
Inviertes miles de dólares en diseñar la campaña publicitaria perfecta, solo para ver cómo el logotipo de tu marca se ve borroso y descolorido bajo las luces fluorescentes de la tienda. La falta de coherencia en el color destruye la confianza del consumidor.
El uso de tintas planas en el diseño de envases garantiza una consistencia absoluta de la marca en todos los soportes físicos. A diferencia de la impresión a cuatro colores tradicional, que mezcla puntos superpuestos, las tintas planas utilizan fórmulas premezcladas como Pantone para ofrecer tonalidades vibrantes y uniformes. Esto evita la degradación visual durante las grandes tiradas de producción para la venta al por menor.

Saber cuándo utilizar estas tintas premezcladas no es solo una cuestión estética; es una decisión crucial en la fabricación que influye en los costos estructurales y en la durabilidad del producto durante el transporte. Analicemos en detalle la física de la gestión del color en la planta de producción.
¿Cuándo conviene usar un color directo en lugar de un color global?
La elección entre un color Pantone premezclado y un proceso de creación global determina si su logotipo capta la atención desde el pasillo o pasa desapercibido.
Al imprimir logotipos de marcas grandes y sólidos sobre sustratos corrugados porosos, conviene usar colores directos en lugar de colores de proceso globales. Los colores directos proporcionan una densa capa de pigmento, eliminando por completo la mezcla de puntos de semitonos granulada que hace que las impresiones CMYK se vean muy borrosas bajo la intensa iluminación fluorescente de las grandes superficies comerciales.

La decisión de cambiar de tintas de proceso a formulaciones premezcladas específicas va mucho más allá de la estética de las pantallas digitales. Impacta directamente en cómo la tinta se adhiere químicamente a las fibras del papel durante la fabricación a alta velocidad.
El fenómeno del lodo de semitonos y la absorción de fibras
En mi empresa, veo habitualmente que los equipos de compras envían diseños digitales planos que se basan completamente en combinaciones CMYK (cian, magenta, amarillo y negro/clave) para los colores principales de su marca. Asumen que la mezcla óptica de puntos funciona a la perfección en el testliner 32 ECT (Edge Crush Test) sin tratar, igual que en el papel brillante de revista. Esta suposición simplificada ignora la porosidad física del cartón. Cuando los puntos estándar de cuatro colores impactan la superficie fibrosa, se absorben a velocidades desiguales, dejando el gráfico visualmente fragmentado1.
Esto no es solo teoría: veo que esto sucede en la sala de pruebas cuando realizamos los bocetos iniciales en nuestra prensa offset Heidelberg de 6 colores. El trimestre pasado, un cliente insistió en un proceso global para su enorme logotipo de panel lateral de 60 pulgadas (1524 mm). Cuando los puntos cian y magenta húmedos tocaron el liner kraft virgen, se extendieron hacia afuera 0,14 mm, fallando por completo las lecturas de densidad de nuestro espectrofotómetro y creando un desastre turbio y descolorido. Inmediatamente intercepté el archivo y mapeé un protocolo de inundación de color directo PMS (Pantone Matching System) dedicado. Al omitir la mezcla óptica de puntos e inundar la zona de troquelado exacta con una sola tinta Pantone premezclada, mi prensa depositó una película de polímero sólida y perfectamente lisa2.Esta cobertura sólida del 100 % no solo rescató el valor visual de la marca; Esto permitió que la tinta se curara instantáneamente3, acelerando nuestra línea automatizada de laminación litográfica en un 18 % y ahorrándole al cliente un estimado de $1,400 en penalizaciones por tiempo de inactividad de la máquina.
| Métrica de producción | Impresión a color CMYK | Inundación de color puntual |
|---|---|---|
| Aplicación de tinta | Mezcla de puntos de semitonos | Pigmento sólido premezclado |
| Riesgo del sustrato | Sangrado de fibra alto | Cobertura de superficie lisa |
| Visibilidad en el punto de venta | Lodoso bajo las luces fluorescentes | Disrupción brusca de 30 pies |
Jamás permito que mis clientes arriesguen la identidad principal de su marca con la porosidad de la tinta de proceso. Exigir una cobertura Pantone precisa para los logotipos es mi máxima garantía contra costosos rechazos de preimpresión.
