Vous avez du mal à budgétiser vos campagnes marketing pour le commerce de détail ? Les prix imprévisibles et les frais cachés font souvent dérailler les budgets, obligeant les marques à se démener pour justifier la facture finale.
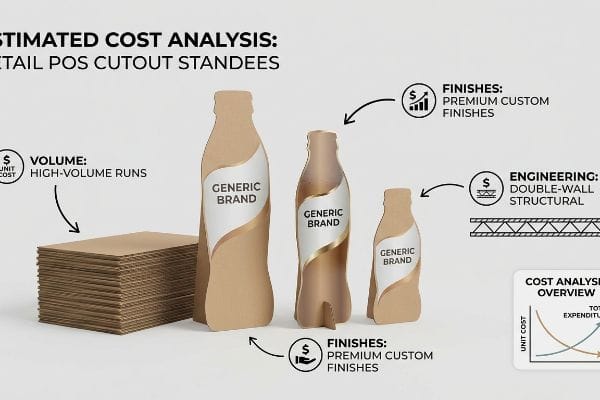
Une analyse des coûts estimatifs des présentoirs PLV (Publicité sur le Lieu de Vente) révèle des prix très variables selon l'échelle, le support et le volume de production. Les productions en grande série réduisent considérablement les coûts unitaires, tandis que les finitions haut de gamme personnalisées, la conception à double paroi et les exigences de livraison express influencent fortement le coût final de fabrication.

Mais la connaissance du modèle de tarification théorique ne suffit pas lorsque les machines se mettent en marche et que les réalités structurelles se font sentir dans l'usine.
Combien coûte la fabrication d'une découpe ?
Pour déterminer précisément les résultats financiers d'un fabricant de produits en carton ondulé, il faut aller au-delà du devis des matières premières et analyser le processus d'assemblage physique.
La fabrication d'une découpe en carton standard coûte généralement beaucoup moins cher que celle de fixations métalliques permanentes, le prix dépendant fortement de la complexité de la découpe et de la méthode d'impression. Les remises sur volume influent considérablement sur les prix, les tirages lithographiques à grande échelle permettant une plastification réduisant significativement le coût unitaire par rapport aux impressions numériques à plat en petites séries.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que les temps de travail explosent.
Pourquoi les découpes surdimensionnées font exploser les budgets de production
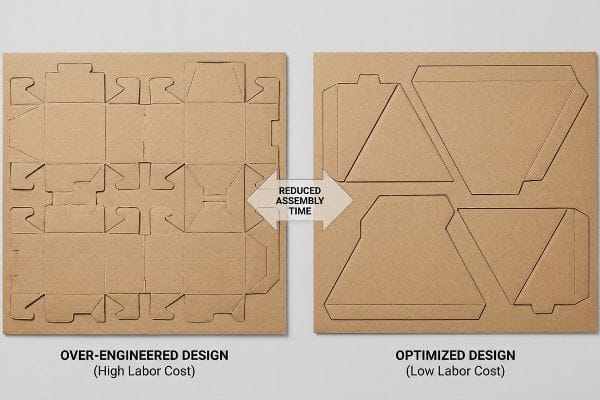
Même les équipes d'approvisionnement les plus expérimentées négligent souvent le travail manuel invisible lors de l'établissement du prix d'une campagne. Elles supposent que la facture finale est uniquement dictée par la surface de carton ondulé et le volume d'encre CMJN (cyan, magenta, jaune, noir) utilisé. En réalité, un gabarit complexe, rempli de languettes d'emboîtement inutiles et de supports en plusieurs parties, engendre des coûts considérables lors de l'étape finale de conditionnement.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, une agence m'a envoyé le dossier d'un présentoir de personnage autoportant, doté d'une base complexe en douze pièces conçue pour résister à un passage intensif. Au départ, j'ai supposé que le test standard 32ECT (Edge Crush Test) Testliner2 suffirait. J'avais tort. La base a cassé sous 50,8 kg (112 lb) sur la table vibrante, car les plis complexes ont fragilisé la structure de compression. J'ai relevé les mesures au micromètre et prouvé que je n'avais pas besoin de coûteux clips en plastique ni d'une douzaine de cadenas en papier. J'ai alors appliqué notre protocole de « simplification intelligente », en modifiant fondamentalement la géométrie CAO (conception assistée par ordinateur) pour obtenir une structure triangulaire unifiée et autobloquante, avec une tolérance de pliage réduite de 0,5 mm. Cet ajustement précis a permis d'éliminer cinq points de friction inutiles. En imposant cette tolérance géométrique minimale, j'ai permis de réduire le temps d'assemblage du conditionnement à façon d'environ 40 secondes par unité, éliminant ainsi d'importants goulets d'étranglement liés à la main-d'œuvre et permettant au client de réaliser des économies substantielles sur les frais de traitement de la production standard.
