Los compradores suelen preguntarse si los fabricantes solo imprimen lo que reciben o si la ingeniería estructural real forma parte del paquete.
Sí. La asistencia en el diseño de expositores implica la reconstrucción de ilustraciones planas en archivos CAD (Diseño Asistido por Computadora) estructuralmente sólidos, la aplicación de tolerancias de flexión y el cálculo de la capacidad de carga. La verdadera asistencia en el diseño transforma conceptos visuales básicos en embalajes físicos que cumplen estrictamente con los requisitos de entornos minoristas de alto volumen y la logística de transporte pesado.

Pero tener una imagen bonita en el monitor no es suficiente cuando las máquinas de corte empiezan a funcionar de verdad.
¿Cómo puedo mejorar mi visualización?
Actualizar una unidad va más allá de darle un acabado brillante; requiere corregir los errores matemáticos invisibles que se esconden dentro de las plantillas estructurales.
Para optimizar la presentación, es necesario aplicar algoritmos de compensación de calibre precisos a cada ranura de plegado. La actualización de una matriz genérica a una plantilla estructural de ingeniería de precisión garantiza que los materiales gruesos se ensamblen sin fricción, lo que aumenta drásticamente la estabilidad general y elimina el desgarro de las láminas superiores durante el proceso de empaquetado a alta velocidad.
Conocer la teoría de las tolerancias de curvatura está bien, pero ignorarla en el taller conlleva una falla mecánica inmediata.
Por qué fallan las plantillas estándar en la planta de producción
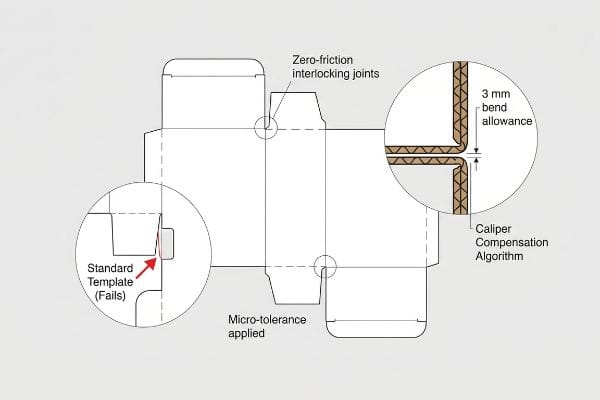
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego al crear pestañas entrelazadas en software vectorial estándar con el mismo ancho que el panel correspondiente. Asumen que una línea digital perfectamente dibujada se traduce en una unión física perfecta. Esto ignora por completo el grosor físico del material corrugado plegado1.
Esto no es solo teoría; lo aplico en la práctica. Una importante agencia de branding se apresuró a crear una plantilla plana asumiendo que el cartón ondulado estándar 32ECT (Edge Crush Test) se plegaría sin problemas. Durante nuestra prueba de ensamblaje interna, las pestañas rígidas cortaron agresivamente la capa superior impresa. La deflexión bajo carga estática superó los 38,1 mm (1,5 pulgadas) debido a que los bordes ondulados, aplastados, perdieron toda su integridad vertical. Inmediatamente modifiqué la geometría CAD, sobrescribiendo sus archivos digitales para añadir un margen de flexión de 3 mm (0,12 pulgadas) a cada ranura de recepción, ajustando paramétricamente el radio exterior para compensar el grosor del material. Al aplicar esta microtolerancia, logré reducir el tiempo de ensamblaje de co-empaquetado en 45 segundos por unidad, disminuyendo la fricción laboral y ahorrando al cliente importantes costos de preparación manual en una tirada de 10 000 unidades.
| Solución de ingeniería | Resultado físico | Retorno de la inversión financiera |
|---|---|---|
| Se añadió un margen de curvatura de 3 mm2 | Se eliminó el cizallamiento de la ranura interior | Reduce la fricción laboral al instante |
| ensanchamiento de ranura paramétrico3 | Se restauró la integridad de la tabla vertical | Evita costosos retrabajos manuales |
| Geometría de compensación del calibrador4 | Juntas de enclavamiento de fricción cero | Ahorra 3250 dólares en gastos de gestión |
Me niego a que archivos gráficos sin probar determinen el éxito de su campaña de venta minorista. Corregir estos fallos técnicos antes de imprimir es la única manera de proteger su marca de retrasos catastróficos en el montaje.