🛠️ Harvey's Desk: ¿Los logotipos de tu marca pierden su viveza al imprimirse en expositores de cartón grueso? 👉 Obtén una auditoría gratuita de visibilidad del color ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuál es la finalidad de un color directo?
Además de crear una estética comercial llamativa, estas tintas distintivas sirven como comandos de ingeniería funcionales que guían millones de dólares en maquinaria de fabricación automatizada.
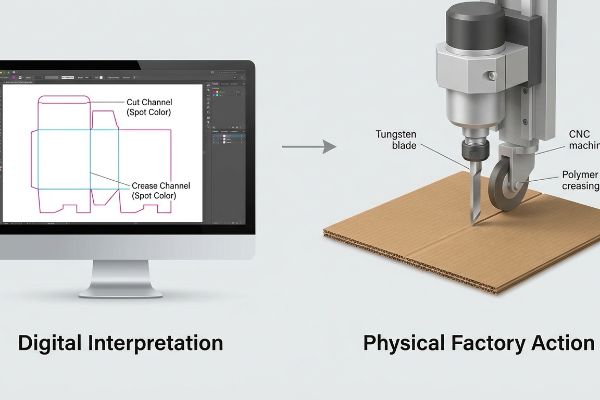
La función de los colores directos va más allá de la imagen de marca; actúan como instrucciones mecánicas precisas para la maquinaria de preimpresión automatizada. Al asignar trayectorias vectoriales estructurales a nombres de colores directos específicos, los ingenieros de embalaje determinan con exactitud dónde las fresadoras CNC cortarán y plegarán físicamente el grueso sustrato de cartón corrugado.
Mientras que los equipos de marketing se obsesionan con los tonos Pantone específicos, los ingenieros estructurales utilizan exactamente esos mismos canales de tinta digital para construir la arquitectura invisible de su pantalla.
La traducción mecánica de la tinta vectorial
Piensa en un canal de color directo en un archivo digital no como un pigmento visual, sino como una frecuencia de comunicación específica. Cuando configuro una línea de troquelado estructural compleja, no solo dibujo líneas en una pantalla; programo las trayectorias exactas de la herramienta para una mesa de corte robótica. Los colores de proceso estándar son interpretados por el software RIP (Procesador de Imágenes Ráster) como ilustraciones que se imprimirán en la superficie del papel. En cambio, los colores directos especializados —a menudo denominados "Corte" o "Pliegue"4—le indican a la máquina que ignore por completo las planchas de impresión y, en su lugar, active una cuchilla física de tungsteno o una rueda de hendido de polímero5.
Esta estricta separación entre el diseño visual y las herramientas mecánicas CNC (Control Numérico por Computadora) es la base del embalaje estructural de alta velocidad. Si un diseñador deja accidentalmente una línea de pliegue en tinta negra estándar, el sistema automatizado simplemente imprime una línea negra sobre el cartón corrugado , dejando la lámina plana estructuralmente inservible. Al concentrar toda la geometría mecánica en canales específicos sin impresión⁶ , el proceso de ingeniería mantiene una precisión quirúrgica. Esto garantiza que el corte físico se alinee perfectamente con el diseño impreso, manteniendo las tolerancias milimétricas exactas necesarias para que la mercancía pesada se asiente de forma segura⁷ en el punto de venta sin provocar fallos catastróficos en la distribución del peso.
| Canal de preimpresión | Interpretación digital | Acción física en la fábrica |
|---|---|---|
| CMYK estándar | Imágenes de obras de arte | Tinta aplicada sobre papel |
| Color directo "Corte" | Trayectoria de herramienta mecánica8 | Rebanadas de cuchilla de tungsteno9 |
| Color directo "Pliegue" | Tolerancia de curvatura | La rueda de polímero se comprime10 |
Realizo una auditoría exhaustiva de cada troquel que recibo para asegurar que las trayectorias estructurales estén correctamente definidas en canales de color aislados. Esta rigurosa higiene de datos elimina por completo los pliegues desalineados antes de que el cartón llegue a la mesa de corte.
🛠️ Oficina de Harvey: ¿Sus troqueles de embalaje contienen trazos CMYK ocultos que podrían dañar las mesas de corte automatizadas? 👉 Solicite una auditoría gratuita de troqueles estructurales ↗ — 100 % confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Cuáles son las ventajas y desventajas de usar colores directos frente a colores de proceso?
