Las marcas suelen sacrificar márgenes de beneficio al elegir a ciegas los métodos de impresión comercial para sus lanzamientos en tiendas. Elegir el proceso de aplicación incorrecto perjudica tanto la integridad estructural como el aspecto visual en el punto de venta.
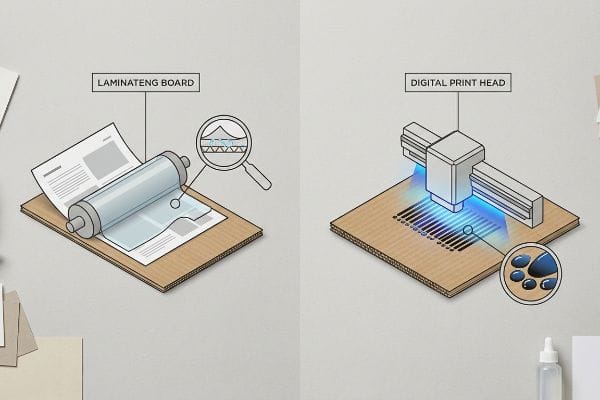
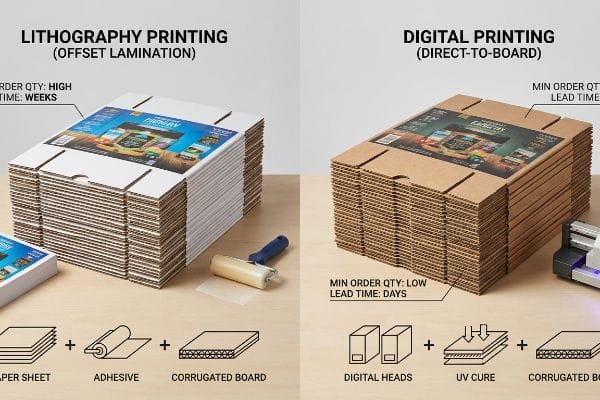
La impresión offset y la impresión digital representan procesos de fabricación distintos para los expositores de cartón ondulado. La litografía offset lamina las hojas impresas sobre cartón rígido mediante adhesivos, mientras que los métodos digitales directos curan la tinta instantáneamente con luz ultravioleta. La elección entre uno u otro determina las cantidades mínimas de pedido, los plazos de entrega y la logística del embalaje plano.
Como ingeniero de fábrica, no me fijo en los colores bonitos de una pantalla; me fijo en cómo la química de la tinta líquida y los adhesivos fuertes reaccionan físicamente con las fibras de papel en bruto durante el montaje automatizado.
¿Es mejor la impresión litográfica que la digital?
La calidad de impresión por sí sola no determina la superioridad. La verdadera prueba reside en cómo el sistema de suministro de tinta elegido se integra con el cronograma general de producción y la estrategia de lanzamiento al mercado.
Depende. La impresión litográfica ofrece una resolución de alta fidelidad inigualable y una reproducción exacta de los colores Pantone para tiradas masivas. Sin embargo, requiere costosos procesos de chapado en metal y laminación húmeda, lo que la convierte en una inversión de capital más lenta y elevada en comparación con las ágiles alternativas digitales de impresión plana sin planchas para el embalaje minorista de alta velocidad.

Cuando los compradores exigen una calidad superior, a menudo dan por sentado que los procesos de impresión offset tradicionales son la única vía válida para la aceptación en el sector minorista, ignorando la logística posterior.
Matriz de costos de recubrimiento frente a resultados de alta fidelidad
Cuando reviso los troqueles de mis clientes, observo constantemente que los modelos de compra llevan a los equipos a especificar la litografía offset para cada lanzamiento promocional, independientemente del tamaño del lote. Es una trampa común que atrapa incluso a compradores experimentados que asumen que el proceso comercial tradicional es la única forma de lograr un contraste óptimo para la venta al por menor. Lo que no comprenden es que la litografía tradicional requiere la creación de planchas metálicas físicas para cada capa de color CMYK1 (cian, magenta, amarillo y negro), lo que genera enormes costos de configuración iniciales y alarga considerablemente los plazos de entrega antes incluso de que se corte la primera caja.
