
Si vos présentoirs en carton ondulé se fissurent sous l'éclairage des magasins, c'est que leur finition est défectueuse. Voyons comment des revêtements à base d'eau adaptés protègent vos visuels éclatants et vos marges bénéficiaires.
Les cinq types de vernis aqueux comprennent les finitions brillantes, mates, satinées, douces au toucher et compatibles avec le crayon. Ces vernis écologiques à base d'eau sèchent quasi instantanément et protègent le carton imprimé des rayures. Le choix de la formulation adaptée garantit des visuels éclatants pour la vente au détail tout en assurant un recyclage complet en bordure de route dans toutes les grandes chaînes d'approvisionnement mondiales.

Mais la connaissance des catégories de base ne vous sauvera pas sur la chaîne de production lorsque les presses se mettront en marche. Voyons comment ces finitions se comportent réellement sous contrainte physique.
Qu'est-ce qu'un revêtement aqueux ?
Vous pourriez penser que n'importe quelle couche transparente appliquée sur votre encre remplit la même fonction, mais la composition chimique de la finition choisie détermine toute votre stratégie de recyclage.
Un revêtement aqueux est un polymère liquide transparent à base d'eau, à séchage rapide, appliqué sur le carton imprimé. Il forme une barrière invisible contre les traces de doigts, la saleté et les éraflures pendant le transport. Grâce à sa dissolution complète lors du recyclage, ce revêtement garantit la conformité de vos emballages aux normes environnementales les plus strictes.

En théorie, cela paraît simple, mais traiter cette finition comme un simple élément de liste de contrôle générique entraîne souvent d'énormes problèmes de réglementation.
Le piège des bioplastiques par rapport aux revêtements aqueux en bordure de trottoir
Les équipes marketing cherchent souvent à obtenir un aspect haut de gamme et écologique en privilégiant les laminations PLA (acide polylactique). Elles partent du principe que ce film biosourcé se comporte exactement comme une finition liquide classique, tout en répondant aux exigences de développement durable des grandes surfaces. Malheureusement, l'application directe d'un film bioplastique solide sur du carton ondulé modifie fondamentalement le profil de recyclage du matériau¹,créant ainsi des obstacles inutiles au niveau des papeteries.
Les concepteurs soumettent fréquemment des fichiers graphiques comportant des indications de lamination complexes. Ils ignorent souvent que les centres de recyclage municipaux classiques rejettent fréquemment les films rigides lors du tri² , ce qui conduit à l'enfouissement de l'ensemble du dispositif. Pour éviter cela, il est recommandé d'utiliser des solutions liquides à base d'eau plutôt que des films solides pour toutes les campagnes soumises à des obligations environnementales. Le remplacement du film plastique par une matrice polymère liquide garantit la dissolution complète de l'emballage lors du recyclage³ . Ce simple changement permet d'éviter les rejets coûteux des distributeurs pour non-conformité et assure une parfaite adéquation de vos indicateurs de développement durable avec les objectifs de l'entreprise.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Spécification du film PLA rigide | Utilisation de finitions liquides à base d'eau | Garantit un recyclage à 100 % en bordure de trottoir4 |
| En ignorant les limites de repulpage | Matrices polymères liquides obligatoires | Empêche le rejet des grandes surfaces5 |
| Ajout de plastiques non solubles | écrans transparents solubles | Réduit les frais d'élimination des déchets6 |
Les finitions liquides remplacent avantageusement les laminations rigides, offrant un impact visuel identique sans les risques importants liés à la conformité. Cette solution préserve l'image de marque tout en évitant à vos emballages les sanctions environnementales des distributeurs.
🛠️ Le bureau d'Harvey : Vous vous demandez si votre finition écologique actuelle passera un audit commercial ? 👉 Obtenez une analyse gratuite des matériaux ↗ — Accès direct à mon bureau. Zéro spam commercial automatisé, promis.
Quels sont les types de revêtements ?
Choisir une finition ne se résume pas à opter pour quelque chose de brillant ou de mat ; il s'agit d'adapter l'expérience tactile aux contraintes physiques que votre écran subira.
