
Vous avez du mal à créer des campagnes marketing percutantes sans problèmes structurels ? La plupart des marques surpaient des solutions génériques, mais concevoir des fonctionnalités précises garantit que votre produit résistera aux aléas des grandes surfaces.
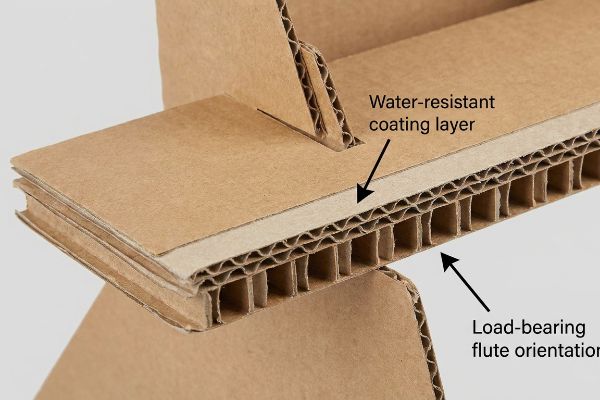
Les caractéristiques de conception des présentoirs en carton ondulé déterminent leur résistance structurelle et la visibilité de la marque. Ces attributs techniques comprennent l'orientation des cannelures porteuses, les revêtements de base résistants à l'humidité et des tolérances dimensionnelles précises. L'utilisation de ces configurations précises empêche tout effondrement sous le poids des palettes d'entrepôt, garantissant ainsi que vos articles promotionnels arrivent intacts pour une interaction optimale avec le consommateur.
Mais la compréhension des définitions de base n'empêchera pas vos unités de se déformer lorsque les machines se mettront en marche. Analysons comment ces structures fonctionnent concrètement sur le terrain.
Quels sont les quatre types d'écrans de base ?
catégoriser vos supports publicitaires est la première étape cruciale avant toute découpe. Choisir un format inadapté garantit un refus immédiat de la part du détaillant.
Les quatre types de présentoirs de base comprennent les présentoirs sur pied, les plateaux de comptoir compacts, les palettes grand format pour grandes surfaces et les présentoirs suspendus latéraux. Choisir le bon format garantit le respect strict des dimensions des allées des grandes surfaces, optimise l'interaction avec le consommateur tout en supportant le poids exact de vos produits.

Connaître les catégories de base est simple, mais c'est leur adaptation aux différentes zones de vente qui fait perdre des milliers de dollars aux marques.
La réduction des présentoirs de sol pour les comptoirs gâche tout
Même les designers les plus expérimentés partent souvent du principe qu'un présentoir sur pied à succès peut être simplement réduit de moitié pour créer une caisse enregistreuse de comptoir. Ils considèrent ces catégories comme fluides, ajustant le graphisme tout en ignorant les règles juridiques et logistiques strictes qui régissent ces deux zones distinctes dans le commerce de détail nord-américain.
Je constate fréquemment ce problème lorsque les clients tentent d'intégrer des présentoirs PLV (Publicité sur le Lieu de Vente) dans des zones de caisse étroites. Un vendeur aura du mal à caser un mini-plateau sur pied, trop grand et lourd, sur une étroite surface de caisse, finissant généralement par déchirer le carton kraft avant de le jeter. Impossible de réduire un présentoir sur palette à un plateau de comptoir: les présentoirs sur pied sont strictement soumis aux limites de charge dynamique des palettes GMA (Grocery Manufacturers Association) de 1219 × 1016 mm (48 × 40 pouces) , tandis que les présentoirs de comptoir doivent respecter la stricte plage de portée avant de 381 à 1219 mm (15 à 48 pouces) de la loi ADA (Americans with Disabilities Act) . En séparant définitivement les processus d'ingénierie de ces deux types de présentoirs, je garantis une intégration parfaite, évitant ainsi aux responsables de magasin de refuser des caisses non conformes et de compromettre la rentabilité de votre projet.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réduction des unités de plancher | Mathématiques CAO (Conception Assistée par Ordinateur) séparées | Empêche le basculement vers le haut |
| Ignorer les limites des registres | Ancrage aux règles de portée de l'ADA | Aucun refus de la direction |
| palettes de matériaux mixtes | Bases fractionnaires standard | Convient aux allées à fort passage |
Je ne laisse jamais les marques deviner les contraintes de zonage des points de vente, car une simple erreur de calcul entraîne un refus catégorique. En séparant rigoureusement ces catégories en prépresse, mon usine garantit que chaque unité est expédiée prête à être mise en rayon immédiatement et sans encombre.
