
Vous avez trois secondes pour capter l'attention d'un client, mais si votre présentoir de magasin met trente minutes à être construit, il finira dans la poubelle de recyclage du magasin.
L'assemblage d'un présentoir en carton dépend entièrement de sa conception. Un modèle bien conçu utilise des joints pré-encollés et des languettes d'emboîtement intuitives, permettant aux vendeurs de le monter facilement en moins de deux minutes sans outils. À l'inverse, des découpes mal réalisées entraînent une grande frustration et l'effondrement des parois.

La différence entre un déploiement commercial sans accroc et un cauchemar logistique coûteux tient toujours à ce qui se passe en usine bien avant l'expédition des produits en kit.
Comment fabriquer facilement un support en carton ?
Simplifier le processus d'installation n'est pas un luxe ; c'est une exigence stricte pour les grandes enseignes qui refusent de consacrer un nombre excessif d'heures de travail à des aménagements de merchandising complexes.
Pour simplifier le montage d'un présentoir en carton, il est essentiel d'éliminer les éléments de fixation disgracieux et les instructions complexes. Grâce à l'intégration de plateaux modulaires pré-encollés et de systèmes d'emboîtement automatisés, les marques garantissent aux vendeurs une ouverture intuitive de la structure, réduisant considérablement le temps de montage tout en préservant une solidité maximale, même sous de lourdes charges de marchandises.

Mais pour parvenir à cette expérience utilisateur fluide et intuitive, il est nécessaire d'éliminer les points de friction cachés que la plupart des jeunes concepteurs intègrent accidentellement dans leurs fichiers.
Éliminer le « cauchemar de l'origami » en magasin
Même les concepteurs les plus expérimentés négligent souvent cet angle mort lors du tracé des gabarits. Ils supposent qu'une séquence de pliage complexe en plusieurs étapes permettra naturellement de réduire les coûts des matières premières et de créer une base robuste¹.En théorie, s'appuyer entièrement sur des dizaines de petits verrous en papier plié²semble être une stratégie d'ingénierie très efficace.
Je constate constamment ce problème lorsque de nouveaux clients me confient leurs fichiers graphiques. Ils conçoivent des présentoirs qui obligent les vendeurs à plier quinze languettes distinctes pour former une seule étagère. En magasin, un employé pressé ne suivra jamais un schéma aussi complexe. J'ai vu des vendeurs s'épuiser pendant dix minutes à essayer de démêler un système de languettes complexe, finissant par abandonner et utiliser du ruban adhésif transparent, peu pratique et peu esthétique, pour maintenir la structure bancale. On entend distinctement le bruit frustrant du carton brut qui se déchire lorsqu'ils arrachent les languettes de maintien dans leur précipitation. Pour remédier à cela, j'impose un système de plateaux modulaires pré-encollés : l'usine se charge du pliage complexe en production, de sorte que le vendeur n'a plus qu'à effectuer un simple mouvement de verrouillage sur place.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| S'appuyant sur des dizaines de serrures manuelles en papier | Utilisation de plateaux modulaires pré-encollés | Gain de 45 secondes de temps de configuration par unité4 |
| Fournir des manuels d'instructions riches en texte | Guides d'instructions visuelles pour l'impression5 | Prévient les erreurs d'assemblage structurel |
| Expédition de pièces détachées et de clips en plastique | languettes structurelles d'emboîtement d'ingénierie6 | Élimine les pièces d'assemblage perdues |
Je ne laisse jamais la réussite de l'assemblage au hasard. En éliminant toute complexité du produit en kit avant même qu'il n'arrive en rayon, je garantis une intégrité structurelle parfaitement préservée.
🛠️ Le bureau d'Harvey : Vos vendeurs ont-ils du mal avec des gabarits trop complexes qui nécessitent du ruban adhésif ? 👉 Obtenez un audit gratuit de vos gabarits ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Comment fabriquer un présentoir maison ?
Les startups tentent souvent de financer elles-mêmes leurs premiers déploiements dans le commerce de détail en concevant leurs propres modèles structurels, espérant ainsi économiser de l'argent avant de s'engager dans une production en usine.
