
Quieres que tus expositores de venta al público transmitan calidad bajo las luces intensas de las grandes superficies, pero confiar en pruebas digitales planas a menudo conlleva desastres borrosos y desalineados en la línea de producción real.
La impresión offset funciona transfiriendo una imagen entintada desde una plancha a una mantilla de caucho y, posteriormente, a la superficie de impresión. Para los expositores de cartón ondulado, esta lámina litográfica se lamina sobre un cartón grueso acanalado, lo que garantiza gráficos de alta resolución que soportan grandes cargas estructurales sin comprometer la fidelidad visual.

Comprender la definición del libro de texto es fácil, pero trasladar esa teoría a una bulliciosa planta de producción llena de adhesivo húmedo y maquinaria pesada requiere una disciplina de ingeniería implacable.
¿Cuáles son los pasos de la impresión offset?
El proceso de transformación de un archivo PDF digital (Formato de Documento Portátil) en un contenedor de envío minorista masivo y resistente es complejo y requiere precisión mecánica en cada una de sus fases.
El proceso de impresión offset incluye la creación de planchas, la transferencia de la imagen a un cilindro de caucho, la alimentación de la hoja a alta velocidad y el curado final. En la fabricación de expositores, esta lámina impresa se somete a laminación litográfica, donde máquinas de montaje automatizadas la adhieren a cartón corrugado antes de que un troquelado de precisión dé forma a la unidad plana final.
El libro de texto describe estos pasos con claridad, pero la realidad física de pegar papel a las gruesas ondulaciones crea un caos mecánico si no se controla con precisión.
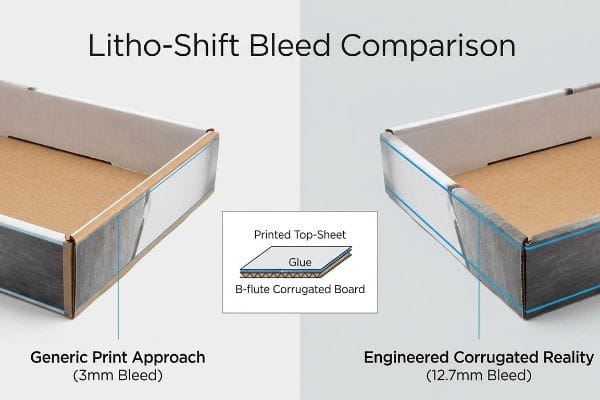
La realidad del mecanizado "Litho-Shift Bleed"
Al revisar los troqueles de mis clientes, observo constantemente que los diseñadores gráficos aplican márgenes de sangrado estándar de 3,17 mm (0,125 pulgadas) a los archivos de cartón corrugado para exhibición. Dan por sentado que las máquinas de montaje automatizadas alinean perfectamente la hoja impresa sobre el grueso cartón ondulado. Esta simplificación excesiva ignora la compleja mecánica física de la laminación litográfica, donde las hojas pesadas se arrastran a través de rodillos de pegamento de alta velocidad.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando un archivo de sangrado estándar llega a la laminadora. Durante el proceso físico de unión de la hoja superior a un cartón corrugado 32ECT (Edge Crush Test), existe una variación inherente en la tolerancia mecánica. Cuando probamos un archivo de sangrado de 3 mm de un cliente en nuestra imprenta Heidelberg de 6 colores, la ligera variación del cartón resultó en "rebabas": bordes de cartón marrón sin tratar y antiestéticos expuestos en las bandejas plegadas. Inmediatamente retiré la tirada e impuse un margen de sangrado mínimo de 0,5 pulgadas (12,7 mm) más allá de la línea de corte física. Al obligar matemáticamente a los diseñadores a extender el fondo de la ilustración, mis operarios de imprenta obtuvieron una red de seguridad de ingeniería contra la variación de la laminación. Esta corrección precisa en la preimpresión garantiza un acabado gráfico impecable, evitando rechazos estéticos por parte de los gerentes de las tiendas y evitando a los clientes una reimpresión completa del lote que anula sus márgenes.
| Métrica/Característica | Enfoque de impresión genérico | Realidad corrugada diseñada |
|---|---|---|
| Sangrado de la obra de arte | 0,125 pulgadas (3,17 mm)1 | 0,5 pulgadas (12,7 mm)2 |
| Cambio de laminación | A menudo produce destellos3 | 100% absorbido por el margen de seguridad |
| Impacto comercial | Alto riesgo de rechazo estético | Bordes de tablero sin revestimiento expuestos |
Me niego a que un milímetro de negligencia en la preimpresión arruine una producción masiva. Exigir tolerancias de sangrado estrictas mantiene mis líneas de producción ágiles y garantiza que sus expositores luzcan impecables desde cualquier ángulo.
