Les marques sacrifient souvent leurs marges en choisissant à l'aveuglette des méthodes d'impression commerciales pour leurs déploiements en magasin. Un mauvais choix de procédé d'application compromet l'intégrité de la structure et nuit à l'esthétique du point de vente.
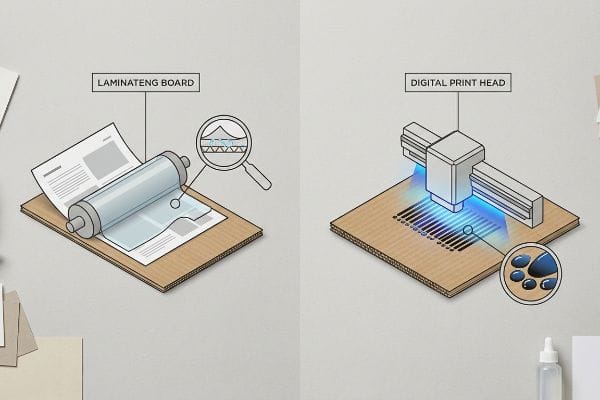
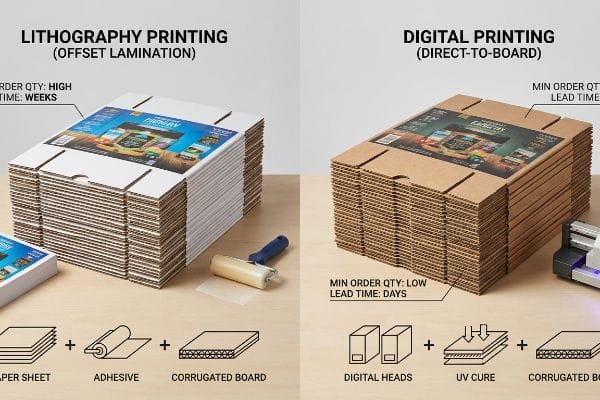
L'impression offset et l'impression numérique représentent deux procédés de fabrication distincts pour les présentoirs en carton ondulé. L'impression offset consiste à contrecoller des feuilles imprimées sur des panneaux rigides à l'aide d'adhésifs, tandis que l'impression numérique directe permet un séchage instantané de l'encre par UV. Le choix entre ces deux procédés détermine les quantités minimales de commande, les délais de livraison et la logistique des emballages à plat.
En tant qu'ingénieur d'usine, je ne regarde pas de jolies couleurs sur un écran ; je regarde comment la chimie de l'encre humide et des adhésifs lourds réagit physiquement avec les fibres de papier brut lors de l'assemblage automatisé.
L'lithographie est-elle meilleure que le numérique ?
La qualité d'impression à elle seule ne garantit pas la supériorité. Le véritable critère est l'intégration du système d'alimentation en encre choisi à votre calendrier de production global et à votre stratégie de déploiement en magasin.
Cela dépend. L'impression lithographique offre une résolution haute fidélité inégalée et une correspondance exacte des couleurs Pantone pour les tirages en grande série. Cependant, elle nécessite un plaquage métallique et un pelliculage humide coûteux, ce qui en fait un investissement plus long et plus lourd que les alternatives numériques à plat, agiles et sans plaques, pour l'emballage de détail à grande vitesse.

Lorsque les acheteurs privilégient la qualité supérieure, ils supposent souvent que les procédés d'impression offset traditionnels sont la seule voie valable vers l'acceptation en magasin, ignorant la logistique sous-jacente.
Matrice Coût de placage vs. Qualité de sortie haute fidélité
Lors de mes audits de cahiers des charges clients, je constate fréquemment que les modèles d'approvisionnement incitent les équipes à privilégier l'impression offset pour chaque campagne promotionnelle, quelle que soit la taille du lot. C'est un piège courant, même pour les acheteurs expérimentés, qui pensent que le procédé commercial traditionnel est le seul moyen d'obtenir un contraste optimal pour la vente au détail. Ils ignorent que l'impression offset traditionnelle nécessite la création de plaques métalliques pour chaque couche de couleur CMJN1 (Cyan, Magenta, Jaune, Noir), ce qui engendre des frais de mise en route considérables et allonge fortement les délais de production avant même la découpe de la première boîte.