En mi planta, veo con frecuencia que las marcas intentan forzar una prueba rápida de 200 unidades a través de un sistema de laminación litográfica obsoleto. El diseño CAD (Diseño Asistido por Computadora) vectorial plano se ve perfecto, pero durante las pruebas iniciales de preproducción en la planta, el tiempo de configuración en nuestra prensa offset Heidelberg de 6 colores consume cuatro días completos solo para el registro de la plancha. Al aplicar un protocolo de herramientas estricto, trasladé sus campañas de tiradas cortas a nuestras mesas de corte CNC (Control Numérico por Computadora) Kongsberg, combinadas con plataformas planas digitales UV de alta velocidad. Esto eliminó por completo el cuello de botella de la plancha metálica, permitiendo que la impresión comenzara de inmediato. Al eliminar estas etapas de configuración sobredimensionadas, garantizo que el de ensamblaje del coempaquetado se reduzca en horas, ahorrando a los clientes miles en costos innecesarios de herramientas, al tiempo que aseguro que los expositores de cartón corrugado 32ECT (Prueba de Aplastamiento de Bordes)se envíen completamente planos. Debido a que el cartón corrugado se envía plano, un solo contenedor de cartón plegado reemplaza 4 contenedores de exhibidores rígidos preensamblados3, lo que actúa como un multiplicador masivo de flete para el ROI total de su campaña.
| Enfoque métrico | Asunción de legado | Realidad diseñada |
|---|---|---|
| Velocidad de configuración | 4-5 días (siembra)4 | Transferencia instantánea de archivos |
| Costo de capital | Herramientas iniciales pesadas | Sin coste de utillaje |
| Volumen óptimo | Más de 2000 unidades5 | De 100 a 1.000 unidades6 |
Me niego a que las marcas malgasten su presupuesto de marketing en placas metálicas cuando una campaña de respuesta rápida exige agilidad. Adaptar la maquinaria al volumen de producción es la clave para proteger sus plazos y asegurar sus márgenes de beneficio.
🛠️ Harvey's Desk: ¿Están tus elevados costes de configuración mermando el retorno de la inversión de tus promociones de tirada corta incluso antes de que se seque la tinta? 👉 Obtén una auditoría gratuita de metodología de impresión ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las desventajas de la litografía?
La mayor amenaza en la fabricación offset tradicional no es la mala coincidencia de colores, sino la reacción química invisible y altamente destructiva que se produce en el interior del propio tablero.
Entre las desventajas de la litografía se incluyen la deformación estructural severa por humedad, los tiempos de secado prolongados y los altos costos iniciales de las herramientas. Los adhesivos a base de agua necesarios penetran en los sustratos corrugados porosos durante la laminación, creando una tensión superficial masiva que provoca que los paneles planos se curven agresivamente hacia adentro al curarse en el aire ambiente de la fábrica.

Los compradores creen que montar una lámina superior impresa de alta gama sobre un tablero rígido crea un panel permanentemente plano, pero la física dice lo contrario.
Distorsión por deformación de la humedad del PVA
Al revisar las especificaciones de empaque, observo constantemente que los diseñadores tratan la laminación litográfica como una mejora estética seca y sin fricción. Presentan troqueles vectoriales planos que ignoran por completo el calibre del cartón corrugado y el enorme volumen de adhesivo líquido necesario para unir la lámina superior a un cartón grueso de flauta B. Ignoran por completo la realidad química de que este pegamento húmedo eventualmente se secará, se contraerá y ejercerá una fuerza de tracción7 en toda la superficie de la estructura de venta al público.