Les principaux types de revêtements utilisés en emballage sont les finitions brillantes, mates, satinées, soft-touch et les bases d'apprêt spécialisées. Chaque formulation modifie la réflexion de la lumière sur la surface imprimée tout en offrant différents niveaux de résistance au frottement. Un choix judicieux permet d'éviter les rayures et offre une expérience tactile unique aux consommateurs.

Les acheteurs choisissent souvent une finition dans un catalogue numérique sans se rendre compte de son interaction physique avec les mains et l'éclairage du magasin.
L'avantage Soft Touch Aquatique
De nombreux responsables marketing exigent un toucher luxueux et velouté pour les présentoirs de cosmétiques et demandent d'emblée une lamination thermique douce au toucher. Ils partent du principe qu'un film physique est la seule solution pour obtenir cette prise en main exceptionnelle. Or, l'application de films polymères épais sur une encre standard limite la recyclabilitéinutilement les coûts de fabrication unitaires.
Au lieu d'utiliser des films coûteux, des finitions aqueuses douces au toucher offrent une alternative supérieure. La pulvérisation d'une finition veloutée liquide directement sur la presse élimine le besoin de plastiques collés,tout en conservant le même toucher haut de gamme. Les boîtes mal laminées subissent souvent une forte friction,ce qui les fait s'accrocher aux cartons voisins lors du réapprovisionnement rapide des magasins. Ce procédé liquide réduit ces problèmes de manutention, garantissant ainsi que vos présentoirs haut de gamme glissent en douceur sur les étagères. Il accélère le processus d'assemblage tout en libérant un budget marketing précieux pour d'autres éléments de la campagne.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation par défaut du film thermique | Spécification des finitions en velours liquide | Garantit le recyclage intégral des cartons10 |
| En négligeant le frottement des étagères | Contrôle de la friction tactile11 | Accélère le réapprovisionnement rapide |
| Gaspiller le budget en stratifiés | Utilisation de liquides appliqués par pression12 | Libère du budget marketing |
Supprimer les films plastiques superflus est essentiel, car les finitions en velours liquide offrent la même adhérence luxueuse sans les contraintes logistiques. Ce simple changement accélère les délais et réduit considérablement les coûts des matériaux.
🛠️ Le bureau d'Harvey : Payez-vous trop cher pour des laminations épaisses alors qu'une simple finition liquide suffirait ? 👉 Demandez un audit de revêtement tactile ↗ — Téléchargement sécurisé. Ma boîte de réception reste ouverte si vous avez des questions.
Quels sont les différents types de revêtements liquides ?
Au-delà de l'esthétique classique, les finitions liquides agissent comme des barrières fonctionnelles hautement techniques qui protègent votre carton fragile de l'environnement hostile d'un grand magasin.
Les revêtements liquides se déclinent en différents types : vernis UV, mastics pour emballages blister, finitions antidérapantes et barrières anti-humidité spécifiques. Ces liquides fonctionnels sont conçus pour répondre à des besoins précis, comme la prévention de la décoloration sous éclairage fluorescent ou la limitation de la dégradation structurelle due à l’humidité des sols de magasins.

Une belle finition brillante sur l'en-tête ne signifie rien si la base de votre écran s'effondre à cause de risques environnementaux invisibles.
Déploiement de la barrière de vernis Mop Guard
Les marques approuvent souvent de magnifiques présentoirs de sold'un revêtement, partant du principe qu'une finition brillante standard offre une protection universelle de haut en bas. Elles traitent la base du présentoir exactement comme le bandeau supérieur, en appliquant le même vernis esthétique générique. Ce qu'elles ne prennent pas en compte, c'est que les quelques centimètres inférieurs d'un présentoir de vente au détail sont exposés à des agressions environnementales totalement différentes et très destructrices<sup>13</sup>.
