
Perfeccionaste los colores de tu marca en una pantalla digital, pero cuando llegan los expositores a las tiendas , los gráficos se ven borrosos y descoloridos. El problema suele estar en tu espacio de color.
Comprender por qué el CMYK es esencial para la impresión evita costosos errores de igualación de color durante la fabricación. Mientras que las pantallas digitales utilizan la luz para crear colores vibrantes, las imprentas físicas combinan tintas cian, magenta, amarilla y otras tintas clave para reproducir diseños en cartón corrugado, cajas plegables y otros materiales de embalaje universales.

Para salvar la distancia que existe entre los píxeles brillantes de tu monitor y la tinta física en el suelo de una tienda, se requiere un proceso de traducción riguroso.
¿Por qué se prefiere el CMYK para la impresión?
Para trasladar las obras de arte digitales al ámbito del marketing minorista físico, se necesita un sistema de fabricación que mezcle físicamente los pigmentos en lugar de proyectar luz artificial.
El sistema CMYK es el preferido para la impresión porque se basa en la mezcla sustractiva de colores mediante tintas físicas. Al aplicar distintas capas de pigmento cian, magenta, amarillo y negro sobre un sustrato, las imprentas offset y digitales comerciales pueden reproducir con precisión miles de combinaciones gráficas vibrantes para campañas publicitarias globales en puntos de venta.

Pero conocer la definición básica de estos cuatro colores de tinta no te salvará si confías demasiado en tu monitor digital.
La desconexión entre la pantalla y el sustrato
Cuando los equipos de marketing diseñan expositores para puntos de venta (POP), suelen revisar las pruebas en monitores de alta definición. Estas pantallas luminosas proyectan luz RGB (rojo, verde y azul), que tiene una gama cromática enorme¹capaz de mostrar verdes neón y azules intensos que simplemente no existen en el espectro físico de la tinta.
Constantemente veo a fundadores de marcas aprobar un PDF digital vibrante en su teléfono, esperando ese mismo efecto neón en su pantalla. Cuando la prueba física 32ECT (Edge Crush Test)sale de mi imprenta, se asustan porque los colores se ven ligeramente apagados. La cruda realidad es que el cartón crudo absorbe la tinta; prácticamente se puede oler el pigmento húmedo secándose a medida que las fibras porosas del papel lo absorben. No se puede corregir automáticamente la química física. Siempre solicite una prueba física bajo iluminación estándar D50 para venta minorista3 antes de la producción en masa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aprobar colores en un teléfono inteligente | Revisión de muestras físicas bajo luz D504 | Garantiza una representación precisa de la marca |
| Se esperan colores neón RGB | Convertir a CMYK en las primeras etapas del diseño5 | Evita que el color se apague inesperadamente |
| Ignorando la textura del sustrato de papel | Solicitar un desembolso físico de la junta directiva6 | Elimina los costosos cargos por reimpresión |
Me niego a iniciar una tirada de impresión de gran volumen sin una aprobación física del color. Las pantallas mienten, pero la tinta seca bajo la intensa iluminación de una tienda revela la verdad absoluta sobre el valor visual de tu marca.
🛠️ El escritorio de Harvey: ¿No estás seguro de si los colores neón de tu obra de arte sobrevivirán al paso al cartón físico? 👉 Obtén una revisión gratuita de tu obra de arte ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Qué ocurre si imprimo en RGB en lugar de CMYK?
Enviar un archivo sin calibrar directamente a la planta de producción activa una conversión de software automatizada que fuerza matemáticamente los colores digitales a un perfil de tinta físico.
Imprimir en RGB en lugar de CMYK obliga a la maquinaria de preimpresión automatizada a convertir de forma agresiva los colores claros no compatibles en aproximaciones físicas de tinta. Este cambio matemático abrupto inevitablemente reduce la viveza, lo que da como resultado gráficos de empaque apagados, apagados y muy imprecisos que no cumplen con los estrictos estándares de identidad visual de la marca durante la producción en masa.

Permitir que un software automatizado adivine al azar la identidad principal de tu marca es una apuesta arriesgada para la línea de producción.
La trampa de la conversión incontrolada en preimpresión
Muchos diseñadores exportan sus troqueles directamente desde herramientas de ilustración digital sin verificar el modo de color del documento. Cuando estos archivos llegan al software RIP (Procesador de Imágenes Rasterizadas) de fábrica, la máquina detecta los datos de color incompatibles y los adapta automáticamente a los valores de proceso disponibles más cercanossin supervisión humana.