| Action d'ingénierie | Tolérance physique | Retour sur investissement financier/conformité |
|---|---|---|
| Consolider la ligne de découpe de base | Suppression de 5 languettes d'emboîtement | Réduit drastiquement la main-d'œuvre à l'assemblage3 |
| Réduire la marge de pliage | Jeu de fente de 0,5 mm4 | Accélère les lignes de conditionnement à façon |
| Unifier la colonne vertébrale porteuse | Géométrie triangulaire appliquée5 | Élimine les coûts liés aux clips en plastique |
Je refuse que des fichiers de conception trop complexes engloutissent votre budget marketing sur la chaîne de production. En éliminant les composants superflus et en m'appuyant sur des tolérances géométriques précises, je réduis vos coûts cachés de traitement avant même le début de la production.
🛠️ Le bureau d'Harvey : Vos gabarits actuels augmentent-ils insidieusement vos coûts de main-d'œuvre en conditionnement à façon avec des plis et des clips en plastique inutiles ? 👉 Obtenez un audit de nomenclature structurelle ↗ — J'examine personnellement chaque fichier structurel sous 24 heures.
Combien coûte une silhouette humaine en carton ?
Adapter la taille d'un écran à la taille d'un consommateur moyen introduit des forces de levier mécaniques considérables qui déterminent précisément le type de carton à acheter.
La fabrication d'une silhouette humaine en carton nécessite un renforcement structurel important, ce qui influe considérablement sur son coût total. Du fait de ses dimensions grandeur nature, qui agissent comme une voile, prenant le vent et se courbant sous son propre poids, les fabricants doivent calculer le volume physique des supports rigides et des chevalets de stabilisation pour déterminer le prix final.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que la gravité s'attaque au panneau arrière.
La tromperie du papier testliner vierge Kraft contre le papier testliner recyclé
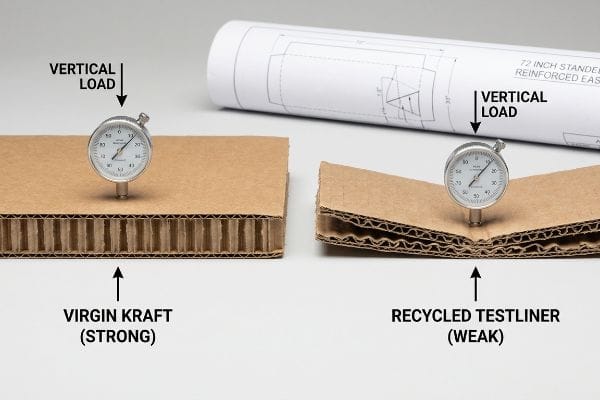
C'est un piège courant qui atteint même les équipes d'approvisionnement les plus expérimentées : accepter un devis dérisoire pour un écran de caractères de 182,8 cm (72 pouces) de haut, basé sur des spécifications de matériaux génériques. Les sociétés de négoce remplacent fréquemment les fibres kraft vierges haute résistance par du testliner6 , sans modifier le prototype visuel. Elles supposent que la solidité de la structure s'améliorera comme par magie, simplement parce que le visuel imprimé paraît haut de gamme à l'écran.