🛠️ Le bureau de Harvey : Vous vous demandez si votre nouvelle campagne de vente au détail respecte les normes d’accessibilité aux caisses ? 👉 Demandez un audit de découpe ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quelles sont les caractéristiques du carton ondulé ?
Traiter le carton brut comme du plastique solide est une grave erreur. Ce matériau organique se déforme constamment, respire et réagit violemment aux frottements environnementaux lors du transport.
Les caractéristiques essentielles du carton ondulé comprennent une résistance élevée à la compression, un alignement directionnel des cannelures et une absorption naturelle de l'humidité. Ces propriétés physiques lui confèrent une résistance aux chocs dynamiques durant le transport, tout en offrant une structure légère et entièrement recyclable capable de supporter des charges verticales extrêmes sur palettes, lorsqu'elle est adaptée aux spécificités des chaînes d'approvisionnement du commerce de détail.

Ces caractéristiques organiques rendent le panneau incroyablement résistant, mais elles introduisent également des vulnérabilités cachées si votre logiciel de prépresse ignore les climats régionaux.
Le danger caché du gonflement dû à l'humidité
Il est courant de tomber dans un piège même pour les équipes d'approvisionnement expérimentées : concevoir des languettes d'emboîtement en se basant sur le calibre sec absolu du panneau4.Elles supposent qu'une fente coupée parfaitement à exactement 0,125 pouce (3,17 mm) dans un bureau climatisé acceptera facilement le panneau correspondant sur la ligne d'emballage finale.
Il ne s'agit pas que de théorie : je constate ce phénomène sur le terrain lorsque les unités arrivent dans des régions humides comme la Floride. Le support de test poreux absorbe l'humidité ambiante et se dilate,ce qui signifie qu'une fente parfaitement ajustée dans le fichier numérique devient soudainement trop étroite. Il en résulte une friction importante qui oblige l'équipe d'assemblage à écraser les cannelures internes lors de l'assemblage des pièces. Pour remédier à ce problème, j'intègre automatiquement une marge d'humidité spécifique dans nos gabarits, en ajoutant 1 mm (0,04 pouce) de jeu aux fentes de réception des mécanismes d'emboîtement. Cet ajustement mathématique compense physiquement la dilatation du papier, garantissant ainsi un assemblage sans friction et sans déchirure, ce qui réduit le temps de manutention d'environ 20 % par palette.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Dimensions des fentes d'étrier à sec | Ajouter une zone tampon d'humidité de 1 mm6 | Élimine les déchirures des feuilles supérieures |
| Ignorer les climats régionaux | Calculer l'expansion poreuse7 | Assemblage de co-packer sans frottement |
| En supposant un comportement rigide | Traiter la planche comme un organisme | Permet de réaliser d'importantes économies sur les coûts de main-d'œuvre |
Je refuse de concevoir des structures pour des conditions de laboratoire parfaites, car la réalité de la chaîne d'approvisionnement est imprévisible et humide. Intégrer des tolérances de gonflement microscopiques directement dans le fichier maître me permet de garantir votre calendrier et d'éviter tout arrêt complet de l'assemblage.
🛠️ Le bureau d'Harvey : Votre équipe de prépresse actuelle calcule-t-elle la dilatation due à l'humidité ambiante avant la gravure des matrices de découpe ? 👉 Vérifiez l'espace libre de vos fichiers ↗ — Téléchargez en toute sécurité. Ma boîte de réception est ouverte si vous avez des questions.
Quels sont les différents types d'ondulation ?
Le choix de la taille de l'arche interne détermine à la fois la limite de compression et le résultat esthétique. Utiliser une arche industrielle massive pour un plateau de présentation cosmétique haut de gamme est toujours voué à l'échec.
Les différents types de carton ondulé sont classés selon le profil de leurs cannelures, allant des cannelures C épaisses pour le transport de marchandises lourdes aux cannelures E ultra-minces pour les plateaux haut de gamme destinés à la vente au détail. Le choix précis des dimensions des cannelures détermine la rigidité structurelle du carton, sa tolérance au pliage et la régularité de sa surface, influençant directement sa résistance au transport et l'image de marque.

