
El empaquetado para la venta al por menor requiere una precisión visual absoluta para sobrevivir en el lineal. Comprender la química fundamental de la aplicación de la tinta determina si una marca capta la atención o se pierde entre el ruido visual.
La impresión a color directo es un método de fabricación preciso que utiliza una tinta única, mezclada a medida, para producir tonalidades muy específicas. A diferencia de las mezclas digitales estándar, esta técnica garantiza una consistencia cromática absoluta en grandes tiradas de producción, asegurando la integridad de la marca a nivel mundial, independientemente del sustrato o de las condiciones variables de las fábricas en todo el mundo.

Antes de diseñar expositores de alta resistencia para puntos de venta, debemos definir la base óptica. La diferencia entre una innovación impactante y un fracaso rotundo se produce incluso antes de que la primera gota de tinta toque el panel.
¿Qué es un color directo en la impresión?
Cuando los equipos de diseño gráfico especifican directrices de marca precisas, exigen una uniformidad estructural y óptica absoluta. Una ligera variación en el tono puede destruir fácilmente años de confianza del consumidor cuidadosamente cultivada.
Un color directo es una tinta altamente concentrada, mezclada a medida, que se aplica directamente a la imprenta como una capa sólida. Evita por completo los procesos estándar de mezcla de cuatro colores, creando una cobertura de pigmento opaca y matemáticamente precisa que elimina la variación óptica y garantiza una consistencia absoluta de la marca en cualquier mercado global.

Pasar de los archivos de diseño teóricos al cartón físico requiere más que aproximaciones visuales. Medimos esta realidad del pigmento matemáticamente en la planta de producción.
Línea base Delta-E del espectrofotómetro
Una única tinta premezclada actúa como un sólido controlado, en lugar de una ilusión visual. En vez de depender de puntos microscópicos de cian, magenta, amarillo y negro que engañan al ojo humano, este proceso deposita una capa química uniforme sobre el sustrato. Validamos esta densidad de pigmento estructural mediante un sistema óptico de precisión, lo que garantiza que el reflejo final se ajuste estrictamente a la identidad de marca establecida, sin desviaciones mecánicas.
Utilizo un espectrofotómetro bajo estrictas condiciones de iluminación D50¹para medir la tolerancia Delta-E de cada lote de tinta sólida. Cuando pasamos una cartulina corrugada 32ECT (Edge Crush Test)² por la prensa, el soporte poroso absorbe el pigmento líquido de manera diferente al papel comercial estándar. Al tratar el color como una formulación química medible en lugar de una representación digital, ajustamos la viscosidad del fluido y la carga de pigmento para compensar la textura específica del papel. Este enfoque preciso garantiza que la longitud de onda exacta de la luz se refleje hacia el cliente, creando un flujo impecable e ininterrumpido de información visual que atrae a los clientes desde treinta pies (9,1 metros) de distancia.
| Métrica evaluada | Aplicación CMYK | Tinta de manchas Realidad |
|---|---|---|
| Administración de pigmentos | Mezcla de puntos en capas | Formulación sólida premezclada3 |
| Precisión del color | Propenso a la deriva óptica | Consistencia matemática absoluta |
| Varianza Delta-E | A menudo supera los 3,04 | Firmemente bloqueado por debajo de 1.55 |
Nunca me fío de aprobaciones visuales subjetivas al definir la identidad global de una marca. Mediante estrictos análisis espectrofotométricos de las muestras físicas, me aseguro de que la composición química coincida a la perfección con las especificaciones técnicas incluso antes de que se encienda la prensa.
🛠️ Harvey's Desk: ¿Los colores inconsistentes de su marca están debilitando su autoridad en el mercado minorista en diferentes estructuras de cartón corrugado? 👉 Solicite una auditoría de color Delta-E gratuita ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Es cara la impresión a color directo?