🛠️ Harvey's Desk: ¿Sus expositores actuales muestran bordes de cartón sin tratar debido a que las máquinas de montaje de su proveedor se desalinearon? 👉 Obtenga una auditoría gratuita de troquelado estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las desventajas de la impresión offset?
Lograr una resolución impecable conlleva un coste químico volátil que puede destruir físicamente la integridad estructural de sus pantallas de cartón incluso antes de que se envíen.
Las desventajas de la impresión offset incluyen altos costos iniciales de configuración, tiempos de entrega más prolongados para la creación de planchas y estrictos requisitos de volumen. Además, la aplicación de adhesivos a base de agua durante el proceso de laminación litográfica posterior introduce una humedad extrema, lo que puede provocar una deformación severa del cartón si el fabricante no sigue protocolos de curado rigurosos.
Si bien los equipos de compras se preocupan por los costos iniciales de las herramientas, la amenaza física oculta de la deformación por humedad es lo que realmente lleva a la quiebra a las campañas minoristas.
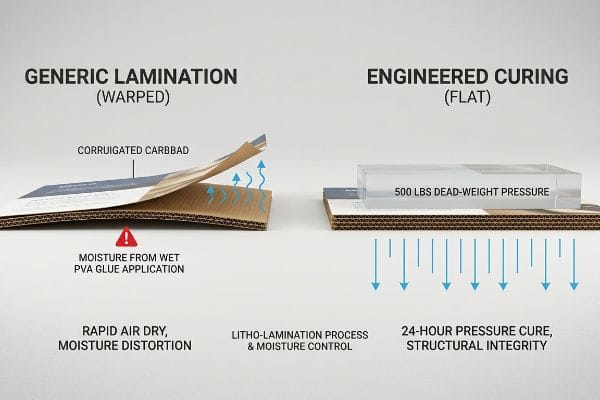
La amenaza de distorsión por "deformación por humedad del PVA"
Incluso los diseñadores más experimentados suelen pasar por alto este punto ciego al dibujar archivos CAD (Diseño Asistido por Computadora) vectoriales planos. Dan por sentado que montar una lámina superior impresa de alta calidad sobre un cartón corrugado rígido de flauta B da como resultado un panel de visualización perfectamente plano. Ignoran por completo la compleja realidad química de la laminación litográfica, que depende en gran medida de adhesivos húmedos a base de aguaque se extienden sobre grandes superficies porosas.
En mi planta, veo con frecuencia las consecuencias cuando este pegamento húmedo de PVA (acetato de polivinilo) cumple con la prueba estándar de Testliner. A medida que el pegamento húmedo se aplica y comienza a curarse en el aire ambiente de la fábrica, se contrae. Esto crea una enorme tensión superficial que hace que todo el panel lateral de 60 pulgadas (152,4 cm) de altura se deforme y se curve hacia adentro como una patata frita. Sabía por un fracaso anterior que ignorar esta química lleva a exhibidores que no pueden mantenerse físicamente en pie en las tiendas. Para contrarrestar esto, mis veinte años en la planta me enseñaron a diseñar un estricto Protocolo de Peso de Curado. Después de la laminación, apilamos los paneles húmedos bajo paneles de presión de peso muerto exactos de 500 libras (226,7 kg) durante 24 horas para forzar un curado plano y estabilizado. Al aplicar esta estricta paciencia de fabricación, me aseguro de que el tiempo de ensamblaje de coempaquetado se reduzca en 42 segundos por unidad, eliminando la fricción de los paneles deformados y asegurando la resistencia estructural necesaria para las cargas pesadas de las tiendas de clubes.