Ce n'est pas qu'une simple théorie : je suis confronté à ce problème sur le terrain. Récemment, j'ai établi un devis pour un présentoir grandeur nature destiné à la vente au détail, et le client s'est plaint que mon prix était légèrement supérieur à celui d'un concurrent. Il m'a transmis un échantillon de ce dernier, et dès que j'ai plié le panneau, j'ai ressenti la résistance spongieuse et caractéristique du Testliner fortement recyclé, contrairement à la rigidité du kraft vierge à fibres longues. Lors de notre simulation de chute interne ISTA 3A (International Safe Transit Association), ce panneau bon marché s'est plié en deux, la partie principale se détachant à exactement 469,9 mm (18,5 pouces) de la base. Pour résoudre ce problème de prototype, j'ai mis en place une amélioration radicale des matériaux. J'ai supprimé le noyau recyclé et aligné mathématiquement une armature en kraft vierge pur, en ajustant la viscosité de la colle PVA (acétate de polyvinyle) à base d'eau pour éviter que la grande surface ne se déforme comme une chips sous l'effet de l'humidité ambiante. En ancrant la structure avec ces fibres vierges denses, j'ai éliminé le risque de flambage au milieu de la colonne vertébrale, supprimant complètement la menace de rejets coûteux en magasin et remplaçant un gonflement fragile par une résistance indéniable au transport de marchandises.
| Ajustement matériel | Résultat structurel | Retour sur investissement financier/conformité |
|---|---|---|
| Précisez « kraft vierge »7 | Empêche le fléchissement de la colonne vertébrale au niveau du tronc | Élimine les rétrofacturations liées aux dommages causés par les détaillants |
| Optimiser la viscosité du PVA8 | Empêche la déformation due à l'humidité des panneaux plats | Protège l'alignement graphique de haute qualité |
| Géométrie du chevalet d'ancrage | Équilibre une charge verticale de 72 pouces9 | Prolonge la durée de vie active des planchers |
Je ne dégraderai jamais secrètement la qualité des fibres de votre panneau dans le seul but de baisser les prix au maximum. Opter pour une composition chimique structurelle adaptée garantit la durabilité de vos actifs, même à grande échelle, face aux aléas du marché.
🛠️ Le bureau de Harvey : Connaissez-vous le ratio exact de fibres recyclées et vierges utilisé par votre fournisseur actuel pour vos présentoirs de 183 cm ? 👉 Demandez un test de résistance des matériaux ↗ — Confidentialité garantie. Vos maquettes non commercialisées sont en sécurité.
Comment appelle-t-on des silhouettes en carton grandeur nature ?
L'établissement d'un vocabulaire commun entre votre service marketing et l'atelier de production permet d'éviter des malentendus catastrophiques en matière de conception avant même que les matrices de découpe ne soient actionnées.
Dans l'industrie de l'emballage, les silhouettes en carton grandeur nature sont communément appelées présentoirs de sol (FSDU) ou présentoirs sur pied. Ces présentoirs verticaux de grande taille nécessitent une conception précise pour pouvoir être installés librement dans les allées à fort passage, souvent à l'aide de chevalets dépliables ou de bases lestées afin de respecter scrupuleusement les normes d'accessibilité pour les personnes handicapées (ADA).

Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que le sens d'écoulement des cannelures compromet l'ensemble de la construction.
L'effondrement horizontal des grains sur les FSDU
De nombreux graphistes considèrent un présentoir à affichage numérique comme une immense toile vierge, ignorant totalement l'alignement microscopique des fibres de papier sous l'encre. Ils supposent que tant que le visuel tient sur le gabarit principal, l'usine peut simplement imbriquer les formes sur le carton dans l'orientation permettant d'économiser le maximum de matière. Ce mythe d'optimisation des chutes crée une vulnérabilité fatale lorsque les cannelures internes du carton ondulé s'étendent horizontalement sur une structure haute et autoportante<sup>10</sup>.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience. En 2021, j'ai demandé à Mark, mon ingénieur packaging principal, d'imbriquer un imposant panneau de distribution de 1,80 m sur nos feuilles de cannelure standard de type B afin d'optimiser notre rendement de découpe. Nous pensions gagner du temps et économiser des matériaux en faisant pivoter la matrice horizontalement. Trois jours plus tard, dans la chambre climatique, j'ai entendu le craquement sinistre de la cannelure B qui se déformait et j'ai vu toute la partie centrale se plier sous son propre poids. La pression de découpe de notre machine rotative avait déjà endommagé les cannelures alignées horizontalement, détruisant leur résistance naturelle au test de compression (BCT)¹¹. Je me suis immédiatement précipité vers la table de découpe numérique Kongsberg série C et j'ai procédé à un changement radical d'outillage et de calibration. J'ai forcé la ligne de découpe à suivre strictement une orientation verticale du grain et j'ai physiquement réduit la pression de la molette de rainage de 3,8 mm pour éviter d'écraser les fibres lors du rainage. Ce réalignement vertical n'a pas seulement empêché l'affaissement de la partie centrale du panneau ; cela a considérablement augmenté la capacité de charge verticale globale, évitant un taux de défaillance estimé à 30 % dans les zones commerciales à forte humidité12 et épargnant au client des coûts de transport de remplacement massifs.