Choisir une micro-cannelure fine semble être une solution facile pour obtenir des graphismes nets, mais ce changement de matériau exige une refonte complète de vos calculs de pliage.
Pourquoi les cannelures E haut de gamme échouent sans compensation d'étrier
Les marques demandent fréquemment une mise à niveau vers du carton cannelé fin de type E ou micro-cannelure afin d' éliminer l'effet ondulé disgracieux visible sur les cartons d'expédition plus lourds, recherchant une esthétique haut de gamme et lisse pour leurs produits de luxe. Elles supposent à tort qu'elles peuvent appliquer exactement le même gabarit de découpe utilisé pour leurs anciennes structures en carton cannelé de type B directement sur le nouveau support plus fin sans ajuster les lignes de pliage internes.
Imaginez que c'est comme la confection d'un costume sur mesure : on ne peut pas utiliser les mêmes mesures pour de la laine épaisse et de la soie fine. Lorsque je mesure ces conversions en usine, un limage non ajusté provoque un imprécis du panneau10 , plus fin (1,5 mm), avec un rayon de courbure trop large, créant des bases instables qui manquent de la rigidité nécessaire à la stabilité en magasin. Pour remédier à cela, j'utilise des algorithmes paramétriques afin d' appliquer une compensation d'épaisseur rigoureuse, réduisant mathématiquement les tolérances de pliage11 pour correspondre à la densité exacte de la micro-cannelure. En supprimant drastiquement cet espace de rainure surdimensionné, je garantis un verrouillage des angles structurels sans le moindre décalage, offrant ainsi au client une finition haut de gamme impeccable et éliminant totalement les étagères instables qui entraînent des retours clients.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Réutilisation des gabarits épais | Compensation paramétrique de l'étrier12 | Verrouillage des angles impeccable et précis |
| En ignorant le rayon de pliage | Réglage pour micro-flûte13 | Stoppe les étagères d'exposition |
| Je me contente d'une planche à laver | Passez à la flûte E premium14 | Maximise l'impact visuel de la marque |
Je dis à tous les directeurs marketing que les matériaux haut de gamme sont totalement inutiles sans des contraintes mathématiques extrêmement précises. Corriger la tolérance de courbure des micro-cannelures garantit que vos graphismes de luxe ne soient pas compromis par une base structurellement fragile et imprécise.
🛠️ Harvey's Desk : Vos fichiers graphiques haut de gamme sont-ils adaptés à une épaisseur de cannelure industrielle inadaptée ? 👉 Demandez votre vérification de tolérance gratuite ↗ — Pas de formulaires interminables qui vous inondent d'appels commerciaux. Uniquement de la valeur ajoutée.
Que signifie le terme « design ondulé » ?
Il ne s'agit pas simplement d'apposer un graphisme coloré sur une boîte en carton. La véritable ingénierie de l'emballage exige la maîtrise des réactions chimiques et mécaniques violentes qui se produisent lors de la fabrication automatisée.
La conception de produits en carton ondulé consiste à optimiser mathématiquement les structures en carton afin d'équilibrer les limites de charge dynamique, les tolérances de fabrication automatisée et une visibilité optimale en point de vente. Cette discipline spécialisée transforme les fibres organiques brutes en présentoirs commerciaux de haute précision et résistants, parfaitement intégrés aux chaînes d'approvisionnement mondiales rigoureuses et aux environnements de vente au détail dynamiques.

Faire tenir un seul écran debout dans un laboratoire est facile, mais voici la dure réalité lorsqu'on en expédie cinq cents sur une ligne de lithographie-lamination.
La réalité chimique du gauchissement en lithographie
Les agences graphiques classiques estiment que le montage d'une belle feuille imprimée de haute qualité sur un support rigide permet d'obtenir un panneau parfaitement plat. Elles supposent que le procédé est identique à l'impression d'une affiche standard, ignorant complètement la réalité chimique volatile des adhésifs de lithographie industrielle<sup>15</sup>.