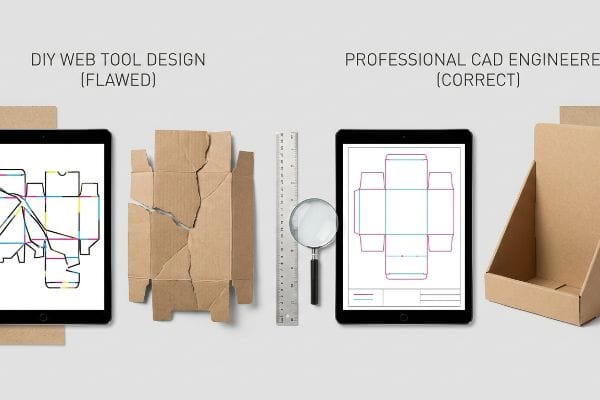
La fabrication d'un présentoir artisanal nécessite de configurer les calculs structurels avant d'appliquer les éléments graphiques. Les bricoleurs utilisent souvent des outils web basiques qui altèrent les tracés vectoriels essentiels, ce qui fait que la structure finale ne possède pas les tolérances de flexion et la capacité de charge nécessaires pour supporter en toute sécurité les produits de consommation.
C’est au niveau du fossé entre un simple croquis numérique et un présentoir fonctionnel et robuste que la plupart des projets de bricolage s’effondrent instantanément.
La réalité de « l'ancre PDF de l'outil Web »
Les marques indépendantes tentent souvent de réduire leurs coûts en demandant à leurs graphistes de dessiner directement les languettes d'emboîtement à l'aide de logiciels de conception web basiques. Elles traitent un présentoir 3D comme une simple bannière plate pour les réseaux sociaux, se concentrant uniquement sur les couleurs et ignorant complètement l' épaisseur du papier nécessaire aupliage.
On me demande souvent si l'exportation depuis un outil web standard suffit pour envoyer directement à la découpe. La réponse est non. Les outils web produisent uniquement des images vectorielles non assemblées, incapables de calculer les tolérances de pliagefichiermal conçu, on ressent immédiatement la résistance du carton kraft vierge, qui, à cause de ces calculs erronés, casse instantanément la feuille imprimée au niveau du pli. Pour résoudre ce problème, j'utilise un PDF pré-conçu, généré par un logiciel de CAO (Conception Assistée par Ordinateur) professionnel. Ce calcul structurel est intégré à la couche inférieure de l'outil web, garantissant ainsi un habillage parfait de vos graphismes personnalisés sur un cadre testé professionnellement.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de la structure à l'aide d'outils web de base | Importer des fichiers PDF CAO verrouillés9 | Garantit des pliages mathématiquement parfaits |
| Utilisation des lignes CMJN pour les tracés de découpe | Attribuer des couleurs d'accompagnement spécifiques10 | Garantit des coupes machine nettes |
| En négligeant l'épaisseur du carton | Application des tolérances de pliage paramétriques11 | Empêche la fissuration de la couche supérieure |
Je refuse que la manipulation numérique des pixels prenne le pas sur les lois de la physique structurelle. Maîtriser les calculs mathématiques fondamentaux permet d'exprimer la créativité de votre marque en toute sécurité, sans risquer un effondrement physique à la caisse.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre gabarit de découpe maison se pliera correctement une fois imprimé et chargé ? 👉 Téléchargez mon guide de gabarits sécurisés ↗ — Téléchargement sans risque. Ma boîte de réception est ouverte si vous avez des questions.
Comment assembler une boîte en carton ?
L'assemblage d'un conteneur d'expédition de base semble simple jusqu'à ce que des variables environnementales modifient considérablement les propriétés physiques du carton pendant le transport.
L'assemblage d'une boîte en carton nécessite de comprendre les tolérances environnementales et la dilatation physique du carton. Lorsque les fibres de papier poreuses absorbent l'humidité ambiante de l'entrepôt, le matériau gonfle, obligeant les équipes d'assemblage à lutter contre des encoches d'emboîtement trop serrées qui risquent de déchirer la surface imprimée en l'absence de marges de sécurité suffisantes.
Assembler un présentoir sans effort dans un bureau climatisé est facile, mais voici la dure réalité lorsqu'on expédie une commande en gros dans un environnement non contrôlé.