Tuve un cliente que casi lloraba cuando un lanzamiento de cosméticos para 500 tiendas llegó con un color verde oliva en lugar de un verde espuma de mar vibrante. Se saltaron la etapa de conversión manual de color para ahorrar tres días de preimpresión. Cuando las máquinas automatizadas convirtieron su brillante verde digital en una mezcla de cuatro colores imprimible,el resultado fue un desastre opaco y turbio. La frustración de tener que sacar de la caja un expositor mal coloreado y completamente inservible es una experiencia desgarradora para un gerente de marca. Convierta sus archivos con anticipación y ajuste manualmente las curvas para mantener un control total sobre el resultado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Dejando los archivos en modo RGB | Conversión manual a CMYK en software | Mantiene un control total sobre los cambios de color |
| Omitir las pruebas físicas | Requiere un escaneo con espectrofotómetro | Garantiza el cumplimiento exacto de la imagen de marca |
| Aplicar laminaciones a ciegas | Utilizando una curva de compensación de laminación | Evita un oscurecimiento óptico del 5 % en tienda |
Jamás permito que una máquina adivine a ciegas el valor de marca de un cliente. Dedicar cinco minutos a gestionar manualmente el espacio de color en la preimpresión ahorra semanas de tedioso trabajo manual y evita por completo los devastadores rechazos de los minoristas.
🛠️ El escritorio de Harvey: ¿Tus vibrantes archivos de diseño digital ocultan un desastre de conversión inminente? 👉 Obtén tu lista de verificación de preimpresión ↗ — Descárgala de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Necesito usar CMYK para imprimir?
Si bien el proceso estándar de cuatro colores sirve para la mayoría de los gráficos fotográficos, depender exclusivamente de él para logotipos de marcas muy específicos suele provocar una grave degradación visual.
Sí. Es necesario usar CMYK para imágenes fotográficas estándar y degradados complejos. Sin embargo, para logotipos corporativos precisos y fondos sólidos, depender exclusivamente de la impresión a cuatro colores suele generar inconsistencias visuales. En estos casos, se utilizan colores directos específicos para garantizar una densidad de color absoluta y una visibilidad impecable en el punto de venta.

Saber cuándo salirse de los límites estándar de cuatro colores distingue el empaquetado amateur de la ejecución de alta calidad en el sector minorista.
El dilema del barro en los semitonos
La impresión estándar funciona depositando millones de puntos microscópicos superpuestos9 que nuestros ojos combinan para formar una imagen continua. Si bien esta ilusión óptica es perfecta para la fotografía de una manzana, se vuelve muy problemática cuando se aplica a un logotipo corporativo nítido y sólido10 impreso en cartón corrugado poroso.
Imagínese intentar pintar una pared sólida con un millón de esponjas diminutas de distintos colores; de cerca, siempre se verá texturizada y granulada. Cuando estos pequeños puntos de tinta se absorben de forma desigual en las fibras del papel, el logotipo se convierte en una mancha borrosa y descolorida bajo la iluminación fluorescente de las tiendas. Hace poco vi a un dependiente entrecerrando los ojos con frustración mientras intentaba escanear un código QR borroso impreso en semitonos en un expositor, hasta que finalmente se dio por vencido y se marchó. Si su marca depende de una cobertura de color muy específica, siempre recomiendo mezclar una tinta de color directo PMS (Pantone Matching System) específica, elnúmero 11, para lograr una capa sólida e impecable de pigmento puro.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de logotipos mediante puntos CMYK | Exigir una inundación de color directo Pantone | Garantiza el máximo contraste desde 6 metros (20 pies) de distancia |
| Uso de cuatro colores para códigos de barras | Impresión de códigos de barras con tinta 100% negra | Elimina los errores del escáner de recepción de 3PL |
| Confianza en la fusión óptica de puntos | Utilizando pigmentos sólidos densos y premezclados | Crea una estética prémium y sin granulado |
Siempre les digo a mis clientes que la precisión requiere las herramientas adecuadas. Mezclar una tinta de color directo uniforme garantiza una consistencia absoluta de la marca y elimina por completo la mezcla óptica granulada que perjudica a los expositores de alto contraste en los puntos de venta.