🛠️ Oficina de Harvey: ¿Conoce el grosor exacto en milímetros de su cartón corrugado actual después de doblarlo 90 grados? Permítame realizar una simulación de estrés estructural 3D personalizada en sus archivos. 👉 Solicite una auditoría estructural ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cómo optimizo mi Display?
La verdadera eficiencia consiste en eliminar el espacio desperdiciado y, al mismo tiempo, maximizar matemáticamente el límite de carga dinámica dentro de los contenedores de envío estándar.
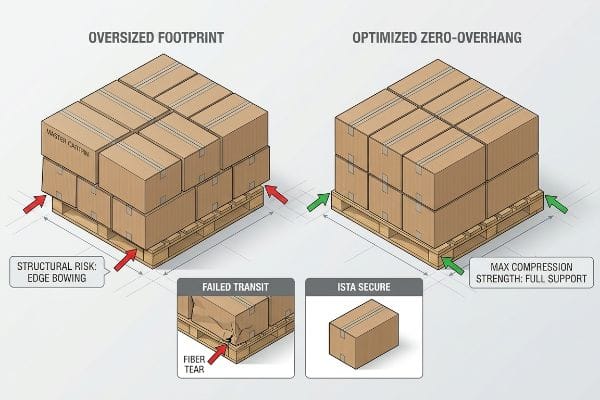
La optimización de la presentación implica reducir artificialmente el espacio máximo permitido para la caja maestra en exactamente media pulgada dentro del perímetro de madera. Este ajuste geométrico preciso garantiza que todas las esquinas estructurales permanezcan completamente apoyadas, restaurando la resistencia crítica a la compresión vertical y eliminando por completo el aplastamiento durante el transporte en contenedores marítimos.
Puedes intentar colocar más unidades en un palé, pero luchar contra las leyes de la física del transporte suele acabar en desastre.
¿Por qué la codicia por el espacio fraccional provoca desastres en el transporte de mercancías?
Los equipos de compras suelen ampliar las dimensiones de las cajas maestras para maximizar la densidad de envío, asumiendo que la resistencia bruta del cartón corrugado de alta resistencia protegerá los productos internos. Calculan la eficiencia del volumen, pero ignoran por completo cómo se transfiere el peso dinámico a través de una pila de varios niveles5.
Esto no es solo teoría; lo aplico en la práctica. Durante una prueba de caída y vibración de la ISTA (Asociación Internacional de Tránsito Seguro), un cliente me envió un correo electrónico desesperado cuando su prototipo subcontratado se aplanó por completo bajo la presión de la carga superior. Asumieron que su contenedor de gran tamaño era eficiente, pero sobresalía del borde del palé de la GMA (Asociación de Fabricantes de Alimentos) por una fracción de pulgada. Observé cómo el nivel inferior, sin soporte, se curvaba visiblemente hacia afuera, y escuché el fuerte y desagradable crujido de las fibras de kraft virgen al romperse bajo 385,5 kg (850 lb) de presión. Descarté el plan logístico de la agencia y calculé las dimensiones desde cero, reduciendo artificialmente la caja del contenedor en 12,7 mm (0,5 pulgadas) para garantizar que las esquinas estructurales descansaran completamente sobre la plataforma de madera. Al imponer esta geometría sin voladizo, restauré la resistencia a la compresión perdida del 60 %⁶, eliminando las microfracturas estructurales y evitando enormes cargos a los minoristas por el colapso de la mercancía entrante.
| Geometría logística | Resultado estructural | Retorno de la inversión en la cadena de suministro |
|---|---|---|
| Reducción de la huella en 12,7 mm7 | Esquinas alineadas con la cubierta de madera | Evita el colapso de los niveles de palés |
| Protocolo de voladizo cero | Se restauró el 60% de la resistencia a la compresión8 | Elimina los cargos por daños durante el transporte |
| Cuadro delimitador probado por ISTA9 | Se eliminó el desgarro de la fibra inferior | Garantiza la aprobación de la mercancía entrante |
Calculo la utilización de los contenedores basándome en la supervivencia de la fila inferior, no solo en el volumen teórico. La optimización es inútil si las cajas maestras llegan al centro de distribución aplastadas e invendibles.
🛠️ Oficina de Harvey: ¿Sus cajas maestras sobresalen de sus paletas aunque sea un cuarto de pulgada? 👉 Asegure su cadena de suministro ↗ — 100% confidencial. Sus diseños minoristas aún no lanzados están a salvo conmigo.