Survivre au piège de la « tolérance au gonflement dû à l'humidité »
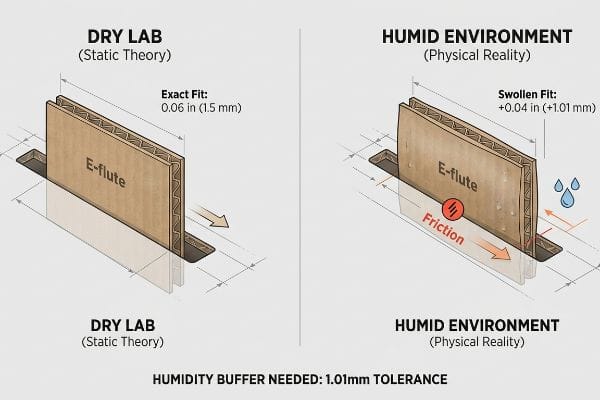
Les équipes d'approvisionnement et les concepteurs de bureau définissent souvent les tolérances des rainures de découpe en se basant uniquement sur l'épaisseur absolue à sec du carton. Ils supposent que si une cannelure E mesure exactement 1,5 mm (0,06 pouce)en laboratoire, les rainures de réception sur le carton d'emballage doivent correspondre parfaitement à cette dimension.
Il ne s'agit pas que de théorie : je constate ce phénomène en production dès l'arrivée des marchandises après de longs trajets maritimes. Dans mon atelier, je teste régulièrement l'absorption d'humidité ambiante et le gonflement d'un matériau poreux, le testliner ECT 32 (Edge Crush Test).Une fente de réception, parfaitement ajustée à la languette dans le logiciel, se dilate soudainement de 1,01 mm (0,04 pouce)etdevient trop étroite. Lorsqu'un opérateur de conditionnement tente d'assembler les pièces, on sent physiquement le carton dense se déformer sous l'effet du frottement important qui écrase les arches internes, ralentissant la chaîne d'assemblage d'environ 30 % et engendrant des frais de retouche manuelle élevés. En intégrant mathématiquement une marge d'humidité spécifique dans nos outils de découpe, je garantis un assemblage fluide des mécanismes d'emboîtement. Le respect de cette tolérance de 1,01 mm permet de réduire le temps d'assemblage de 42 secondes par unité, ce qui représente des économies considérables pour nos clients en main-d'œuvre directe lors des lancements saisonniers à fort volume.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Conception de largeurs de fente exactes à l'échelle 1:1 | Conception d'une zone tampon d'humidité de 1 mm15 | Élimine les frottements liés au co-emballage |
| En négligeant l'humidité liée au transit océanique | Tolérances de gonflement des cartes de test | Empêche l'écrasement des cannelures structurelles16 |
| S'appuyer sur des mesures en laboratoire à sec | Audit de l'expansion du papier environnemental17 | Garantit des temps d'assemblage rapides |
Je privilégie les tolérances physiques dynamiques à la théorie numérique statique. Intégrer des marges de sécurité environnementales directement dans l'outillage mécanique est le seul moyen de garantir un assemblage rapide quelles que soient les conditions climatiques de la chaîne d'approvisionnement mondiale.
🛠️ Le bureau d'Harvey : Connaissez-vous le taux de dilatation hygrométrique exact du matériau de votre fournisseur actuel de carton ondulé avant la lithographie ? 👉 Demandez un audit de nomenclature gratuit ↗ — Je vérifierai la robustesse des calculs avant que vous n'investissiez inutilement votre budget dans une production de masse.
Conclusion
Il est facile de blâmer un vendeur négligent pour un échec en magasin, mais lorsqu'une fente d'assemblage trop serrée se gorge d'humidité et déchire violemment le lèvre de retenue imprimée lors du montage, vous risquez une perte définitive de ventes impulsives due à une atteinte à l'image de marque. Plus de 500 responsables de marque utilisent ma checklist prépresse pour éviter précisément ces erreurs fatales en début de production. Ne vous fiez plus aux tolérances structurelles : laissez-moi analyser vos fichiers grâce à mon audit gratuit de pré-production ↗ afin de détecter les points de friction critiques avant le lancement de la production en série.
