
Al lanzar una nueva campaña de venta minorista, la demora en la fabricación de los expositores puede retrasar considerablemente la llegada al mercado. Conocer el cronograma real de producción evita que los estantes se queden vacíos y protege la rentabilidad de la empresa.
El tiempo de producción de los envases para cosméticos suele oscilar entre tres y seis semanas, dependiendo de la complejidad estructural y los requisitos de impresión. Los expositores de suelo de cartón ondulado estándar requieren prototipado rápido, troquelado automatizado exhaustivo y fases precisas de curado por laminación litográfica para garantizar la integridad estructural completa antes de la producción en masa final y el envío internacional.

Si bien los plazos teóricos se ven muy bien en un diagrama de Gantt, la realidad física del curado de los adhesivos, la calibración de los archivos de preimpresión y el corte de los troqueles de acero determina la fecha de entrega real.
¿Cuánto tiempo se tarda en producir un embalaje?
Los lentos ciclos de producción arruinan los lanzamientos de cosméticos de temporada incluso antes de que lleguen a las tiendas.
La producción de envases estándar tarda aproximadamente de dos a cuatro semanas, mientras que los expositores de diseño complejo requieren hasta seis semanas. Este plazo incluye el diseño inicial mediante CAD (Diseño Asistido por Computadora), la creación de prototipos físicos, la adquisición de materias primas, la impresión automatizada, el troquelado, el encolado y las estrictas inspecciones de control de calidad.

Muchos equipos de compras intentan acortar este plazo, pero obviar la ciencia física de los materiales provoca retrasos catastróficos durante el ensamblaje final.
La compresión de la "línea de tiempo inversa" y la calibración CNC
Incluso los equipos de compras más experimentados suelen asumir que, una vez aprobado el troquel, la fábrica simplemente puede imprimir y enviar el producto una semana después. Se basan en cronogramas teóricos de Excel que tratan el cartón corrugado como un activo digital en lugar de un material físico y poroso. Al comprimir el cronograma y omitir la validación estructural, se corre el riesgo de recibir un lote completo de expositores de cosméticos que se deforman bajo el peso de botellas de vidrio de alta densidad¹ . Constantemente veo marcas que intentan ahorrar cuatro días en la fase inicial, solo para perder tres semanas en la fase posterior rehaciendo estructuras defectuosas.
En mis instalaciones, veo con frecuencia que los compradores exigen un plazo de entrega de 14 días omitiendo la fase de muestra física blanca2.Esto no es solo teoría: lo veo suceder en el área de pruebas cuando intentamos montar cosméticos de alta gama en una estructura de flauta B apresurada y sin probar. Durante la preproducción, mido las tolerancias físicas y descubro que, sin un prototipado CNC adecuado, las pestañas de enclavamiento están desalineadas 0,11 pulgadas (2,79 mm). Esta microdesalineación provoca que todo el estante se hunda bajo una carga dinámica de 45,5 libras (20,63 kg). Para solucionar esto, utilizo mi mesa de corte Kongsberg para rediseñar matemáticamente las tolerancias de las ranuras, agregando una compensación de flexión estricta de 1,2 mm3.Al aplicar esta tolerancia precisa antes de la producción en masa, garantizo que el tiempo de ensamblaje de coempaquetado se reduzca en 45 segundos por unidad, lo que ahorra a los clientes costos de mano de obra significativos y evita fallas estructurales completas en el punto de venta.
| Fase de producción | Enfoque genérico | Realidad diseñada |
|---|---|---|
| Velocidad de creación de prototipos | Saltado para ahorrar días | Pruebas de Kongsberg de 24 horas4 |
| Tolerancias de ranura | Margen de curvatura cero | Compensación de 1,2 mm5 |
| Impacto del ensamblaje | 45 segundos más lento6 | Bloqueo sin fricción |
Me niego a que los plazos ajustados comprometan la integridad estructural de sus productos. Realizar pruebas físicas precisas en mi fábrica garantiza que sus expositores se ensamblen a la perfección, protegiendo tanto su producto cosmético como sus ajustados márgenes de venta.