En mi planta, veo con frecuencia lo que sucede cuando el diseño teórico se encuentra con la química del papel en bruto. Utilizamos adhesivo de PVA (acetato de polivinilo) a base de agua para la laminación. Cuando mido la absorción de humedad en un panel lateral de 152,4 cm (60 pulgadas) sin control, el PVA al secarse crea una enorme tensión superficial⁸que provoca que toda la pared del expositor se deforme y se curve hacia adentro como una patata frita, alterando las tolerancias de las ranuras de encaje hasta en 3,5 mm (0,14 pulgadas⁹ . Mis veinte años de experiencia me enseñaron a diseñar un estricto protocolo de peso de curado. Al apilar los paneles húmedos bajo placas de presión de peso muerto exacto durante 24 horas y especificar una estructura de panel dúplex equilibrada con un revestimiento posterior, neutralizo por completo la tensión superficial. Al aplicar esta química física de curado plano, me aseguro de que el expositor final se mantenga perfectamente vertical en el punto de venta, reduciendo la fricción del montaje y eliminando por completo el riesgo de envíos rechazados debido a paredes dobladas o deformadas.
| Métrica estructural | Laminación genérica | Protocolo de cura de ingeniería |
|---|---|---|
| Planitud del panel | Inclinación severa hacia adentro10 | Tolerancia perfectamente vertical |
| Química de los adhesivos | Evaporación incontrolada | PVA curado a presión11 |
| Fricción de ensamblaje | Las pestañas se rompen durante la instalación | Co-empaquetado sin fricciones |
Dejar secar al aire libre el cartón corrugado húmedo es garantía de fallo estructural. Someto cada panel laminado a un ciclo de curado a presión porque un expositor deformado simplemente no puede soportar el peso dinámico de un establecimiento comercial.
🛠️ Harvey's Desk: ¿Tu expositor auxiliar actual corre el riesgo de deformarse y romperse debido a las fluctuaciones de humedad del mundo real? 👉 Solicita una prueba de resistencia a la deformación ↗ — Totalmente confidencial. Tus diseños comerciales inéditos están a salvo conmigo.
¿Qué es mejor, una impresión o una litografía?
Comparar las impresiones directas estándar con las litografías laminadas requiere comprender las tolerancias mecánicas del troquelado automatizado. No se trata solo de una cuestión de preferencia visual.
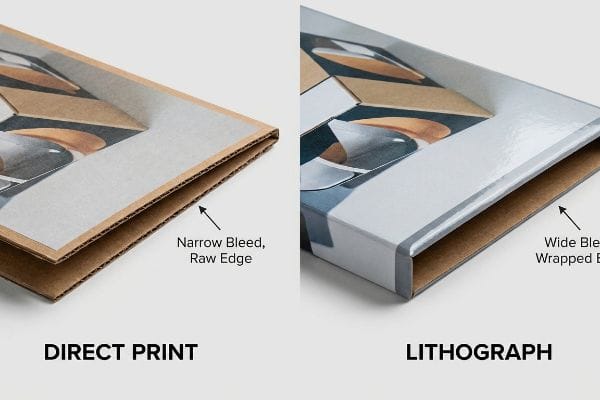
El debate entre impresión y litografía se centra en la aplicación física de la tinta sobre el soporte. La litografía ofrece una profundidad visual superior gracias a una lámina superior laminada, lo que requiere márgenes de sangrado mecánicos más amplios. La impresión directa ofrece tolerancias de registro más estrictas, pero a menudo sacrifica el acabado brillante fotorrealista de alta calidad para el comercio minorista de gama alta.
La transición de una pantalla digital a una caja de cartón plegable deja al descubierto los cambios mecánicos ocultos que se producen dentro de la maquinaria de fabricación de alta velocidad.
La mecánica de ingeniería detrás del cambio de laminación
Para comprender la diferencia física entre la impresión estándar y la litografía, debemos examinar objetivamente el proceso de montaje físico. La impresión directa tradicional aplica la tinta directamente sobre el sustrato, lo que significa que el gráfico queda fijado permanentemente a las coordenadas estructurales del cartón. La litografía, en cambio, imprime el gráfico en una lámina superior delgada12 , que luego debe pegarse mecánicamente al núcleo corrugado grueso13 durante una fase de fabricación secundaria.