Dans mon atelier, je vois régulièrement des marques tenter de réaliser rapidement un essai de 200 unités via une chaîne de production lithographique-laminée traditionnelle. Le fichier CAO vectoriel plat semble parfait, mais lors des tests de pré-production initiaux en usine, le temps de réglage de notre presse offset Heidelberg 6 couleurs atteint quatre jours complets rien que pour le repérage des plaques. En imposant un protocole d'outillage rigoureux, j'ai transféré leurs campagnes de tirages courts vers nos tables de découpe CNC Kongsberg, associées à des presses numériques UV à plat haute vitesse. Cela a permis d'éliminer complètement le goulot d'étranglement lié aux plaques métalliques et de lancer l'impression instantanément. En supprimant ces étapes de réglage surdimensionnées, je garantis une d'assemblage pour le conditionnement , ce qui permet à mes clients d'économiser des milliers d'euros en frais d'outillage inutiles, tout en assurant que les présentoirs en carton ondulé 32ECT (Edge Crush Test)soient expédiés parfaitement plats. Parce que le carton ondulé est expédié à plat, un seul conteneur de carton emballé à plat remplace 4 conteneurs de présentoirs rigides pré-assemblés3agissant comme un multiplicateur de fret massif pour le retour sur investissement total de votre campagne.
| Focus sur les indicateurs | Hypothèse héritée | Réalité artificielle |
|---|---|---|
| Vitesse de configuration | 4-5 jours (Placage)4 | Transfert de fichiers instantané |
| Coût du capital | Outillage initial lourd | Frais d'outillage nuls |
| Volume optimal | Plus de 2 000 unités5 | 100 à 1 000 unités6 |
Je refuse que les marques gaspillent leur budget marketing en plaques métalliques alors qu'une campagne à cycle court exige de la réactivité. Adapter précisément la chaîne de production au volume de tirage, c'est ainsi que je respecte vos délais et préserve vos marges bénéficiaires.
🛠️ Le bureau de Harvey : Vos frais de mise en place élevés réduisent-ils considérablement le retour sur investissement de vos campagnes promotionnelles à court terme avant même que l’encre ne soit sèche ? 👉 Obtenez un audit gratuit de votre méthodologie d’impression ↗ — J’examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les inconvénients de la lithographie ?
Le plus grand danger des procédés de fabrication offset traditionnels n'est pas un mauvais rendu des couleurs, mais la réaction chimique invisible et extrêmement destructrice qui se produit à l'intérieur même du circuit imprimé.
Les inconvénients de la lithographie incluent d'importantes déformations structurelles dues à l'humidité, des temps de séchage prolongés et des coûts d'outillage initiaux élevés. Les adhésifs à base d'eau nécessaires s'imprègnent dans les supports ondulés poreux lors de la lamination, créant une tension superficielle importante qui provoque un cintrage prononcé des panneaux plats vers l'intérieur lors de leur polymérisation à l'air ambiant de l'usine.

Les acheteurs pensent que le montage d'une feuille supérieure imprimée haut de gamme sur un panneau rigide crée un panneau parfaitement plat, mais la physique dit le contraire.
La déformation due à l'humidité du PVA
Lorsque j'examine les spécifications des emballages, je constate constamment que les concepteurs considèrent la lithographie-lamination comme une simple amélioration esthétique, sans friction. Ils soumettent des gabarits vectoriels plats qui ignorent superbement l'épaisseur du carton ondulé et le volume important de colle liquide nécessaire pour coller la feuille supérieure à un carton cannelé épais. Ils font complètement abstraction de la réalité chimique : cette colle humide doit finalement sécher, se rétracter et exercer une force de tractionsur toute la surface de la structure de vente.