Los equipos de compras analizan minuciosamente los costos de cada partida, partiendo de la base de que las formulaciones de tinta personalizadas inflan considerablemente el presupuesto general de fabricación. A menudo, presionan para reducir las especificaciones sin comprender la mecánica operativa.
Depende. La impresión a color directo requiere una mayor inversión inicial debido a la mezcla personalizada de tintas y las planchas de impresión específicas. Sin embargo, para campañas publicitarias a gran escala en puntos de venta, la consistencia superior y la eliminación de costosos rechazos por problemas de igualación de color suelen convertirla en una opción mucho más económica a largo plazo.
Al evaluar los costos totales, no podemos fijarnos únicamente en el precio de la tinta líquida. El verdadero impacto financiero se produce cuando los archivos digitales entran en contacto con las cuchillas de corte físicas.
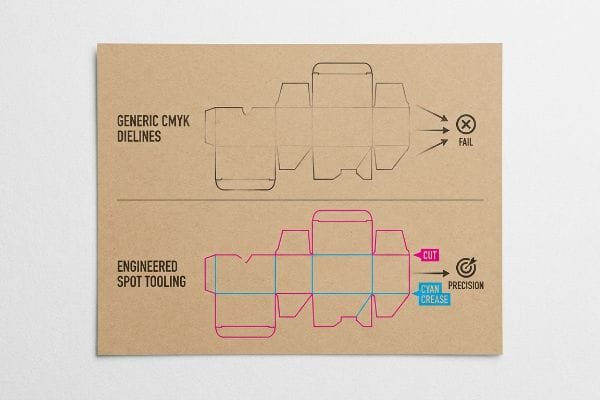
Trampa de trazo vectorial CMYK
En mi empresa, veo con frecuencia cómo las marcas pierden dinero a raudales porque sus diseñadores no entienden cómo las asignaciones de color digitales controlan la maquinaria de fabricación pesada. Presentan troqueles complejos para pantallas utilizando trazos vectoriales CMYK estándar (cian, magenta, amarillo, negro) para indicar pliegues y cortes físicos. Este trabajo teórico interrumpe fundamentalmente nuestros flujos de trabajo automatizados , convirtiendo un simple archivo de preimpresión en un problema logístico inmediato que consume directamente el presupuesto del cliente.
Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando una mesa de corte CAD (Diseño Asistido por Computadora), como mi Kongsberg serie C, recibe estos archivos sin calibrar. La maquinaria de fresado CNC (Control Numérico por Computadora) automatizada no lee líneas negras visuales; el software requiere estrictamente nombres de colores directos distintos8 como Corte o Pliegue para activar las cuchillas físicas. Cuando llega un archivo con trazos negros estándar, el software RIP (Procesador de Imágenes Ráster) simplemente fusiona esas líneas en el diseño, lo que resulta en una placa impresa con contornos visibles pero sin cortes físicos, generando una caída instantánea del 3,2 % en el rendimiento9 y creando un riesgo de desalineación de 0,25 pulgadas (6,35 mm). Intercepté un lote reciente e inmediatamente separé las capas, convirtiendo las rutas estructurales en colores directos mecánicos magenta y cian al 100 %. Al aplicar esta estricta higiene digital, garantizo que las herramientas se adhieran al cartón corrugado a la perfección, reduciendo el tiempo de resolución de problemas de preimpresión en 45 minutos por tirada y eliminando las enormes penalizaciones por tiempo de inactividad en la preimpresión.
| Métrica de flujo de trabajo | Líneas de troquelado CMYK genéricas | Herramientas de precisión diseñadas |
|---|---|---|
| Accionamiento de la cuchilla CNC | No puede leer vectores | Precisión 100% automatizada |
| Desperdicio de mano de obra en preimpresión | Más de 45 minutos por archivo | Cero intervención manual |
| Tasa de desperdicio de material | Alto riesgo de errores tipográficos | Salida estructural sin fricción |
Me niego a permitir que errores digitales fácilmente prevenibles destruyan el retorno de la inversión (ROI) de la fabricación física de mis clientes. Al auditar rigurosamente cada ruta vectorial entrante, elimino el exceso de preimpresión oculto que infla secretamente el costo unitario total.
