Vos campagnes de vente au détail sont-elles freinées par la lenteur de la fabrication des plaques et les frais de mise en place élevés ? L’impression traditionnelle pèse lourd sur les budgets pour les petits tirages, mais la technologie d’impression directe sur panneau révolutionne complètement les délais de production.
L'impression numérique présente plusieurs avantages : production sans plaques, séchage instantané de l'encre UV et prototypage rapide. En projetant directement des polymères sur le carton ondulé, elle élimine totalement les déformations dues à l'humidité, réduit considérablement les quantités minimales de commande et accélère la mise sur le marché des campagnes d'affichage en point de vente complexes et dynamiques.

Le passage de la lithographie analogique aux systèmes numériques à plat modifie fondamentalement ma façon d'évaluer le coût total de possession d'une marque. Examinons les contraintes physiques inhérentes à ce changement au sein des usines.
Quels sont les avantages et les inconvénients de l'impression numérique ?
Vous vous demandez si la production numérique convient à votre prochain déploiement à grande échelle ? L’équilibre entre la rapidité d’exécution et les coûts unitaires liés aux volumes importants déterminera si cette technologie permettra de réaliser des économies ou de grever votre budget.
Les avantages et les inconvénients de l'impression numérique résident principalement dans la rapidité de mise en route par rapport au volume de production. Son principal avantage est l'absence de plaques de mise en route instantanées, idéales pour les campagnes de vente au détail en petites séries. Son principal inconvénient demeure un coût d'encre unitaire plus élevé lors des productions mondiales à grande échelle, comparé aux méthodes analogiques traditionnelles.
Ce choix ne se limite pas à l'éclat des couleurs ; c'est une décision structurelle qui influe sur la façon dont le carton ondulé réagit à l'humidité ambiante de l'usine.
L'évasion de déformation par « polymérisation instantanée »
Lors de mes audits des spécifications d'emballage de nos clients, je constate systématiquement que les équipes d'approvisionnement exigent systématiquement la lithographie traditionnelle pour chaque projet, partant du principe que c'est le seul moyen d'obtenir des graphismes de qualité commerciale. Elles établissent leur nomenclature Excel autour d'adhésifs PVA (acétate de polyvinyle) liquides standard et de feuilles de finition séparées, ignorant totalement l' impact négatif de cette chimie aqueuse sur l'intégrité structurelle¹d' un présentoir en petite série. En imposant aveuglément un procédé analogique à une campagne à faible volume, elles introduisent involontairement des risques importants d'humidité dans le support de testvierge².
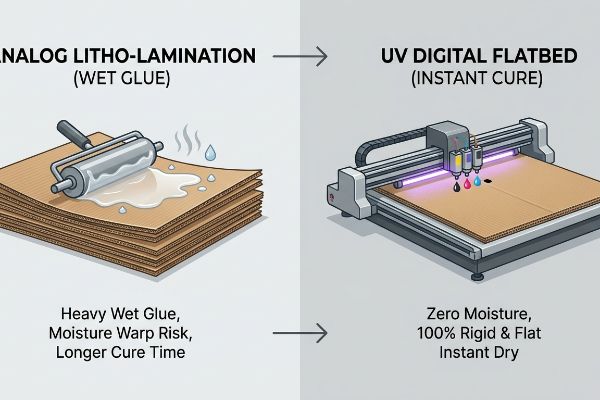
Il ne s'agit pas que de théorie : je constate ce phénomène en production lors de nos essais sur de petits lots avec la lamination traditionnelle à la colle humide. Lors d'un récent essai sur 500 unités, j'ai mesuré une courbure de 3,5 mm (0,14 pouce) vers l'intérieur sur les panneaux porteurs principaux après 24 heures de séchage à température ambiante, la colle ayant rétracté et déformé le carton poreux. Pour remédier à ce problème, j'ai immédiatement opté pour mon imprimante à plat à impression directe sur carton, utilisant des encres à polymérisation instantanée qui durcissent instantanément sous l'effet de la lumière, au contact du carton, sans aucun contact avec l'eau. La table CNC (Commande Numérique par Calculateur) a démontré que ces cartons parfaitement plats, imprimés numériquement, conservaient une rigidité structurelle absolue lors de la découpe. En éliminant complètement la phase de séchage à l'humidité de 24 heures, j'ai réduit le temps d'assemblage pour le conditionnement de 38 secondes par unité, permettant au client d'économiser environ 2 100 $ de frais de main-d'œuvre et d'éviter tout refus de la part d'un détaillant pour cause de plateaux déformés.