Dans mon atelier, je constate régulièrement les conséquences de la confrontation entre la conception théorique et la chimie du papier brut. Nous utilisons un adhésif PVA (acétate de polyvinyle) à base d'eau pour le laminage. Lorsque je mesure l'absorption d'humidité sur un panneau latéral non contrôlé de 152,4 cm (60 pouces), le séchage du PVA crée une tension superficielle considérablequi provoque la déformation de toute la paroi d'affichage, la faisant se courber vers l'intérieur comme une chips, ce qui fausse les tolérances d'emboîtement jusqu'à 3,5 mm (0,14 pouce) . Mes vingt années d'expérience sur le terrain m'ont appris à concevoir un protocole de séchage rigoureux. En empilant les panneaux humides sous des plaques de pression à poids fixe pendant 24 heures et en spécifiant une structure de panneau duplex équilibrée avec une sous-couche, je neutralise complètement la tension superficielle. En imposant ce processus de séchage à plat, je garantis que le présentoir final est parfaitement vertical sur la surface de vente, réduisant ainsi les frottements lors de l'assemblage et éliminant tout risque de rejet de livraisons dues à des parois cintrées ou déformées.
| Métrique structurelle | Lamination générique | Protocole de guérison par ingénierie |
|---|---|---|
| Planéité du panneau | Forte courbure vers l'intérieur10 | Tolérance d'aplomb parfaite |
| Chimie de la colle | Évaporation incontrôlée | PVA durci sous pression11 |
| Friction d'assemblage | Les onglets se déchirent lors de l'installation | Co-emballage sans friction |
Laisser sécher naturellement du carton ondulé humide est la garantie d'une rupture structurelle. Je soumets chaque panneau stratifié à un cycle de polymérisation sous pression, car un présentoir déformé ne peut tout simplement pas supporter le poids variable des produits en magasin.
🛠️ Le bureau d'Harvey : Votre présentoir d'appoint risque-t-il de se déformer et de se casser en raison des variations d'humidité ambiantes ? 👉 Demandez un test de planéité ↗ — 100 % confidentiel. Vos prototypes non commercialisés sont en sécurité.
Qu'est-ce qui est préférable, une estampe ou une lithographie ?
Comparer les tirages directs standard aux lithographies laminées nécessite de comprendre les tolérances mécaniques de la découpe automatisée. Il ne s'agit pas seulement d'une question de préférence visuelle.
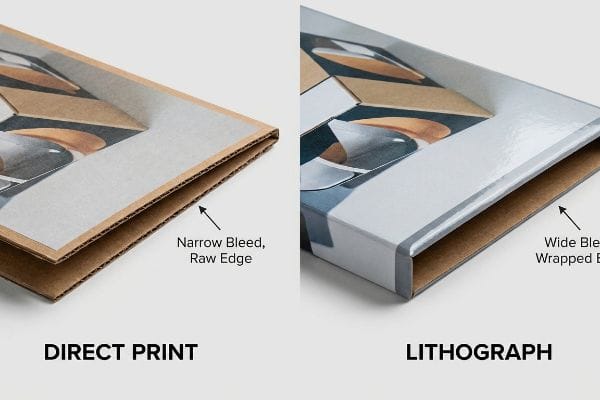
Le débat entre impression et lithographie porte sur l'application physique de l'encre sur le support. La lithographie offre une profondeur visuelle supérieure grâce à une feuille de protection laminée, ce qui nécessite des marges de fond perdu plus importantes. L'impression directe offre des tolérances de repérage plus strictes, mais sacrifie souvent la finition brillante haut de gamme et photoréaliste pour le marché du luxe.
Le passage d'un écran numérique à un emballage physique pliable révèle les transformations mécaniques cachées qui se produisent à l'intérieur des machines de fabrication à grande vitesse.
Les mécanismes d'ingénierie à l'origine du décalage de stratification
Pour comprendre la différence physique entre l'impression standard et la lithographie, il est nécessaire d'examiner objectivement le processus de montage. L'impression directe traditionnelle applique l'encre directement sur un support, ce qui signifie que le motif est fixé de manière permanente aux coordonnées structurelles du support. La lithographie, en revanche, imprime le motif sur une feuille supérieure mince distincte12, qui doit ensuite être collée mécaniquement au noyau ondulé épais13 lors d'une étape de fabrication secondaire.
