est un bon début, mais l'équilibrage de marchandises lourdes change complètement la donne.
La crise du poids parasite dans les présentoirs verticaux
Lors de la conception d'un présentoir vertical, de nombreux concepteurs se contentent d'empiler des étagères rectangulaires standard directement sur un panneau arrière plat. Ils partent du principe qu'en utilisant des panneaux robustes de 32 ECT (Edge Crush Test)³, la résistance du matériau brut maintiendra naturellement la structure droite sous une charge complète de conserves ou de produits cosmétiques.
Cette approche à panneau plat ignore complètement la répartition du poids vers le bas. J'ai vu un client tenter de placer de lourds flacons de shampoing sur un présentoir basique à panneau plat ; la rigidité du papier a cédé et l'ensemble s'est incliné dangereusement vers l'avant, à la manière de la tour de Pise. Pour remédier à ce problème, j'utilise un panneau arrière trapézoïdal avec une structure en carton ondulé double couche<sup>4 afin de gérer la répartition du poids. En inclinant le support, nous déplaçons le centre de gravité vers l'arrière<sup>5</sup>, ce qui maintient le présentoir parfaitement droit et évite un effondrement embarrassant qui entraînerait un refus immédiat de la part du distributeur.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| panneaux arrière verticaux plats | Structures dorsales trapézoïdales | Empêche le basculement vers l'avant |
| Se fier uniquement à la force de l'ECT | Dos ondulé à double couche | Supporte des charges de bouteilles plus lourdes |
| Empilage déséquilibré des étagères | Déplacer le centre de gravité vers l'arrière | Améliore la sécurité des consommateurs |
J'utilise systématiquement une géométrie à double colonne vertébrale pour reculer le centre de gravité. Cela élimine le déséquilibre vers l'avant et garantit la stabilité de votre structure du début à la fin.
🛠️ Le bureau d'Harvey : Votre prototype actuel penche-t-il sous le poids de votre produit ? 👉 Envoyez-moi votre fichier CAO structurel ↗ — Téléchargement sécurisé. Ma boîte de réception est ouverte si vous avez des questions.
Comment créer un affichage visuel ?
Capter l'attention d'un client à six mètres de distance est un défi de taille, et les graphismes de piètre qualité seront systématiquement perdants.
La création d'un affichage visuel exige une impression offset haute fidélité, des finitions UV sélectives et une gestion rigoureuse des couleurs. Ce processus transforme les illustrations numériques en lithographie-lamination physique, en utilisant des limites d'encre spécifiques et un encadrement découpé à l'emporte-pièce pour maximiser le contraste de la marque et capter l'attention du consommateur en trois secondes.

L'impression de pixels sur un écran d'ordinateur rétroéclairé est radicalement différente de l'impression d'encre sur des fibres de papier brut.
Prévenir le désastre de la trame CMJN boueuse
Les équipes marketing exportent fréquemment leurs logos de marque dynamiques et leurs fonds unis au format CMJN (Cyan, Magenta, Jaune, Noir). Elles supposent que l'impression professionnelle mélangera comme par magie ces quatre encres pour reproduire parfaitement les couleurs vives etunies qu'elles voient sur leurs écrans.
Il s'agit d'une illusion d'optique dangereuse. Lorsque j'imprime des fichiers CMJN standard sur du papier testliner ondulé poreux, les minuscules points de trame superposés sont absorbés de manière irrégulière par les fibres<sup>7</sup>, ce qui donne un logo granuleux et délavé, particulièrement illisible sous l'éclairage fluorescent intense des magasins. Imaginez que vous essayez de tracer un trait net sur une feuille de papier essuie-tout humide. Pour résoudre ce problème, j'impose un protocole d'impression en aplat de couleur, remplaçant le mélange optique de points par une encre PMS (Pantone Matching System) unique et prémélangée<sup>8. Ce réglage précis garantit une identité visuelle dense et d'une grande netteté, rehaussant considérablement la valeur perçue de votre produit en magasin.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation du CMJN pour les logos en aplats | Couleurs d'accompagnement PMS9 | Garantit une précision des couleurs éclatante |
| En négligeant l'absorption des fibres de papier | Couche d'encre prémélangée10 | Élimine les imperfections granuleuses des trames de fond |
| Faire confiance aux moniteurs rétroéclairés | Essai physique d'échantillons11 | Des craquements apparaissent sous les lumières crues des magasins |
Je refuse que les marques haut de gamme se contentent de demi-teintes CMJN ternes. Isoler vos couleurs clés dans des calques d'accompagnement dédiés préserve votre identité visuelle et garantit une finition de qualité supérieure.