🛠️ Oficina de Harvey: ¿Los retrasos en las aprobaciones estructurales están afectando negativamente el retorno de la inversión en envíos incluso antes de que comience la campaña? 👉 Obtenga una auditoría de troquelado estructural en 24 horas ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuál es el mejor envase ecológico para cosméticos?
Impulsar iniciativas sostenibles sin comprender la química de los materiales suele conllevar un rechazo masivo de los residuos reciclables.
El mejor embalaje ecológico utiliza cartón ondulado 100 % reciclable en la acera, recubierto con acabados acuosos a base de agua. A diferencia de los plásticos mixtos estándar o las películas de PLA permanentes que contaminan los flujos de reciclaje, las estructuras de papel monomaterial diseñadas se disuelven fácilmente durante los procesos de repulpado comerciales, lo que garantiza el cumplimiento de la economía circular y la eliminación total de residuos en vertederos.

Seleccionar el acabado sostenible adecuado no es solo una cuestión de estética medioambiental; es un requisito mecánico estricto para las grandes fábricas de papel.
Matriz de repulpabilidad de OCC y química acuosa
El verdadero cumplimiento ecológico se basa completamente en la física de los monomateriales7 y en cómo se descomponen los componentes estructurales en tanques municipales estándar. Cuando un expositor de cosméticos utiliza bioplásticos complejos o laminaciones de lámina gruesa, estos elementos actúan como barreras físicas que repelen el agua8.Una estructura sostenible diseñada evita este conflicto químico al garantizar que cada capa, desde la base de papel kraft virgen hasta la lámina superior impresa final, comparta la misma composición de fibra básica.
Para comprender este proceso, consideremos cómo una planta de reciclaje estándar gestiona los envases de cartón ondulado usados (OCC). Cuando el cartón entra en la cuba de repulpado, debe absorber agua rápidamente para separar las fibras. Si el cartón está recubierto con una película sólida de PLA (ácido poliláctico), esta capa de plástico impide que el agua penetre en el sustrato, lo que provoca que todo el envase se deseche y se tire a la basura. Como ingeniero estructural, evito este problema por completo aplicando un recubrimiento acuoso líquido sobre la lámina litográfica impresa. Dado que esta matriz polimérica a base de agua se disuelve sin dejar residuos plásticos, el envase permanece completamente libre de fricción en las cubas de las fábricas de papel estándar, manteniendo así el cumplimiento ambiental absoluto sin sacrificar la estética premium que exigen las marcas de cosméticos de alta gama.
| Tipo de recubrimiento | Enfoque genérico | Realidad diseñada |
|---|---|---|
| Acabado base | Película plástica PLA sólida | Polímero acuoso líquido |
| Procesamiento de molino | Rechaza la absorción de agua9 | Se disuelve instantáneamente10 |
| Fin de la vida | Desviado al vertedero | 100% reciclable en la acera11 |
Diseño envases que respetan tanto las exigencias estéticas de la industria cosmética como las estrictas realidades químicas de los sistemas de reciclaje globales. La verdadera sostenibilidad implica diseñar pensando en el final de la vida útil del producto, incluso antes de que se corte la primera unidad.
🛠️ Harvey's Desk: ¿Su expositor de cosméticos actual utiliza laminados no reciclables que infringen las estrictas normativas ESG de los minoristas? 👉 Solicite una revisión gratuita del cumplimiento de materiales ↗ — Totalmente confidencial. Sus diseños de venta al por menor, aún no lanzados, están a salvo conmigo.
¿Cuántas horas se necesitan para diseñar un envase?
Realizar cálculos estructurales apresurados en un expositor de cosméticos garantiza un fallo catastrófico en la línea de envasado.
El diseño del embalaje puede tardar entre diez y cuarenta horas, dependiendo de la capacidad de carga dinámica y los mecanismos de enclavamiento requeridos. Los ingenieros estructurales deben calcular con precisión los márgenes de flexión, tener en cuenta el grosor del material y trazar líneas de troquelado exactas para garantizar que el expositor resista entornos comerciales exigentes sin colapsar.
El arte vectorial plano se ve perfecto en un monitor, pero traducir esos píxeles a cartón corrugado grueso y plegado requiere intensos ajustes matemáticos.