🛠️ Harvey's Desk: ¿Los logotipos clave de tu marca se ven borrosos y granulados en papel? 👉 Solicita una auditoría de archivos gratuita ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Por qué las impresoras usan CMYK y no RGB?
La transición de los píxeles digitales a la producción física no se trata solo de igualar los tonos; se trata de gestionar rigurosamente la integridad estructural del propio papel.
Las impresoras utilizan CMYK, no RGB, porque este sistema controla matemáticamente el volumen físico de tinta húmeda aplicada al sustrato. Los valores de color RGB pueden generar una carga excesiva de pigmento que satura, deforma y daña los materiales de cartón poroso durante los procesos de fabricación litográfica y digital de alta velocidad.
Lograr que una sola pantalla se mantenga en pie en un laboratorio es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas y se ignora la dinámica de fluidos.
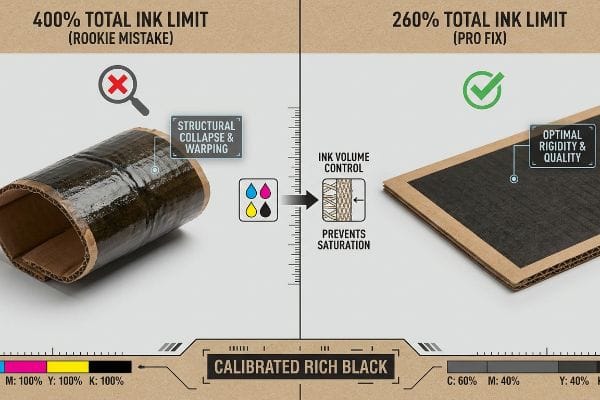
El colapso estructural del límite total de tinta
Los diseñadores gráficos suelen llevar los controles deslizantes de color al máximo de saturación para crear sombras profundas e intensas. Dan por sentado que si se ve bien en la pantalla, la impresora simplemente lo reproducirá igual. Sin embargo, ignoran por completo la química física de cómo interactúan grandes volúmenes de pigmento líquido con las fibras orgánicas del papel12.
Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando los archivos superan el 260 % TIL (Límite Total de Tinta)13.Si un fondo negro digital se convierte incorrectamente, obliga a la prensa a verter tinta cian, magenta, amarilla y negra al 100 % en un solo punto. Eso es una cobertura líquida del 400 %. Cuando mido la absorción de humedad en un liner kraft virgen, esa tinta húmeda excesiva compromete físicamente la estructura del flauta. De hecho, se puede sentir cómo las fibras del papel húmedo se hinchan 0,14 pulgadas (3,5 mm)14, deformando el cartón como una patata frita mientras el adhesivo PVA (acetato de polivinilo) a base de agua intenta curarse. Al imponer un límite estricto del 260 % en la preimpresión, elimino la hinchazón por humedad, evitando por completo la fricción masiva en la línea de montaje y reduciendo los costos de mano de obra de co-empaquetado en un estimado del 18 % por campaña.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Llevar las sombras al máximo | Imponer un límite total de tinta del 260 %15 | Evita la deformación física del sustrato16 |
| Utilizando 400% "Registro Negro"17 | Utilizando una mezcla calibrada de "Negro Rico" | Mantiene la rigidez del tablero estructural |
| Ignorando el volumen de tinta húmeda | Ejecutando comprobaciones de saturación del software RIP | Elimina el tiempo de inactividad de la línea de montaje |
Me niego a permitir que una mala gestión del color digital destruya físicamente una base de pantalla rígida. Al limitar matemáticamente los volúmenes de tinta antes de imprimir, protejo tanto la estética vibrante de la marca como la capacidad de carga dinámica necesaria para el transporte de mercancías pesadas.
🛠️ Escritorio de Harvey: ¿Conoces el porcentaje exacto del límite total de tinta que se esconde en las sombras más oscuras de tu diseño? 👉 Envíame tu archivo de troquelado ↗ — Pondré a prueba los cálculos antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Ignorar la calibración del color en la preimpresión es arriesgado, y cuando la saturación excesiva de tinta deforma físicamente el cartón corrugado 32ECT, esta deformación estructural ralentiza la línea de producción de coempaquetado en un 30 % aproximadamente. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deje de adivinar las tolerancias químicas de la tinta y permítame analizar personalmente su diseño con mi Auditoría de Datos de Preimpresión Gratuita ↗ para detectar conversiones destructivas antes de la producción.