🛠️ Le bureau de Harvey : Vous craignez que les couleurs éclatantes de votre marque paraissent délavées sur du carton brun ? 👉 Obtenez un audit prépresse gratuit ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
Comment créer une vitrine ?
Survivre au voyage entre le quai de l'usine et la surface de vente est l'épreuve ultime pour tout marchandiseur.
La conception d'un présentoir en magasin implique la fabrication d'emballages plats en carton ondulé composés de plusieurs éléments, faciles à assembler directement sur place. Cela nécessite des découpes précises, des notices d'assemblage claires et des cartons d'emballage optimisés, conçus pour résister aux contraintes du transport et du stockage en entrepôt, même en conditions d'humidité élevée.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les variables environnementales entrent en jeu.
Pourquoi les tolérances standard des rainures échouent-elles en usine ?
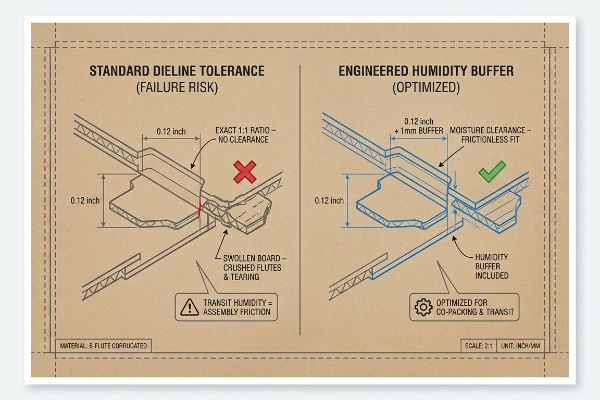
Lors du développement d'un déploiement complet en magasin, les concepteurs travaillant dans des bureaux climatisés définissent souvent les tolérances d'emboîtement des encoches en fonction de l'épaisseur sèche absolue du carton ondulé. Ils supposent qu'une encoche précise de 0,12 pouce (3,17 mm) acceptera de manière permanente et parfaite une languette de cannelure B de 0,12 pouce (3,17 mm).
Dans mon atelier, je constate régulièrement que cette hypothèse erronée compromet totalement les opérations de conditionnement. Lorsque ces emballages plats sont expédiés par voie maritime ou stockés dans des centres de distribution régionaux humides, le papier d'emballage poreux 32ECT absorbe l'humidité ambiante et gonfle physiquement<sup>13</sup>. Je le vérifie à l'aide de mesures micrométriques précises, et une rainure parfaitement conçue devient soudainement trop étroite de 1,01 mm (0,04 pouce). Les opérateurs de la chaîne de montage finissent par écraser les cannelures ; j'entends le bruit distinct et déchiré du carton brut lorsqu'ils forcent l'assemblage des pièces. En intégrant automatiquement une marge d'humidité mathématique directement dans le tracé de découpe CAO (Conception Assistée par Ordinateur), j'élimine ce frottement. Cette correction de 1,01 mm permet de réduire le temps d'assemblage du conditionnement jusqu'à 25 secondes par unité<sup>14</sup>, ce qui permet aux clients de réaliser d'importantes économies sur les coûts de main-d'œuvre et d'éviter les déchirures des feuilles supérieures.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En supposant une épaisseur de panneau sec | Tampons d'humidité paramétriques15 | Empêche les feuilles supérieures de papier déchirées |
| Rapports exacts de 1:1 entre la fente et la languette | Ajout d'un jeu d'humidité de 1 mm16 | Accélère les lignes de conditionnement à façon |
| Ignorer l'environnement de transit | Test des étriers à cannelures gonflées17 | Assure un assemblage sans frottement |
Je ne laisse jamais les tolérances dimensionnelles au hasard. L'intégration de marges environnementales dans les fichiers de découpe garantit un assemblage impeccable de vos présentoirs, quelles que soient les conditions d'humidité durant le transport.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux de dilatation hygrométrique exact de la cannelure B de votre fournisseur actuel ? 👉 Envoyez-moi votre fichier de gabarit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement dans une production de masse.
Conclusion
Vous pouvez trouver des emballages bon marché et théoriques partout, mais si les tolérances de découpe en environnement sec ne sont plus respectées et que le carton cannelé se dilate dans un entrepôt humide, le frottement qui en résulte ralentira votre chaîne de montage d'environ 30 % et anéantira complètement la marge bénéficiaire de votre projet. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances environnementales : laissez-moi auditer personnellement vos fichiers de structure grâce à mon Audit Pré-Factory Gratuit ↗ afin de détecter les erreurs de dilatation avant qu'elles ne compromettent votre production.