El déficit de compensación del calibre
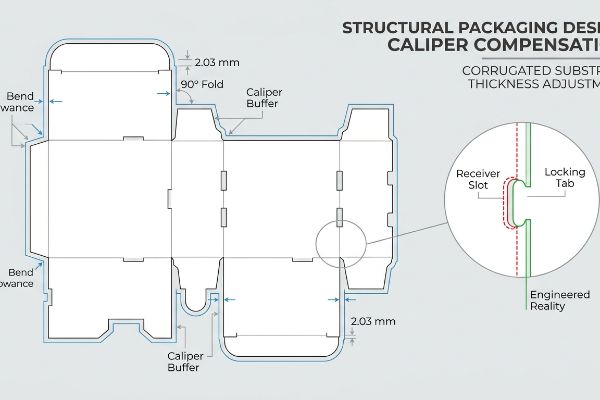
Incluso los diseñadores más experimentados suelen pasar por alto el grosor físico del sustrato corrugado al dibujar sus archivos iniciales en software vectorial estándar. Suponen que una pestaña de encaje dibujada con un ancho exacto de 2,0 pulgadas (50,8 mm) encajará perfectamente en una ranura dibujada con el mismo ancho. No se dan cuenta de que cuando un material rígido se pliega 90 grados, consume un radio específico de material¹²,reduciendo instantáneamente el espacio disponible. Cuando se omite este cálculo estructural para ahorrar unas horas de trabajo en CAD, los paneles de visualización resultantes se curvan considerablemente¹³,lo que provoca una fricción total en la línea de montaje.
En 2022, le pedí a mi ingeniero jefe de empaquetado, Mark, que probara un archivo supuestamente listo para imprimir enviado por una importante marca de cosméticos que quería saltarse nuestra fase de diseño interno. Esto no es solo teoría: lo aprendí por las malas el mes pasado cuando enviamos su troquel plano directamente a la mesa de muestras para ahorrar tiempo. Recuerdo específicamente ver a Mark intentar ensamblar la bandeja base de flauta B; en el momento en que forzó la pestaña de bloqueo en la ranura receptora, escuché el fuerte y distintivo desgarro de la lámina superior al despegarse. La ranura era demasiado estrecha por exactamente 0,08 pulgadas (2,03 mm) porque el diseñador externo ignoró el calibre del tablero14.Inmediatamente detuve la prueba, cargué el archivo en ArtiosCAD y apliqué nuestros algoritmos de compensación de calibre para ensanchar las ranuras y volver a marcar las líneas de plegado. Este ajuste de tolerancia de 2,03 mm no solo evitó que la base se deformara, sino que redujo el tiempo de ensamblaje de coempaquetado en 38 segundos por unidad, lo que le ahorró al cliente enormes costos de mano de obra durante el cumplimiento final. Invierto mucho tiempo y dinero en mi laboratorio de pruebas para que tú no pierdas ganancias en la tienda.
| Variable de ingeniería | Enfoque genérico | Realidad diseñada |
|---|---|---|
| Tiempo de diseño CAD | 2 horas (vectores planos) | 12 horas (matemáticas paramétricas)15 |
| Tolerancia del ancho de la ranura | Coincidencia exacta 1:1 | Amortiguador de calibre de 2,03 mm16 |
| Velocidad de co-envasado | Fricción manual severa | 38 segundos más rápido por unidad17 |
Analizo minuciosamente cada milímetro de su troquel, ya que una fase de diseño apresurada inevitablemente genera una fase de producción desastrosa. Mi rigor matemático garantiza que sus expositores cosméticos se ensamblen con absoluta fluidez.
🛠️ Harvey's Desk: ¿Los problemas de espacio y la falta de precisión en las medidas de las planchas de cartón están ralentizando su línea de co-empaquetado y aumentando sus costos de cumplimiento? 👉 Solicite una auditoría matemática gratuita de troqueles ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Qué tamaño tiene el mercado de envases para cosméticos?
La demanda mundial de productos de belleza genera un volumen inmenso, pero aumentar la producción sin una estricta gestión de los materiales destruye la presentación visual de la mercancía.
El mercado de envases para cosméticos es una industria global multimillonaria impulsada por la rápida expansión del comercio electrónico y las campañas minoristas estacionales de alto volumen de ventas. Las marcas demandan constantemente materiales de cartón ondulado ligeros y económicos que ofrezcan una alta fidelidad de impresión, a la vez que reduzcan drásticamente los costos de transporte y minimicen el impacto ambiental negativo a gran escala.

