Deja de adivinar cómo planificar tu próxima campaña de venta minorista. Crear un plan estratégico requiere precisión. Los errores pueden hacer que tus productos se queden en el almacén en lugar de estar en los estantes.
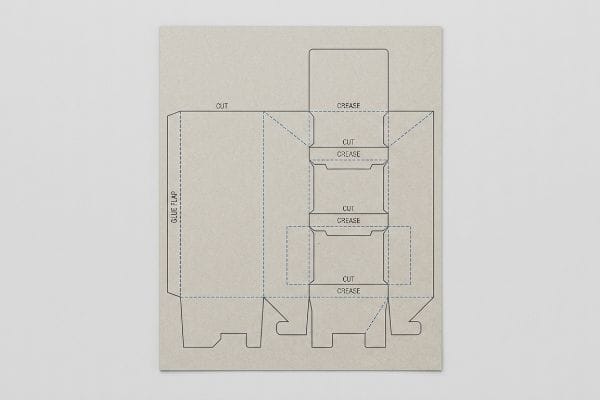
La creación de un troquel para expositores de punto de venta (POP) de cartón ondulado requiere un equilibrio entre la estética de la marca y las estrictas normas de física estructural. Este troquel sirve como plantilla arquitectónica principal para el corte, el plegado y el doblado. Unos troqueles adecuados garantizan una alineación perfecta de la laminación litográfica y aseguran que el expositor de cartón final resista sin problemas las exigentes cadenas de suministro de las grandes superficies comerciales.

Pero tener un dibujo digital es solo el primer paso antes de que la maquinaria pesada de la fábrica tome el relevo.
¿Dónde puedo conseguir plantillas de troquelado gratuitas?
Buscar plantillas estructurales gratuitas en línea es tentador, pero un archivo genérico no tendrá en cuenta el peso específico de su mercancía ni las limitaciones dimensionales.
Para obtener plantillas de troquelado gratuitas, normalmente se descargan archivos vectoriales genéricos de blogs de embalaje o herramientas gráficas en línea. Si bien estas descargas gratuitas ofrecen un punto de partida básico, carecen por completo de los márgenes de plegado personalizados y los cálculos estructurales precisos necesarios para entornos de exhibición minorista altamente competitivos.

Descargar un diseño rápido de internet puede parecer un atajo, pero a menudo conlleva un gran quebradero de cabeza en la línea de montaje.
La trampa de usar troqueles web gratuitos
Cuando los fundadores de marcas necesitan actuar con rapidez, a menudo buscan esquemas estructurales básicos para importarlos directamente a plataformas de diseño para el consumidor. Se parte de la premisa de que si la forma se ve como una bandeja de venta minorista estándar en la pantalla, se mantendrá intacta una vez impresa, plegada y cargada con productos pesados1.
Veo que esto sucede constantemente cuando un cliente carga una plantilla gratuita en una herramienta web como Canva y le añade su diseño. El problema es que estas herramientas web aplanan la estructura matemática y generan gráficos vectoriales sin unir que ignoran el grosor físico del cartón. Cuando mi equipo intenta ensamblar estos archivos genéricos en el suelo, se puede oír literalmente el fuerte y áspero sonido de desgarro del cartón crudo a medida que las pestañas desalineadas se enganchan entre sí. Mi regla general es comenzar siempre con un PDF (Formato de Documento Portátil) prediseñado generado con software profesional como ArtiosCAD. Al fijar esa capa estructural real debajo de los gráficos, garantizamos que las pestañas se alineen perfectamente, evitando que nuestros socios de empaquetado tengan que recurrir a cinta adhesiva transparente, engorrosa y antiestética, para mantener la unidad unida.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando vectores de red no unidos | Base de datos PDF de ArtiosCAD bloqueada | Evita trabajos de cinta adhesiva desordenados |
| Ignorando el espesor del material | Matemáticas CAD predefinidas | Ahorra 25 segundos de montaje por unidad |
| Modificación de las formas de las pestañas | Gráficos exclusivamente superficiales | Asegura la carga dinámica |
Jamás permito que un cliente utilice un diseño descargado al azar sin verificar previamente los cálculos CAD subyacentes. Un archivo genérico puede ahorrarle una hora inicialmente, pero desbarata por completo el cronograma de empaquetado físico y dispara el presupuesto de ensamblaje.