Palettes GMA 48×40 | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. [Une source standard du secteur de la logistique et du commerce de détail confirme les dimensions spécifiques de la palette GMA utilisée dans le commerce de détail nord-américain.] Rôle de la preuve : spécification technique ; type de source : norme industrielle. Applicabilité : exigences dimensionnelles pour les présentoirs PLV. Portée : applicable à la logistique du commerce de détail nord-américain .
« Chapitre 3 : Éléments fonctionnels – Access-Board.gov », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. [Les normes ADA relatives à la conception accessible définissent la portée vers l’avant des éléments accessibles afin de garantir l’accessibilité aux personnes en fauteuil roulant.] Rôle de la preuve : conformité légale ; type de source : réglementation gouvernementale. Appui : restrictions de hauteur pour les présentoirs de points de vente. Note relative à la portée : spécifique à la loi fédérale américaine .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooNh0OA_tdD7MbTz60QC9_kE4_O75rFD1TB-InLgCk-lrMKoDwh . [Les normes industrielles relatives aux emballages en carton ondulé spécifient la capacité de charge et les limites de compression du carton de classe ECT 32]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : exigences de résistance des matériaux pour les présentoirs de vente au détail. Remarque : la capacité de charge est influencée par les dimensions du carton et l'humidité ambiante.
« Quelles sont les principales différences en matière d’exigences d’affichage en magasin… », https://popdisplay.me/what-are-the-key-differences-in-retail-display-requirements-between-walmart-and-target-for-baby-aisle-products/ . Les guides d’ingénierie structurelle pour les emballages en carton ondulé expliquent comment la géométrie trapézoïdale et les nervures superposées améliorent la capacité de charge verticale et préviennent le flambage. Preuve : spécification technique ; type de source : manuel d’ingénierie. Justification : intégrité structurelle pour charges lourdes. Remarque : Spécifique aux applications en carton ondulé.
« WAC 296-307-52030 : – | WA.gov », https://app.leg.wa.gov/wac/default.aspx?cite=296-307-52030. Les principes de l’équilibre statique démontrent que le déplacement du centre de masse vers l’arrière augmente la résistance d’une structure au basculement vers l’avant. Preuve : principe physique ; type de source : manuel scolaire. Appui : stabilité sous charge dynamique. Note de portée : Physique mécanique générale appliquée aux écrans .
« Impression CMJN vs RVB : Explication avancée », https://printninja.com/cmyk-printing-vs-rgb/. [Des sources faisant autorité en colorimétrie expliquent la différence de gamme entre le modèle colorimétrique additif RVB des écrans et le modèle soustractif CMJN utilisé en impression commerciale]. Rôle de la preuve : explication technique ; type de source : norme de l'industrie de l'impression. Appuie : l'affirmation selon laquelle le CMJN ne peut pas reproduire toutes les couleurs vives affichées à l'écran. Note sur la portée : concerne spécifiquement l'impression offset standard .
« Évolution de l’impression de boîtes en carton ondulé avec les encres aqueuses », https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/ . [Les guides techniques sur la porosité du support et l’absorption de l’encre expliquent comment les points de trame bavent et perdent en saturation sur les supports en carton ondulé non couchés ] . Rôle de la preuve : vérification technique ; type de source : manuel de l’industrie de l’imprimerie. Sujet : défaillance du CMJN sur les matériaux poreux. Note de portée : s’applique spécifiquement aux supports en carton ondulé non couchés.
« PMS vs CMJN pour l’emballage : lequel est le meilleur ? », https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Les normes industrielles en matière de graphisme d’emballage recommandent les couleurs d’accompagnement PMS plutôt que les couleurs quadri CMJN afin de garantir des couleurs de marque denses et homogènes sur les supports absorbants]. Rôle de la preuve : validation des meilleures pratiques ; type de source : manuel d’arts graphiques. Appuie : l’efficacité des couleurs d’accompagnement pour une netteté visuelle optimale. Note sur la portée : se concentre sur l’identité de marque à contraste élevé .