Chaque nuit, les grandes surfaces utilisent des autolaveuses industrielles qui projettent de l'eau sale directement sur la base des présentoirs en carton ondulé. Sans protection adéquate, cette base absorbe rapidement l'humidité et commence à s'affaisser. Pour éviter ce problème structurel, il est impératif d'appliquer une barrière de vernis transparent haute résistance sur les 10 cm inférieurs du présentoir. Cette barrière anti- humidité , appliquée stratégiquement au niveau du sol, préserve l'intégrité structurelle de l'ensemble. Elle prolonge la durée de vie du présentoir en magasin sans sur-vernir inutilement les parties supérieures, ce qui permet de réaliser des économies sur les matériaux et de réduire les risques de réclamations de la part des distributeurs.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| Utilisation d'une finition uniforme | Couches de base fonctionnelles isolées | Empêche l'effondrement du niveau de base15 |
| Négliger le lavage des sols chaque soir | Application de barrières anti-humidité épaisses16 | Prolonge la durée de vie de la campagne |
| Recouvrir l'ensemble de l'unité | Cibler les 4 pouces inférieurs17 | Optimise les dépenses de fabrication |
Il est tout à fait évitable de laisser une campagne publicitaire prometteuse s'effondrer simplement parce qu'un magasin a lavé le sol. Le choix stratégique de finitions fonctionnelles adaptées aux zones les plus exposées à l'usure garantit la pérennité des campagnes dans les environnements commerciaux les plus exigeants.
🛠️ Le bureau de Harvey : Votre présentoir est-il conçu pour absorber l’eau sale du magasin comme une éponge ? 👉 Demandez votre diagnostic de points faibles ↗ — Pas de formulaires qui déclenchent des appels commerciaux incessants. Uniquement de la valeur ajoutée.
De quoi est composé un revêtement aqueux ?
Il est incroyablement facile de supposer que tous les liquides à base d'eau sont totalement inoffensifs, mais les additifs chimiques invisibles contenus dans votre finition peuvent provoquer des non-conformités catastrophiques.
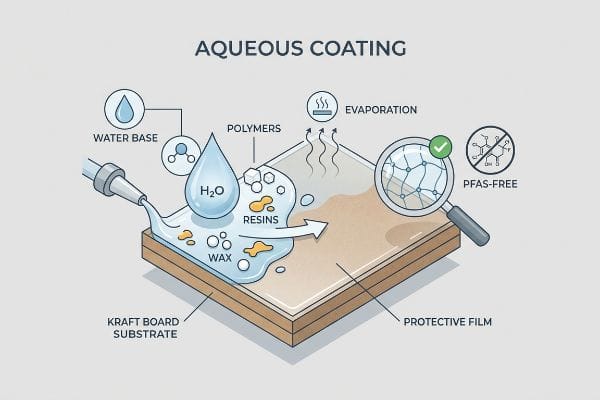
Un revêtement aqueux est principalement composé d'eau, de polymères synthétiques, de résines et de cires spéciales. Lorsque la base aqueuse s'évapore dans l'air ambiant, les polymères restants durcissent pour former un film protecteur solide. Ce mélange chimique précis offre une grande flexibilité et une excellente résistance au jaunissement.
Mais connaître la théorie ne suffit pas lorsque les machines se mettent en marche et que des inspecteurs rigoureux des emballages alimentaires arrivent sur votre quai d'expédition.
Pourquoi les résines polymères standard échouent-elles en production ?
Les équipes d'approvisionnement privilégient souvent les finitions à base d'eau bon marché pour les campagnes de grande envergure dans le secteur alimentaire et des boissons, partant du principe que « à base d'eau » est automatiquement synonyme de sécurité et de conformité. Elles s'intéressent rarement à la composition chimique, se fiant aux résines synthétiques standard pour satisfaire aux premiers contrôles de sécurité. Elles ignorent le fait que de nombreuses finitions liquides traditionnelles contiennent encore des traces de produits chimiques nocifs pour améliorer leur résistance aux graisses<sup>18</sup>.