| Indicateur de production | Litho-lamination analogique | Tablette numérique UV à plat |
|---|---|---|
| Introduction d'humidité | forte saturation de colle humide | Zéro (polymérisation instantanée) |
| Planéité de la planche | Sujet à une forte courbure vers l'intérieur | 100 % rigide et structurellement plat |
| Vitesse d'assemblage | Ralentis par la friction et la déformation | Verrous coulissants sans frottement |
Je refuse que la colle humide compromette l'intégrité de votre présentoir simplement parce qu'un tableur a opté pour une méthode analogique obsolète. Ma conception à plat garantit une parfaite verticalité à votre présentoir, en évitant tout risque de déformation due à l'humidité.
🛠️ Harvey's Desk : Vos plateaux de vente actuels se déforment-ils visiblement vers l'extérieur, réduisant ainsi considérablement votre retour sur investissement en matière d'expédition avant même leur arrivée en magasin ? 👉 Obtenez un audit de planéité structurel gratuit ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Quels sont les avantages et les inconvénients du numérique ?
L'évaluation des technologies de production à plat implique de comprendre comment la configuration de la machine influe directement sur vos délais. L'élimination de l'outillage physique transforme radicalement votre réactivité face aux demandes soudaines du secteur de la vente au détail.
Les avantages et les inconvénients de la production numérique sont principalement liés à l'outillage physique. Les flux de travail numériques éliminent le besoin de matrices de découpe et de plaques d'impression coûteuses, permettant un prototypage rapide et des révisions sans gaspillage, mais ils peuvent être moins performants que les procédés d'emboutissage mécanique lourds lors de productions de masse à plusieurs millions d'unités.
Une fois qu'on enlève les matrices massives en acier, on découvre un ensemble de tolérances physiques complètement différent sur la table de découpe.
Protocole d’éradication du « goulot d’étranglement de l’outillage »
Lors de la vérification des commandes urgentes pour les présentoirs en petites séries, je constate régulièrement que les agences soumettent un gabarit vectoriel CAO (Conception Assistée par Ordinateur) qui ignore complètement l'épaisseur et le calibre du carton ondulé. Elles partent du principe que, puisque l'impression et le fraisage numériques ne nécessitent aucun outillage physique<sup>4</sup>, la machine assemblera comme par magie le présentoir sans le moindre problème à partir de leur croquis 2D générique sous Adobe Illustrator. Ce travail théorique théorique oublie totalement que lorsqu'une lame rigide découpe un carton épais de type B sans compensation mathématique, ce matériau occupe physiquement de l'espace intérieur lorsqu'il est plié à 90 degrés<sup>5</sup>.
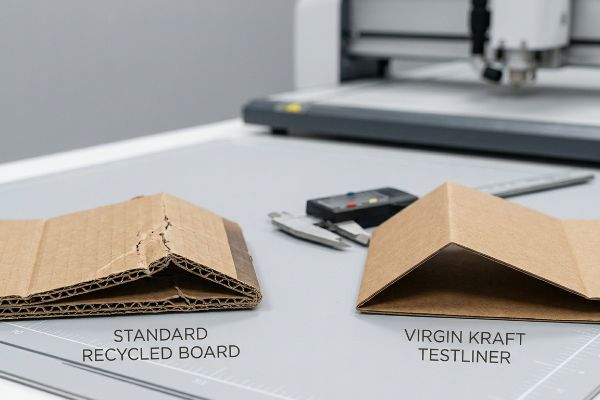
Il ne s'agit pas que de théorie : je constate ce phénomène en production, notamment lors de tests sur des échantillons blancs issus de fichiers clients non ajustés. Le mois dernier, j'ai inséré un gabarit client brut dans la table de découpe et, lors de l'assemblage manuel, les fibres denses du papier ondulé ont opposé une forte résistance aux encoches d'emboîtement serrées, provoquant un pic de force localisé de 5,6 kg (12,4 lb) qui a immédiatement cassé la pellicule imprimée supérieure. Fort de mes vingt ans d'expérience, j'ai appris que le carton standard ne supportait pas cette friction extrême. J'ai donc immédiatement opté pour une pellicule kraft vierge hautement élastique, spécialement conçue pour les fibres longues⁶.La manipulation de ce kraft amélioré était radicalement différente : incroyablement rigide, il se pliait pourtant avec un claquement souple et net, sans se fissurer. Grâce à cette fibre vierge résistante, capable d'absorber les contraintes de découpe, j'ai réduit le temps d'assemblage pour le conditionnement de 29 secondes par unité, permettant à la marque d'économiser des milliers d'euros en main-d'œuvre tout en conservant une résistance à la compression optimale.