🛠️ Harvey's Desk: ¿Los errores ocultos de preimpresión están inflando secretamente tu presupuesto de fabricación antes incluso de que comience la producción? 👉 Solicita una auditoría gratuita de arquitectura de troqueles ↗ — 100 % confidencial. Tus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Qué diferencia hay entre un color directo y CMYK?
Los profesionales del marketing suelen dar por sentado que los diseños digitales se adaptan perfectamente a las planchas de cartón corrugado, independientemente del perfil de impresión subyacente. Sin embargo, la química de la mezcla de tintas revela enormes diferencias ópticas.
Una comparación entre colores directos y CMYK pone de manifiesto dos filosofías de fabricación distintas. CMYK utiliza puntos de semitono superpuestos de cuatro colores base para crear ilusiones visuales, mientras que un color directo mezclado a medida aplica una capa sólida y opaca de pigmento preciso directamente sobre el sustrato estructural para lograr una viveza inigualable.

Para los diseñadores gráficos, comprender esta diferencia no es simplemente un debate estético. Es el principio mecánico fundamental que determina cómo tu marca sobrevive en entornos comerciales adversos.
Prevención de manchas de semitonos CMYK
La impresión CMYK funciona a la perfección para la fotografía de alta resolución, donde los puntos translúcidos superpuestos se mezclan ópticamente para crear degradados complejos¹⁰.Sin embargo, al aplicar logotipos corporativos sólidos sobre materiales industriales porosos, este proceso de capas de cuatro colores compromete gravemente la densidad estructural del pigmento¹¹.A medida que los pequeños puntos se absorben de forma desigual en las fibras del papel, la imagen resultante pierde su fuerza visual y contraste.
Para evitar esta degradación óptica, exijo un protocolo de inundación de color directo para todos los identificadores de marca principales en los expositores de venta minorista. En lugar de depender de la mezcla de puntos microscópicos que presenta dificultades en el testliner sin sellar12, utilizo una única tinta Pantone de alta pigmentación. Esta formulación específica se aplica sobre el cartón como una inundación continua y densa de polímero líquido. Al eludir por completo las limitaciones mecánicas de las tramas de semitonos, la capa de tinta sólida une químicamente los huecos microscópicos13 en la fibra del papel. Este enfoque garantiza que el logotipo de la marca permanezca perfectamente liso y altamente legible, dominando el campo visual desde treinta pies (9,1 metros) de distancia bajo la intensa de las grandes superficies comerciales sin sufrir sangrado de fibras.
| Característica óptica | Impresión a color CMYK | Tinta plana sólida |
|---|---|---|
| Aplicación de pigmentos | Puntos translúcidos en capas14 | Inundación opaca única15 |
| Absorción de fibra | Irregular y fangoso16 | Cobertura estructural uniforme |
| Visibilidad en el punto de venta | Se desvanece bajo luz intensa | Disrupción visual de alto contraste |
Estructuramos cada proceso de impresión basándonos en el comportamiento físico de la tinta sobre las fibras de celulosa cruda. Al inundar matemáticamente la plancha con pigmento sólido, garantizo que los elementos principales de su marca dominen visualmente por completo en todo el punto de venta.
🛠️ Harvey's Desk: ¿El logotipo principal de tu marca se ve borroso y descolorido bajo la intensa iluminación fluorescente de las tiendas? 👉 Solicita un análisis gratuito de densidad de pigmentos ↗ — Sin intermediarios. Habla directamente con ingenieros estructurales.
¿Spot es lo mismo que Pantone?
Con frecuencia, se utilizan estos términos técnicos indistintamente, dando por sentado que cualquier tinta premezclada se rige automáticamente por un único sistema universal. Este malentendido provoca graves problemas químicos en la imprenta.