Para sopesar las ventajas y limitaciones exactas de las tintas premezcladas frente a la impresión a cuatro colores, es necesario ir más allá de la prueba digital y adentrarse en el bullicioso entorno de la fábrica.
El uso de colores directos ofrece la ventaja de una consistencia cromática impecable y acabados metálicos impactantes, pero la desventaja de mayores costos de preparación de la producción. Por el contrario, los colores de proceso estándar ofrecen la ventaja de una impresión fotográfica rentable, pero conllevan la grave desventaja de una variación de color incontrolable cuando se aplican directamente sobre cartón corrugado absorbente.

Las ventajas y desventajas, tanto económicas como físicas, de estos dos sistemas de tinta se hacen brutalmente evidentes cuando se intenta lograr acabados de alta calidad en tiradas de producción de gran volumen.
Protocolo de imprimación básica para tintas metálicas
Cuando evalúo nuevos proyectos de venta minorista, con frecuencia veo diseñadores que especifican colores metálicos de alta calidad junto con imágenes de proceso estándar, asumiendo que ambos sistemas se comportarán de forma idéntica en la imprenta. No comprenden las limitaciones químicas de las tintas especializadas en sustratos sin sellar. Si bien las tintas de proceso son altamente transparentes y están diseñadas para superponerse, un verdadero Pantone metálico depende de partículas metálicas pesadas y opacas11 suspendidas en el fluido portador. Si se imprimen directamente sobre papel marrón crudo o incluso sobre papel blanco estándar, las fibras porosas del papel absorben instantáneamente el fluido portador12, dejando las partículas metálicas dispersas, opacas y propensas a desprenderse debido a la fricción habitual en el almacén.
Esto no es solo teoría; lo aprendí por las malas el mes pasado cuando estábamos creando un prototipo de un expositor de licores de alta gama. En 2023, le pedí a mi ingeniero jefe de empaques, Mark, que hiciera una prueba con tinta PMS 877 Silver directamente sobre una plancha de cartón E-flute estándar. Recuerdo estar de pie junto a la apiladora de salida, pasando el pulgar por la hoja recién impresa. La plata se corrió inmediatamente formando una pasta grisácea y calcárea, y mi micrómetro mostró una reducción del 12 % en el calibre esperado de la película de tinta. El papel literalmente había absorbido la vida del pigmento metálico. Detuvimos la línea de inmediato e iniciamos un protocolo de imprimación de base blanca. Obligué a la prensa a depositar una capa gruesa y densa de tinta blanca opaca justo debajo de las zonas plateadas13, creando una base de polímero sellada. Volvimos a imprimir la plancha y la plata brilló con intensidad, fijándose en su lugar sin una sola microaraña. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Este ajuste de la imprimación eliminó por completo el riesgo de que la tinta se corriera durante el transporte14, lo que garantizó que la pantalla premium del cliente sobreviviera a su tránsito de 3000 millas sin un solo cargo del minorista por daños cosméticos.
| Atributo de impresión | Colores de proceso (CMYK) | Colores directos (Pantone) |
|---|---|---|
| Eficiencia de costos | Bajo (sin platos adicionales) | Alto (Requiere configuración personalizada) |
| Consistencia del color | Variable (propenso a cambios) | Absoluto (fórmula premezclada) |
| Reacción del material | Se absorbe en el papel | Requiere imprimación base |
Me niego a que las marcas malgasten su presupuesto de marketing en tintas metálicas de alta gama que se convierten en un polvo gris opaco durante el transporte. Para mí, diseñar una base sólida es una regla innegociable en lo que respecta al embalaje táctil.
🛠️ Oficina de Harvey: ¿Sus logotipos metálicos premium se están descascarando o perdiendo brillo debido a un manejo brusco de la mercancía? 👉 Solicite un análisis gratuito de fricción de tinta ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿Cuál es el estándar de la industria para igualar colores directos?
Para lograr una precisión cromática exacta en diferentes continentes y sustratos, es necesario abandonar la subjetividad de la visión humana y confiar por completo en tolerancias matemáticas estrictas.
El estándar de la industria para la igualación de colores directos se basa en el riguroso método de calibración de escala de grises maestra G7, combinado con lecturas avanzadas de espectrofotómetro. Este protocolo objetivo utiliza tolerancias matemáticas Delta-E para medir longitudes de onda de luz exactas, lo que garantiza que el embalaje impreso coincida perfectamente con la especificación digital Pantone en todas las cadenas de suministro de fabricación globales.