Debido a que la litografía se basa en máquinas automatizadas para alinear y presionar estos dos materiales separados a alta velocidad, se produce una variación mecánica natural. La hoja superior se desplazará ligeramente al adherirse al soporte de cartón corrugado. Para compensar este movimiento, los ingenieros de empaque extienden matemáticamente el margen de sangrado del diseño, a menudo hasta un margen de seguridad estricto de 12,7 mm (0,5 pulgadas) más allá de la línea de corte física. Este sangrado calculado garantiza que, cuando la matriz de corte de acero finalmente estampe la forma, el gráfico impreso envuelva completamente cada borde expuesto. Sin calcular este desplazamiento mecánico de laminación en el software RIP (Procesador de Imágenes Rasterizadas) de preimpresión, el expositor plegado final mostraría bordes de cartón marrón sin tratar , lo que rompería la estética premium requerida para la colocación en tiendas minoristas de alta gama en EE. UU.
| Mecánico de procesos | Solicitud directa | Litografía laminada |
|---|---|---|
| Tolerancia al sangrado | 0,125 pulgadas (3,1 mm) | 0,5 pulgadas (12,7 mm) |
| Unión del sustrato | Curado en un solo paso | Adhesión en múltiples etapas |
| Apariencia de los bordes | Acanaladuras sin tratar visibles | Gráficos totalmente envueltos |
Enseño a mis equipos de ingeniería que la precisión en el empaquetado no consiste en eliminar la variabilidad de la máquina, sino en planificar matemáticamente esa variabilidad antes de que las cuchillas de acero golpeen la tabla.
🛠️ Harvey's Desk: ¿Los bordes troquelados de tus productos dejan ver cartón marrón crudo y perjudican la imagen premium de tu marca en el lineal? 👉 Solicita una auditoría gratuita de sangrado en preimpresión ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Cuáles son las desventajas de la impresión digital?
Si bien los flujos de trabajo digitales directos eliminan las planchas metálicas y aceleran la comercialización, introducen limitaciones importantes cuando las marcas exigen una consistencia de color corporativa absoluta en sustratos mixtos.
Entre las desventajas de la impresión digital se incluye la imposibilidad de reproducir colores directos Pantone puros, recurriendo en su lugar a la mezcla óptica CMYK, que puede generar imágenes borrosas en cartones corrugados sin sellar. Además, la velocidad de producción de las impresoras planas digitales es significativamente menor por unidad en comparación con las prensas offset de alto volumen, lo que hace que los lanzamientos masivos en el sector minorista no sean rentables.

Confiar en una impresora digital para reproducir un color corporativo estrictamente protegido en material de embalaje sin tratar suele acabar en un desastre visual.
La trampa de lodo de semitonos CMYK
Cuando reviso los troqueles de los clientes, veo constantemente que los equipos de marketing envían diseños digitales creados completamente en formatos de proceso estándar, asumiendo que una impresora digital directa se adaptará perfectamente a sus pantallas de ordenador retroiluminadas. Envían ciegamente este archivo a la producción en masa, ignorando por completo cómo se comportan físicamente las diminutas gotas de tinta digital superpuestas cuando impactan en un soporte de prueba altamente poroso15.Asumen que el cabezal de impresión digital puede superar las leyes físicas del papel sin una capa superior sellada16.
En mi empresa, veo con frecuencia las consecuencias de depender exclusivamente de colores de proceso digital para logotipos de marca de gran tamaño. Cuando retiro las pruebas iniciales de la impresora digital plana y mido los pigmentos bajo la intensa iluminación D50 de las tiendas, los puntos de semitono CMYK se han absorbido de forma desigual en las fibras17, lo que resulta en un logotipo granulado y descolorido que sufre un cambio de color Delta-E masivo18.El equipo de compras del cliente a menudo intenta aceptar este resultado deficiente para ahorrar unos céntimos en los gastos de configuración. Retiré las lecturas del espectrofotómetro y demostré que no teníamos por qué aceptar una imagen de marca comprometida; intercepté el archivo, separé la capa principal del logotipo y la envié a una prensa híbrida para aplicar una tinta de color directo PMS (Pantone Matching System) precisa y de mezcla única sobre la base digital. Una vez que el equipo de compras me permitió ajustar el perfil de preimpresión, esta inyección de color directo eliminó por completo el granulado del semitono. Al aplicar esta gestión híbrida del color, me aseguro de que la pantalla logre una visibilidad de alto contraste desde una distancia de 6,1 metros (20 pies), maximizando así el impulso de compra en el pasillo y evitando rechazos directos por parte de los minoristas por incumplimiento de los estándares de la marca.