La lithographie, qui repose sur des machines automatisées pour aligner et presser à grande vitesse ces deux matériaux distincts, induit une légère variation mécanique. La feuille supérieure se déplace légèrement lors de son collage au support ondulé. Pour compenser ce mouvement, les ingénieurs en emballage étendent mathématiquement la marge de fond perdu du visuel, la poussant souvent jusqu'à une marge de sécurité stricte de 12,7 mm (0,5 pouce)- delà de la ligne de coupe. Ce fond perdu garantit que, lors de l'emboutissage, le visuel imprimé recouvre parfaitement chaque bord exposé. Sans le calcul de ce décalage mécanique de la lamination dans le logiciel RIP (Raster Image Processor) de prépresse, le présentoir plié final laisserait apparaître des bords de carton, compromettant l'esthétique haut de gamme requise pour la distribution de luxe aux États-Unis.
| Mécanicien des procédés | Candidature directe | Lithographie laminée |
|---|---|---|
| Tolérance au saignement | 0,125 pouce (3,1 mm) | 0,5 pouce (12,7 mm) |
| Liaison du substrat | Durcissement en une seule étape | Adhésion en plusieurs étapes |
| Aspect des bords | Cannelures brutes visibles | Graphismes entièrement recouverts |
J'enseigne à mes équipes d'ingénieurs que la précision en matière d'emballage ne consiste pas à éliminer les variations dues aux machines ; il s'agit de planifier mathématiquement ces variations avant même que les lames d'acier ne frappent le carton.
🛠️ Le bureau de Harvey : Vos découpes laissent apparaître le carton brut et nuisent-elles à l’image haut de gamme de votre marque en rayon ? 👉 Demandez un audit gratuit de vos fonds perdus en prépresse ↗ — Pas d’intermédiaires. Vous échangez directement avec des ingénieurs structure.
Quels sont les inconvénients de l'impression numérique ?
Si les flux de travail numériques directs éliminent les plaques métalliques et accélèrent la mise sur le marché, ils introduisent de sérieuses limitations lorsque les marques exigent une cohérence absolue des couleurs de l'entreprise sur différents supports.
L'impression numérique présente certains inconvénients, notamment l'impossibilité d'utiliser des couleurs Pantone pures, car elle repose sur un mélange optique CMJN qui peut donner un rendu terne sur les cartons ondulés non scellés. De plus, la vitesse d'impression numérique à plat est nettement inférieure à celle des presses offset à haut volume, ce qui rend les déploiements massifs en grande distribution peu rentables.

Le recours à une imprimante numérique pour reproduire la couleur d'une marque d'entreprise strictement protégée sur un matériau d'emballage brut aboutit souvent à un désastre visuel.
Le piège à boue en demi-teintes CMJN
Lors de mes audits de gabarits clients, je constate fréquemment que les équipes marketing soumettent des fichiers numériques conçus exclusivement aux formats d'impression standard, partant du principe qu'une imprimante numérique directe reproduira parfaitement l'affichage sur leurs écrans d'ordinateur rétroéclairés. Elles lancent ensuite la production en série sans tenir compte du comportement physique des minuscules gouttelettes d'encre numérique qui se chevauchent lorsqu'elles atteignent un support de test très poreux<sup>15. Elles supposent que la tête d'impression numérique peut maîtriser les lois de la physique du papier sans couche de finition<sup>16</sup>.
Dans mon atelier, je constate régulièrement les conséquences désastreuses d'une utilisation exclusive des couleurs numériques pour les logos de grandes marques. Lorsque je retire les épreuves initiales de l'imprimante numérique à plat et que je mesure les pigments sous un éclairage commercial D50 intense, je constate que les points de trame CMJN ont été absorbés de manière irrégulière par les fibres<sup>17</sup>, ce qui donne un logo granuleux et délavé, présentant un important décalage de couleur Delta-E<sup>18</sup>. Le service des achats du client tente souvent d'accepter ce résultat médiocre pour économiser quelques centimes sur les frais de mise en route. J'ai effectué des mesures au spectrophotomètre et prouvé que nous n'avions pas à accepter une image de marque compromise ; j'ai intercepté le fichier, séparé le calque principal du logo et l'ai envoyé à une presse hybride pour appliquer une encre d'accompagnement PMS (Pantone Matching System) monocolore précise sur le support numérique. Une fois que le service des achats m'a autorisé à ajuster le profil de prépresse, cette injection d'encre d'accompagnement a complètement éliminé le grain de la trame. En appliquant cette gestion hybride des couleurs, je garantis que l'affichage offre une visibilité à contraste élevé à une distance de 6,1 mètres (20 pieds), maximisant ainsi l'achat impulsif dans l'allée tout en évitant les rejets purs et simples des détaillants pour non-respect des normes de la marque.