« CMJN vs. Couleurs d'accompagnement : Quel procédé est le meilleur ? | Prime Line Packaging », https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Les normes d'impression expliquent comment le système Pantone Matching System (PMS) garantit une reproduction des couleurs homogène et éclatante sur différents supports, contrairement au procédé CMJN quadrichromique]. Rôle de la preuve : Validation technique ; type de source : Manuel industriel. Appui : Utilisation des couleurs d'accompagnement pour une précision optimale. Remarque sur le champ d'application : Principalement applicable à l'impression offset et sérigraphique .
« Glossaire de l'impression – Champ Printing Company Inc. | Pittsburgh, PA », https://champprinting.com/resources/print-glossary/. [Les guides techniques sur la chimie des encres expliquent comment le couchage en surface crée une barrière qui empêche l'encre de pénétrer dans les fibres du papier, évitant ainsi le gain de point et les effets de trame granuleux]. Rôle de la preuve : Validation du procédé ; type de source : Spécification technique. Contribue à : l'élimination des effets de trame granuleux et boueux. Remarque sur la portée : Spécifique aux supports papier absorbants. ↩
Parlons couleur ! Vous avez reçu votre échantillon, mais la couleur imprimée… », https://www.instagram.com/p/DTsyoa7AXly/. [Les directives de gestion des couleurs détaillent la différence entre la synthèse additive des couleurs RVB des écrans et la synthèse soustractive des couleurs à l’impression, ce qui nécessite des échantillons physiques pour prédire l’apparence sous un éclairage spécifique en magasin]. Rôle de la preuve : Validation pratique ; type de source : Guide professionnel. Arguments : supériorité des échantillons physiques sur les écrans pour les tests d’éclairage. Remarque : Les résultats varient en fonction de la température de couleur (Kelvin) .
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les normes industrielles d'emballage définissent l'épaisseur nominale du carton ondulé cannelure B pour vérifier la mesure de 0,12 pouce]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Supports : la dimension d'une languette de cannelure B. Remarque : l'épaisseur réelle peut varier légèrement selon le fabricant ou la qualité .
« Spécifications des boîtes en carton ondulé 32 ECT : Guide complet – Lansbox », https://lansbox.com/32-ect-corrugated-box-specs/. [Les données scientifiques sur les matériaux du carton ondulé 32 ECT démontrent comment les revêtements de test hygroscopiques se dilatent lorsqu'ils sont exposés à une forte humidité]. Rôle de la preuve : vérification factuelle ; type de source : fiche technique ; Appuie : l'affirmation selon laquelle l'humidité provoque le gonflement du matériau ; Remarque sur la portée : l'effet varie selon le revêtement .
« Guide des gabarits de boîtes : Comment concevoir des gabarits d'emballage précis », https://gentlever.com/what-is-box-template-and-how-to-design/. [Les études d'ingénierie industrielle sur le débit des chaînes d'assemblage peuvent fournir des points de référence pour le temps gagné grâce à la réduction des frottements mécaniques lors de l'assemblage de produits en kit]. Rôle de la preuve : indicateur de performance ; type de source : étude de cas industrielle ; arguments : la réduction du temps de travail manuel annoncée ; remarque sur la portée : les résultats dépendent de la complexité de l'affichage .
« Influence de l'humidité et de la température sur les propriétés mécaniques… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La documentation scientifique sur la dilatation du carton explique comment les tampons d'humidité réduisent la tension superficielle et empêchent le déchirement de la feuille supérieure lors de l'assemblage. Rôle de la preuve : mécanisme factuel ; type de source : article scientifique sur les matériaux. Appuie : le lien entre le contrôle de l'humidité et l'intégrité de la feuille. Note de portée : spécifique aux présentoirs de vente au détail en papier.] ↩
« Boîtes en carton : types, matériaux et procédés de fabrication », https://www.iqsdirectory.com/articles/corrugated-boxes/cardboard-boxes.html. [Les normes industrielles relatives aux emballages en carton ondulé spécifient des tolérances pour tenir compte du gonflement hygroscopique du matériau. Niveau de preuve : spécification technique ; type de source : manuel d’ingénierie de l’emballage. Justifie : la nécessité d’une tolérance à l’humidité pour une cadence de conditionnement optimale. Note relative au champ d’application : s’applique aux présentoirs en carton ondulé. ]
« Spécifications du carton ondulé », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les protocoles de contrôle qualité des matériaux en carton ondulé incluent des tests de gonflement des cannelures afin de garantir un ajustement précis des pièces. Niveau de preuve : meilleures pratiques du secteur ; type de source : guide de fabrication. Appuie : l’utilisation du contrôle au pied à coulisse pour un assemblage sans frottement. Note de portée : concerne les environnements de transport à forte humidité.] ↩