| Calibrage des outils | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Appliquer le grain vertical | Optimise la compression interne des cannelures13 | Réduit considérablement les frais d'expédition des pièces de rechange |
| Réduisez la pression des plis | Prévient les microfissures des fibres14 | Accélère les cadences de fonctionnement des machines |
| Ajuster la profondeur de découpe | Maintient le noyau de la flûte de si intact15 | Empêche l'effondrement du climat humide |
J'ai vite compris que privilégier l'efficacité des matériaux au détriment des lois de la physique est une erreur. Seul un alignement correct du grain structurel garantit la stabilité de vos campagnes grand format.
🛠️ Le bureau d'Harvey : Votre usine actuelle fait-elle pivoter horizontalement les lignes de découpe de vos panneaux FSDU pour économiser quelques centimes sur les chutes de carton ? 👉 Demandez une analyse 3D de l'orientation des cannelures ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Peut-on commander des découpes en carton personnalisées ?
Personnaliser l'identité visuelle d'une campagne de marque nécessite de traduire des illustrations numériques plates en objets physiques complexes et tridimensionnels qui doivent résister à des chaînes d'approvisionnement agressives.
Oui. Commander des découpes en carton personnalisées implique de fournir des gabarits précis que les usines utilisent pour fabriquer des formes promotionnelles uniques. Les acheteurs définissent les contours exacts, les graphismes haute résolution et la structure de base, transformant ainsi des panneaux plats standard en supports marketing sur mesure, propres à la marque et conçus pour un impact visuel immédiat.
Mais la connaissance de la théorie ne suffit pas lorsque les machines se mettent en marche et que les fichiers de conception numérique se heurtent à l'épaisseur physique des cartes.
Piège à décalage de la ligne de compensation de l'étrier
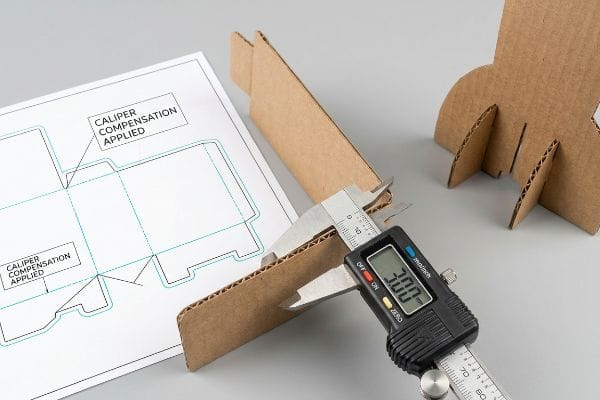
Même les équipes graphiques les plus expérimentées tombent dans le piège de concevoir des languettes 2D emboîtables sur mesure, à la largeur exacte de la fente de réception. Elles traitent les fichiers Illustrator comme de simples pixels, oubliant que le carton ondulé possède une épaisseur. Lorsqu'un contour complexe est plié à 90 degrés, le papier occupe de l'espace, ce qui rend les fentes, pourtant parfaitement dessinées, trop étroites lors de la production finale.