| Mécanique des couleurs | CMJN numérique pur | Protocole de spot hybride |
|---|---|---|
| Livraison de pigments | Points d'encre superposés19 | Inondation solide prémélangée20 |
| Contraste des bords | Granuleux et délavé | Visibilité ultra-précise |
| Visibilité en magasin | Se fond dans le décor | Perturbation de 6 mètres21 |
Je ne laisse jamais un mélange CMJN numérique mal fixé gâcher un logo de marque principal. Seule une application intense et uniforme de pigments garantit que votre affichage résiste au chaos visuel d'un grand magasin.
🛠️ Le bureau de Harvey : Votre logo d’entreprise paraît-il flou, granuleux ou décoloré lorsqu’il est imprimé directement sur des emballages plats en carton ondulé ? 👉 Demandez une analyse de votre stratégie couleur Delta-E ↗ — J’examine personnellement chaque fichier de structure sous 24 heures.
Conclusion
Se fier à des hypothèses d'impression génériques entraînera inévitablement de graves déformations chimiques, des problèmes de trame CMJN et d'importants débordements d'encre, compromettant ainsi la solidité de vos présentoirs. Le mois dernier seulement, mon audit structurel a permis à trois marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut de stocks et aux refacturations des distributeurs. Pour éviter que vos présentoirs ne se déforment sous l'effet des conditions difficiles en magasin, confiez-moi l'analyse complète de vos fichiers de structure : lamination du carton ondulé et prépresse ↗. Je vous garantis un montage sans accroc et une impact visuel optimal.
« Le procédé d'impression : Impression offset – Walsworth », https://www.walsworth.com/blog/the-printing-process-offset-printing. [Un manuel technique sur les procédés d'impression commerciale confirmerait que la lithographie offset nécessite des plaques physiques distinctes pour chaque couche de couleur utilisée dans le procédé CMJN]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : les coûts indirects et les délais associés à la mise en place lithographique. Note de portée : s'applique à la lithographie offset standard, et non à l'impression numérique .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les normes industrielles relatives à l’essai de résistance à l’écrasement des bords (ECT) définissent la résistance à l’empilement et la capacité de charge du carton ondulé 32 ECT]. Rôle de la preuve : spécification technique ; type de source : norme d’ingénierie des matériaux. Appui : intégrité structurelle. Remarque : les valeurs ECT sont spécifiques à la cannelure et à la composition du carton .
« Présentoirs en carton pré-assemblés vs présentoirs en carton assemblés : coût, expédition et installation », https://leader-display.com/flat-pack-vs-assembled-cardboard-display/. [Les indicateurs logistiques pour les emballages de vente au détail quantifient la réduction du volume d'expédition lors du passage de présentoirs rigides à des présentoirs pliables en carton ondulé]. Rôle de la preuve : vérification quantitative ; type de source : rapport du secteur de la logistique. Éléments pris en charge : coefficient multiplicateur de fret et retour sur investissement. Remarque : les ratios réels varient selon la géométrie du produit .
« Impression offset – Wikipédia », https://en.wikipedia.org/wiki/Offset_printing . [Les guides standard de l'industrie de l'impression commerciale confirment le temps généralement nécessaire à la création des plaques , à leur séchage et au calibrage de la presse]. Rôle de la preuve : vérification factuelle ; type de source : manuel technique. Supporte : la vitesse de réglage de la lithographie traditionnelle. Remarque : les délais varient selon la capacité de l'installation.
« Impression offset vs impression numérique : comparaison des formats, des couleurs et des coûts », https://theprintauthority.com/printing/offset_vs_digital_printing/. [Les études sur les coûts d'impression définissent généralement le seuil de production à partir duquel les coûts de mise en route élevés de l'offset sont compensés par des coûts unitaires plus faibles]. Rôle de la preuve : référence économique ; type de source : livre blanc sectoriel. Éléments à prendre en compte : volume optimal pour l'offset. Remarque : le seuil dépend de la complexité du travail .