| Mecánico del color | CMYK digital puro | Protocolo Spot híbrido |
|---|---|---|
| Administración de pigmentos | Puntos de tinta superpuestos19 | Inundación sólida premezclada20 |
| Contraste de borde | Granulado y descolorido | Visibilidad nítida como una navaja |
| Visibilidad en el punto de venta | Se mimetiza con el fondo | Disrupción de 20 pies21 |
Jamás permito que una mezcla digital CMYK sin sellar arruine el logotipo principal de una marca. Aplicar una cantidad de pigmento intensa y sólida es la única manera de garantizar que su exhibición sobreviva al caos visual de una gran superficie comercial.
🛠️ Harvey's Desk: ¿El logotipo de tu empresa se ve borroso, granulado o con colores distorsionados al imprimirlo directamente sobre paquetes planos de cartón corrugado? 👉 Solicita una revisión de la estrategia de color Delta-E ↗ — Reviso personalmente cada archivo estructural en un plazo de 24 horas.
Conclusión
Confiar en suposiciones genéricas de impresión inevitablemente provocará deformaciones químicas severas, manchas de semitonos CMYK y fallos masivos en el sangrado de bordes que comprometerán la integridad estructural de sus exhibidores. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de $10,000 en inventario desechado y cargos a minoristas. Para evitar que sus exhibidores se deformen bajo las duras condiciones de la tienda, permítame que revise personalmente sus archivos estructurales mediante una auditoría integral de laminación y preimpresión de cartón corrugado ↗ para garantizar un montaje sin problemas y una estética impecable.
"El proceso de impresión: Impresión offset – Walsworth", https://www.walsworth.com/blog/the-printing-process-offset-printing. [Un manual técnico sobre procesos de impresión comercial confirmaría que la litografía offset requiere planchas físicas separadas para cada capa de color utilizada en el proceso CMYK]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: los costos generales y los plazos de entrega asociados con la configuración litográfica. Nota de alcance: se aplica a la litografía offset estándar, no a la impresión digital]. ↩
"[PDF] Especificaciones de cartón corrugado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Los estándares de la industria para la prueba de aplastamiento de bordes (ECT) definen la resistencia al apilamiento y la capacidad de carga del material corrugado ECT 32]. Función de evidencia: especificación técnica; tipo de fuente: estándar de ingeniería de materiales. Soportes: integridad estructural. Nota de alcance: los valores ECT son específicos de la ondulación y composición del cartón. ↩
"Expositores de cartón desmontables frente a expositores de cartón ensamblados: coste, envío e instalación", https://leader-display.com/flat-pack-vs-assembled-cardboard-display/. [Los indicadores logísticos para el embalaje minorista cuantifican la reducción del volumen de envío al pasar de expositores rígidos a expositores de cartón corrugado plegables]. Función de la evidencia: verificación cuantitativa; tipo de fuente: informe de la industria logística. Apoya: multiplicador de flete y ROI. Nota de alcance: las proporciones reales varían según la geometría del producto. ↩
"Impresión offset – Wikipedia", https://en.wikipedia.org/wiki/Offset_printing. [Las guías estándar de la industria sobre impresión comercial verificarían el tiempo típico requerido para la creación de planchas, el curado y la calibración de la prensa]. Función de la evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoya: velocidad de configuración de la litografía tradicional. Nota de alcance: los plazos varían según la capacidad de la instalación. ↩
"Impresión offset vs. impresión digital: comparación de tamaño, color y coste", https://theprintauthority.com/printing/offset_vs_digital_printing/. [Los documentos de análisis de costes de impresión suelen definir el umbral de producción donde el alto coste de preparación de la litografía offset se compensa con costes unitarios más bajos]. Función de la evidencia: punto de referencia económico; tipo de fuente: informe técnico del sector. Apoya: volumen óptimo para litografía. Nota de alcance: el umbral depende de la complejidad del trabajo. ↩