¿Cómo administrar la configuración de pantalla?
El control de los parámetros de la maquinaria de fábrica determina si la placa impresa se pliega limpiamente o se agrieta violentamente bajo tensión.
Gestionar los ajustes de visualización requiere calibrar con precisión los canales de la matriz de hendido hembra en la prensa troqueladora automatizada. Ajustar estos parámetros del yunque mecánico controla cómo se estiran las fibras gruesas del papel al ser golpeadas por las reglas de acero, lo que previene eficazmente el agrietamiento litográfico en cartones testliner gruesos y garantiza pliegues limpios incluso con grandes cargas de venta al por menor.

De nada sirve especificar materiales de alta gama en una orden de compra si el operario de la máquina aplica una presión física incorrecta.
¿Por qué la presión de fábrica arruina las placas base de alta gama?
Es una trampa común que atrapa incluso a equipos de compras experimentados: asumir que una simple línea vectorial crea automáticamente un pliegue perfecto de 90 grados. Confían en que los tableros rígidos cederán sin problemas, ignorando la inmensa resistencia que generan las estrías internas contra una cuchilla de acero de rápido movimiento10.
Esto no es solo teoría: lo aprendí por las malas en la planta de producción. En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que procesara un nuevo lote de cartón kraft virgen 32ECT sin ajustar las tolerancias predeterminadas de la ranuradora rotativa. Pensamos que podríamos ahorrar tiempo omitiendo la recalibración de la matriz para un pedido urgente. Tres horas después, pasé la mano por los bordes doblados y sentí el desgarro polvoriento y dentado de las hojas superiores gravemente agrietadas. El golpe contundente había aplastado las ondulaciones en lugar de doblarlas. Detuvimos la producción de inmediato y nos metimos en la ruidosa maquinaria en funcionamiento para montar un canal de matriz de plegado hembra de polímero específico que actuara como yunque11.Al controlar físicamente el estiramiento del papel y reducir la presión de golpe del troquelado exactamente 0,08 pulgadas (2 mm)12, eliminamos por completo el desgarro de la fibra, evitando una tasa de desperdicio del 30 % y manteniendo el cronograma de producción en masa sin contratiempos.
| Calibración de máquinas | Resultado físico | Retorno de la inversión en fabricación |
|---|---|---|
| Montaje de canal de matriz polimérica | Estiramiento controlado de las fibras de papel | Elimina por completo el agrietamiento litográfico13 |
| Presión de impacto reducida 2 mm14 | Estructura interna de la flauta conservada | Evita el desperdicio de material en un 30%15 |
| Resistencia del yunque personalizada | Plegado perfecto a 90 grados | Acelera el cronograma de producción |
Superviso con precisión los parámetros de la carrera de la máquina porque sé lo rápido que se puede romper una placa rígida. No se puede gestionar la fabricación de alta gama simplemente enviando un PDF y esperando que todo salga bien.
🛠️ Oficina de Harvey: ¿Su proveedor actual modifica su matriz de plegado según el grado ECT específico de su tablero? Permítame realizar una auditoría completa de la lista de materiales. 👉 Solicite su auditoría de la lista de materiales ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cómo comprobar la calidad de la pantalla?
La inspección de muestras físicas requiere ir más allá de los gráficos impresos para analizar las adaptaciones ambientales microscópicas incorporadas en las articulaciones.
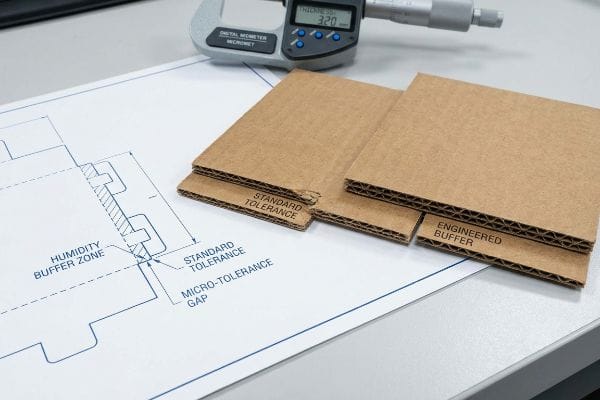
La comprobación de la calidad de la pantalla implica verificar que los amortiguadores de humedad automatizados estén integrados directamente en las ranuras de recepción. La evaluación de estas microtolerancias garantiza que, cuando los paquetes planos porosos absorban la humedad ambiental del océano y se hinchen físicamente, el equipo de montaje siga experimentando una instalación sin problemas, independientemente del entorno del almacén.