Lograr una producción a gran escala no significa nada si los materiales físicos que contienen tus productos de belleza de alta gama se desmoronan debido a las vibraciones durante el transporte.
La trampa de degradación de ECT y la optimización de contenedores
Al escalar para lanzamientos minoristas, una trampa común atrapa incluso a equipos de compras experimentados que reducen ciegamente las especificaciones de los materiales para alcanzar un precio objetivo agresivo. Miran una hoja de cálculo y reemplazan un tablero de alto rendimiento 32 ECT (Edge Crush Test) con un sustituto reciclado más barato para ahorrar centavos por unidad. Ignoran que los productos cosméticos, en particular los sueros en vidrio y las bases líquidas densas, generan una inmensa tensión de carga puntual localizada en los niveles inferiores18 de un expositor. Cuando se eliminan las fibras de papel virgen necesarias, toda la estructura se vuelve increíblemente vulnerable a la deformación a largo plazo y a la humedad del almacén19.
En mis instalaciones, veo con frecuencia solicitudes de cotización donde un comprador exige una reducción de costos del 15 % al disminuir la calidad de las ondulaciones de soporte internas. Esto no es solo teoría: lo veo suceder en el área de pruebas cuando someto estas estructuras debilitadas a vibraciones de tránsito simuladas. Cuando mido el rendimiento en un cartón genérico de menor calidad, registro una caída catastrófica del 28,4 % en la resistencia a la compresión dinámica20, lo que provoca que las bandejas inferiores se deformen hacia afuera 0,45 pulgadas (11,43 mm). En lugar de aceptar este fallo, tomo las lecturas del micrómetro para demostrar que no necesitamos disminuir la calidad del papel; solo necesitamos eliminar los separadores de plástico internos abultados y optimizar la caja maestra para que se ajuste con precisión al palé. Al ajustar la lista de materiales para centrarse en la eficiencia estructural en lugar de en papel barato, el propio material hace el trabajo pesado. La aplicación de este diseño de embalaje plano más eficiente y de alto ECT garantiza que los clientes coloquen 14 unidades más por contenedor, reduciendo los costos de flete marítimo en un estimado del 18 %21 por campaña masiva.
| Variable de escala | Enfoque genérico | Realidad diseñada |
|---|---|---|
| Reducción de costos | Reducción de la placa ECT | Retirar los separadores de plástico |
| Deflexión de la base | 11,43 mm de deformación hacia afuera22 | Desviación vertical cero23 |
| Eficiencia de envío | Embalaje suelto estándar | Ahorro del 18% en los costos de flete24 |
Proteja sus esfuerzos de expansión global sin comprometer los principios físicos fundamentales. La eficiencia estructural diseñada elimina los componentes innecesarios, manteniendo la resistencia a la compresión necesaria para mover grandes volúmenes de cosméticos de forma segura.
🛠️ Harvey's Desk: ¿Está perdiendo margen su gran despliegue minorista debido a una carga de contenedores ineficiente y un embalaje interno sobredimensionado? 👉 Obtenga una auditoría gratuita de densidad de carga ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Confiar en plazos teóricos y materiales de baja calidad para lanzar tu campaña de cosméticos es una fórmula segura para exhibidores destrozados y ventanas de venta perdidas. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de $10,000 en inventario desechado y devoluciones de clientes. Si quieres dejar de arriesgar tus ganancias con cálculos estructurales no probados, permíteme analizar personalmente tus archivos estructurales con mi Auditoría Gratuita de Matemáticas de Troquelado ↗ para asegurar que tu próximo lanzamiento global sobreviva a la dura realidad de la cadena de suministro.