"Qué saber sobre tiradas de impresión: Tiradas cortas frente a grandes volúmenes", https://www.ambrosetheprinter.com/blog/what-to-know-about-print-runs-short-run-vs-large-volume-printing. [Las especificaciones técnicas para prensas digitales describen el rango de eficiencia para la producción de tiradas cortas cuando no hay costes de utillaje]. Función de la evidencia: especificación técnica; tipo de fuente: manual del equipo. Apoya: volumen óptimo para impresión digital. Nota de alcance: varía según la tecnología de la prensa. ↩
"Efectos de la humedad en el proceso de laminación – AICC Now", https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [Una fuente técnica sobre química de adhesivos o ingeniería de embalaje explicaría cómo los adhesivos a base de agua se contraen durante la evaporación, creando tensión en el sustrato]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de ingeniería. Apoya: la causa física de la deformación por humedad. Nota de alcance: se refiere específicamente a adhesivos a base de agua utilizados en la laminación litográfica. ↩
"[PDF] Torsión del cartón ondulado: causas y soluciones – TAPPI.org", https://imisrise.tappi.org/download.aspx?key=92APR097. [Una referencia de ciencia de los materiales detallaría cómo la evaporación del agua de los adhesivos de PVA crea una contracción diferencial y tensión superficial en sustratos de celulosa porosa, lo que conduce a la curvatura]. Función de la evidencia: Validación técnica; tipo de fuente: Libro de texto de ciencia de los materiales. Apoya: La causa física de la deformación del sustrato. Nota de alcance: Específico para adhesivos a base de agua. ↩
"Guía completa de tolerancia dimensional de cajas de cartón corrugado – Upack", https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoq_LWSDMt97Zeg0w9zQc4SG6M0I63L11lt0rcVdpk7ttW4LgaNE. [Las normas de ingeniería de embalaje proporcionarían métricas típicas de desviación dimensional para cartones corrugados de gran formato sometidos a deformación inducida por la humedad]. Función de evidencia: Punto de referencia cuantitativo; tipo de fuente: Norma industrial. Apoya: La magnitud de la pérdida de tolerancia estructural. Nota de alcance: Varía según el grado del sustrato y el tamaño del panel. ↩
"El uso de técnicas de fabricación aditiva en el desarrollo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11054453/. [Una fuente autorizada sobre química de adhesivos explica cómo la pérdida desigual de humedad durante la laminación genérica de PVA provoca tensiones internas que conducen a la deformación estructural]. Función de la evidencia: explicación causal; tipo de fuente: manual técnico. Apoya: impacto de la laminación genérica en la planitud del panel. Nota de alcance: específicamente en relación con los adhesivos a base de PVA en cartón offset. ↩
"Estabilidad térmica y mecanismos de descomposición del PVA/PEGDA…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12566940/. [La documentación técnica sobre protocolos de curado demuestra cómo la aplicación de presión controlada durante el proceso de fraguado del PVA evita la deformación del tablero]. Función de la evidencia: especificación técnica; tipo de fuente: norma de fabricación. Apoya: la eficacia de los protocolos de curado diseñados. Nota de alcance: se aplica a los procesos de laminación industrial. ↩
"Guía 101 sobre laminación litográfica para impresión de envases", https://gleepackaging.com/litho-lamination-for-packaging-printing/. [Un manual técnico sobre fabricación de envases detallaría la separación de la fase de impresión de la fase de montaje en la laminación litográfica]. Función de la evidencia: verificación del proceso; tipo de fuente: manual técnico. Apoya: la distinción mecánica de las litografías. Nota de alcance: se refiere específicamente a los envases laminados litográficos. ↩
"Investigando el montaje litográfico en cartón ondulado… – PrintPlanet.com", https://printplanet.com/threads/looking-into-litho-mounting-on-corrugated.19545/. [Los estándares industriales para el embalaje de cartón ondulado definen el proceso de unión adhesiva necesario para fijar los revestimientos impresos a las ondulaciones]. Función de la evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: la fase de fabricación secundaria de la litografía. Nota de alcance: se centra en el mecanismo de unión. ↩