Analizar una muestra seca en una oficina con temperatura controlada genera una falsa sensación de seguridad.
¿Por qué fallan los prototipos de oficinas secas en almacenes húmedos?
Los ingenieros estructurales en estudios con aire acondicionado a menudo establecen las tolerancias de las ranuras de la matriz basándose en el calibre seco absoluto de la tabla. Creen erróneamente que un ajuste por fricción perfectamente ajustado logrado en un entorno de laboratorio prístino se comportará exactamente de la misma manera después de treinta días en el mar16.
Esto no es solo teoría: lo veo en acción en el laboratorio de pruebas. Un importante cliente de cosméticos se quejó de que una caja expositora genérica de un proveedor anterior se estaba desmoronando durante el ensamblaje estándar de coempaquetado de 3PL (Logística de Terceros) en Florida. Arranqué la lámina superior de su prototipo dañado y sentí cómo el revestimiento de prueba hinchado y abultado se rompía contra las pestañas entrelazadas. Al principio, supuse que el cartón estándar era simplemente un material barato. Estaba completamente equivocado; el cartón ondulado B había absorbido una gran cantidad de humedad ambiental17, expandiéndose mucho más allá de su espesor original en seco de 0,125 pulgadas (3,17 mm)18.Utilicé cámaras de pruebas ambientales extremas para obtener lecturas de micrómetro, demostrando que no necesitábamos costosos clips de plástico para solucionarlo. Amplié artificialmente todas las ranuras de recepción en nuestro software CAD en 0,04 pulgadas (1 mm) adicionales. Este microajuste absorbió por completo la hinchazón por humedad, reduciendo la fricción del ensamblaje a cero y ahorrándole al cliente un estimado de $4,500 en penalizaciones por retraso en el cumplimiento manual.
| Tolerancia estructural | Resultado ambiental | Retorno de la inversión en cumplimiento |
|---|---|---|
| Ranuras ensanchadas 1 mm | El material que absorbe humedad se hincha | Reduce la fricción del ensamblaje al instante |
| Amortiguador de humedad diseñado | Se detuvo el desgarro de la pestaña y el revestimiento | Ahorra miles en multas |
| Alineación de brechas paramétricas | Rigidez estructural mantenida | Acelera el embalaje de 3PL |
Me niego a validar la integridad estructural basándome en condiciones perfectas y secas. Un verdadero control de calidad implica diseñar el cartón para que resista los entornos logísticos más hostiles y húmedos que pueda encontrar su cadena de suministro.
🛠️ Escritorio de Harvey: ¿Has comprobado las tolerancias de troquelado actuales tras exponer las placas a una humedad relativa del 85 %? 👉 Verifica tus tolerancias ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
¿Cómo hacer que la pantalla se ajuste a la pantalla?
Para garantizar que las plantillas físicas se alineen con las pantallas RIP de preimpresión, es necesario compensar en exceso los desplazamientos de laminación mecánica durante la fase de montaje.
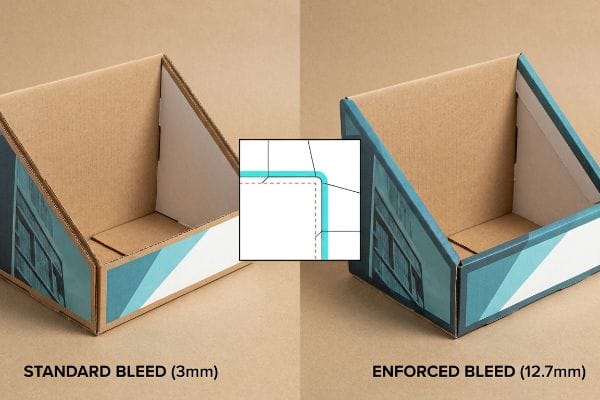
Para que la imagen se ajuste a la pantalla, es necesario aplicar un margen de sangrado de media pulgada más allá de la línea de corte física. Ampliar el fondo de la ilustración mucho más allá de los límites de la impresión comercial estándar garantiza que el gráfico envuelva completamente cada borde expuesto, disimulando los desplazamientos mecánicos durante la laminación litográfica y el troquelado automatizados.