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Las normas industriales para envases de cartón ondulado explican cómo la falta de validación estructural provoca el colapso bajo cargas de alta densidad]. Función de la evidencia: verificación técnica; tipo de fuente: manual industrial. Apoya: el riesgo de fallo estructural en expositores de cosméticos. Nota de alcance: específico para materiales de cartón ondulado que soportan peso. ↩
"Cómo el prototipado ayuda a perfeccionar el embalaje antes de la producción en masa", https://pakfactory.com/blog/learn/why-prototyping-is-important-for-packaging/?srsltid=AfmBOooZfMh4KE6oqPdDBAr3vGAihkJCLQm1hciH2hfVb3NK7HOoSoi7. Los informes de la industria sobre las cadenas de suministro de embalaje documentan la tendencia a la reducción de los plazos de entrega y los riesgos asociados a la omisión de las fases de prototipado. Función de la evidencia: referencia de la industria; tipo de fuente: publicación especializada. Apoya: la frecuencia de los ciclos de producción acelerados. Nota de alcance: los plazos de entrega varían según el proveedor y la complejidad del material. ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco capas…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Las guías técnicas para el corte CNC de material corrugado proporcionan cálculos estandarizados para la compensación de la flexión en función del espesor de la acanaladura y la densidad del material para garantizar el ajuste estructural. Función de la evidencia: validación técnica; tipo de fuente: especificación de ingeniería. Apoya: el uso de tolerancias precisas para evitar el pandeo estructural. Nota de alcance: los valores exactos de compensación dependen del grado específico de acanaladura B. ↩
"Prototipado rápido para embalaje | Zenpack", https://www.zenpack.us/design/rapid-prototyping-packaging/. [Las guías técnicas de la industria o las especificaciones del fabricante para las mesas de corte Kongsberg verificarían los tiempos de respuesta estándar del prototipado rápido]. Función de la evidencia: verificación técnica; tipo de fuente: especificación del equipo. Apoya: eficiencia de la velocidad de prototipado de ingeniería. Nota de alcance: Aplicable a flujos de trabajo de corte CNC de alta gama. ↩
"Calculadora gratuita de tolerancia de plegado de chapa metálica | FIRGELLI Engineering", https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOopiUeVIydDS-TACagZpACT6AnQNplR6OxXh6vkwMIyI-BTalyqM. [Los manuales de ingeniería para materiales corrugados validarían las mediciones de compensación específicas utilizadas para tener en cuenta el espesor del material durante el plegado]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoyos: precisión de las tolerancias de ranura de ingeniería. Nota de alcance: las mediciones exactas pueden variar según el calibre del material. ↩
"Cómo un embalaje deficiente afecta a su negocio y cadena de suministro…", https://www.intouch-quality.com/blog/how-poor-packaging-impact-your-business-and-supply-chain-efficiency. [Los estudios de tiempos y movimientos de ingeniería industrial sobre el ensamblaje de embalajes proporcionarían datos empíricos sobre el tiempo perdido debido a un ajuste deficiente y la fricción]. Función de la evidencia: apoyo empírico; tipo de fuente: estudio de caso. Apoya: la ganancia de eficiencia de los diseños de bloqueo sin fricción. Nota de alcance: Basado en métricas de ensamblaje manual. ↩
"Jonathan Scheck – ¡Dejen de imponer envases monomateriales! – LinkedIn", https://www.linkedin.com/posts/jonathan-scheck_design4recycling-recyclablepackaging-ppwr-activity-7315637169954455552-nreQ. [Los marcos de sostenibilidad de las organizaciones de economía circular enfatizan la monomaterialidad como requisito principal para un reciclaje escalable y de alta calidad]. Rol de evidencia: estándar de la industria; tipo de fuente: marco de sostenibilidad. Apoya: la premisa de que los monomateriales son esenciales para una verdadera circularidad. Nota de alcance: Centrado en las capacidades de la infraestructura municipal. ↩
"Bioplásticos para envases de alimentos: impacto ambiental, tendencias y…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9563026/. [Los artículos técnicos sobre química de la pulpa y el papel demuestran cómo los recubrimientos hidrofóbicos y las láminas metálicas impiden que el agua penetre en las fibras durante la fase de repulpado]. Función de la evidencia: mecanismo técnico; tipo de fuente: revista de ciencia de los materiales. Apoya: la afirmación de que ciertas laminaciones impiden el proceso de reciclaje. Nota de alcance: específico para procesos de repulpado acuoso. ↩