Dans mon usine, je constate régulièrement que des marques tentent d'appliquer des finitions commerciales standard aux barquettes RRP (Retail Ready Packaging) destinées aux produits de consommation. Ce n'est pas qu'une simple théorie : je le constate en test lorsqu'une finition générique échoue systématiquement aux audits de toxicité modernes. Les anciens revêtements contiennent souvent des PFAS (substances perfluoroalkylées et polyfluoroalkylées) pour repousser l'humidité<sup>19</sup>, et lorsque je mesure la lixiviation chimique lors du contrôle qualité, les résultats sont immédiatement alarmants. Je me souviens de la forte odeur chimique des anciens vernis non conformes qui imprégnaient l'air de l'atelier avant l'entrée en vigueur des réglementations strictes. J'ai consulté les fiches techniques des fournisseurs et prouvé que nous n'avions pas besoin d'additifs dangereux pour l'élimination des graisses ; il suffisait d'imposer une formulation sans PFAS pour tous les emballages alimentaires. En appliquant cette tolérance chimique stricte, je garantis que vos emballages réussissent les audits de réception rigoureux en magasin, éliminant ainsi le risque important de voir tout votre stock mis en quarantaine par les autorités sanitaires.
| Erreurs courantes des débutants | La solution pro | Avantage du magasin |
|---|---|---|
| En supposant que toutes les bases aquatiques soient sûres | Audit du mélange de résine chimique20 | Empêche les graves mesures de détention judiciaire |
| Utilisation d'anciens répulsifs anti-graisses | Rendre obligatoire l'utilisation de liquides sans PFAS21 | Réussit les audits rigoureux de sécurité alimentaire |
| Ignorer les additifs invisibles | Spécification des films polymères propres | Protège la réputation de la marque |
Se fier aveuglément à une appellation générique figurant sur une fiche technique, c'est courir à la catastrophe. Vérifier la composition chimique exacte de votre barrière liquide est la seule méthode éprouvée pour protéger votre marque contre des sanctions réglementaires aux conséquences désastreuses.
🛠️ Le bureau d'Harvey : Ne laissez pas un additif chimique microscopique compromettre le lancement de votre produit dans 500 magasins. 👉 Envoyez-moi les spécifications de vos matériaux ↗ — Je testerai la chimie de votre produit avant que vous n'investissiez des sommes considérables dans une production de masse.
Conclusion
Vous pouvez choisir un fournisseur qui applique des finitions génériques sur tous ses produits, mais si cette couche de base non protégée absorbe l'eau du nettoyage quotidien et se déforme, provoquant une friction importante et ralentissant le réapprovisionnement des magasins d'environ 30 %, votre campagne entière devient un gouffre financier. Voici la fiche technique exacte que mes 10 principaux clients du secteur de la vente au détail utilisent pour garantir zéro rejet d'impression. Ne vous fiez plus aux tolérances chimiques : laissez-moi analyser personnellement vos fichiers de structure grâce à mon Audit gratuit des matériaux et des gabarits ↗ afin de définir des barrières d'humidité fonctionnelles avant le lancement de l'impression.
« Revêtement de papier recyclable et biodégradable avec des matériaux fonctionnalisés… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/ . [La documentation technique des associations de recyclage du papier ou des revues scientifiques sur les matériaux démontrerait que les films de PLA ne se dégradent pas lors du repulpage standard, contrairement aux revêtements aqueux ]. Rôle de la preuve : validation technique ; type de source : document technique industriel. Appuie : l’affirmation selon laquelle les films bioplastiques créent des obstacles au recyclage dans les papeteries. Note de portée : se réfère aux flux de recyclage municipaux classiques.