"Modelos de color aditivos y sustractivos > Pabellón DINFOS > Artículo", https://pavilion.dinfos.edu/Article/Article/2355687/additive-subtractive-color-models/. [Documentación autorizada sobre ciencia del color explica que el color aditivo (RGB) ofrece una gama cromática significativamente mayor que el color sustractivo (CMYK) porque emite luz en lugar de reflejarla. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto científico. Apoya: la disparidad entre las pruebas digitales y las impresiones físicas. Nota de alcance: las diferencias de gama cromática varían según el estándar específico del monitor (por ejemplo, sRGB frente a Adobe RGB).] ↩
"Nueva configuración de prueba de aplastamiento de bordes mejorada con deformación de campo completo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Las normas de embalaje industrial definen la prueba de aplastamiento de bordes (ECT) como una medición de la resistencia a la compresión de un cartón corrugado]. Función de evidencia: especificación técnica; tipo de fuente: norma de material industrial. Apoya: el uso de grados de sustrato específicos en la impresión. Nota de alcance: específico para cartón corrugado. ↩
"Combinación de colores estandarizada según ISO 3664:2009 – JUST-Normlicht", https://www.just-normlicht.com/us/iso-3664-2009.html. [ISO 3664 especifica D50 como iluminante estándar para la visualización y evaluación de materiales impresos con el fin de mantener la consistencia del color en diferentes entornos]. Función de evidencia: norma técnica; tipo de fuente: norma ISO. Apoya: el requisito de iluminación controlada durante la prueba de color. Nota de alcance: se aplica a las artes gráficas y la industria de la impresión. ↩
"Comprobación de color D50 para artes gráficas | JUST-Normlicht", https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Una fuente estándar de la industria definiría D50 como el iluminante estándar de 5000 K utilizado en artes gráficas para garantizar una evaluación de color consistente]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Soporte: iluminación estándar para revisión de color. Nota de alcance: específico para estándares colorimétricos en impresión. ↩
"Convertir de RGB a CMYK hace que la imagen se vea apagada. ¿Cómo…?", https://community.adobe.com/questions-712/converting-from-rgb-to-cmyk-makes-the-image-dull-how-do-i-fix-1181048. [La documentación sobre ciencia del color explica que RGB tiene una gama cromática más amplia que CMYK, lo que significa que ciertos colores brillantes no se pueden reproducir en la impresión y aparecerán apagados]. Función de la evidencia: mecanismo técnico; tipo de fuente: guía técnica. Admite: prevención de cambios de color inesperados. Nota de alcance: se aplica a la mezcla de colores sustractiva. ↩
"Un proceso digital para crear mejores pruebas de aplicación de tinta", https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns. [Los manuales de impresión comercial definen una prueba de aplicación de tinta como un método para aplicar tinta a un sustrato con el fin de verificar la precisión del color y la absorción antes de la producción en masa]. Función de evidencia: estándar de procedimiento; tipo de fuente: manual de fabricación. Apoya: pruebas de interacción con el sustrato. Nota de alcance: centrado en la prueba física. ↩
"Mejores resultados al cambiar RGB a CMYK – Comunidad de Adobe", https://community.adobe.com/questions-585/best-results-when-changing-rgb-to-cmyk-308359. [La documentación técnica de preimpresión explicaría el proceso matemático que utiliza el software RIP para asignar valores RGB fuera de gama al equivalente CMYK más cercano]. Función de la evidencia: Verificación técnica; tipo de fuente: Estándar de la industria o documentación de software. Admite: El mecanismo de conversión automatizada del espacio de color. Nota de alcance: Los algoritmos de conversión específicos varían según el proveedor de RIP. ↩
"Photoshop: cómo cambiar de RGB a CMYK sin pérdida de color", https://graphicdesign.stackexchange.com/questions/83985/photoshop-how-to-change-from-rgb-to-cmyk-without-any-color-loss. [La documentación profesional sobre gestión del color explica que los colores RGB fuera de la gama CMYK se aproximan matemáticamente durante la conversión automatizada, lo que a menudo resulta en una pérdida de saturación y cambios de tono]. Función de la evidencia: Explicación técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: El riesgo de degradación del color mediante la conversión automatizada de preimpresión. Nota de alcance: Los detalles dependen del perfil de tinta de destino. ↩