"Efecto de las mezclas de ácido poliláctico (PLA) en la degradación de la celulosa…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12430967/. [Los datos técnicos sobre las propiedades del ácido poliláctico (PLA) demostrarían su naturaleza hidrofóbica y su resistencia a la degradación durante el proceso estándar de repulpado acuoso utilizado en las fábricas de papel]. Función de la evidencia: verificación de propiedades técnicas; tipo de fuente: estudio de ciencia de materiales. Apoya: la afirmación de que el PLA interfiere con el repulpado. Nota de alcance: se centra en la molienda estándar de OCC. ↩
"Efecto de los contaminantes poliméricos procedentes del papel estucado…", https://open.clemson.edu/cgi/viewcontent.cgi?article=5690&context=all_theses. [Una investigación autorizada sobre recubrimientos acuosos confirmaría su capacidad de dispersión o disolución durante el proceso de pulpado hidráulico, permitiendo la recuperación de la fibra]. Función de la evidencia: verificación de propiedades técnicas; tipo de fuente: informe de química industrial. Apoya: afirmación de un procesamiento eficiente en la fábrica. Nota de alcance: depende de la química específica del polímero. ↩
"Recubrimiento de papel reciclable y biodegradable con funcionalización…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. [Los estándares de la industria de organizaciones como APR o CEPI verificarían que el cartón recubierto con agua cumple con los criterios para el reciclaje en la acera sin contaminar el flujo de residuos]. Función de la evidencia: certificación de reciclabilidad; tipo de fuente: estándar de la industria. Apoya: declaración de fin de vida útil para polímeros acuosos. Nota de alcance: sujeto a las capacidades de las instalaciones municipales locales. ↩
"Construcciones de cartón: Cálculo de la tolerancia de doblado 1 – YouTube", https://www.youtube.com/watch?v=j1n5ojAbAic. [Un manual de ingeniería sobre embalaje estructural o ciencia de los materiales explicaría cómo el grosor del sustrato determina la tolerancia de doblado y los radios internos/externos de un pliegue]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: la física del plegado de materiales en el embalaje. Nota de alcance: se aplica específicamente a sustratos rígidos o semirrígidos. ↩
«¿Qué hay de las desventajas de las cajas de cartón corrugado? – PopDisplay», https://popdisplay.me/what-about-the-disadvantages-of-corrugated-boxes/. [Los estándares de la industria para exhibidores de punto de venta (POP) describen la deformación física y el abombamiento que ocurren cuando no se tiene en cuenta el grosor del material en la creación del troquel]. Función de la evidencia: evidencia causal; tipo de fuente: informe técnico de la industria. Apoya: las consecuencias de omitir los cálculos estructurales. Nota de alcance: centrado en el ensamblaje de exhibidores minoristas. ↩
"[PDF] Especificaciones para cartón corrugado – Archivos Nacionales", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. [Las guías autorizadas de ingeniería de embalaje explican que no tener en cuenta el calibre del material (el espesor del cartón) da como resultado tolerancias incorrectas y fallas estructurales]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: la afirmación de que ignorar el calibre causa fallas en el ensamblaje. Nota de alcance: aplicable al cartón corrugado. ↩
"5 herramientas CAD gratuitas para diseñar cualquier proyecto – YouTube", https://www.youtube.com/watch?v=b1hDx3aCssU. [Los puntos de referencia de la industria o los estudios de caso de ingeniería de empaque verificarían la disparidad de tiempo entre el dibujo vectorial plano y el modelado paramétrico]. Función de evidencia: validación cuantitativa; tipo de fuente: punto de referencia de la industria. Apoya: requisitos de tiempo de dibujo CAD. Nota de alcance: la duración puede variar según la complejidad de la exhibición cosmética. ↩
"Mejores prácticas para el diseño de líneas de amortiguación y empaquetado", https://www.prosource.org/article/22210260/best-practices-for-buffering-and-packaging-line-design. [Las especificaciones técnicas para las tolerancias de empaquetado estructural confirmarían la amortiguación específica necesaria para compensar el calibre del material]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: requisitos de tolerancia del ancho de la ranura. Nota de alcance: El tamaño de la amortiguación depende del espesor del material y del tipo de pliegue. ↩