« [PDF] Fonctionnement des centres de tri des matériaux (CTM) », https://sustainablepackaging.org/wp-content/uploads/2025/09/How-MRFs-Work_SPC.pdf. [Un guide de gestion des déchets faisant autorité ou un rapport d'agence environnementale confirmerait que les films rigides contaminent souvent les flux de recyclage et sont détournés vers les décharges. Rôle de la preuve : vérification des pratiques de l'industrie ; type de source : gouvernement ou agence environnementale. Appuie : l'affirmation selon laquelle le laminage entraîne la mise en décharge. Note de portée : les spécificités peuvent varier selon l'installation municipale.] ↩
« Revêtements à base d'eau vs lamination plastique : Guide d'expert », https://www.leelinepackage.com/water-based-coatings-vs-plastic-lamination/. [Les spécifications techniques des normes de recyclage du papier expliqueraient comment les revêtements à base d'eau se décomposent dans les machines de mise en pâte, contrairement aux films plastiques solides. Rôle de la preuve : validation technique ; type de source : norme industrielle ou article scientifique sur les matériaux. Appuie : l'affirmation selon laquelle les polymères liquides sont compatibles avec le repulpage. Note sur la portée : limité à certaines compositions chimiques de polymères à base d'eau.] ↩
« Revêtements aqueux vs PLA : Analyse complète des gobelets en papier », https://www.hydepackage.com/info-detail/aqueous-vs-pla-coatings-comprehensive-analysis-of-paper-cups . [Les normes techniques relatives aux emballages durables attestent que les revêtements aqueux sont compatibles avec les procédés de recyclage du papier standard, contrairement aux bioplastiques rigides comme le PLA]. Rôle de la preuve : validation ; type de source : norme technique. Appui : recyclabilité des finitions aqueuses. Remarque : Sous réserve des capacités des installations de recyclage municipales locales.
« Materials Matrix – Sustainable Packaging Coalition », https://sustainablepackaging.org/materials-matrix/ . [Les manuels de conformité pour les distributeurs à grande échelle spécifient des limites de repulpage qui disqualifient certains films plastiques, faisant des matrices polymères liquides l'alternative acceptable]. Rôle de la preuve : norme industrielle ; type de source : guide de conformité pour la distribution. Appui : conformité technique pour la distribution au détail. Remarque : les exigences peuvent varier selon le distributeur.
« Coût environnemental des déchets d'emballage | Principaux impacts », https://tracextech.com/environmental-cost-of-packaging-waste/ . [Les données économiques sur la gestion des déchets indiquent que l'utilisation de matériaux solubles ou biodégradables réduit les surtaxes d'enfouissement et les frais d'élimination des déchets dangereux associés aux plastiques non solubles ] . Type de preuve : analyse économique ; type de source : rapport environnemental. Appui : rentabilité des films protecteurs solubles. Note de portée : dépend des structures fiscales régionales en matière de déchets.
« Pourquoi le papier laminé est-il si difficile à recycler ? Analyse approfondie… », https://noupack.com/why-is-laminated-paper-so-difficult-to-recycle/. [Les directives techniques sur la gestion des déchets expliquent comment les films polymères agissent comme des contaminants qui empêchent la séparation des fibres de papier lors du processus de fabrication de la pâte à papier.] Rôle de la preuve : vérification factuelle ; type de source : directive réglementaire environnementale. Appuie : l’affirmation selon laquelle les films polymères entravent le recyclage des imprimés. Note de portée : se réfère spécifiquement aux installations de recyclage mécanique conventionnelles .
« Comparaison des revêtements et des laminations Soft Touch », https://www.thecustomboxes.com/blog/soft-touch-coating-and-soft-touch-lamination/?srsltid=AfmBOoqB-lIl0GyvN8kevJ-MtzNv1IoV9FjqQlDaHRfO474iBuELveZT . [Des guides techniques industriels ou des articles scientifiques comparent les propriétés tactiles et structurelles des revêtements aqueux à celles des laminations de films plastiques]. Type de preuve : analyse comparative ; type de source : fiche technique. Arguments : viabilité des finitions aqueuses liquides comme alternative aux films plastiques. Remarque : l’équivalence tactile est souvent subjective et repose sur des tests sensoriels.
« Coefficient de frottement dans les emballages imprimés – Convertisseur de papier, de film et de feuille », https://www.pffc-online.com/magazine/3499-cof-printed-packaging-0705. [Des données techniques sur le coefficient de frottement (COF) de différentes finitions d'emballage permettraient de vérifier comment certains laminages augmentent la friction de surface par rapport aux revêtements aqueux]. Rôle de la preuve : vérification technique ; type de source : étude en science des matériaux. Appuie : l'affirmation selon laquelle les finitions aqueuses réduisent les problèmes de manutention lors du réapprovisionnement. Note de portée : les niveaux de frottement varient considérablement selon le matériau de laminage .