"Semitono – Wikipedia", https://en.wikipedia.org/wiki/Halftone. [Un manual técnico sobre impresión offset explica cómo el proceso de semitono utiliza patrones de puntos para simular tonos continuos mediante la mezcla óptica]. Función de la evidencia: definición técnica; tipo de fuente: libro de texto de la industria de la impresión. Apoya: mecanismo de impresión de procesos. Nota de alcance: impresión de procesos en general. ↩
"PMS vs CMYK para embalaje: ¿Cuál es mejor? – PAX Solutions", https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. [Los estándares de la industria del embalaje detallan cómo la ganancia de punto y la absorción de tinta en sustratos porosos como el cartón corrugado degradan la saturación de los sólidos fabricados mediante el proceso]. Función de la evidencia: justificación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoya: la necesidad de colores directos para logotipos en soportes porosos. Nota de alcance: se aplica a materiales porosos. ↩
"Color directo vs. color CMYK: diferencias esenciales explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Los estándares de impresión de la industria demuestran que los colores directos utilizan pigmentos premezclados para garantizar una densidad uniforme y una precisión de color, evitando los patrones de puntos de la impresión a cuatro colores]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: el uso de PMS para colores sólidos. Nota de alcance: se aplica principalmente a la impresión offset y serigráfica profesional. ↩
"Cambio en la calidad del material de fibra reciclada. Parte 1. Factores que afectan…", https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. [Una fuente de ciencia de materiales o ingeniería de impresión explicaría cómo la saturación excesiva de líquido conduce a la hinchazón y deformación estructural de la fibra de celulosa]. Función de la evidencia: mecanismo técnico; tipo de fuente: manual de ingeniería de impresión. Apoyos: fisicoquímica de la interacción tinta-sustrato. Nota de alcance: específico para sustratos orgánicos porosos. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas técnicas de impresión especifican porcentajes máximos de cobertura de tinta para evitar la saturación del sustrato y fallos de secado]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la necesidad de límites de tinta en la preimpresión para mantener la integridad estructural. Nota de alcance: los límites varían según el tipo de papel y el recubrimiento. ↩
"Propiedades mecánicas e higroscópicas de productos de pulpa moldeada…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8512325/. [Estudios empíricos en ciencia del papel cuantifican el cambio dimensional de las fibras de celulosa cuando se exponen a un alto volumen de líquido]. Función de la evidencia: métrica técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: la afirmación física de la deformación del sustrato causada por una cobertura excesiva de tinta. Nota de alcance: específico para materiales de revestimiento kraft virgen. ↩
"Gestión de la cobertura de tinta en el diseño de impresión: una guía para el color selectivo…", https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024 . Una guía de impresión autorizada definiría el porcentaje máximo de cobertura de tinta estándar de la industria para evitar problemas de secado y saturación del papel. Función de la evidencia: especificación técnica; tipo de fuente: manual de impresión. Apoya: la necesidad de limitar el volumen de tinta para proteger la integridad del papel. Nota de alcance: los límites pueden variar según el gramaje y la porosidad específicos del papel.
"Idoneidad de los sustratos a base de papel para la electrónica impresa – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/. Fuentes de ciencia de materiales sobre la interacción entre papel y tinta explican cómo la humedad excesiva de la tinta provoca la hinchazón de las fibras de celulosa y la consiguiente deformación. Función de la evidencia: mecanismo causal; tipo de fuente: documento técnico. Apoya: el vínculo entre los límites de la tinta y la integridad estructural. Nota de alcance: El grado de deformación depende en gran medida del GSM del sustrato. ↩
"Negro estándar vs. negro intenso | Mixam", https://mixam.com/support/standardvsrichblack. La documentación técnica sobre mezcla de colores explica que el negro de registro consta del 100 % de los cuatro canales CMYK, lo que da como resultado una cobertura de tinta total del 400 %. Función de evidencia: definición técnica; tipo de fuente: estándar de diseño gráfico. Apoya: la identificación de riesgos de aplicación excesiva de tinta. Nota de alcance: Este valor se refiere a la cobertura máxima teórica en un proceso de cuatro colores. ↩