Los márgenes de impresión estándar pueden parecer perfectos en un monitor digital, pero habitualmente provocan que el cartón quede sin tratar en la línea de producción.
¿Por qué los sangrados de impresión estándar provocan rebabas en los bordes?
Los diseñadores gráficos suelen aplicar márgenes de sangrado estándar de impresión comercial a archivos de cartón corrugado, dando por sentado que se aplican las mismas tolerancias. No comprenden que pegar papel sobre cartón corrugado grueso implica inherentemente una variación mecánica mucho mayor¹⁹que alimentar hojas delgadas a través de una imprenta offset estándar.
Esto no es solo teoría; lo veo en acción en la planta de pruebas. Estaba mirando el monitor de la pantalla de preimpresión cuando el registro óptico automatizado detectó una gran desalineación. El cliente había entregado un diseño excelente, pero durante la fase de laminación litográfica, el cartón se desplazó 4,5 mm (0,18 pulgadas), dejando un antiestético reborde marrón de cartón visible en el encabezado plegado final. Al principio, supuse que los sensores de la máquina de montaje estaban desalineados, pero los datos mostraron que la maquinaria operaba dentro de las tolerancias normales para trabajos pesados. Exigí transparencia en el material base y modifiqué la geometría estructural de la preimpresión, rechazando sus márgenes estándar e imponiendo un margen de seguridad de sangrado estricto de 12,7 mm (0,5 pulgadas)20.Al extender estos límites digitales para absorber la desviación mecánica, eliminamos por completo el defecto del reborde, evitando un rechazo total por parte del minorista y ahorrando al cliente el tener que desechar miles de hojas superiores impresas.
| Ajuste de preimpresión | Resultado mecánico | Retorno de la inversión en marca |
|---|---|---|
| Sangrado forzado de 12,7 mm | Deriva de litolaminación absorbida | Elimina los bordes sin tratar expuestos |
| Gráficos de fondo ampliados | Turno de troquelado con máscara | Evita el rechazo total por parte del minorista |
| Alineación RIP automatizada | Color envuelto sobre todos los pliegues | Detiene el desecho masivo de láminas superiores |
No confío en las normas estándar de impresión comercial cuando se trata de laminado industrial de cartón corrugado. Al incorporar amplios márgenes de seguridad en el diseño inicial, garantizo que su marca cubra a la perfección todos los aspectos físicos.
🛠️ Oficina de Harvey: ¿Sus diseñadores gráficos siguen enviando archivos de cartón corrugado con un margen de sangrado estándar de 3 mm? Permítame revisar sus archivos. 👉 Solicite una auditoría de preimpresión ↗ — 100 % confidencial. Sus diseños para venta minorista aún no publicados están a salvo conmigo.
Conclusión
Puedes elegir un proveedor que confíe ciegamente en cajas maestras de gran tamaño, pero cuando ese cartón sin soporte se derrumba bajo la presión de la carga superior, provoca el rechazo inmediato del minorista y elimina por completo el margen de beneficio de tu campaña. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Deja de arriesgar tu logística con plantillas teóricas y permíteme diseñar personalmente tu próximo lanzamiento para garantizar la máxima resistencia estructural y el dominio absoluto de la cadena de suministro.