| Métrique structurelle | Carton recyclé standard | Testliner Kraft vierge |
|---|---|---|
| Élasticité des fibres | Faible (Fissures sous tension)7 | Élevé (absorbe les plis serrés) |
| Friction d'assemblage | Provoque de graves déchirures de la doublure8 | Verrouillage physique lisse et sans déchirure |
| Capacité de chargement par le haut | Défaillances dues à des microfractures9 | Supporte l'empilage de palettes lourdes |
Je sais précisément comment un bord parfaitement usiné se comporte sous la pression réelle d'un assemblage. En associant une géométrie précise à une composition chimique du papier optimale, je vous garantis que votre meuble en kit s'assemblera parfaitement, même au sol, sans se briser.
🛠️ Le bureau de Harvey : Vos plateaux imprimés haut de gamme se déchirent-ils à cause de tolérances de pliage trop serrées lors de l’assemblage manuel ? 👉 Demandez votre calcul gratuit de tolérance de pliage ↗ — Confidentialité garantie. Vos designs non commercialisés sont en sécurité.
À quoi sert l'impression numérique ?
La technologie d'impression directe sur support cartonné va bien au-delà des simples éléments graphiques ; c'est un outil puissant pour s'orienter dans des marchés régionaux fortement segmentés. Ce procédé permet aux marques de modifier facilement les textes réglementaires en cours de tirage, sans interrompre la production.
L'impression numérique offre de nombreux avantages, notamment pour le merchandising localisé, la création rapide de prototypes et l'intégration de données variables afin d'assurer la conformité aux réglementations régionales. Grâce à la technologie sans plaques, les marques peuvent modifier facilement les éléments graphiques, changer les messages promotionnels et mener des campagnes marketing ciblées et de courte durée auprès de différents segments de clientèle.

Cependant, la simple possibilité d'imprimer des données variables ne signifie pas que votre structure physique respecte automatiquement les normes physiques réglementaires strictes au sol.
Le piège de l'obscurcissement juridique des « données variables »
Je ne cesse de mettre en garde les marques : s’appuyer sur les procédés d’impression modernes pour gérer les variations légales régionales peut engendrer d’importantes lacunes lorsque la structure physique ne correspond pas aux graphismes. Trop souvent, les équipes marketing considèrent une liste de contrôle de conformité générique comme une vérité absolue, reportant aveuglément le texte légal requis sur un fichier prépresse sans tenir compte de la réalité 3D du support en carton ondulé. Elles présument que l’encre haute résolution suffira à garantir la conformité, ignorant complètement l’ interaction entre les plis et les bords épais du carton et le textedans les rayons d’un magasin.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience le mois dernier lors du test d'un plateau PLV pour le lancement d'une boisson soumise à une réglementation stricte. En 2023, j'ai demandé à Mark, mon ingénieur packaging principal, de réaliser un lot en suivant scrupuleusement le guide de mise en page automatisé d'une grande enseigne nationale. Le drame s'est produit lors d'une inspection interne de notre laboratoire : j'ai senti le bord tranchant et abrasif de la lèvre de retenue en C-cannelure 11 (test d'écrasement des bords 32ECT) et j'ai réalisé qu'elle masquait complètement l'indication d'origine régionale à 85 %, sur une épaisseur de 16 mm (0,63 pouce). Nous avions pourtant parfaitement respecté les données de conformité variables, mais la rainureuse rotative non calibrée de l'usine avait découpé la lèvre avant trop haut, créant un blocage visuel catastrophique qui aurait entraîné des amendes fédérales immédiates¹² . Je suis retourné en courant à la table de découpe bruyante et vibrante et j'ai recalibré manuellement la pression de la lame oscillante, en abaissant physiquement la tolérance de courbure avant de la ligne de découpe de 18,5 degrés afin de dégager le texte tout en conservant la capacité de charge dynamique. Je consacre un temps et un argent considérables à mon laboratoire de tests pour que vous n'ayez pas à subir de pertes en magasin. Ce calibrage précis des machines a non seulement permis de préserver les graphismes régionaux, mais a également garanti une réception conforme aux normes chez le détaillant, évitant ainsi à la marque des frais catastrophiques estimés à 14 200 $ pour non-conformité.