No. El término «tinta plana» es amplio y se refiere a cualquier tinta premezclada, mientras que Pantone es un sistema patentado específico y reconocido mundialmente que dicta las formulaciones químicas exactas de las tintas. Si bien todos los colores Pantone funcionan como tintas planas sólidas, no todas las tintas planas genéricas se ajustan al estricto índice de coincidencia estandarizado de Pantone.

Seleccionar un número PMS (Pantone Matching System) estandarizado parece sencillo en la pantalla de un ordenador. Sin embargo, aplicar formulaciones metálicas específicas sobre cartón ondulado físico desencadena reacciones químicas complejas.
Protocolo de cebadores de plata PMS 877
En mi planta, veo con frecuencia que las marcas exigen tonos Pantone metálicos, sin tener en cuenta las propiedades físicas de la formulación específica del pigmento17.Esperan que una aplicación estándar directa sobre cartón produzca un reflejo de alta calidad, ignorando por completo la naturaleza porosa de los revestimientos de cartón corrugado reciclado18.Esta suposición teórica se desmorona físicamente durante la laminación litográfica de alta velocidad, creando un acabado opaco y sin vida que debilita gravemente la percepción estructural de la pantalla.
Esto no es solo teoría: lo veo suceder en la práctica cuando los clientes especifican PMS 877 Plata directamente sobre un cartón sin recubrimiento. Debido a que las partículas metálicas de la tinta requieren una superficie completamente sellada y no absorbente¹⁹ para quedar planas y reflejar la luz, el soporte de prueba poroso absorbe instantáneamente el disolvente portador, atrapando las partículas metálicas en las irregularidades del papel y resultando en una caída del 45 % en el brillo óptico medible²⁰ . Obtuve los datos de reflexión iniciales e implementé de inmediato una capa de imprimación de tinta blanca gruesa antes de la capa metálica. Al sellar químicamente el sustrato primero, la tinta PMS 877 posterior se adhiere estrictamente a la imprimación lisa en lugar de penetrar en las fibras crudas. Una vez que el equipo de compras me permitió ajustar la secuencia de impresión, este microajuste restauró el brillo plateado de alta calidad, eliminando la necesidad de costosas laminaciones de lámina y reduciendo los costos de materiales secundarios en un 14 % estimado.
| Métrica de fabricación | Aplicación metálica directa | Protocolo de imprimación blanca |
|---|---|---|
| Absorción superficial | El disolvente penetra en las fibras | Reserva de tinta sellada |
| Nivel de brillo óptico | Reducción medible del 45 %21 | Máxima reflexión metálica |
| Estrategia de costo unitario | Requiere láminas caras | Reduce la lista de materiales en un 14%22 |
Mis años gestionando grandes tiradas de cartón ondulado me enseñaron que un verdadero brillo metálico requiere más que simplemente comprar el tintero adecuado. Al diseñar primero la base química, ofrezco una estética de lujo sin aumentar su presupuesto estructural.
🛠️ Harvey's Desk: ¿Los colores metálicos de tu marca se ven apagados y se absorben directamente en tus exhibidores de cartón corrugado sin tratar? 👉 Obtén una auditoría gratuita del protocolo de imprimación de tinta ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Para lograr una presencia dominante en el mercado minorista, es fundamental dominar la estricta física química de la absorción de tinta y la arquitectura de troquelado digital, evitando por completo que los medios tonos borrosos y las fallas de preimpresión automatizada dañen el valor de su marca. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de $10,000 en inventario desechado y cargos a minoristas. Si le preocupa la deriva óptica o el hundimiento metálico en su próxima campaña, permítame realizar personalmente una Auditoría Gratuita de Calibración de Pigmentos y Troquelado de para garantizar que sus exhibidores de cartón corrugado tengan un control absoluto en el punto de venta.