« Structures auto-pliantes séquentielles par impression 3D de formes numériques… », https://pmc.ncbi.nlm.nih.gov/articles/PMC4562068/. Les recommandations techniques en matière d’emballage permettent de vérifier la corrélation entre la complexité du pliage, l’optimisation des matériaux et la capacité de charge structurelle. Type de preuve : vérification technique ; source : manuel d’ingénierie de l’emballage. Sujet : relation entre le pliage et l’efficacité des matériaux. Précision : spécifique au carton ondulé .
« Guide de conception structurelle des emballages papier », https://greendotpackaging.com/paper-packaging-structural-design-guide/ . Des études d'ingénierie sur les systèmes d'emboîtement à base de papier confirment l'efficacité structurelle et la fiabilité des fermetures pliées dans les présentoirs temporaires. Rôle de la preuve : validation technique ; type de source : recherche en design industriel. Convaincu : de l' efficacité des fermetures en papier. Note relative au champ d'application : s'applique aux présentoirs en carton pour points de vente.
« 14 types de présentoirs de vente au détail | Chicago, IL – Wertheimer Box », https://wertheimerbox.com/types-of-retail-displays/. Brève explication de la manière dont les normes industrielles relatives aux présentoirs sur le lieu de vente (PLV) favorisent le transfert de la main-d’œuvre du personnel de vente vers le pré-assemblage en usine afin de réduire les taux de défaillance. Rôle de la preuve : Validation technique ; type de source : Manuel d’ingénierie de l’emballage. Appuie : L’efficacité des composants modulaires pré-encollés pour réduire le temps de montage. Note sur la portée : Se concentre sur la conception structurelle du carton ondulé .
« Présentoirs PDQ en carton ondulé conçus pour une installation rapide et un impact maximal en point de vente », https://www.abbottaction.com/packaging/corrugated-pdq-displays/. Données sectorielles ou études de cas démontrant le gain de temps obtenu grâce au remplacement des verrous manuels par des plateaux modulaires pré-encollés dans les présentoirs de vente au détail. Type de preuve : indicateur quantitatif ; type de source : étude de cas sectorielle. Points forts : gains d’efficacité des composants pré-encollés. Précision : application à l’assemblage de présentoirs de vente au détail en carton .
« Différences de performance entre les instructions sur papier et les instructions numériques… », https://www.sciencedirect.com/science/article/abs/pii/S0003687021000703 . Recherche faisant autorité sur les facteurs humains et la conception pédagogique, démontrant comment les guides visuels réduisent les erreurs d'assemblage par rapport aux manuels denses en texte. Type de preuve : analyse comparative ; type de source : étude universitaire ou recherche UX. Objectif : prévention des erreurs d'assemblage structurelles. Précision: contexte des environnements de vente au détail à rythme soutenu.
« Différence entre les présentoirs en carton et les présentoirs en carton ondulé », https://www.hawver.com/resources/industry-articles/important-difference-between-cardboard-displays-and-corrugated-display . Ce document technique explique comment les languettes d'emboîtement intégrées éliminent le besoin de matériel externe et réduisent les pertes de pièces. Type de preuve : spécification technique ; source : guide d'emballage structurel. Objectif : élimination des pertes de pièces d'assemblage. Précision : spécifique à la conception du carton ondulé.
« Qu'est-ce que le facteur K ? | Explication de la tolérance de pliage de la tôle », https://www.youtube.com/watch?v=kUizKC1gkg0 . Une source faisant autorité en matière de conception d'emballages structurels explique comment l'épaisseur du matériau (calibre) nécessite des tolérances de pliage pour garantir un pliage et un emboîtement précis. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie de l' emballage. Appuie : l'affirmation selon laquelle négliger l'épaisseur du matériau entraîne une défaillance structurelle. Note de portée : s'applique spécifiquement au carton ondulé et au carton épais.
« Rôles en conception d'emballage : conception structurelle vs. conception graphique – Analyse Unicorr », https://unicorr.com/the-roles-of-a-structural-and-graphic-designers-in-packaging/. Explication technique expliquant pourquoi les exportations vectorielles standard ne prennent pas en compte les calculs structurels relatifs aux tolérances de pliage nécessaires à l'ingénierie physique des emballages. Preuve : validation technique ; type de source : spécification technique. Appuie : l'affirmation selon laquelle les outils web génériques sont insuffisants pour la production de structures. Remarque sur la portée : spécifique aux matériaux en carton ondulé et en carton kraft .