| Métrica/Característica | Salida genérica barata | Enfoque en la laminación de ingeniería |
|---|---|---|
| Curado del adhesivo | Secado al aire rápidamente5 | presión de peso muerto de 24 horas6 |
| Geometría del panel | Se arquea como una patata frita | Perfectamente plano y cuadrado |
| Velocidad de montaje | Ralentizado por ranuras deformadas | Ejecución de co-empaquetado sin fricciones |
No se pueden desafiar las leyes de la física al mezclar pegamento húmedo con fibras de papel. Controlo la deformación por humedad en la planta de producción para que no tengas que lidiar con expositores inclinados en los pasillos de las tiendas.
🛠️ Harvey's Desk: ¿Sus expositores de pasillo alto se inclinan o se doblan porque su proveedor aceleró el proceso de curado de laminación? 👉 Solicite su calculadora de índice de inclinación gratuita ↗ — 100 % confidencial. Sus diseños de venta minorista aún no lanzados están a salvo conmigo.
¿Qué es mejor, la impresión offset o la digital?
La batalla entre las planchas tradicionales y las modernas boquillas de inyección de tinta determina fundamentalmente cómo se comportan los colores de su marca bajo la agresiva iluminación fluorescente de las tiendas minoristas.
Determinar qué es mejor depende de la magnitud de la campaña. La impresión offset es superior para tiradas de gran volumen que requieren una precisión de color absoluta y laminación estructural. La impresión digital es mejor para la creación rápida de prototipos, tiradas promocionales ultracortas y personalización extrema, donde evitar el costo de las planchas de impresión físicas es fundamental.

Elegir el método correcto no es solo cuestión de comprobar los precios; es un ejercicio de física óptica y absorción de tinta.
La mecánica de ingeniería detrás de la saturación de semitonos CMYK
Al evaluar estos dos métodos de transferencia predominantes, es fundamental comprender cómo interactúa la tinta con los sustratos corrugados porosos. Los sistemas digitales se basan exclusivamente en la mezcla de colores CMYK7 (cian, magenta, amarillo, negro), superponiendo puntos microscópicos para crear la ilusión óptica de un color sólido. Por el contrario, las prensas litográficas tradicionales pueden utilizar colores directos premezclados8, cubriendo el papel con una sola capa continua de pigmento denso.
Para entornos minoristas de alto impacto, lograr el máximo contraste visual es fundamental. Al usar equipos digitales en testliner sin procesar, los puntos de semitono superpuestos se absorben de manera desigual en las impredecibles fibras del papel⁹.Esta absorción dispersa suele resultar en una apariencia granulada y descolorida cuando los compradores la examinan de cerca. Para sortear esta limitación de mezcla óptica, las configuraciones litográficas diseñadas utilizan una estrategia de inundación de colordirecto¹⁰. Al mezclar una tinta específica del sistema de igualación Pantone y aplicarla a través de una plancha de impresión dedicada, la maquinaria deposita una inundación densa y perfectamente uniforme de pigmento. Esto elimina por completo el grano de los semitonos. En un entorno de producción, esto se traduce directamente en el valor de la marca, asegurando que su logotipo principal mantenga su tono corporativo exacto desde 609,6 cm (20 pies) de distancia, maximizando la visibilidad en el estante y protegiendo la percepción premium del producto.
| Métrica/Característica | Proceso digital CMYK | Color directo litográfico |
|---|---|---|
| Administración de pigmentos | Puntos de semitono superpuestos | Inundación de tinta sólida premezclada |
| Absorción de fibra | Muy disperso y granulado | Suave y completamente denso |
| Mejor aplicación | Datos variables y prototipos | Coincidencia exacta de marcas en alto volumen |
Analizo la intención gráfica de cada proyecto antes de asignarlo a una imprenta. Adaptar la física de la aplicación de la tinta a los requisitos específicos de su marca es la clave para garantizar una visibilidad destacada en los puntos de venta.
🛠️ Oficina de Harvey: ¿Su logotipo corporativo se ve borroso y descolorido porque su proveedor está imprimiendo CMYK digital sobre cartón corrugado sin tratar? 👉 Solicite un análisis de impacto de color directo ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Se utiliza todavía hoy la impresión offset?