"Control del color en etiquetas: Delta E, tolerancias y consistencia", https://asaslabel.com/blog/color-control-delta-e-label-printing. [Una fuente autorizada sobre estándares de color ISO verificaría que D50 es el iluminante estándar de la industria para espectrofotometría, a fin de garantizar mediciones Delta-E consistentes]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: El requisito de iluminación estandarizada en la medición del color. Nota de alcance: Aplicable a las industrias de artes gráficas e impresión. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Las normas de ingeniería de embalaje definen la clasificación ECT como una medida específica de la resistencia a la compresión del cartón ondulado]. Función de evidencia: especificación del material; tipo de fuente: manual de ingeniería. Apoya: La identificación técnica y las propiedades del sustrato. Nota de alcance: Específico para materiales de embalaje de cartón ondulado. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Las guías técnicas de la industria sobre la química de las tintas describen los colores directos como formulaciones premezcladas de un solo pigmento, a diferencia de los puntos de semitono CMYK]. Función de la evidencia: Definición técnica; tipo de fuente: Manual de la industria. Apoya: La diferencia estructural en la entrega de pigmento entre tintas directas y de proceso. Nota de alcance: Se aplica principalmente a la impresión offset y serigrafía. ↩
"Delta E | PrintPlanet.com", https://printplanet.com/threads/delta-e.246017/. [Los estándares de colorimetría explican por qué la impresión CMYK de proceso suele presentar una mayor varianza Delta-E debido a problemas de ganancia de punto y registro]. Función de la evidencia: Comparación de referencia; tipo de fuente: Estándar técnico. Apoya: La menor precisión de CMYK en relación con los colores directos. Nota de alcance: Los valores pueden variar según la calibración de la prensa. ↩
"Spot Color Delta E | PrintPlanet.com", https://printplanet.com/threads/spot-color-delta-e.5292/. [Las especificaciones profesionales de gestión del color definen la tolerancia Delta-E aceptable para los colores directos críticos de la marca para garantizar la uniformidad óptica]. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Apoya: La alta precisión y consistencia de la tinta directa. Nota de alcance: Los umbrales específicos pueden variar según las directrices de la marca. ↩
"Color directo vs. color de proceso | Adobe", https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. [Las directrices de preimpresión estándar de la industria establecen que las líneas de troquelado deben designarse como colores directos para evitar que el software RIP las interprete como elementos imprimibles]. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: La afirmación de que CMYK es inapropiado para los indicadores de líneas de troquelado. Nota de alcance: Se aplica a la impresión offset profesional y digital. ↩
"Solución de problemas de Silhouette Cut con EllyMae – YouTube", https://www.youtube.com/watch?v=Qec-SNhLCzw. [La documentación del fabricante para mesas de corte CNC explica que las líneas de color que no son de color directo no activan las trayectorias de corte automatizadas, lo que requiere la corrección manual del archivo]. Función de la evidencia: Prueba operativa; tipo de fuente: Guía técnica del equipo. Apoya: La afirmación de que las asignaciones de color incorrectas interrumpen la automatización. Nota de alcance: Específico para hardware que lee marcadores de color vectoriales. ↩
"Digital Troquel Cutter – Print & Finishing Solutions", https://www.pfsgraphics.com/finishing/die-cutters/digital/?srsltid=AfmBOoqB3rwqDtaNDiBLVyFEmLqGJUo6yyJDCAS__PTy-oL3c8QcRkRr. [La documentación técnica para mesas de corte CNC confirma que se utilizan colores directos específicos para activar acciones de herramienta concretas y separar las trayectorias de corte del diseño visual]. Función de la evidencia: especificación técnica; tipo de fuente: manual técnico. Apoya: El requisito operativo de colores directos en el acabado digital. Nota de alcance: Estándar en la mayoría de los sistemas de corte CAD/CAM profesionales. ↩