Eliminar el factor humano de la verificación del color es la única manera de proteger la identidad visual de una marca global de las variables caóticas de la humedad, la calidad del papel y la composición química de la tinta.
La métrica Delta-E y las longitudes de onda de la luz
En ingeniería de embalaje estructural, confiar en un PDF digital visualizado en un monitor con retroiluminación brillante es una receta para el desastre físico. El estándar global para la precisión del color no es visual; es completamente matemático. Utilizamos la metodología de calibración G715, que estandariza el balance de grises en diferentes prensas de impresión. Mediante un espectrofotómetro de alta sensibilidad, los ingenieros miden la longitud de onda exacta de la luz que se refleja en el sustrato impreso bajo condiciones de iluminación D50 estandarizadas16.Esta lectura genera un valor Delta-E específico, que representa la distancia numérica entre el color digital deseado y la tinta física real en el cartón.
Mantener una tolerancia Delta-E inferior a 2,017 garantiza que el ojo humano no pueda detectar ninguna variación entre lotes impresos con meses de diferencia. Esta estricta adhesión a la medición matemática de la luz es fundamental al tratar con entornos minoristas complejos. Si una marca envía expositores precargados a una gran superficie comercial, el embalaje estará expuesto a una iluminación fluorescente blanca fría e intensa. Sin una calibración G7 objetiva que ancle la tinta plana premezclada18 a un estándar universal, la iluminación ambiental alterará artificialmente los tonos, haciendo que el expositor parezca descolorido o con colores desiguales. Diseñar matemáticamente el perfil de la tinta garantiza que el expositor siga siendo un vendedor discreto y altamente visible en el punto de venta.
| Métrica de calibración | Subjetividad visual | Estándar de ingeniería |
|---|---|---|
| Herramienta de verificación | monitor de computadora | Dispositivo espectrofotómetro19 |
| Condiciones de iluminación | Oficina sin control | Cabina estandarizada D5020 |
| Umbral de aceptación | "Parece bastante parecido" | Delta-E menor que 2.021 |
Jamás permito que las aprobaciones de color se basen en fotos tomadas con un teléfono inteligente o en la iluminación subjetiva de la oficina. Confiar en los cálculos precisos del espectrofotómetro es la única manera de garantizar una ejecución impecable en el punto de venta.
🛠️ Oficina de Harvey: ¿Su empaque sufre cambios de color drásticos al trasladarse de la fábrica al pasillo de la tienda? 👉 Obtenga un informe de diagnóstico Delta-E gratuito ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Al controlar con precisión los colores directos y aplicar una estricta limpieza de la línea de preimpresión, se eliminan por completo los problemas de semitonos y los fallos de alineación estructural que provocan el fracaso de campañas de gran volumen en condiciones de venta exigentes. Solo el mes pasado, mi auditoría estructural ayudó a 3 marcas a evitar pérdidas de más de 10 000 $ en inventario desechado y devoluciones de clientes. Si está cansado de que sus diseños teóricos fallen en la fábrica, permítame que revise personalmente sus archivos estructurales con mi servicio gratuito de calibración de color y auditoría estructural ↗ para garantizar que su próximo lanzamiento supere las exigencias de la cadena de suministro.