« Tout savoir sur les tirages : petits tirages vs grands volumes », https://www.ambrosetheprinter.com/blog/what-to-know-about-print-runs-short-run-vs-large-volume-printing . [Les spécifications techniques des presses numériques définissent la plage de rentabilité pour la production de petits tirages , en l’absence de coûts d’outillage]. Type de preuve : spécification technique ; type de source : manuel d’utilisation. Sujet : volume optimal pour l’impression numérique. Remarque : varie selon la technologie d’impression.
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Une source technique sur la chimie des adhésifs ou l’ingénierie de l’emballage expliquerait comment les colles à base d’eau se rétractent lors de l’évaporation, créant des contraintes de traction sur le substrat]. Rôle de la preuve : mécanisme technique ; type de source : manuel technique. Appuie : la cause physique du gauchissement dû à l’humidité. Note de portée : se réfère spécifiquement aux adhésifs à base d’eau utilisés en lithographie-lamination .
« [PDF] Déformation du carton ondulé : causes et solutions – TAPPI.org », https://imisrise.tappi.org/download.aspx?key=92APR097. [Un ouvrage de référence en science des matériaux détaillerait comment l’évaporation de l’eau des adhésifs PVA crée un retrait différentiel et une tension superficielle dans les substrats cellulosiques poreux, entraînant une courbure]. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Justification : La cause physique de la déformation du substrat. Remarque sur la portée : Spécifique aux adhésifs à base d’eau .
« Guide complet des tolérances dimensionnelles des boîtes en carton ondulé – Upack », https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoq_LWSDMt97Zeg0w9zQc4SG6M0I63L11lt0rcVdpk7ttW4LgaNE. [Les normes d'ingénierie de l'emballage fournissent des mesures typiques de déviation dimensionnelle pour les cartons ondulés grand format soumis à une déformation due à l'humidité]. Rôle de la preuve : Référence quantitative ; type de source : Norme industrielle. Supporte : L'échelle de perte de tolérance structurelle. Remarque sur la portée : Varie selon la qualité du substrat et la taille du panneau .
« L’utilisation des techniques de fabrication additive dans le développement… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11054453/. [Une source faisant autorité en chimie des adhésifs explique comment une perte d’humidité irrégulière lors du laminage PVA standard provoque des contraintes internes entraînant une déformation structurelle]. Rôle de la preuve : explication causale ; type de source : manuel technique. Sujet : impact du laminage standard sur la planéité des panneaux. Note de portée : spécifiquement concernant les adhésifs à base de PVA dans les panneaux offset .
« Stabilité thermique et mécanismes de décomposition du PVA/PEGDA… », https://pmc.ncbi.nlm.nih.gov/articles/PMC12566940/ . [La documentation technique sur les protocoles de polymérisation démontre comment l'application d'une pression contrôlée pendant le processus de prise du PVA empêche le gauchissement du panneau]. Niveau de preuve : spécification technique ; type de source : norme de fabrication. Appui : efficacité des protocoles de polymérisation optimisés. Note de portée : s'applique aux procédés de stratification industriels.
« Guide pratique du contrecollage lithographique pour l'impression d'emballages », https://gleepackaging.com/litho-lamination-for-packaging-printing/ . [Un manuel technique sur la fabrication d'emballages détaillerait la séparation des phases d'impression et de montage en contrecollage lithographique]. Rôle de la preuve : vérification du processus ; type de source : manuel technique. Éléments pris en compte: distinction mécanique des lithographies. Note relative au champ d'application : concerne spécifiquement les emballages contrecollés lithographiés.
« Étude du montage lithographique sur carton ondulé… – PrintPlanet.com », https://printplanet.com/threads/looking-into-litho-mounting-on-corrugated.19545/. [Les normes industrielles relatives aux emballages en carton ondulé définissent le procédé de collage nécessaire pour fixer les supports imprimés aux cannelures]. Niveau de preuve : spécification technique ; type de source : norme industrielle. Sujet : phase de fabrication secondaire de la lithographie. Note de portée : porte sur le mécanisme de collage .