"Cómo el calibre del cartón afecta el rendimiento y el costo de las cajas plegables", https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Los manuales autorizados de ingeniería de embalaje detallan cómo el calibre del material requiere tolerancias de plegado específicas para garantizar un ajuste adecuado de las uniones]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: El impacto del espesor del material en el ensamblaje estructural. Nota de alcance: Se aplica a sustratos de cartón corrugado. ↩
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Una fuente autorizada en ingeniería de embalaje explicaría cómo los márgenes de curvatura específicos evitan el aplastamiento o el corte de las ondulaciones internas durante el plegado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la relación entre el margen de curvatura y la integridad de la ondulación. Nota de alcance: específico para materiales de cartón corrugado. ↩
"DISEÑO ESTRUCTURAL DE EXHIBICIONES PARA COMERCIO MINORISTA INTERACTIVO…", https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/. [Los artículos de análisis estructural sobre cartón corrugado describirían cómo el ajuste paramétrico del ancho de las ranuras previene las concentraciones de tensión y restaura la integridad vertical]. Función de la evidencia: verificación técnica; tipo de fuente: artículo académico. Apoya: el efecto del diseño paramétrico en la estabilidad del tablero. Nota de alcance: enfoque en la capacidad de carga vertical. ↩
"El auge de los porros preenrollados | Green Rush Packaging", https://greenrushpackaging.com/cannabis-blog/pre-roll-joints-boom/?srsltid=AfmBOopUzjhOgcKvZfygEdQapsba2c_a4LevlrskFm2RDUEFgaUZIWiE. [La literatura técnica sobre tolerancias de fabricación demuestra cómo la compensación del espesor del material (calibrador) garantiza un ajuste preciso y un ensamblaje sin fricción]. Función de la evidencia: verificación técnica; tipo de fuente: estándar de fabricación. Apoya: el uso de compensación de calibrador para juntas entrelazadas. Nota de alcance: se aplica al troquelado de precisión. ↩
"Investigación del efecto de la rigidez de la plataforma superior del palé en el cartón ondulado...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Fuentes autorizadas de ingeniería de embalaje explican cómo las fuerzas dinámicas durante el tránsito desplazan las cargas lejos de los soportes verticales, comprometiendo la integridad estructural de las pilas de cartón ondulado]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que la eficiencia basada en el volumen ignora los riesgos estructurales críticos. Nota de alcance: se aplica a la carga paletizada o en contenedores de varias capas. ↩
"[DOC] Versión enviada (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. [Las normas de ingeniería de embalaje y las directrices de ISTA proporcionan datos cuantitativos sobre la pérdida de capacidad de carga cuando los embalajes de cartón ondulado sobresalen de los bordes de los palés]. Función de la evidencia: validación técnica; tipo de fuente: norma de ingeniería. Apoya: la afirmación cuantitativa sobre la pérdida de resistencia a la compresión debido al voladizo. Nota de alcance: se refiere específicamente al cartón ondulado en palés GMA. ↩
"[PDF] Investigación del patrón de apilamiento de palés en el puenteo de carga unitaria", https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf?. [Los datos de ingeniería logística explican cómo ajustar las dimensiones en 12,7 mm (0,5 pulgadas) garantiza una alineación precisa con las tablas de la plataforma del palé estándar para evitar el colapso de los niveles]. Función de la evidencia: especificación técnica; tipo de fuente: manual de logística. Apoya: la relación entre la precisión de la huella y la estabilidad de la carga. Nota de alcance: se aplica a las dimensiones estándar de palés norteamericanos. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado para un…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Una fuente autorizada de ingeniería de embalaje verificaría que la eliminación del voladizo aumenta significativamente la resistencia a la compresión vertical de los contenedores de cartón corrugado en aproximadamente un 60 %]. Función de la evidencia: verificación cuantitativa; tipo de fuente: manual de ingeniería. Apoya: el beneficio estructural de los protocolos de voladizo cero. Nota de alcance: específico para materiales de cartón corrugado. ↩
"Estándares de proceso – Asociación Internacional de Tránsito Seguro", https://ista.org/process_standards.php. [La Asociación Internacional de Tránsito Seguro (ISTA) proporciona protocolos de prueba estandarizados para validar que las cajas delimitadoras puedan soportar las tensiones del tránsito]. Función de evidencia: verificación de estándar; tipo de fuente: estándar de la industria. Respalda: la validez del método de prueba para obtener la aprobación de la carga. Nota de alcance: se refiere a ISTA 3A o niveles de certificación similares. ↩
"[PDF] Un estudio de la viabilidad del cartón ondulado tipo F como sustituto del cartón plegable", https://repository.rit.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1300&context=theses. [Documentación técnica sobre el troquelado de materiales corrugados que explica cómo la orientación vertical del ondulado interno resiste la presión descendente de la regla de corte]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de ingeniería industrial. Apoya: La afirmación de que la estructura interna del cartón dificulta el plegado sin fisuras. Nota de alcance: Específico para sustratos de cartón corrugado ondulado y rígido. ↩