| Indicateur de conformité | Liste de contrôle théorique | Réalité calibrée par machine |
|---|---|---|
| Visibilité graphique | Obstrué par 0,63 pouce13 | Vue juridique 100% dégagée |
| Angle de découpe | Bloc standard à 90 degrés14 | Courbure structurelle personnalisée de 18,5 degrés15 |
| Réception du détaillant | Refus immédiat du quai | Prise d'air régulée sans friction |
La technologie ne stimule les ventes que si les clients et les inspecteurs en magasin peuvent lire l'encre. Je calibre mathématiquement mes tables de découpe pour garantir que vos mentions légales essentielles ne soient jamais masquées par un amas de carton plié.
🛠️ Harvey's Desk : Vos présentoirs standard masquent-ils les graphiques de données variables que vous venez de faire imprimer à un prix élevé ? 👉 Demandez une analyse de visibilité gratuite ↗ — Pas d'intermédiaires. Vous parlez directement aux ingénieurs en structure.
L'impression numérique est-elle meilleure que la sérigraphie ?
Comparer la technologie d'impression directe sur panneau à la sérigraphie traditionnelle implique un calcul rigoureux des volumes, des frais de mise en place et de la qualité d'impression. Le choix optimal dépend entièrement de la durée de votre campagne et de la fidélité requise.
Cela dépend. L'impression numérique est préférable à la sérigraphie pour les graphismes haute résolution, le prototypage rapide et les campagnes de vente au détail en petites séries, car elle ne nécessite aucun frais de mise en place. Cependant, la sérigraphie traditionnelle reste largement supérieure pour l'application d'encres fluorescentes spécialisées ultra-épaisses et de vernis UV sélectifs à haute viscosité lors de productions massives, de l'ordre de millions d'unités.

Mais la comparaison des méthodes d'impression détourne souvent l'attention des acheteurs d'un piège d'approvisionnement beaucoup plus sombre qui se cache sous la surface de l'œuvre d'art.
Le piège structurel de la « rétrogradation cosmétique par électrochocs »
Lors de mes audits des demandes de devis clients comparant différents systèmes d'impression, je constate fréquemment que les équipes d'approvisionnement tombent dans un piège financier dangereux : soumettre un dossier sous-évaluant aveuglément la résistance à la compression du carton pour économiser 0,05 $ par unité et compenser le coût d'une sérigraphie multipasse haut de gamme. Elles partent du principe qu'une épaisse couche d'encre plastisol ou de vernis sélectif épais renforcera la structure d'un support en carton fragilisé<sup>16</sup>. Cette hypothèse erronée sacrifie la densité interne des fibres au profit d'une finition superficielle, rendant ainsi le présentoir extrêmement vulnérable à l'écrasement lors du transport maritime.
Il ne s'agit pas que de théorie : je le constate en conditions réelles de test lorsque nous soumettons ces panneaux fortement sérigraphiés et de qualité inférieure à des simulations d'entrepôt. Le trimestre dernier, une marque a demandé un support 26ECT pour financer un bandeau sérigraphié de grande taille. Lors du test de compression (BCT), les cannelures fragilisées ont cédé de manière catastrophique sous une pression de seulement 85 kg, déformant visiblement le graphisme coûteux. Au lieu de compter sur des encres de sérigraphie épaisses, j'ai effectué des mesures au micromètre et prouvé que je n'avais pas besoin de clips en plastique onéreux ni de vernis de surface épais pour préserver le design : une tolérance de pliage plus faible de 0,8 mm et le retour à un panneau 32ECT vierge (n° 17 ) grâce à une technologie d'impression à plat CMJN (Cyan, Magenta, Jaune, Noir) haute vitesse suffisaient. Une fois que le service des achats m'a autorisé à modifier la nomenclature Excel et à supprimer complètement les frais de préparation de la sérigraphie analogique, la densité du matériau ondulé a fait le travail à elle seule. En imposant cette tolérance structurelle hyper-précise, je garantis que la densité de chargement des conteneurs augmente de 11 %18, ce qui permet au client d'économiser près de 4 100 $ en frais de transport international par campagne tout en éliminant totalement le risque de marchandises écrasées.