"Resiliencia de la cadena de suministro en 2026: Ingeniería inteligente en costes para el embalaje", https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOooV_X0kfmhQ6ssNNKub0D82Ru3B_msnv0K86qWYOZR9ThzpgJC9. [Los estudios de tiempos y movimientos o los informes de eficiencia operativa respaldarían el ahorro de tiempo específico obtenido gracias a la optimización de la ingeniería estructural]. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso operativo. Apoya: mejoras en la velocidad de co-empaquetado. Nota de alcance: Los ahorros dependen del nivel de automatización de la línea de embalaje. ↩
"Análisis simplificado de la resistencia dinámica de envases de cartón...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10385285/. [Un manual de ingeniería o de embalaje explicaría cómo los productos densos, como los sérums en vidrio, generan una presión vertical concentrada que supera la resistencia a la compresión de los niveles inferiores]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: impacto del peso del producto en la integridad estructural. Nota de alcance: se aplica a productos cosméticos de alta densidad. ↩
"[PDF] TABLEROS VIRGENES VERSUS RECICLADOS Por L. Lisa Zhao Tesis …", https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. [Estudios de ciencia de materiales demuestran que las fibras vírgenes mantienen una mayor rigidez estructural y resistencia a la humedad en comparación con las fibras recicladas, que son más susceptibles a la deformación con el tiempo]. Función de la evidencia: verificación científica; tipo de fuente: artículo de ciencia de materiales. Apoyos: vulnerabilidad de la fibra reciclada. Nota de alcance: centrado en el rendimiento de ECT en ambientes húmedos. ↩
"Investigación del efecto de la rigidez de la plataforma superior del palé en el cartón ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/. [Un estudio de ingeniería técnica sobre materiales ondulados proporcionaría datos de referencia empíricos sobre cómo la reducción del grado del cartón o la calidad de la ondulación se correlaciona con una pérdida porcentual específica en la resistencia a la compresión dinámica]. Función de la evidencia: validación técnica; tipo de fuente: estudio de ingeniería. Apoya: La grave degradación estructural causada por la degradación de los materiales. Nota de alcance: El porcentaje varía según el grado específico del cartón y la configuración de la ondulación. ↩
"Cómo reducir los costos de envío de contenedores – Dimerco", https://dimerco.com/ebooks/how-to-reduce-container-shipping-costs/. [Los puntos de referencia de la industria sobre la utilización de TEU y la eficiencia logística cuantificarían la reducción en los costos de envío por unidad lograda al aumentar el número de unidades por contenedor]. Función de la evidencia: validación económica; tipo de fuente: informe logístico. Apoya: El beneficio financiero de aumentar la densidad de envío. Nota de alcance: Los ahorros están sujetos a los contratos de los transportistas y a los recargos por combustible fluctuantes. ↩
"Modelado simplificado de la resistencia al aplastamiento de bordes de múltiples...", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/. [Un informe de ingeniería técnica o el resultado de una prueba de embalaje proporciona datos de medición específicos para la deflexión de la base cuando se reducen los valores de ECT]. Función de evidencia: especificación técnica; tipo de fuente: informe de ingeniería. Apoya: La tasa de falla cuantitativa de la degradación genérica de ECT. Nota de alcance: Específico para ciertas dimensiones de caja y pesos de carga. ↩
"[PDF] Ingeniería para la estabilidad estructural en la construcción de puentes", https://www.fhwa.dot.gov/bridge/pubs/nhi15044.pdf. [La documentación de análisis estructural para embalajes de alto rendimiento demuestra cómo los refuerzos específicos eliminan el movimiento vertical bajo carga]. Función de la evidencia: referencia técnica; tipo de fuente: estándar de embalaje. Apoya: La eficacia del diseño de embalajes de ingeniería. Nota de alcance: Basado en pruebas de tensión de laboratorio controladas. ↩
"Reduzca los costos de empaque de cosméticos sin sacrificar la calidad", https://bigskypackaging.com/blog/how-to-reduce-cosmetic-packaging-costs-without-sacrificiing-quality/. [Los estudios de caso de logística o las auditorías de la cadena de suministro cuantifican la reducción de costos lograda mediante la eliminación de separadores y la optimización del volumen]. Función de la evidencia: métrica financiera; tipo de fuente: estudio de caso de la industria. Apoya: El beneficio económico de las soluciones de empaque diseñadas. Nota de alcance: Los ahorros dependen del volumen de envío y las tarifas de los transportistas regionales. ↩