"C&T añade matriz de pliegues Anvil – ThePackagingPortal.com", https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/. [Las normas y guías técnicas de la industria del embalaje explican la función de los canales de la matriz polimérica en la distribución de la presión para evitar el agrietamiento litográfico]. Función de la evidencia: verificación conceptual; tipo de fuente: libro de texto de la industria. Apoya: el uso de materiales de matriz especializados para el control de pliegues. Nota de alcance: se aplica a entornos de troquelado de alta presión. ↩
"¡Resuelva problemas con troqueles complejos AHORA MISMO! – YouTube", https://www.youtube.com/watch?v=iqeoM54uTeg. [Los manuales de ingeniería técnica para prensas de troquelado automatizadas proporcionan especificaciones sobre cómo los ajustes precisos de presión evitan el desgarro de las fibras en los cartones corrugados]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la medición específica requerida para eliminar el desgarro de las fibras. Nota de alcance: específicamente para cartones kraft vírgenes 32ECT. ↩
"[PDF] Litografía sin máscara de alta velocidad de placas de circuitos impresos utilizando…", https://artwork.com/raster/dmd/High_Speed_MLI_TechPaper.pdf. [La documentación técnica sobre litografía offset y mecanismos de plegado explicaría cómo los soportes de matriz polimérica reducen la tensión superficial para eliminar el agrietamiento]. Función de la evidencia: validación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: eficacia de los soportes de matriz polimérica. Nota de alcance: la aplicabilidad puede variar según el gramaje del papel. ↩
"[PDF] Investigación del efecto de las cajas de cartón corrugado en la distribución de", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf. [Los manuales de maquinaria industrial para equipos de plegado y encolado especifican las tolerancias de presión precisas requeridas para mantener la integridad de la acanaladura interna]. Función de la evidencia: verificación de especificaciones; tipo de fuente: manual de ingeniería. Apoyos: correlación entre la presión de impacto y la preservación de la acanaladura. alta
"Sistemas de reciclaje de cartón ondulado de expertos de la industria Impact Air…", https://impactairsystems.com/efficient-scrap-systems-for-corrugated-board-and-packaging-operations/. [Los estudios de caso de fabricación o los informes de análisis de ROI proporcionarían datos cuantitativos sobre la reducción de residuos tras la implementación de la calibración de presión]. Función de la evidencia: evidencia cuantitativa; tipo de fuente: estudio de caso industrial. Apoya: ROI de la reducción de la presión de impacto. Nota de alcance: el porcentaje varía según el volumen de producción. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [La literatura sobre ciencia de los materiales explica cómo el cartón poroso absorbe la humedad ambiental durante el transporte marítimo, lo que provoca inestabilidad dimensional e hinchazón]. Función de la evidencia: Validación técnica; tipo de fuente: Guía de ingeniería industrial. Apoya: La afirmación de que los ajustes por fricción probados en laboratorio fallan en ambientes húmedos. Nota de alcance: Se aplica al cartón de fibra sin recubrimiento. ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Una investigación en ciencia de materiales sobre las propiedades higroscópicas de los envases a base de celulosa explica cómo la humedad ambiental provoca la expansión dimensional en el cartón ondulado]. Función de la evidencia: mecanismo causal; tipo de fuente: revista de ciencia de materiales. Apoya: la causa física de la falla de la junta. Nota de alcance: las tasas de expansión varían según el grado del revestimiento y el recubrimiento. ↩
"[PDF] Especificaciones para cartón ondulado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Los estándares de la industria para embalaje de cartón ondulado definen el rango de espesor típico para cartón de flauta B para verificar esta medida como referencia]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: dimensiones de material de referencia. Nota de alcance: el espesor puede variar ligeramente según el fabricante. ↩
"¿Qué es la impresión offset en el embalaje y cómo funciona?", https://gentlever.com/offset-printing-process-for-package-printing/. [Un manual técnico sobre embalaje de cartón ondulado explicaría los desafíos de registro y las tolerancias de desplazamiento asociadas con el montaje de hojas impresas en sustratos ondulados en comparación con la impresión en hojas]. Función de la evidencia: justificación técnica; tipo de fuente: manual estándar de la industria. Apoya: la necesidad de mayores sangrados en expositores de cartón ondulado. Nota de alcance: se centra en el desplazamiento mecánico durante el proceso de laminación. ↩
"Impresión a sangre completa explicada | Mixam", https://mixam.com/support/bleed. [Las directrices técnicas de preimpresión para embalajes de cartón ondulado especifican márgenes de sangrado ampliados para compensar el desplazamiento mecánico durante el proceso de laminación y troquelado]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el requisito de sangrados sobredimensionados para eliminar el exceso de material en los bordes. Nota de alcance: las dimensiones específicas pueden variar según la tolerancia de la máquina. ↩