« Comment les logiciels peuvent-ils faciliter la conception d'emballages structurels ? – AG/CAD », https://www.agcad.co.uk/en/faq/articles/packaging-design . Explication de la manière dont les normes CAO fournissent des données géométriques précises pour le pliage structurel des présentoirs de vente au détail. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie de l'emballage. Contribue à : la précision des pliages structurels. Note relative au champ d'application : applicable aux flux de production de découpe industrielle.
« Conseils de pro : Conception d’autocollants découpés dans Adobe Illustrator avec Jack Watson », https://www.youtube.com/watch?v=3ZnkKeSOyio. Documentation sur la norme industrielle d’utilisation de couleurs d’accompagnement dédiées pour distinguer les lignes de découpe de l’encre d’impression sur les machines CNC et de découpe. Rôle de la preuve : vérification de la norme industrielle ; type de source : guide de production d’impression. Contribue à : la précision des découpes machine. Note de portée : norme pour l’impression commerciale .
« Détermination analytique de la rigidité en flexion d'un carton à cinq couches… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Analyse technique de la façon dont la prise en compte de l'épaisseur du matériau par le biais des tolérances de pliage permet de prévenir les fissures et les craquelures dans le carton épais. Rôle de la preuve : principe d'ingénierie ; type de source : manuel de science des matériaux. Objectif : prévention de la fissuration de la feuille supérieure. Note de portée : axé sur le carton ondulé et le carton pliant .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . Vérification de l’épaisseur standard du carton ondulé de type E. Rôle de la preuve : spécification technique ; type de source : norme de l’industrie de l’ emballage. Supporte : la valeur d’épaisseur spécifique utilisée comme référence de conception. Remarque : les mesures peuvent varier légèrement selon le fabricant et la qualité du papier.
« Influence de l'humidité et de la température sur les propriétés mécaniques de… », https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Données techniques vérifiant la nature hygroscopique du papier d'essai ECT 32 et sa propension aux variations dimensionnelles dues à l'humidité. Type de preuve : spécification technique ; source : revue scientifique sur les matériaux. Supports : gonflement physique du carton. Note de portée : axé sur les normes ECT .
« [PDF] Effets de l'humidité sur la résistance à la compression des boîtes : FBA BCT… », https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Données empiriques ou normes d'ingénierie confirmant la mesure précise de la dilatation dimensionnelle du carton ondulé en fonction de l'humidité. Rôle de la preuve : vérification quantitative ; type de source : manuel d'ingénierie de l'emballage. Supporte : une métrique de dilatation spécifique. Remarque sur la portée : dépend des niveaux d'humidité relative .
« [PDF] Stockage et manutention des matériaux d'emballage en carton ondulé », https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf . Documentation technique sur les tolérances d'emballage industriel utilisées pour compenser la dilatation hygroscopique du carton. Niveau de preuve : spécification technique ; type de source : manuel d'ingénierie. Justification: besoin d'une marge de 1 mm. Note relative au champ d'application : spécifiquement pour les rainures en carton ondulé.
« Étude de l’effet de la rigidité du plateau supérieur des palettes sur le carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/ . Recherche sur la façon dont l’absorption d’humidité réduit la valeur du test de résistance à l’écrasement des bords (ECT) et l’intégrité structurelle des cannelures du carton ondulé. Rôle des preuves : mécanisme causal ; type de source : étude en science des matériaux. Appui : lien entre la tolérance au gonflement et la prévention de l’écrasement. Note de portée : se concentre sur le transport maritime en milieu humide.
« Effets des paramètres de formage par pression sur la stabilité dimensionnelle de… », https://bioresources.cnr.ncsu.edu/resources/effects-of-press-forming-parameters-on-the-dimensional-stability-of-paperboard-trays/ . Données industrielles corrélant les audits de stabilité dimensionnelle du carton avec la réduction des frottements et du temps de main-d’œuvre sur les chaînes de montage. Type de preuve : indicateur opérationnel ; source : livre blanc sur la logistique. Apports : impact de l’audit sur la vitesse d’ assemblage. Remarque sur la portée : applicable au conditionnement à façon pour la grande distribution.