"Evolución de la impresión de cajas de cartón ondulado con tintas acuosas", https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/. [Las guías técnicas de impresión sobre la interacción con el sustrato explican cómo la acción capilar irregular en las fibras porosas provoca una ganancia de punto desigual y migración de tinta, lo que resulta en fragmentación visual]. Función de la evidencia: verificación técnica; tipo de fuente: libro de texto de ciencia de la impresión. Apoya: el mecanismo que causa la degradación del CMYK en cartón crudo. Nota de alcance: específico para la impresión a cuatro colores en sustratos sin recubrimiento. ↩
"CMYK vs. Colores directos en la impresión de envases", https://meyers.com/meyers-blog/cmyk-vs-spot-colors-in-packaging-printing-what-cpg-brands-need-to-know/. [Los manuales de física de la impresión explican que los colores directos crean una película de tinta continua, mientras que los colores de proceso se basan en puntos de semitono que pueden sangrar o quedar huecos en sustratos porosos]. Función de la evidencia: mecanismo técnico; tipo de fuente: libro de texto de impresión. Apoyos: mejora de la calidad visual. Nota de alcance: específico para sustratos porosos. ↩
"¿Qué es la tinta plana para la impresión de envases?", https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing. [Las especificaciones técnicas de las tintas industriales muestran que las aplicaciones de tinta plana de una sola capa suelen alcanzar los umbrales de secado y curado más rápido que las aplicaciones de varias capas]. Función de la evidencia: eficiencia de producción; tipo de fuente: hoja de datos del fabricante de la tinta. Apoya: aumento de la velocidad de la línea. Nota de alcance: varía según el tipo de tinta y el método de secado. ↩
"Colores directos de producción en Adobe Illustrator – Simply Beautiful Print", https://www.beautiful.co.uk/help/understanding-and-using-spot-colours-in-adobe-illustrator-a-practical-guide/. [La documentación del sector para la preimpresión y la ingeniería de embalaje especifica el uso de nombres de colores directos como 'Corte' y 'Pliegue' para definir trayectorias de herramientas que no sean de impresión]. Función de evidencia: norma técnica; tipo de fuente: manual del sector. Admite: la programación de mesas de corte robóticas. Nota de alcance: específico para el diseño de embalajes estructurales. ↩
"Máquina de corte CNC con cuchilla oscilante y rueda de hendido para papel…", https://www.youtube.com/watch?v=5kr3jCCI82M. [Las especificaciones técnicas para mesas de corte digitales describen los componentes físicos utilizados para el troquelado y el hendido de sustratos]. Función de evidencia: especificación de hardware; tipo de fuente: manual del producto. Soportes: la traducción mecánica de datos vectoriales. Nota de alcance: limitado a hardware de corte automatizado. ↩
"Definición de empaquetado con color de proceso vs. color directo | PackMojo", https://packmojo.com/help/process-colors-vs-spot-colors/?srsltid=AfmBOoovu90bi2P0D3DOyTWJHheTbW0k2Ed-SUNSrrJ5r3pdbN5hPYW_. [La documentación técnica para el software de preimpresión o la maquinaria de empaquetado CNC confirmaría el uso de colores directos designados como marcadores no imprimibles para el utillaje]. Función de la evidencia: Verificación del proceso; tipo de fuente: Guía técnica. Apoya: El método de separación del arte visual de los comandos mecánicos. Nota de alcance: Se centra en el flujo de trabajo de preimpresión a fabricación. ↩
«Diseño de optimización topológica de carga múltiple para la seguridad estructural…», https://pmc.ncbi.nlm.nih.gov/articles/PMC11356512/. [Las normas de ingeniería industrial para pantallas de cartón corrugado verificarían las tolerancias específicas requeridas para evitar el colapso estructural bajo carga]. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería. Apoya: La necesidad de precisión en el corte CNC para la seguridad. Nota de alcance: Específico para sustratos de cartón corrugado pesado. ↩
"Control de color para impresión digital, incluyendo colores directos…", https://www.youtube.com/watch?v=XsR5Z_Tz59c. Los estándares de preimpresión explican cómo el software RIP interpreta los colores directos vectoriales específicos como trayectorias de herramientas mecánicas en lugar de instrucciones de tinta. Función de evidencia: verificación de procesos; tipo de fuente: estándar técnico. Admite: la interpretación digital de colores directos funcionales. Nota de alcance: Se aplica a flujos de trabajo de automatización basados en vectores. ↩
"Cuchillas de troquelado digital, paquete de 3 unidades – Primera Technology, Inc.", https://www.primera.com/digital-die-cutting-blades-matched-3-pack.html. Los manuales técnicos de las cortadoras digitales planas verifican que los colores de puntos designados activan el movimiento de las cuchillas de carburo de tungsteno para un corte preciso del sustrato. Función de la evidencia: especificación técnica; tipo de fuente: manual de la máquina. Apoya: la acción física activada por los colores de puntos de 'Corte'. Nota de alcance: Específico para sistemas de corte digital automatizados. ↩