| Indicateur de performance | Sérigraphie dégradée | Plateau calibré 32ECT |
|---|---|---|
| Compression de base | Boucles à 187,5 lbs (85 kg)19 | Dépasse 350+ lbs (158 kg)20 |
| Déchets de mise en place | Alignement manuel de plaques de haute précision | Dépôt direct zéro déchet21 |
| Charge utile logistique | Nécessite des tampons structurels plus épais | Navires à plat, densité croissante |
Ne sacrifiez pas la robustesse de votre carton ondulé pour payer des frais d'installation obsolètes. En investissant intelligemment votre budget dans une structure haute densité et une efficacité moderne, je vous garantis que votre présentoir arrivera intact à destination.
🛠️ Le bureau d'Harvey : Votre demande de devis actuelle sacrifie-t-elle la solidité structurelle essentielle pour financer des encres cosmétiques épaisses ? 👉 Demandez votre audit gratuit de gabarit structurel ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Que vous luttiez contre les déformations dues à l'humidité des colles ou que vous cherchiez à éviter que des découpes précises et rigides ne cassent vos structures, vous fier aux procédés d'impression modernes sans une ingénierie de précision compromettra gravement le retour sur investissement de votre campagne. Récemment, cette analyse technique a permis de déceler une erreur de tolérance critique de 2 mm lors d'un déploiement national majeur, avant même la production. Confiez-moi vos fichiers de structure à mon laboratoire de tests rigoureux : je les examinerai personnellement lors de votre audit gratuit de découpe, afin de garantir que votre prochain présentoir s'intègre parfaitement à l'espace de vente.
« Amélioration des propriétés barrières du papier d'emballage par le polyvinyle… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8072764/ . [Des sources techniques faisant autorité en science des matériaux d'emballage décriraient comment les adhésifs aqueux provoquent le gonflement des fibres et une réduction de la rigidité du substrat]. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux. Appui : le lien entre la chimie des adhésifs et la dégradation des matériaux . Note de portée : spécifiquement pour les substrats non barrières.
« Effets de l’humidité dans le processus de lamination – AICC Now », https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Les normes de l’industrie de l’emballage confirment que les colles à base d’eau appliquées sur du testliner poreux augmentent le risque de déformation et de gondolage du carton pendant le processus de polymérisation]. Rôle de la preuve : vérification technique ; type de source : guide de fabrication d’emballages. Appuie : l’affirmation selon laquelle la lamination analogique provoque des dommages dus à l’humidité. Note de portée : s’applique aux procédés de lithographie-lamination .
« Encres UV LED et EB polymérisables pour emballages carton – Kao Collins », https://www.kaocollins.com/inks/uv-led-eb-cardboard-packaging/. [Un manuel technique ou un article scientifique sur les encres polymérisables aux UV détaillerait le processus de photopolymérisation qui permet aux encres de durcir instantanément sous l’effet de la lumière UV, sans ajout d’humidité]. Rôle de la preuve : validation technique ; type de source : manuel d’impression industrielle. Appuie : l’efficacité du séchage flash pour prévenir le gauchissement du support. Note de portée : spécifique aux technologies numériques de polymérisation UV et LED .
« Découpe numérique vs découpe à l'emporte-pièce : quelle est la meilleure solution pour l'emballage en 2026 ? », https://www.cncvicut.com/news/digital-cutting-vs-die-cutting-which-is-better-for-packaging.html. [Les guides techniques de l'industrie sur la fabrication numérique confirment que le fraisage CNC et l'impression numérique éliminent le besoin d'outils de découpe et de plaques d'impression physiques]. Rôle de la preuve : confirmation factuelle ; type de source : manuel technique de l'industrie. Contribue à : la suppression du goulot d'étranglement lié à l'outillage. Note sur la portée : s'applique aux flux de production numériques à plat .
« [PDF] Rigidité en flexion du carton ondulé », https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf . [Les normes d'ingénierie relatives aux emballages en carton ondulé spécifient la nécessité de calculer les tolérances de pliage afin de tenir compte de l'épaisseur du matériau (calibre) lors du pliage] . Rôle de la preuve : spécification technique ; type de source : manuel d'ingénierie. Justifie : l'exigence de compensation mathématique dans les gabarits CAO. Note de portée : spécifique au pliage de supports rigides.