"Laminación litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOopYUuMvhgEggrvxfEWXJ-Z-PyqWsqi9CYj2jw0d0WSPknXZsPiP. [Un manual de embalaje estándar de la industria especifica los márgenes de sangrado necesarios para compensar el desplazamiento del registro durante el proceso de laminación]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el requisito específico de sangrado de 0,5 pulgadas para pantallas de cartón corrugado litografiadas. Nota de alcance: las medidas precisas pueden variar según las tolerancias del equipo. ↩
"Mitos de la impresión digital sobre cartón ondulado desmentidos – Paper360", https://paper360.tappi.org/2024/10/18/myths-of-digital-corrugated-printing-debunked/. [Estudios técnicos sobre la interacción tinta-sustrato explican cómo las gotas de tinta se extienden y se fusionan en soportes de prueba porosos sin sellar, lo que provoca un aumento de la ganancia de punto y una pérdida de nitidez del color]. Función de la evidencia: validación técnica; tipo de fuente: documento técnico. Apoyos: comportamiento de la tinta en superficies porosas. Nota de alcance: aplicable específicamente a sustratos de cartón ondulado. ↩
"[PDF] Recubrimientos Ashland", https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13666.1_Coatings_Digital.pdf. [Las normas de impresión de la industria especifican que es necesario un recubrimiento superior sellado o una imprimación para controlar la absorción de tinta y mantener la densidad del color en papel crudo sin recubrimiento]. Función de evidencia: requisito técnico; tipo de fuente: especificación de la industria. Apoyos: necesidad de recubrimientos superiores. Nota de alcance: se aplica a sustratos de alta porosidad. ↩
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Fuentes de ciencia de la impresión explican cómo los puntos de semitono en sustratos porosos causan una absorción desigual y una ganancia de punto, lo que da como resultado una apariencia visual borrosa]. Función de la evidencia: validación técnica; tipo de fuente: documento técnico de la industria. Apoya: la afirmación de que los colores del proceso digital CMYK se ven afectados en sustratos sin sellar. Nota de alcance: Específico para cartón corrugado poroso o sin sellar. ↩
"Precisión del color y Delta E explicados: Consideraciones para…", https://formlabs.com/blog/color-accuracy-delta-e/. [Los estándares de colorimetría definen Delta-E como una medida cuantitativa de la diferencia de color percibida, que aumenta cuando la absorción de la tinta es inconsistente]. Función de la evidencia: validación técnica; tipo de fuente: libro de texto académico. Apoya: la afirmación de que los problemas de absorción causan una desviación de color medible. Nota de alcance: Se aplica a la ciencia general del color y al control de calidad. ↩
"Semitonos de color", http://facweb.cs.depaul.edu/sgrais/color_halftones.htm. [Documentación técnica sobre procesos de impresión digital que explica cómo se obtienen los colores CMYK mediante la superposición de puntos de semitono]. Función de la evidencia: explicación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: Mecanismo de suministro de pigmento CMYK digital. Nota de alcance: Se aplica a flujos de trabajo digitales estándar basados en semitonos. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Las fuentes autorizadas sobre impresión en color distinguen la aplicación de colores directos como una aplicación sólida y uniforme de pigmento premezclado en lugar de un patrón de puntos]. Función de la evidencia: explicación técnica; tipo de fuente: libro de texto de impresión. Apoya: Mecanismo del protocolo de colores directos híbridos. Nota de alcance: Específico para métodos de impresión de colores directos o híbridos. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? – Prime Line Packaging", https://www.primelinepackaging.com/blog/spot-color-vs-cmyk-understanding-the-differences-and-choosing-the-right-method-for-your-packaging/. [Los estudios de percepción visual o la investigación de marketing minorista proporcionarían datos cuantitativos sobre la distancia a la que los colores directos sólidos logran mayor contraste y visibilidad que los medios tonos CMYK]. Función de la evidencia: verificación métrica; tipo de fuente: estudio de ciencias visuales. Apoya: efectividad de la visibilidad minorista. Nota de alcance: Depende de la iluminación ambiental y la reflectividad del sustrato. ↩