🛠️ Oficina de Harvey: ¿No está seguro de si el archivo descargado se plegará correctamente en la fábrica? 👉 Solicite una auditoría de troquelado ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Cómo crear un diseño de troquelado?
Diseñar la estructura física requiere algo más que dibujar líneas en una pantalla; exige una comunicación precisa con equipos mecánicos automatizados.
Para diseñar correctamente las líneas de troquelado, es necesario asignar colores planos absolutos a cada trazo vectorial. Este mapeo de color específico indica a las mesas de corte CNC (Control Numérico por Computadora) automatizadas exactamente dónde cortar el cartón y dónde aplicar las matrices de plegado, manteniendo así las trayectorias estructurales separadas del diseño impreso.

Para convertir tus magníficos gráficos en un objeto tridimensional funcional, es necesario hablar el idioma exacto de los robots de fabricación.
Comunicación con la mesa de corte CNC
Los diseñadores gráficos suelen crear sus archivos utilizando perfiles de color CMYK (cian, magenta, amarillo, negro/clave) estándar²,empleando un simple contorno negro para indicar dónde debe terminar el borde exterior de la pantalla. Dan por sentado que el departamento de preimpresión de la fábrica simplemente observará la línea negra, comprenderá que representa un corte físico y programará manualmente la máquina para que la siga.
Es una trampa común que atrapa incluso a equipos de compras experimentados, ya que tratan el contorno estructural exactamente como si fuera tinta impresa normal. Las máquinas de grabado láser automatizadas no tienen ojos; leen nombres de colores específicos asignados a los trazos vectoriales. Si envía un archivo con negro estándar, el software RIP (Procesador de Imágenes Ráster) simplemente imprime una línea negradirectamente sobre la placa y la cuchilla nunca se suelta. He visto a dependientes apresurados desempaquetar un expositor "terminado" solo para encontrar bordes sólidos sin cortar, lo que los obliga a cortar peligrosamente la placa gruesa con un cúter. Debe formatear sus líneas de corte con un color directo magenta al 100 % y sus pliegues con un color cian al 100 %.Esta separación de color absoluta garantiza que las cuchillas de acero se acoplen perfectamente, manteniendo la imagen de su marca impresa completamente intacta.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando líneas negras CMYK | Asignar colores directos absolutos5 | Garantiza el descenso automatizado de las cuchillas |
| Combinación de capas estructurales | Trazados de corte y pliegue separados6 | Elimina los errores de corte manual |
| Olvidar las indicaciones de pliegue | Utilice un color directo cian al 100%7 | Garantiza pliegues limpios de 90 grados |
Cada mes recibo decenas de archivos que, aunque tienen un aspecto impecable, resultan mecánicamente indetectables para mis máquinas de corte CNC. Una estricta política de colores directos desde el principio evita errores de impresión catastróficos y garantiza el buen desarrollo de su campaña promocional.
🛠️ Oficina de Harvey: ¿Tus líneas de corte están formateadas accidentalmente como tinta negra CMYK estándar en lugar de tintas blancas mecánicas? 👉 Obtén una revisión de archivo de preimpresión ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cómo crear un troquel para cajas de embalaje?
Una caja plegable estándar requiere tolerancias matemáticas muy diferentes a las de una caja maestra de envío minorista multicapa de alta resistencia.
La creación del troquelado de una caja de embalaje exige calcular el calibre físico del sustrato elegido durante la fase de diseño inicial. Los diseñadores deben ensanchar las ranuras de recepción y ajustar los radios de plegado para compensar el grosor específico del material corrugado, garantizando así un encaje perfecto durante el ensamblaje final.

La diferencia entre una caja estructural que se ensambla fácilmente y otra que se desarma agresivamente radica enteramente en estos ajustes microscópicos del material.
La necesidad mecánica de la compensación del calibrador
La práctica habitual de muchas agencias de diseño consiste en crear pestañas entrelazadas y ranuras plegables con el mismo ancho(8) que el panel correspondiente. Crean un archivo vectorial 1:1 limpio y matemáticamente perfecto en Adobe Illustrator, asumiendo que la simetría digital se traducirá sin problemas al objeto físico corrugado.