Il ne s'agit pas que de théorie : je suis confronté à ce problème constamment sur le terrain. Un important client du secteur du divertissement m'a récemment envoyé un fichier plat pour une découpe de personnage personnalisée, avec une base modulaire complexe qui s'est déchirée à plusieurs reprises lors de l'assemblage et du conditionnement par son prestataire logistique. J'ai retiré la feuille supérieure du prototype endommagé et j'ai constaté la forte tension exercée par le profilé en C de 3 mm d'épaisseurqui tentait désespérément de s'insérer dans une rainure à tolérance zéro. La base a cassé sous une charge statique de 85 kg (187,5 lbs) car l'assemblage forcé avait déjà écrasé le panneau environnant. J'ai effectué une analyse précise de la chaîne d'approvisionnement et des tolérances dans ArtiosCAD. J'ai relevé les mesures au micromètre et prouvé que je n'avais pas besoin de coûteux renforts : il suffisait d'appliquer nos algorithmes de compensation de dimensionnement automatisés,en ajoutant des tolérances de pliage spécifiques à chaque ligne de pliure. En élargissant mathématiquement les fentes pour tenir compte du rayon extérieur exact de 3 mm du pli, j'ai permis de réduire le temps d'assemblage du co-emballage d'environ 25 %, ce qui a permis aux clients d'économiser des frais de main-d'œuvre considérables tout en éliminant complètement le gaspillage de matériaux déchirés.
| Réglage de la tolérance | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Appliquer la compensation d'étrier18 | Élargit les fentes pour l'épaisseur de la planche | Élimine les déchets de matériaux déchirés |
| Calculer la tolérance de pliage19 | Relâche la tension sur les plis à 90 degrés | Réduit les frais d'assemblage des prestataires logistiques |
| Aligner les géométries CAO | Crée des articulations imbriquées sans frottement | Accélère les délais de livraison |
J'élimine les approximations de l'art numérique 2D en compensant mathématiquement chaque millimètre d'épaisseur du support physique. Garantir un assemblage parfait de vos formes personnalisées dès le premier essai, c'est la garantie de respecter vos délais de lancement.
🛠️ Harvey's Desk : Vos présentoirs personnalisés se déchirent-ils lors de l'assemblage parce que votre concepteur a oublié de calculer la tolérance de pliage du carton ondulé ? 👉 Obtenez une optimisation gratuite des gabarits ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez choisir un fournisseur moins cher, mais si le support recyclé se déforme sous le poids d'une silhouette grandeur nature, ralentissant la chaîne de production d'environ 30 %, vous anéantissez complètement la marge bénéficiaire du projet. Le mois dernier seulement, mon audit structurel a permis à 3 marques d'éviter plus de 10 000 $ de pertes liées à la mise au rebut des stocks et aux refacturations des détaillants. Cessez de gaspiller votre budget marketing dans des présentoirs instables et laissez-moi concevoir personnellement le déploiement de votre prochain présentoir sur mesure ↗ pour garantir une fiabilité structurelle maximale et un retour sur investissement optimal.
« Qu’est-ce qu’une ligne de découpe en emballage et impression ? – PopDisplay », https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [Les directives de fabrication pour les présentoirs de point de vente démontrent comment des exigences d’assemblage complexes augmentent le temps de travail et le coût unitaire lors de l’étape de conditionnement]. Rôle de la preuve : Validation technique ; type de source : Guide de fabrication industrielle. Sujet : Le lien entre la complexité de la conception et les coûts de main-d’œuvre en production. Note de portée : Concerne spécifiquement les présentoirs en carton ondulé assemblés manuellement .
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA . [Un manuel technique sur les emballages en carton ondulé préciserait la capacité de charge et les applications industrielles du matériau 32 ECT]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Apports : sélection des matériaux pour les présentoirs autoportants. Remarque : les performances varient selon la qualité du carton et le type de cannelure.
« Comment réduire les coûts opérationnels grâce à l’emballage – Smurfit Westrock », https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging . Les données de production indiquent une corrélation directe entre le nombre de languettes d’emboîtement manuelles et le temps de main-d’œuvre total requis pour l’assemblage d’une unité. Preuve : indicateur de performance ; type de source : étude de cas en génie industriel. Justification : retour sur investissement de la consolidation des gabarits. Remarque: l’effet est plus marqué en production de masse.