Dans mon atelier, je constate régulièrement que des campagnes publicitaires sont bloquées car le procédé utilise un adhésif PVA (acétate de polyvinyle) à base d'eau, un problème que les gabarits standard ne prennent pas en compte. Lorsque cette colle est appliquée sur un panneau latéral de 1524 mm (60 pouces), le support poreux absorbe l'humidité. En séchant à l'air ambiant, le PVA se rétracte , ce qui provoque un gauchissement de l'ensemble du présentoir et la rupture de la couche d'encre rigide. Je relève les mesures au micromètre et applique immédiatement un protocole strict de séchage, en appliquant une pression exacte sur les panneaux humides pendant 24 heures afin de garantir un séchage parfaitement plat. En équilibrant mathématiquement la tension superficielle grâce à un support arrière spécialement conçu, je garantis que le présentoir est parfaitement vertical en magasin. Cette solution majeure pour la chaîne d'approvisionnement empêche tout basculement des présentoirs et préserve ainsi le retour sur investissement visuel de la campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En négligeant le retrait du PVA humide18 | Mise en œuvre du durcissement par poids mort | Garantit des panneaux parfaitement plats |
| En supposant que le papier reste rigide | Ajouter un arrière équilibré19 | Empêche le basculement de l'écran |
| Utilisation des lignes de purge standard | Appliquer un débordement massif de 0,5 pouce20 | Masque tous les bords bruns bruts |
Je constate chaque semaine que des défaillances structurelles sont dues à une méconnaissance des principes chimiques. Un plan est mathématiquement inutile s'il ne tient pas compte de la tension superficielle de l'adhésif lors de la fabrication.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux d'humidité exact de la cannelure B de votre fournisseur actuel de carton ondulé avant la lithographie ? 👉 Envoyez-moi votre fichier de découpe ↗ — Je vérifierai les calculs avant que vous n'investissiez votre budget dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si ce panneau lithographié se déforme violemment comme une chips dans un entrepôt humide, le gauchissement de la base qui en résulte provoque un refus immédiat du détaillant, anéantissant ainsi toute votre marge bénéficiaire. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances chimiques invisibles : laissez-moi analyser personnellement vos fichiers grâce à mon audit gratuit de pré-production ↗ afin de détecter ces points de friction physiques avant le lancement de votre production.
« Étude de marché sur les vitrines de vente au détail 2034 – Dataintelo », https://dataintelo.com/report/global-retail-display-cases-market. [Les normes sectorielles ou les directives de sécurité du commerce de détail précisent les exigences légales et logistiques distinctes pour les présentoirs sur pied et les présentoirs de comptoir, telles que les normes de sécurité incendie ou l’accessibilité aux personnes handicapées]. Rôle de la preuve : validation ; type de source : directive réglementaire. Appui : l’existence de règles distinctes pour les différentes zones d’affichage en magasin. Note sur la portée : limité aux normes de vente au détail nord-américaines .
Palettes GMA « 48×40 » | Premier fabricant et fournisseur de palettes, https://www.palletone.com/products/gma-pallets/. [La documentation standard de la GMA définit les dimensions universelles des palettes d'expédition afin de garantir la cohérence de la logistique et la capacité de charge dynamique]. Preuve : spécification technique ; type de source : norme industrielle. Convient aux présentoirs au sol. Remarque : s'applique spécifiquement à la logistique nord-américaine .
« Chapitre 3 : Éléments fonctionnels », https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. [Les normes ADA relatives à la conception accessible spécifient les portées maximales et minimales des éléments accessibles afin de garantir leur utilisation par les personnes handicapées]. Rôle de la preuve : exigence légale ; type de source : réglementation gouvernementale. Sujet : contraintes d’accessibilité des présentoirs de comptoir. Note de portée : concerne la législation américaine en matière d’accessibilité .
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Les manuels techniques d'ingénierie de l'emballage expliquent que les mesures à sec au pied à coulisse ne tiennent pas compte de la dilatation et de la contraction hygroscopiques dues à l'humidité ambiante]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie. Appuie : le risque lié à l'utilisation de mesures statiques à sec pour des assemblages de précision. Note de portée : s'applique spécifiquement aux substrats à base de fibres organiques .