Imagínelo como intentar cerrar una puerta con burletes gruesos; si no ensancha el marco, simplemente no se cerrará. El cartón corrugado de flauta B de 3 mm (0,11 pulgadas) de grosor consume material al doblarse 90 grados. Si no ensancha la ranura de recepción para compensar ese radio exterior , la caja se deformará considerablemente. He estado en la planta de producción y he sentido la rigidez del cartón kraft virgen al contraerse contra mis manos porque las ranuras estaban diseñadas demasiado ajustadas. Una regla general sencilla es utilizar software de diseño paramétrico que aplique automáticamente algoritmos de compensación de calibre a cada pliegue. Al añadir estas tolerancias específicas de flexión, garantizamos que las cajas prellenadas se ensamblen sin fricción frustrante, eliminando la necesidad de aplicar fuerza bruta durante el empaquetado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Anchos de ranura coincidentes 1:1 | Ranura ancha para la curvatura del material11 | Evita que el panel lateral se curve |
| Ignorando el grosor de la tabla | Matemáticas de compensación del calibrador12 | Ensamblaje de coempaquetado sin fricción |
| Forzar pestañas apretadas | Tolerancias de curvatura paramétricas13 | Elimina el cartón rasgado |
Siempre reconstruyo los archivos planos de Illustrator para insertar estos márgenes de curvatura críticos antes de imprimir una sola lámina de material. Ignorar el grosor físico del cartón ondulado garantiza una pesadilla de montaje para quien lo desempaquete en la tienda.
🛠️ Harvey's Desk: ¿Le preocupa que sus pestañas de enclavamiento estén diseñadas demasiado ajustadas para un material grueso de flauta B? 👉 Solicite su revisión estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué es un expositor de cartón corrugado?
No se trata simplemente de papel doblado; es una estructura arquitectónica cinética y temporal, diseñada para sobrevivir a una red logística brutal y altamente impredecible.
Un expositor de cartón corrugado es un mueble de venta al por menor tridimensional de alta ingeniería, fabricado con cartón ondulado. Funciona como contenedor de transporte protector y como elemento de punto de venta de marca, diseñado específicamente para distribuir de forma segura cargas pesadas y maximizar el impacto visual en los pasillos de grandes superficies comerciales.

Lograr que un prototipo de cartón impecable se mantenga en pie a la perfección en un estudio de diseño con aire acondicionado es fácil, pero esta es la cruda realidad cuando se envían 500 de ellos al mundo real.
La amenaza oculta de la hinchazón por humedad
Los equipos de compras suelen validar el diseño estructural basándose en la medición absoluta del calibre seco del tablero en un entorno de laboratorio estático. Parten de la base de que si un tablero de flauta B de 3,17 mm (0,12 pulgadas) de espesorcumple perfectamente las pruebas durante la creación del prototipo inicial, las mismas tolerancias se mantendrán cuando la producción en masa se envíe para su embalaje final.
En mis instalaciones, veo con frecuencia cómo esta suposición teórica se desmorona en cuanto un envío se dirige a una zona de alta humedad como Florida. El cartón corrugado es muy poroso; cuando se almacena en el aire ambiente no controlado de un almacén, el revestimiento absorbe activamente la humedad y se hincha físicamente. He tomado mediciones con micrómetro de un lote de cartón supuestamente idéntico y he observado cómo el calibre se expandía 0,83 mm (0,03 pulgadas) en una zona específica. Una ranura que encajaba perfectamente en la pestaña de encaje de la pantalla del ordenador de repente se vuelve demasiado estrecha, lo que provoca que el equipo de embalaje aplaste las ondulaciones internas y rasgue la lámina superior laminada al forzar el ensamblaje de las piezas hinchadas. Al incorporar automáticamente un margen de humedad estricto de 1,2 mm (0,04 pulgadas) directamente en las ranuras CAD para todos los envíos costeros, neutralizo por completo esta expansión ambiental. Este microajuste garantiza que el embalaje se realice sin roturas, reduciendo los tiempos de mano de obra en un 18 % aproximadamente y eliminando los costosos retrasos en el montaje antes de que se produzcan.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando líneas base de calibrador en seco | Diseñe un amortiguador de humedad | Evita que las pestañas se rompan durante el transporte |
| Ignorando el clima ambiental | Ensanchar las ranuras 1,2 mm15 | Reduce el tiempo de montaje en un 18%16 |
| Forzando flautas hinchadas | Adaptarse a la expansión del papel | Protege la laminación litográfica impresa |
Me niego a publicar un archivo estructural sin tener en cuenta matemáticamente la humedad ambiental del almacén. Si solo se diseña para un laboratorio de pruebas en seco, las unidades de comercialización se atascarán y fallarán irremediablemente en el ambiente húmedo de la fábrica.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por acelerar la producción con una plantilla estructural genérica, pero cuando esas pestañas de flauta B sin revisar absorben la humedad del almacén y se hinchan físicamente, la fricción resultante ralentizará fácilmente tu línea de montaje en un 18 % aproximadamente y eliminará el margen de beneficio de tu campaña. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias complejas del cartón y permíteme revisar personalmente tus archivos estructurales con mi Auditoría de Troquelado Gratuita ↗ para detectar estos puntos de fricción invisibles antes de imprimir.