« Tolérances RSC pour les assembleuses et emballeuses de caisses – AICC Now », https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/ . Les spécifications techniques des emballages en carton ondulé définissent les tolérances précises requises pour les jeux de pliage afin de garantir l'ajustement structurel et la vitesse d' assemblage. Type de preuve : spécification technique ; source : manuel d'ingénierie. Objectif : optimisation des tolérances de pliage. Remarque : des variations peuvent exister en fonction du calibre du carton.
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/ . Les principes du génie des structures démontrent que les formes triangulaires répartissent la charge plus efficacement que les formes rectangulaires dans les matériaux ondulés légers. Rôle de la preuve : principe d’ingénierie ; type de source : ouvrage de référence en physique des structures. Avantages : suppression des coûts liés aux attaches en plastique. Remarque sur la portée : spécifique aux supports verticaux.
« Papier kraft vs Testliner : résistance, coût et durabilité – LinkedIn », https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57 . [Les normes industrielles relatives aux emballages en carton ondulé devraient confirmer que les fibres de kraft vierges offrent une résistance à la traction et une rigidité nettement supérieures à celles des Testliners recyclés à fibres courtes]. Rôle de la preuve : vérification technique ; type de source : spécification de fabrication. Appuie : l’affirmation concernant la substitution des matériaux et l’intégrité structurelle. Note de portée : axé sur la capacité de charge des supports en carton.
« Qu’est-ce que le papier kraft et pourquoi est-il un choix populaire en matière d’emballage… », https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/ . [Les spécifications techniques relatives à la longueur de fibre plus importante et à la résistance à la traction supérieure du kraft vierge par rapport au carton recyclé expliquent sa meilleure résistance au flambage au niveau de la reliure centrale des présentoirs verticaux]. Rôle de la preuve : Validation technique ; type de source : Manuel de science des matériaux. Appui : Choix du matériau pour l’intégrité structurelle. Note de portée : Applicable spécifiquement aux présentoirs verticaux grandeur nature.
« Méthodes pour éviter le gauchissement des produits en papier lors de la création de décors », https://www.youtube.com/watch?v=oZd5Vp15MGA. [Une étude sur la rhéologie des adhésifs démontre comment le contrôle de la viscosité du PVA minimise la pénétration d'humidité et le gauchissement subséquent des supports ondulés]. Rôle de la preuve : Validation de procédé ; type de source : Document technique sur les adhésifs industriels. Apports : Optimisation de la fabrication pour prévenir la déformation. Remarque : Limité aux adhésifs à base d'acétate de polyvinyle en phase aqueuse .
« Comment renforcer un présentoir en carton – Actualités – WOW… », https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html . [Les principes de génie mécanique relatifs au centre de gravité et au rapport base/hauteur permettent de vérifier comment certaines géométries de chevalet compensent les charges verticales pour les présentoirs de 1,80 m ]. Preuve : Validation mécanique ; type de source : Guide de génie structurel. Sujet : Stabilité des grands présentoirs en carton. Remarque : Conditions environnementales intérieures standard.
« Analyse de la structure du carton ondulé – Shanghai DE Printed Box », https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/ . [Un manuel technique d'ingénierie de l'emballage expliquerait que les cannelures verticales assurent une résistance à la compression essentielle, tandis que les cannelures horizontales entraînent un flambage structurel des unités hautes]. Rôle de la preuve : vérification technique ; type de source : guide d'ingénierie industriel. Appuie : l'affirmation selon laquelle l'orientation horizontale des cannelures crée une vulnérabilité structurelle. Note relative au champ d'application : s'applique aux structures en carton supportant des charges verticales.
« Estimation de la résistance à la compression des boîtes en carton ondulé pour une application donnée… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Les spécifications techniques du carton ondulé établissent que la résistance à la compression (test de compression de boîte – BCT) est maximale lorsque les cannelures sont orientées verticalement par rapport à la charge]. Rôle de la preuve : vérification technique ; type de source : norme d’ingénierie de l’emballage. Appuie : l’affirmation selon laquelle l’orientation horizontale du grain compromet l’intégrité structurelle. Note de portée : Spécifique aux applications de support de charge verticale .