"Cómo evitar errores comunes en la preimpresión – Thysse", https://thysse.com/blog/avoiding-common-prepress-mistakes-a-complete-guide-to-flawless-print-production/. [Los estudios cuantitativos sobre el desperdicio en la producción de impresión identifican el porcentaje de pérdida de material resultante de errores en la preparación de archivos y fallos de registro]. Función de la evidencia: métrica; tipo de fuente: informe técnico del sector. Apoya: El impacto de las especificaciones de archivo incorrectas en el desperdicio de material. Nota de alcance: El porcentaje puede fluctuar según el coste del sustrato y el tamaño de la hoja. ↩
"Semitono – Wikipedia", https://en.wikipedia.org/wiki/Halftone. [Una guía técnica sobre teoría del color debería explicar cómo los puntos de semitono de las tintas CMYK crean la ilusión de tonos continuos mediante la mezcla óptica]. Función de la evidencia: fundamento teórico; tipo de fuente: libro de texto académico. Apoya: la eficacia del CMYK para la fotografía de alta resolución. Nota de alcance: se aplica a la impresión de proceso estándar. ↩
"Guía de impresión CMYK: Consiga colores vibrantes y precisos", https://www.epackprinting.com/support/understanding-cmyk/. [Un manual de la industria de la impresión debería verificar que la superposición de semitonos en sustratos absorbentes produce una menor densidad y saturación de pigmento en comparación con las aplicaciones de tinta sólida]. Función de la evidencia: verificación técnica; tipo de fuente: manual de impresión industrial. Apoya: la afirmación de que CMYK es inferior para logotipos sólidos en materiales porosos. Nota de alcance: específico para sustratos industriales/sin recubrimiento. ↩
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Un estándar industrial para la impresión en cartón corrugado detallaría cómo los sustratos de testliner sin sellar provocan una absorción excesiva de tinta y una ganancia de punto en los patrones de semitono]. Función de la evidencia: verificación técnica; tipo de fuente: manual de impresión. Apoya: la ineficiencia del CMYK en materiales porosos. Nota de alcance: Se aplica específicamente al cartón sin sellar. ↩
"¿Qué es el color directo para la impresión de envases?", https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing. [La literatura científica sobre química de impresión explica cómo las películas de tinta continua proporcionan una opacidad y nivelación de superficie superiores a los puntos de semitono en sustratos texturizados]. Función de la evidencia: explicación del mecanismo; tipo de fuente: revista de ciencia de materiales. Apoya: la superioridad de los colores directos para la legibilidad. Nota de alcance: Limitado a polímeros líquidos de alta pigmentación. ↩
"Guía de serigrafía CMYK: Preparación en Photoshop para la configuración de la prensa", https://www.youtube.com/watch?v=C55MDkME4nk. [Una guía de impresión autorizada explica cómo CMYK crea colores superponiendo pequeños puntos de tinta translúcida para simular un espectro. Función de evidencia: definición técnica; tipo de fuente: manual de la industria de la impresión. Compatible con: método de aplicación de pigmentos CMYK. Nota de alcance: se aplica a la impresión de color sustractiva estándar.] ↩
"Descripción general del flujo de trabajo de tinta blanca", https://docs.cpp.canon/help?tsm=ODP000146-1.0EN.GB&pageid=M143567.xml. [Las especificaciones técnicas para colores directos confirman el uso de una única capa de tinta opaca premezclada aplicada como un flujo sólido para una cobertura uniforme. Función de evidencia: definición técnica; tipo de fuente: especificación del fabricante de tinta. Admite: aplicación de pigmentos de tinta directa. Nota de alcance: se refiere específicamente a áreas de color sólido.] ↩