A pesar del rápido auge de las alternativas digitales, las prensas tradicionales de hierro pesado siguen siendo la columna vertebral indiscutible de la comercialización en las grandes superficies comerciales a nivel mundial.
Sí. La impresión offset sigue siendo muy utilizada hoy en día porque continúa siendo el método más rentable para el embalaje comercial de gran volumen. Su inigualable capacidad para mantener una estricta calibración de color en escala de grises G7 en tiradas globales masivas la convierte en una opción indispensable para las marcas que abastecen a grandes minoristas con estrictos estándares de cumplimiento.

Podría pensarse que las planchas de impresión tradicionales están obsoletas, pero la litografía automatizada de alta velocidad es la única manera de garantizar matemáticamente una consistencia absoluta de la marca.
Protocolo de calibración de color "G7 Master"
Una solicitud de cotización (RFQ) que exige indiscriminadamente la impresión digital para ahorrar en costos de planchas suele ignorar los estrictos requisitos de las cadenas minoristas multinacionales. Muchos equipos de compras asumen que un archivo digital generará el mismo código de color en diferentes proveedores globales. Esta suposición errónea no considera las variables físicas de viscosidad de la tinta, humedad y porosidad del papel¹¹,que alteran drásticamente el resultado visual durante la producción en masa.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando las marcas intentan igualar una muestra digital con una producción en masa de 10 000 unidades. Sin controles mecánicos rigurosos, un rojo corporativo se transformará sutilmente en un naranja apagado durante un turno largo. Para solucionar esto, obtuve las lecturas del espectrofotómetro y demostré que no necesitábamos cambiar de sustrato; solo necesitábamos aplicar el método de calibración de color G7 Master12 en nuestra prensa litográfica. Al mapear la curva de reducción matemática exacta en nuestro software RIP (Procesador de Imágenes Rasterizadas) de preimpresión, mi prensa ajusta automáticamente las teclas de tinta para mantener tolerancias Delta-E estrictas13.Una vez que el equipo de compras me permitió fijar esta calibración, la maquinaria se encargó del trabajo pesado. Al aplicar esta estricta matemática del color, me aseguré de que la marca evitara cargos catastróficos por parte de minoristas estrictos, protegiendo sus márgenes de beneficio y ofreciendo exhibidores idénticos en 500 ubicaciones de tiendas diferentes.
| Métrica/Característica | Impresión en masa sin calibrar | Litografía calibrada G7 |
|---|---|---|
| Consistencia del color | Se aprecian desviaciones visibles en tramos largos | Delta-E matemáticamente bloqueado14 |
| Control de máquinas | Adivinación visual manual | bucles de datos del espectrofotómetro15 |
| Resultado del comercio minorista | Alto riesgo de rechazo de la pantalla | Uniformidad de marca 100% aprobada16 |
No me baso en la percepción subjetiva para aprobar los colores de su marca. Me baso en una calibración matemática rigurosa para garantizar que sus exhibidores dominen el espacio comercial a la perfección.
🛠️ Harvey's Desk: ¿Los colores inconsistentes de su marca en diferentes lotes de producción ponen en grave riesgo sus relaciones con los compradores minoristas? 👉 Obtenga una auditoría de color de preimpresión gratuita ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Ya sea que ajustemos matemáticamente los sangrados de preimpresión para evitar el desenfoque por desplazamiento litográfico o que apliquemos un curado de 24 horas con peso muerto para evitar la deformación por humedad, dominar el proceso físico de offset es lo que distingue los expositores de venta duraderos de los cartones destrozados. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar más de $10,000 en inventario desechado y cargos de contracargo de minoristas. Si está cansado de que los diseños teóricos fallen en la línea de producción real, permítame que revise personalmente sus archivos estructurales con una Auditoría de Troquelado Estructural Gratuita ↗ adaptada específicamente a las realidades de la fábrica.