« Plaidoyer pour les revêtements aqueux dans les emballages durables – Soyle Inc. », https://soyle.ca/blogs/news/aqueous-lining-water-based-coating-sustainable-food-packaging?srsltid=AfmBOopc9LLXxzmc1ihbsPpmdXX6LR-5_3Rqe8r0AXZ54H4y4SmIs74Z. [Un guide technique sur les emballages durables confirmera que les revêtements aqueux n’interfèrent pas avec le processus de fabrication de la pâte à papier, contrairement aux films plastiques]. Rôle de la preuve : vérification technique ; type de source : norme industrielle ; Appui : recyclabilité des revêtements liquides veloutés. Note sur la portée : dépend de l’épaisseur du revêtement et des capacités de recyclage locales .
« Comment les valeurs du coefficient de frottement (COF) peuvent-elles être liées à l’emballage… », https://www.rhopointamericas.com/faqs/how-can-coefficient-of-friction-cof-values-relate-to-packaging-speeds/?srsltid=AfmBOor_LD_GEpJfoDy8WLtT2Wn-wVtjZqyCE0ImEFSkSUvI1N0Ux9U4. [Les données scientifiques sur le coefficient de frottement de divers revêtements étayent l’affirmation selon laquelle une réduction de la traînée améliore l’efficacité de la manutention]. Rôle de la preuve : spécification technique ; type de source : étude d’ingénierie ; Points à retenir : efficacité du contrôle de la traînée tactile. Note sur la portée : se concentre sur le frottement physique lors de la manutention manuelle .
« Pelliculage liquide versus pelliculage film », https://www.printingnews.com/trade-services/consumables-supplies/article/10221956/liquid-lamination-versus-film-lamination-wideformat-imaging. [Les analyses comparatives des coûts de l'industrie de l'imprimerie démontreront les frais généraux et le coût des matériaux inférieurs des finitions aqueuses appliquées à la presse par rapport au pelliculage]. Rôle de la preuve : validation financière ; type de source : rapport de l'industrie de l'imprimerie ; arguments : rentabilité des liquides appliqués à la presse. Remarque sur la portée : s'applique principalement aux tirages à grand volume .
« Comment nettoyer les boîtes de présentation en carton – Moody Mabel », https://moodymabel.com/blogs/the-moody-mabel-blog/the-diy-guide-to-reviving-your-tired-presentation-boxes. La documentation scientifique sur la durabilité du carton identifie l’infiltration d’humidité et les agents de nettoyage chimiques comme principales causes de défaillance structurelle à la base des présentoirs de vente au détail .
« Présentoir de sol PLV en carton ondulé personnalisé – Brown Packaging », https://brownpackaging.com/custom-packaging-products/pop-displays/corrugated/floor-display/ . [Une norme industrielle pour l'emballage de détail ou un guide d'ingénierie des matériaux préciserait la hauteur requise des barrières anti-humidité pour limiter les projections des autolaveuses industrielles]. Rôle de la preuve : spécification technique ; type de source : manuel de norme industrielle. Appuie : l'exigence de placement à 10 cm (4 pouces) des barrières de vernis. Note de portée : spécifique aux matériaux PLV en carton ondulé dans les points de vente au détail.
« Humidité et hygrométrie : leur impact sur l'intégrité des emballages pliants », https://brownpackaging.com/moisture-and-humidity-how-they-affect-folding-carton-integrity/. [La documentation technique sur les modes de défaillance du carton ondulé confirme que l'infiltration d'humidité à la base entraîne une perte de résistance à la compression verticale, provoquant un effondrement structurel]. Type de preuve : analyse des modes de défaillance ; source : livre blanc d'ingénierie des structures. Arguments : nécessité d'isoler les couches de base fonctionnelles. Note sur la portée : étude de la résistance à la compression du carton .