« [PDF] PANNEAUX VIERGES VERSUS RECYCLÉS Par L. Lisa Zhao Une thèse… », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Les spécifications techniques des revêtements kraft vierges démontrent que les fibres de cellulose plus longues augmentent la résistance à la déchirure et la résistance au pliage par rapport aux fibres recyclées]. Rôle de la preuve : Validation technique ; type de source : Spécification de science des matériaux. Appuie : L’affirmation selon laquelle la chimie des fibres longues empêche la rupture du revêtement lors d’un assemblage à forte friction. Note de portée : Les performances dépendent du grammage spécifique et du procédé de fabrication de la pâte. ↩
« La véritable différence entre le carton vierge et le carton recyclé », https://www.crownhillpackaging.com/news/the-real-difference-between-virgin-recycled-cardboard/. [Les spécifications techniques des matériaux pour le carton ondulé expliquent comment la longueur réduite des fibres dans la pâte recyclée entraîne une résistance à la traction et une élasticité inférieures à celles des fibres vierges]. Rôle de la preuve : vérification technique ; type de source : spécification scientifique des matériaux. Éléments à prendre en compte : comparaison de l’élasticité des fibres. Note de portée : se concentre sur l’effet de la dégradation des fibres lors du recyclage .
« [PDF] Examen comparatif des propriétés physiques des matériaux recyclés… », https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses . [Les guides de fabrication d'emballages détaillent comment la moindre intégrité structurelle des doublures recyclées augmente le risque de déchirure en surface lors des opérations de verrouillage et de pliage.] Rôle de la preuve : validation factuelle ; type de source : manuel de fabrication. Éléments d'appui : impact du frottement lors de l' assemblage . Note relative à la portée : s'applique spécifiquement à l'assemblage par pliage serré.
« Étude de l’effet des perforations sur la capacité portante… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/ . [Des études d’ingénierie structurale sur le carton ondulé démontrent que la fatigue des fibres dans les matériaux recyclés crée des microfissures qui compromettent la résistance à la compression verticale]. Rôle de la preuve : explication technique ; type de source : étude d’ingénierie. Appui : mécanisme de défaillance de la capacité portante en surface. Note sur la portée : limité aux scénarios de chargement vertical à haute pression.
« Guide pour une conception et une image de marque réussies en emballage carton ondulé », https://www.yorkcontainer.com/york-container-blog/perform-promote-protect-your-companys-guide-to-successful-corrugated-packaging-design-and-branding. [Cette documentation technique sur l'ingénierie des emballages en carton ondulé explique comment des éléments structurels tels que les plis et les languettes de maintien peuvent masquer les informations réglementaires imprimées]. Rôle de la preuve : Validation technique ; type de source : Norme d'ingénierie des emballages. Sujet : Risque de désalignement des éléments graphiques dans les structures 3D. Note de portée : Axé sur les présentoirs de vente au détail en carton ondulé .
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Les normes industrielles d'emballage fournissent les spécifications techniques de résistance et de structure du carton ondulé à cannelures C de 32 ECT utilisé dans les présentoirs de point de vente]. Rôle de la preuve : spécification technique ; type de source : manuel industriel. Appuie : la validité structurelle du matériau d'emballage décrit. Note de portée : les valeurs ECT représentent les exigences minimales de compression .
« Infractions, sanctions et réponses relatives à l’étiquetage du pays d’origine », https://www.daeryunlaw.com/us/insights/origin-marking-violations-in-new-york . [Les directives réglementaires d’agences telles que la FTC ou la FDA précisent les sanctions et amendes liées à l’occultation des mentions obligatoires d’origine sur les emballages destinés aux consommateurs]. Rôle de la preuve : vérification juridique ; type de source : réglementation gouvernementale. Appuie : l’affirmation selon laquelle les erreurs réglementaires entraînent des sanctions fédérales. Remarque : le montant des amendes dépend de la juridiction et de la nature de l’infraction.
« 49 CFR 571.108 — Norme n° 108 ; Lampes, dispositifs réfléchissants et… », https://www.ecfr.gov/current/title-49/subtitle-B/chapter-V/part-571/subpart-B/section-571.108. [Un guide réglementaire ou une norme sectorielle faisant autorité définirait les mesures précises d’obscurcissement qui entraînent un non-respect de la conformité]. Rôle de la preuve : vérification factuelle ; type de source : directive réglementaire. Appuie : indicateurs de non-conformité pour la visibilité graphique. Note sur la portée : s’applique à la visibilité des mentions légales sur les emballages de vente au détail .