"¿Cómo puedo determinar cuánto sangrado debo usar?", https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use. [Un manual de impresión comercial o una guía estándar de la industria verifica el sangrado estándar de 1/8 de pulgada utilizado en aplicaciones de impresión generales]. Función de evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoya: medición de sangrado de referencia. Nota de alcance: Se aplica a la impresión comercial estándar en papel. ↩
"Cómo utilizamos el sangrado en nuestros diseños personalizados – CompanyBox", https://companybox.com/blog/how-we-use-bleed-in-our-custom-designs/. [Las normas de ingeniería de embalaje especifican mayores requisitos de sangrado para sustratos de cartón ondulado para compensar el desplazamiento mecánico durante el troquelado]. Función de la evidencia: especificación técnica; tipo de fuente: norma de ingeniería. Apoya: requisito de sangrado para cartón ondulado. Nota de alcance: específico para embalajes de gran formato con capacidad de carga. ↩
"Laminado 3M 8518 que causa un cambio de color verdoso – Signs101.com", https://www.signs101.com/threads/3m-8518-laminate-causing-greenish-color-shift.102142/. [Las guías de acabado industrial explican cómo la desalineación del laminado crea bordes sin tratar o rebabas visibles en la pieza terminada]. Función de la evidencia: vínculo causal; tipo de fuente: guía de proceso industrial. Apoyos: resultado negativo de márgenes de laminado insuficientes. Nota de alcance: Se refiere a defectos estéticos en el acabado. ↩
"Laminación a base de agua | Embalaje flexible de bajo olor", https://anacottepackaging.com/pages/water-based-lamination?srsltid=AfmBOoqaZszz7MOYyeid4SjD5R6ncR-y4kb8U4Q8xL4-GhFP59tQ3JEf. [Una norma industrial para la fabricación de embalajes detallará el uso de adhesivos a base de agua para unir hojas impresas a sustratos de cartón corrugado]. Función de la evidencia: especificación técnica; tipo de fuente: manual industrial. Apoya: el proceso químico de la laminación litográfica. Nota de alcance: específicamente la fase de introducción de humedad. ↩
"Gama de adhesivos termofusibles para la unión de expositores de cartón", https://www.mbadhesives.com/en/adhesives-glues-cardboard-displays. [La documentación técnica sobre la química de los adhesivos explica cómo la rápida evaporación durante el secado al aire provoca una tensión desigual y la consiguiente deformación estructural]. Función de la evidencia: mecanismo causal; tipo de fuente: artículo de ciencia de los materiales. Apoya: la relación entre el secado rápido y la deformación del panel. Nota de alcance: Específico para adhesivos de PVA o a base de agua. ↩
"[PDF] Medición de presión de precisión – Calibración AMETEK", https://www.ametekcalibration.com/-/media/ametekcalibration/download_links/pressure/deadweight%20testers/deadweight-tester-precision-pressure-measurement-guide-us.pdf. [Una fuente autorizada sobre laminación industrial especificaría la presión y la duración requeridas para garantizar la unión adhesiva sin deformación estructural]. Función de evidencia: especificación técnica; tipo de fuente: manual de fabricación industrial. Apoya: la necesidad de una presión prolongada para lograr la planitud estructural. Nota de alcance: Aplicable a pantallas de cartón de gran formato. ↩
"Color directo vs. color CMYK: diferencias esenciales explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Una guía técnica sobre impresión de inyección de tinta verificaría que los sistemas digitales estándar utilizan la mezcla de procesos CMYK para aproximar los colores]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Compatible con: mecanismo de color digital. Nota de alcance: excluye sistemas especializados de gama ampliada. ↩
"Color directo – Wikipedia", https://en.wikipedia.org/wiki/Spot_color. [Los estándares de la industria gráfica confirman que las prensas litográficas utilizan planchas separadas para aplicar tintas directas premezcladas para una cobertura sólida y de alta densidad]. Función de la evidencia: especificación técnica; tipo de fuente: libro de texto. Soporte: capacidad de color offset. Nota de alcance: se refiere a la litografía tradicional basada en planchas. ↩