« Lamination lithographique – Packlane », https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopYUuMvhgEggrvxfEWXJ-Z-PyqWsqi9CYj2jw0d0WSPknXZsPiP. [Un manuel d'emballage standard spécifie les marges de fond perdu nécessaires pour compenser le décalage de repérage lors du processus de lamination]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Supporte : l'exigence spécifique de fond perdu de 12,7 mm (0,5 pouce) pour les présentoirs en carton ondulé lithographiés. Remarque : les mesures précises peuvent varier en fonction des tolérances de l'équipement .
« Mythes et réalités de l'impression numérique sur carton ondulé démystifiés – Paper360 », https://paper360.tappi.org/2024/10/18/myths-of-digital-corrugated-printing-debunked/ . [Des études techniques sur l'interaction encre-substrat expliquent comment les gouttelettes d'encre s'étalent et fusionnent sur les supports de test poreux non scellés, ce qui entraîne une augmentation du gain de point et un ternissement des couleurs ]. Rôle de la preuve : validation technique ; type de source : livre blanc technique. Sujet : comportement de l'encre sur les surfaces poreuses. Note relative au champ d'application : applicable spécifiquement aux supports en carton ondulé.
« [PDF] Revêtements Ashland », https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13666.1_Coatings_Digital.pdf . [Les normes d'impression de l'industrie spécifient qu'une couche de finition ou un apprêt est nécessaire pour contrôler l'absorption de l'encre et maintenir la densité de couleur sur le papier brut non couché]. Rôle de la preuve : exigence technique ; type de source : spécification industrielle. Argument : nécessité des couches de finition. Note relative au champ d'application : s'applique aux supports à haute porosité.
« [PDF] 1. Le gain de point correspond à l’augmentation de la taille des points de trame lorsque l’encre est absorbée par… », https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Des sources scientifiques sur l’impression expliquent comment les points de trame sur les supports poreux provoquent une absorption et un gain de point irréguliers, ce qui donne un aspect visuel brouillé]. Rôle de la preuve : validation technique ; type de source : document technique industriel. Appuie : l’affirmation selon laquelle les couleurs CMJN numériques sont moins performantes sur les supports non scellés. Note de portée : Spécifique aux cartons ondulés poreux ou non scellés .
« Précision des couleurs et delta E expliqués : considérations pour… », https://formlabs.com/blog/color-accuracy-delta-e/. [Les normes de colorimétrie définissent le delta E comme une mesure quantitative de la différence de couleur perçue, qui augmente lorsque l’absorption de l’encre est irrégulière]. Rôle de la preuve : validation technique ; type de source : manuel universitaire. Appuie : l’affirmation selon laquelle les problèmes d’absorption entraînent un écart de couleur mesurable. Note sur la portée : s’applique à la colorimétrie générale et au contrôle de la qualité .
« Demi-teintes couleur », http://facweb.cs.depaul.edu/sgrais/color_halftones.htm . [Documentation technique sur les procédés d'impression numérique expliquant comment les couleurs CMJN sont obtenues par superposition de points de trame]. Rôle de la preuve : explication technique ; type de source : manuel de l'industrie de l' imprimerie. Sujet : mécanisme de distribution numérique des pigments CMJN. Note de portée : s'applique aux flux de production numériques standard basés sur la trame.
« CMJN vs. Couleurs d'accompagnement dans l'impression d'emballages », https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Les sources faisant autorité en impression couleur définissent l'application des couleurs d'accompagnement comme une application uniforme et homogène de pigment prémélangé, et non comme un motif de points]. Rôle de la preuve : explication technique ; type de source : manuel d'impression. Appui : Mécanisme du protocole d'impression hybride. Note de portée : Spécifique aux méthodes d'impression en couleurs d'accompagnement ou hybrides .
« CMJN vs. Couleurs d'accompagnement : quel procédé est le meilleur ? – Prime Line Packaging », https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/ . [Des études de perception visuelle ou des études de marketing en point de vente fourniraient des données quantitatives sur la distance à laquelle les couleurs d'accompagnement offrent un contraste et une visibilité supérieurs aux demi-teintes CMJN]. Rôle de la preuve : vérification métrique ; type de source : étude en sciences visuelles. Appui : efficacité de la visibilité en point de vente. Remarque : dépend de l'éclairage ambiant et de la réflectivité du support.