"Diseño de embalaje estructural: elementos clave y proceso", https://www.arkay.com/resources/structural-packaging-design. Explicación técnica de cómo el grosor del material y las tolerancias de curvatura afectan la capacidad de carga del embalaje de cartón ondulado. Función de la evidencia: refutación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: El peligro de usar plantillas genéricas no calculadas para cargas pesadas. Nota de alcance: Se centra en la ingeniería estructural y la ciencia de los materiales .
«¿Qué perfil CMYK? – Graphic Design Thoughts», https://graphicdesignthoughts.blog/resources/what-profile/. Confirmación técnica de CMYK como estándar de la industria para la impresión a color en artes gráficas. Función de la evidencia: definición fundamental; tipo de fuente: manual técnico. Apoya: práctica básica de la industria. Nota de alcance: estándares generales de impresión. ↩
"Impresión de color directo frente a impresión de color de proceso", https://www.pantone.com/articles/technical/spot-vs-process-color?srsltid=AfmBOoo5Nyd7UjhicORNlB8oRqNiwjamydGOJw7yLm36bkixi8LnkIqC. Explicación técnica de cómo el software RIP distingue entre colores de proceso destinados a la tinta y colores directos destinados a las instrucciones de la máquina. Función de la evidencia: verificación del proceso; tipo de fuente: documentación del software. Apoya: la afirmación de que el negro estándar se trata como datos de impresión en lugar de un comando de corte. Nota de alcance: se aplica específicamente a los flujos de trabajo automatizados de grabado de placas de troquelado. ↩
"Directrices gráficas – DeLine Box and Display", https://www.delinebox.com/graphic-guidelines/ . La documentación técnica de los fabricantes de troquelado láser CNC confirma el mapeo de colores estándar de la industria para trayectorias de herramientas automatizadas. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el requisito de colores directos específicos para activar diferentes acciones mecánicas. Nota de alcance: los colores específicos pueden variar según el taller, pero siguen esta lógica general.