« [PDF] Effets de l’humidité relative sur la compression… – Clemson OPEN », https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf . [Une source scientifique sur les matériaux d’emballage à base de cellulose confirmerait que le carton absorbe l’humidité atmosphérique, ce qui entraîne une instabilité dimensionnelle et un gonflement volumétrique.] Rôle de la preuve : validation technique ; type de source : norme industrielle/manuel. Appuie : l’effet physique de l’humidité sur les matériaux de testliner. Note de portée : s’applique spécifiquement au carton non couché.
« [PDF] Spécifications pour le carton ondulé – Archives nationales », https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf . [Les spécifications techniques d'emballage définissent les tolérances nécessaires pour tenir compte de la dilatation hygroscopique au niveau des rainures afin d'éviter toute défaillance du matériau]. Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie d'emballage. Avantages : prévention des déchirures des feuilles supérieures lors du gonflement. Remarque: les exigences en matière de tampon peuvent varier en fonction de la qualité du carton et du profil des cannelures.
« Mécanisme de rupture du support ondulé sous simulation de froid… », https://pmc.ncbi.nlm.nih.gov/articles/PMC10324071/. [Les données scientifiques sur la porosité et l’absorption d’humidité du carton justifient la nécessité de calculer les variables de dilatation en fonction de l’humidité ambiante]. Rôle de la preuve : méthodologie technique ; type de source : revue scientifique sur les matériaux. Apports : optimisation de l’assemblage pour différents climats régionaux. Note de portée : s’applique spécifiquement aux substrats à base de fibres organiques .
« Cannelures E et B : laquelle correspond le mieux à vos besoins d’emballage ? – BoxLark », https://boxlark.com/what-are-the-e-flute-and-b-flute/. [Les normes industrielles en matière de conception d’emballages confirment que les profils de cannelures plus fins, comme la cannelure E, offrent une surface plus lisse et réduisent considérablement l’effet de « lamellation » par rapport aux cannelures plus épaisses]. Rôle de la preuve : confirmation factuelle ; type de source : norme industrielle. Argument : l’avantage esthétique des cannelures fines. Note sur la portée : se concentre sur la qualité visuelle de la surface .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqIA6AFSHG7Dtuw5R4miczWOK_amiA1BCzexcUQX5ibM7w_tTvj . [Les manuels d'ingénierie d'emballage expliquent que les différences d'épaisseur du matériau entre les types de cannelures nécessitent des ajustements des lignes de pliage et des tolérances de pliage pour garantir la précision structurelle ]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Justifie : l'exigence de compensation d'épaisseur lors du changement de substrat. Note de portée : spécifique à la fabrication du carton ondulé.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Un guide de spécifications standard de l'industrie pour le cannelage confirme que l'épaisseur typique des cartons à cannelure E est d'environ 1,5 mm ou 0,06 pouce]. Rôle de la preuve : spécification technique ; type de source : manuel standard de l'industrie. Apports : épaisseur précise du matériau pour la micro-cannelure. Remarque : les épaisseurs peuvent varier légèrement d'un fabricant à l'autre
« Le guide ultime des boîtes en carton ondulé », https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Cette documentation technique sur la conception d'emballages structurels explique comment ajuster la tolérance de pliage en fonction de l'épaisseur du carton afin de garantir l'intégrité structurelle et des tolérances serrées]. Élément de preuve : principe d'ingénierie ; type de source : manuel technique. Arguments : nécessité d'un ajustement mathématique pour différentes épaisseurs de matériau. Note sur la portée : se concentre sur les logiciels de conception paramétrique .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . [Une source faisant autorité en ingénierie de l'emballage expliquerait comment l'ajustement des lignes de découpe en fonction de l'épaisseur précise du matériau permet d'éviter les problèmes d'ajustement dans les plis du carton ondulé]. Rôle de la preuve : validation technique ; type de source : manuel technique. Appuie : la nécessité d'une compensation d'épaisseur pour des fermetures précises. Note de portée : s'applique spécifiquement aux matériaux en carton ondulé.
« Quels sont les différents types de boîtes d'affichage en carton ? – PopDisplay », https://popdisplay.me/what-are-different-types-of-cardboard-display-boxes/. [Les spécifications techniques relatives à l'ondulation micro-cannelure détaillent les ajustements spécifiques du rayon de pliage nécessaires pour garantir la stabilité structurelle et éviter les oscillations des présentoirs de vente au détail]. Type de preuve : spécification technique ; type de source : norme industrielle. Justifie : le lien entre l'ajustement du rayon de pliage et l'intégrité structurelle. Note de portée : se concentre sur les cannelures E et N.