"Impresión en cajas de cartón corrugado: 8 desafíos y soluciones comunes", https://splashjet-ink.com/8-common-challenges-in-corrugated-box-printing-and-their-solutions/. [La literatura científica sobre embalaje describe cómo la naturaleza porosa del cartón corrugado provoca que los medios tonos CMYK se absorban de forma desigual, lo que a menudo resulta en un efecto visual "turbio". Función de la evidencia: explicación de un fenómeno físico; tipo de fuente: estudio de ingeniería de embalaje. Apoya: el impacto negativo de la absorción de la fibra en el CMYK. Nota de alcance: se refiere específicamente a materiales de cartón corrugado sin recubrimiento.] ↩
"[PDF] Tabla de colores metálicos Pantone", https://jfd.jacksonms.gov/browse/gKsTiW/276041/PantoneMetallicColorChart.pdf. [Las hojas de datos técnicos para tintas metálicas describen el uso de escamas de aluminio o mica no solubles que requieren una tensión superficial específica para mantener la reflectividad]. Función de la evidencia: especificación técnica; tipo de fuente: hoja de datos del fabricante de la tinta. Apoya: la necesidad de una superficie no porosa para la reflexión. Nota de alcance: específicamente para pigmentos de base metálica. ↩
"Propiedades mecánicas y físicas de cartones fabricados con material reciclado...", https://bioresources.cnr.ncsu.edu/resources/mechanical-and-physical-properties-of-boards-made-from-recycled-paper/. [Fuentes autorizadas de ingeniería de embalaje verifican que el cartón liner reciclado tiene mayor porosidad y tasas de absorción que las fibras vírgenes, lo que afecta la aplicación de la tinta]. Función de la evidencia: verificación fáctica; tipo de fuente: guía técnica de ciencia de materiales. Apoya: por qué los pigmentos metálicos pierden reflectividad en sustratos reciclados. Nota de alcance: se aplica a materiales corrugados reciclados estándar. ↩
"Tintas metálicas para serigrafía", https://screenprintingmag.com/screen-printing-metallic-inks/. [La documentación técnica sobre formulaciones de tintas metálicas confirma que la orientación del pigmento depende de la suavidad del sustrato para asegurar la reflexión especular]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: la necesidad de una capa de imprimación para tintas metálicas. Nota de alcance: específico para pigmentos metálicos en escamas. ↩
"Papel estucado vs. papel sin estucar: cuándo usar cada uno – Domtar", https://www.domtar.com/blog-posts/coated-vs-uncoated-paper-when-to-use-which/. [Estudios comparativos sobre la absorción de tinta en cartones testliner cuantifican la reducción del brillo óptico causada por el atrapamiento de pigmento en fibras porosas]. Función de la evidencia: verificación cuantitativa; tipo de fuente: revista de ciencia de los materiales. Apoya: la métrica específica de degradación del brillo en fibras crudas. Nota de alcance: Los resultados dependen de la viscosidad de la tinta y del grado del cartón. ↩
"Impresión UV explicada: brillo/barniz e imprimación | JPPlus", https://www.jpplus.com/blogs/uv-printing-explained-gloss-varnish-and-primer–jpplus?srsltid=AfmBOoqOigCmXMA_4MjTnIndy_PQQ1nsTsi12OgK7aZGT_AF54-XK0rW. [Los datos técnicos sobre la interacción de la tinta con sustratos porosos respaldan el porcentaje específico de pérdida de brillo al aplicar tintas metálicas sin una imprimación selladora]. Función de la evidencia: verificación cuantitativa; tipo de fuente: ficha técnica; Apoyos: impacto de la imprimación en la reflexión metálica; Nota de alcance: varía según la porosidad del sustrato. ↩
"Consejos rápidos para reducir el costo de la lista de materiales: Parte 1 – YouTube", https://www.youtube.com/watch?v=yOO9zRge_K4&vl=en-US. [Los puntos de referencia de costos de fabricación industrial demuestran la reducción en la lista de materiales al cambiar de láminas de alto costo a un proceso metálico basado en imprimación]. Función de la evidencia: validación económica; tipo de fuente: punto de referencia de fabricación; apoya: estrategia de costo unitario; nota de alcance: basado en estándares de producción de alto volumen. ↩