« [PDF] Directives de conception pour la découpe | MAST Technologies », https://www.masttechnologies.com/wp-content/uploads/2013/09/Tech-Bulletin-106-Die-Cutting-Design-Guidelines.pdf . [Les normes industrielles en matière de conception d'emballages confirment que le bloc à 90 degrés constitue la spécification de base pour la découpe standard]. Rôle de la preuve : spécification de base ; type de source : manuel industriel. Permet : comparaison entre les angles de découpe standard et personnalisés. Remarque sur la portée : s'applique aux découpes géométriques de base.
« Conception d'emballages structurels : fenêtres et supports | Blog Packly », https://www.pack.ly/en/blog/post/packaging-design-windowing-and-holders. [La documentation technique relative à la découpe à l'emporte-pièce validerait l'utilisation et les avantages structurels d'un angle spécifique de 18,5 degrés]. Preuve : spécification technique ; type de source : manuel d'ingénierie. Supporte : capacités de découpe à l'emporte-pièce de précision. Remarque sur la portée : limité à la conception structurelle de cartes personnalisées .
« L’effet des colorants sur la teneur en métaux lourds dans les papiers recyclés… », https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. [Les normes techniques d’emballage confirment que les revêtements de surface n’apportent qu’un renforcement structurel négligeable par rapport à la densité interne des fibres et à la cannelure du carton ondulé]. Rôle de la preuve : Vérification technique ; type de source : Manuel d’ingénierie de l’emballage. Appuie : L’affirmation selon laquelle les finitions cosmétiques ne peuvent compenser une diminution de la résistance à la compression. Note relative à la portée : Spécifique aux supports en carton ondulé .
Guide de résistance des boîtes en carton ondulé : Qualités de cannelures, indices ECT et résistance des parois… », https://anchorbox.com/corrugated-box-strength/. [Les normes relatives aux matériaux pour le carton ondulé définissent l’indice ECT (Edge Crush Test) comme une mesure principale de la résistance à l’empilement ; plus l’indice est élevé, plus le seuil de flambage des cannelures est important]. Type de preuve : spécification technique ; source : norme industrielle. Appuie : l’affirmation selon laquelle l’utilisation d’un carton de qualité supérieure prévient les défaillances structurelles. Remarque : les performances au test de compression totale de la boîte (BCT) dépendent également des dimensions de la boîte et de l’humidité .
« [PDF] Étude de l'effet des cartons ondulés sur la distribution des contraintes », https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Les recherches en optimisation logistique et en ingénierie de l'emballage démontrent que la réduction de la variance dimensionnelle et l'amélioration de la rectitude des cartons augmentent l'efficacité volumétrique des conteneurs d'expédition]. Type de preuve : validation quantitative ; type de source : article de recherche en logistique. de
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Une étude d'ingénierie ou un essai de contrainte des matériaux permettrait de valider la capacité de charge spécifique et le point de flambage des matériaux en carton ondulé sérigraphiés]. Rôle de la preuve : spécification technique ; type de source : rapport d'essai industriel. Appui : dégradation structurelle de la sérigraphie traditionnelle. Note de portée : dépend du volume d'encre spécifique et de la qualité du carton .
« Calculateur de résistance à la compression (BCT) – Westpak », https://westpak.com/resources/calculator/box-compression-test/. [Les fiches techniques du carton ondulé 32ECT imprimé numériquement à plat confirment le seuil de compression]. Élément de preuve : indicateur de performance ; type de source : fiche technique. Contribue à : l’intégrité structurelle de l’impression numérique. Remarque : se réfère à la résistance à la compression verticale (ECT) .
« Sérigraphie vs impression numérique (DTG) : laquelle est la meilleure ? – xTool », https://www.xtool.com/blogs/xtool-academy/screen-printing-vs-digital-printing?srsltid=AfmBOoqly9oX0eaXdJ7OFBbBehSru-PSMlvBerkQH8ZpH3kdslBvxMdr . [Une analyse comparative des flux d'impression confirmerait que l'impression numérique directe sur support élimine la nécessité de préparer les plaques et les déchets associés]. Éléments de preuve : efficacité des processus ; type de source : analyse de la production. Contribuent à : la réduction des coûts et des déchets. Remarque : s'applique spécifiquement à la phase de préparation.