« Cartons cannelure E – Boîtes en carton ondulé – Packaging Warehouse », https://www.packaging-warehouse.com/en/category/e-flute-cartons-93. [Les guides industriels sur les qualités de carton ondulé expliquent comment le profil bas de la cannelure E minimise l’effet de tôle ondulée, offrant une surface plus lisse pour l’impression haute résolution]. Type de preuve : comparaison des propriétés des matériaux ; source : spécifications du fabricant. Appui : l’utilisation de la cannelure E pour maximiser l’impact visuel. Remarque sur le champ d’application : limité aux applications d’emballage cosmétique et de vente au détail .
« Lamination | Adhésifs Henkel », https://next.henkel-adhesives.com/us/en/articles/laminating-adhesives-to-improve-productivity.html. [Ce guide technique de référence sur l'ingénierie de l'emballage explique comment les adhésifs à base de solvants induisent des contraintes internes et des déséquilibres d'humidité qui entraînent une déformation du substrat]. Rôle de la preuve : explication technique ; type de source : manuel technique. Appuie : l'affirmation selon laquelle la chimie de l'adhésif influe sur la planéité des panneaux. Note de portée : s'applique spécifiquement aux procédés industriels de lithographie-lamination .
« 7 conseils pour éviter le gauchissement du carton – Wargaming Hobby », https://www.wargaminghobby.com/article/cardboard-warps-obnoxiously-31.html. [La documentation technique sur les adhésifs explique comment l’évaporation de l’eau dans la colle PVA provoque un retrait volumétrique et une tension dans les fibres poreuses du papier, ce qui entraîne une courbure du carton]. Rôle de la preuve : vérification technique ; type de source : manuel de science des matériaux. Arguments : la cause chimique du gauchissement du carton. Note de portée : spécifiquement pour la colle PVA à base d’eau .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . [Les directives de fabrication pour la lithographie-lamination spécifient l’utilisation de presses lestées et des durées de polymérisation spécifiques afin de compenser les tensions induites par l’adhésif]. Rôle de la preuve : vérification procédurale ; type de source : norme d’emballage industriel. Appui : l’efficacité des protocoles de poids de polymérisation. Note de portée : norme pour les panneaux grand format.
« Modélisation avancée du retrait de polymérisation et de la viscoélasticité pour… », https://imapsjmep.org/article/156183-advanced-modeling-of-cure-shrinkage-and-viscoelasticity-for-warpage-prediction-on-image-sensor-packaging . [La documentation technique relative aux adhésifs doit confirmer que les colles à base de PVA se rétractent au séchage, entraînant une courbure du panneau, et que la polymérisation par poids mort compense cette force]. Rôle de la preuve : validation technique ; type de source : manuel de science des matériaux. Sujets abordés : Cause chimique et polymérisation mécanique du gauchissement des panneaux lithographiés. Note relative à la portée : Spécifique aux colles PVA à base d’eau.
« Glossaire de l'industrie de l'emballage en carton ondulé pour les équipes de contrôle qualité », https://epackagingsw.com/blog/corrugated-packaging-industry-glossary. [Les normes industrielles relatives à la conception structurelle des emballages doivent démontrer que des épaisseurs symétriques de la doublure empêchent les tensions asymétriques et, par conséquent, le basculement ou le cintrage]. Niveau de preuve : norme d'ingénierie ; type de source : manuel d'ingénierie de l'emballage. Sujets abordés : Stabilité structurelle et planéité des présentoirs en carton ondulé. Remarque sur le champ d'application : S'applique principalement aux présentoirs grand format .
« Comment nous utilisons le fond perdu dans nos conceptions personnalisées – CompanyBox », https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/ . [Les directives d'impression pour les feuilles lithographiées ou ondulées doivent préciser les marges de fond perdu nécessaires pour tenir compte des tolérances de découpe et masquer le carton kraft sous-jacent]. Niveau de preuve : spécification industrielle ; type de source : guide de production d'impression. Applications : contrôle qualité visuel et finition des bords des emballages. Remarque : les exigences peuvent varier en fonction de la précision de la découpeuse.