"¿Qué es la ganancia de punto en la impresión? | Rehan Siddique publicó sobre el tema", https://www.linkedin.com/posts/rehan-siddique-440b5a1b1_dotgain-printing-activity-7371590745176260608-LryZ. [Las guías técnicas sobre sustratos de inyección de tinta describen la alta porosidad y la estructura de fibra irregular del testliner crudo, lo que provoca una dispersión de tinta y una ganancia de punto inconsistentes]. Función de la evidencia: validación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: la causa de la granulosidad en la impresión digital sobre papel crudo. Nota de alcance: Limitado a sustratos porosos sin recubrimiento. ↩
"Diferencia entre color directo y color CMYK", https://www.deprintedbox.com/blog/spot-vs-process-color/. [Los estándares de impresión profesionales detallan el uso de planchas separadas para colores directos para lograr una densidad de tinta del 100 % sin el tramado o los patrones de semitonos del CMYK]. Función de evidencia: verificación de proceso; tipo de fuente: manual de la industria de la impresión. Apoya: la eliminación del grano de semitonos mediante la inundación de color directo. Nota de alcance: específico para la impresión litográfica/offset. ↩
"El impacto de la viscosidad de la tinta en la calidad de impresión | INX International", https://www.inxinternational.com/blog/productivity/impact-ink-viscosity-print-quality. [Una guía técnica de impresión o una fuente de ciencia de los materiales detallaría cómo la viscosidad de la tinta, la humedad y la porosidad del sustrato influyen en la absorción del pigmento y la ganancia de punto]. Función de la evidencia: verificación técnica; tipo de fuente: manual de impresión industrial; respalda: la afirmación de que las variables físicas alteran la salida visual; nota de alcance: se aplica principalmente a entornos de prensas analógicas y digitales de alto volumen. ↩
"Impresión calibrada G7+: ¿Qué es y en qué se diferencia de G7?", https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Una fuente estándar de la industria, como IDEAlliance, explicaría el marco técnico de la calibración maestra G7 y su función para lograr un equilibrio neutro de la escala de grises en diferentes procesos de impresión]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: La validez técnica del método G7 para la consistencia del color. Nota de alcance: Se centra en la apariencia visual y la neutralidad de la escala de grises. ↩
"Tolerancias en impresión flexográfica y offset | Blog de X-Rite", https://www.xrite.com/blog/tolerancing-in-flexo-and-offset-printing. [Las guías autorizadas sobre colorimetría definen Delta-E como la métrica matemática estándar para medir la diferencia percibida entre dos colores en la impresión profesional]. Función de la evidencia: métrica técnica; tipo de fuente: estándar científico/industrial. Apoya: El uso de Delta-E como referencia para la precisión del color. Nota de alcance: Los niveles de tolerancia aceptables varían según la marca y la aplicación. ↩
"[PDF] Método G7 para la calibración y prueba de prensas índigo", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac. [Una fuente autorizada sobre la certificación G7 explica cómo se utilizan las mediciones Delta-E para cuantificar y mantener una apariencia visual consistente en diferentes procesos de impresión]. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Apoya: Métricas de consistencia de color de G7. Nota de alcance: Delta-E es la métrica estándar para la diferencia de color. ↩
"Flujo de trabajo de calibración G7 – Ayuda y documentación de Fiery", https://help.fiery.com/cws_cs/6.3/en-us/GUID-406EC5AA-33FA-4554-8716-B1FA352B2365.html. [Los manuales técnicos para la certificación G7 Master describen la integración de espectrofotómetros para crear bucles de retroalimentación de datos para el ajuste de color en tiempo real]. Función de evidencia: Proceso técnico; tipo de fuente: Guía de certificación. Compatible con: Mecanismo de control de la máquina. Nota de alcance: Se centra en la integración de hardware y software en prensas offset. ↩
"El valor de G7 para los propietarios de marcas", https://idealliance.org/wp-content/uploads/2021/05/idea_whitepaper_G7_brandowners_final.pdf. [Los estudios de caso de la industria demuestran cómo la calibración G7 minimiza la variación de color para cumplir con las estrictas directrices de identidad corporativa para grandes superficies comerciales]. Función de la evidencia: Métrica de resultado; tipo de fuente: Estudio de caso de la industria. Apoya: Garantía de calidad en el comercio minorista. Nota de alcance: Se refiere a la alineación con las guías de estilo de marca en lugar de la perfección matemática absoluta. ↩