« [PDF] Effets de l’humidité sur la résistance à la compression des boîtes : FBA BCT… », https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Les données de science des matériaux indiquent qu’une humidité relative élevée réduit considérablement la rigidité et la résistance à la compression des cannelures du carton ondulé, augmentant ainsi le risque d’effondrement structurel]. Rôle de la preuve : validation factuelle ; type de source : étude de science des matériaux. Appuie : l’affirmation selon laquelle l’humidité exacerbe les défaillances des cartons mal orientés. Remarque : les taux de défaillance varient en fonction de la qualité du carton et du taux d’humidité .
« [PDF] Effet de la vitesse de chargement sur la résistance à la compression axiale », https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Un manuel technique sur les emballages en carton ondulé expliquerait comment l'alignement vertical du grain optimise la résistance à la compression axiale des cannelures internes]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie. Éléments justifiant l'étude : relation entre le sens du grain et la résistance structurelle. Note relative à la portée : spécifique au carton ondulé .
« [PDF] PLIEAGE ET RAINAGE – BioResources », https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Des recherches en science des matériaux sur le carton démontreraient qu'une pression de pliage excessive provoque des microfissures dans les fibres de cellulose, fragilisant ainsi la structure du pli]. Type de preuve : preuve en science des matériaux ; type de source : revue à comité de lecture. Sujet : impact de la pression des outils sur l'intégrité des fibres. Note de portée : porte sur les propriétés mécaniques du papier .
« Qu’est-ce que la découpe à l’emporte-pièce dans l’emballage ? Guide des boîtes découpées à l’emporte-pièce », https://gentlever.com/die-cutting-in-packaging/. [Les normes de l’industrie de l’emballage relatives à la découpe à l’emporte-pièce définissent la profondeur précise requise pour découper les doublures sans compromettre l’intégrité du carton cannelé B]. Niveau de preuve : spécification technique ; type de source : guide des normes industrielles. Sujet : profondeur de découpe optimale pour le carton cannelé B. Remarque : limité aux spécifications du carton cannelé B.
« Carton ondulé et qualités de matériaux – cannelure – Packaging Strategies », https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Les normes industrielles relatives aux matériaux ondulés définissent l'épaisseur nominale et les spécifications de profil du carton à cannelure C]. Rôle de la preuve : Vérification des spécifications ; type de source : norme technique. Appui : L'affirmation concernant les dimensions physiques du matériau utilisé. Remarque : L'épaisseur peut varier légèrement selon le fabricant .
« Conception d'emballages avec un logiciel de CAO : Guide étape par étape – Esko », https://www.esko.com/en/blog/packaging-design-with-cad-software. [La documentation technique des logiciels d'emballage tels qu'ArtiosCAD vérifie la fonction de compensation automatique de l'épaisseur pour l'ajustement des lignes de découpe en fonction de l'épaisseur du carton]. Rôle de la preuve : Validation technique ; type de source : documentation logicielle. Supporte : L'utilisation d'algorithmes pour éviter le collage des matériaux lors de l'assemblage. Remarque sur la portée : S'applique aux logiciels de conception structurelle professionnels .
« Guide des gabarits de boîtes : Comment concevoir des découpes d'emballage précises », https://gentlever.com/what-is-box-template-and-how-to-design/ . [Les normes industrielles d'emballage expliquent comment la prise en compte de l'épaisseur du matériau garantit que les fentes sont suffisamment larges pour accueillir l'épaisseur du carton et éviter les défauts de matériau]. Rôle de la preuve : vérification technique ; type de source : manuel d'ingénierie ; Sujets abordés : la relation entre la compensation d'épaisseur et le gaspillage de matériau. Remarque concernant le champ d'application : s'applique spécifiquement au carton ondulé et au carton épais.
« Constructions en carton : Calcul de la tolérance de pliage 1 – YouTube », https://www.youtube.com/watch?v=j1n5ojAbAic . [Les guides techniques sur le pliage des matériaux en feuilles expliquent comment le calcul de la tolérance de pliage permet d'éviter les tensions et les déformations du matériau aux angles de 90 degrés]. Rôle de la preuve : vérification technique ; type de source : guide d'ingénierie ; arguments : avantage mécanique de la tolérance de pliage lors de l'assemblage. Note sur la portée : axé sur la physique du pliage à angle droit.