"Dominando el corte por plasma CNC: tecnología, operación, …", https://www.youtube.com/watch?v=wtriVCfRIK0. Documentación técnica sobre los requisitos del software CNC para el reconocimiento de colores planos para activar cambios de herramienta o descenso de cuchilla. Función de evidencia: especificación técnica; tipo de fuente: manual del equipo. Soporte: Uso de colores planos para la automatización. Nota de alcance: Específico para troquelado controlado por CNC. ↩
"División en el embalaje: definición, diseño, impresión y plantilla", https://www.dnpackaging.com/packaging/dieline/. Directrices estándar de la industria para separar las trayectorias estructurales y prevenir errores de máquina en el plegado y corte automatizados. Función de evidencia: buenas prácticas; tipo de fuente: manual de diseño gráfico. Apoyos: Necesidad de separación de capas. Nota de alcance: Se aplica al diseño estructural basado en vectores. ↩
"¿Qué es una línea de troquelado en el embalaje y la impresión? – Dauxin", https://www.dauxin.com/blog/what-is-a-dieline/. Verificación del uso estándar de la industria del cian al 100% para designar las líneas de pliegue en la producción automatizada de embalajes. Función de la evidencia: convención; tipo de fuente: guía técnica. Soporte: Codificación de color específica para las indicaciones de pliegue. Nota de alcance: Puede variar según el software, pero representa un estándar común de la industria. ↩
"Guía de plantillas de cajas: Cómo diseñar troqueles de embalaje precisos", https://gentlever.com/what-is-box-template-and-how-to-design/. Las directrices técnicas de fuentes de ingeniería de embalaje estructural explican por qué las mediciones 1:1 fallan en el ensamblaje físico debido al grosor del material. Función de la evidencia: corroboración técnica; tipo de fuente: manual de la industria. Apoya: la afirmación de que las ranuras de ancho exacto son una práctica de diseño defectuosa. Nota de alcance: se centra en la brecha entre la precisión vectorial digital y el grosor del sustrato físico. ↩
"Especificaciones de cartón corrugado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Una guía de especificaciones de embalaje estándar de la industria confirma las medidas típicas de calibre para cartón corrugado de flauta B. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: el espesor físico del material de flauta B. Nota de alcance: permite una ligera variación del fabricante. ↩
"Determinación analítica de la rigidez a la flexión de una estructura de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Los manuales de ingeniería para el diseño de embalajes estructurales detallan la necesidad matemática de ajustar las ranuras en función del espesor del material y el radio de curvatura. Función de la evidencia: principio mecánico; tipo de fuente: manual técnico. Apoyos: el requisito de ensanchar las ranuras para evitar la deformación. Nota de alcance: se aplica específicamente a sustratos de paredes gruesas. ↩
¿Qué es una línea de troquelado en embalaje e impresión? – PopDisplay, https://popdisplay.me/what-is-a-dieline-in-packaging-print/. Documentación técnica sobre el diseño estructural de cajas plegables que explica cómo la adición de tolerancias a las ranuras evita la deformación. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: necesidad mecánica de ensanchamiento de ranuras. Nota de alcance: Aplicable a materiales de cartón ondulado y cartulina. ↩
"[PDF] Pinza de freno SAE de fórmula fabricada mediante manufactura aditiva", https://ideaexchange.uakron.edu/cgi/viewcontent.cgi?article=2738&context=honors_research_projects. Pruebas matemáticas y estándares de la industria para ajustar las líneas de troquelado en función del espesor del material (pinza). Función de la evidencia: validación matemática; tipo de fuente: estándar técnico. Apoyos: necesidad de ajustes de la pinza para el ensamblaje. Nota de alcance: Se centra en los cálculos de dimensiones internas frente a externas. ↩
"Un modelo matemático para el cálculo de la tolerancia de flexión en procesos automatizados...", https://www.sciencedirect.com/science/article/abs/pii/0924013693901686. Directrices para el cálculo del estiramiento y la compresión del cartón durante el plegado para evitar fallos del material. Función de la evidencia: ciencia de los materiales; tipo de fuente: documento técnico de fabricación. Apoyos: uso de tolerancias paramétricas para evitar desgarros. Nota de alcance: específico para cartón de alto gramaje. ↩
"Cartón ondulado y grados de materiales – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Verificación del espesor estándar de la industria para cartón ondulado de flauta B para garantizar la precisión técnica. Función de la evidencia: verificación fáctica; tipo de fuente: hoja de especificaciones técnicas. Apoyos: dimensiones físicas de los materiales. Nota de alcance: específico para las especificaciones estándar de flauta B. ↩
¿Son fáciles de montar las cajas expositoras de suelo? – PopDisplay", https://popdisplay.me/are-the-floor-display-boxes-easy-to-assemble/. Especificación técnica que confirma el estándar de la industria para el ensanchamiento de ranuras para tener en cuenta la expansión higroscópica en cartón ondulado. Función de evidencia: validación técnica; tipo de fuente: manual de ingeniería. Soportes: ajustes de tolerancia precisos para la humedad. Nota de alcance: se aplica específicamente a la logística de alta humedad. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Datos empíricos que demuestran la correlación entre el dimensionamiento adecuado de las ranuras y la reducción de la mano de obra de ensamblaje en campo. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de la industria. Apoya: ganancias de eficiencia derivadas de correcciones de ingeniería. Nota de alcance: basado en los plazos promedio de implementación minorista. ↩