« Revêtements barrières pour emballages alimentaires | Guide du fabricant de produits alimentaires », https://www.mcpolymers.com/library/barrier-coatings-food-packaging/. [Une source faisant autorité en matière de matériaux d'emballage confirmerait que des barrières anti-humidité spécialisées empêchent l'absorption d'eau par les produits de nettoyage des sols, préservant ainsi l'intégrité structurelle du support]. Rôle de la preuve : vérification technique ; type de source : revue scientifique sur les matériaux. Appui : l'utilisation de barrières pour prolonger la durée de vie des campagnes. Note de portée : concerne spécifiquement les vernis hydrofuges.] ↩
« Comment améliorer la stabilité et la durabilité des présentoirs en carton ? – Actualités », https://www.cardboard-display-stand.com/news/how-to-improve-cardboard-display-stability-and-85502399.html. [Les recommandations du secteur pour les présentoirs sur le lieu de vente (PLV) préconisent généralement de ne revêtir que la partie inférieure (environ 10 cm) afin de la protéger du nettoyage des sols tout en minimisant les coûts des matériaux]. Niveau de preuve : validation d’une norme industrielle ; type de source : guide des meilleures pratiques de fabrication. Contribue à : l’optimisation des dépenses de fabrication. Remarque : la hauteur d’application peut varier selon l’environnement de vente au détail.] ↩
« Composés fluorés dans les emballages de restauration rapide aux États-Unis – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC6104644/ . [Des études toxicologiques évaluées par des pairs ou des rapports réglementaires d'organismes tels que la FDA ou l'EFSA identifient des substances dangereuses spécifiques, comme les PFAS, utilisées dans d'anciennes formulations aqueuses pour conférer des propriétés oléofuges et graisseuses]. Rôle de la preuve : vérification factuelle ; type de source : rapport réglementaire. Appuie : la présence d'additifs nocifs dans les finitions anciennes. Note de portée : se réfère spécifiquement aux formulations historiques et non aux alternatives modernes conformes.
« Substances poly- et perfluoroalkylées dans les emballages alimentaires en papier et carton… », https://www.chem.uga.edu/events/content/2022/poly-and-perfluoroalkyl-substances-paper-and-paperboard-food-packaging. [Des documents réglementaires faisant autorité, émanant de l’EPA ou de l’EFSA, détaillent la prévalence historique des PFAS dans les revêtements de carton résistants aux graisses et à l’humidité]. Rôle de la preuve : justification factuelle ; type de source : rapport d’un organisme de réglementation. Appuie : la présence de PFAS dans les finitions anciennes. Note relative à la portée : s’applique spécifiquement aux barrières contre l’humidité et les graisses .
« 21 CFR 175.300 — Revêtements résineux et polymères. – eCFR », https://www.ecfr.gov/current/title-21/chapter-I/subchapter-B/part-175/subpart-C/section-175.300. [La documentation technique de conformité démontre qu’un audit rigoureux des compositions chimiques des résines permet d’éviter l’utilisation de substances interdites susceptibles d’entraîner des blocages juridiques]. Rôle de la preuve : vérification technique ; type de source : norme industrielle. Appui : le rôle de l’audit des résines dans la réduction des risques juridiques. Note relative au champ d’application : applicable aux réglementations mondiales REACH/TSCA sur les produits chimiques .
« Utilisations autorisées des PFAS dans les applications en contact avec les aliments », https://www.fda.gov/food/process-contaminants-food/authorized-uses-pfas-food-contact-applications. [Les lignes directrices réglementaires relatives aux matériaux en contact avec les aliments démontrent que la transition vers des revêtements sans PFAS est nécessaire pour réussir les audits de sécurité rigoureux]. Rôle de la preuve : vérification réglementaire ; type de source : réglementation gouvernementale. Appuie : le lien entre les liquides sans PFAS et les audits de sécurité alimentaire. Note sur la portée : concerne principalement les normes de la FDA ou de l’EFSA .