"¿Qué es el factor K en el doblado de chapa metálica? La guía definitiva", https://sendcutsend.com/blog/what-is-k-factor-in-bending-terminology/?srsltid=AfmBOory6fM11yF5EBytveI1HgxLDChtsTvbSe_M20vP_aQwwVUtJxm-. Las especificaciones de acabado industrial detallan el uso de ruedas de marcado de polímero para crear tolerancias de doblado en sustratos mediante marcadores de color directo específicos. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Soportes: la acción física desencadenada por los colores directos de 'Pliegue'. Nota de alcance: Limitado a equipos automatizados de plegado y marcado. ↩
"Datos sobre las tintas y recubrimientos metálicos de Pantone Graphics", https://www.pantone.com/articles/faq/facts-about-pantone-graphics-metallic-ink-and-coatings?srsltid=AfmBOopjLwjYpvKJjmk4FPR9LimPenxvWMAc5jemD-pCySGR34zyli7R. [Las especificaciones técnicas de los fabricantes de tintas verificarían que los colores directos metálicos utilizan partículas metálicas en suspensión para lograr opacidad y brillo]. Función de la evidencia: especificación técnica; tipo de fuente: hoja de datos técnicos del fabricante. Apoya: composición química de las tintas metálicas. Nota de alcance: específico para pigmentos directos metálicos. ↩
"Adhesivo en la falla por pandeo del cartón corrugado: un análisis finito...", https://research.fs.usda.gov/treesearch/5843. [Los manuales de la industria gráfica explicarían cómo la acción capilar en sustratos sin sellar elimina el vehículo de la tinta, lo que resulta en una mala adhesión del pigmento y pérdida del brillo metálico]. Función de la evidencia: mecanismo causal; tipo de fuente: guía técnica de la industria gráfica. Apoyos: necesidad de imprimaciones para tintas metálicas en cartón crudo. Nota de alcance: Limitado a sustratos sin sellar o porosos. ↩
"Soluciones para la impresión en cartón ondulado | Sun Chemical", https://www.sunchemical.com/packaging_corrugated/. [Una fuente autorizada en ingeniería de embalaje explicaría que una capa de imprimación blanca evita que el sustrato de cartón ondulado absorbente absorba el pigmento metálico, asegurando la viveza del color y el espesor de la tinta]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: la eficacia del Protocolo de Imprimación de Base Blanca. Nota de alcance: se aplica a sustratos porosos. ↩
"Pensando dentro y fuera de la caja de cartón ondulado: Impresión", https://www.agfa.com/printing/tips/corrugated-boxes/. [La documentación técnica sobre la química de las tintas demuestra que las imprimaciones crean una barrera que mejora la adhesión de la tinta y reduce la transferencia de tinta a las superficies adyacentes durante el envío]. Función de la evidencia: vínculo causal; tipo de fuente: guía técnica de impresión. Apoya: la reducción de daños durante el transporte mediante el uso de imprimaciones. Nota de alcance: específico para tintas de alta pigmentación o metálicas. ↩
"[PDF] Método G7 para la calibración y prueba de prensas índigo", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1015&context=grc_fac. [Un estándar industrial autorizado de Idealliance explica cómo G7 estandariza el balance de grises para lograr consistencia visual en diferentes prensas]. Función de la evidencia: verificación técnica; tipo de fuente: estándar industrial. Apoya: metodología G7 para la estandarización del balance de grises. Nota de alcance: Aplicable principalmente a la industria de la impresión y el embalaje. ↩
"Comprobación del color D50 para artes gráficas | JUST-Normlicht", https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Normas internacionales como la ISO 3664 especifican el D50 como iluminante estándar para la visualización y medición de materiales impresos]. Función de evidencia: especificación técnica; tipo de fuente: norma internacional. Apoya: el uso de iluminación D50 para la medición objetiva del color. Nota de alcance: específico para artes gráficas y flujos de trabajo de impresión. ↩
"Resumen de los valores Delta E con su nivel asociado de percepción humana...", https://www.researchgate.net/figure/Summary-of-Delta-E-Values-with-Their-Associated-Level-of-Human-Perception_tbl1_354093713. [Fuentes autorizadas de ciencia del color o estándares CIE confirman que un valor Delta-E inferior a 2,0 es típicamente el umbral por debajo del cual el ojo humano promedio no puede percibir una diferencia de color]. Función de la evidencia: Validación técnica; tipo de fuente: Estándar de la industria. Apoya: La afirmación sobre la percepción visual humana de lotes de color. Nota de alcance: La percepción puede variar según la experiencia del observador y las condiciones de iluminación.] ↩
«Innovaciones en el flujo de trabajo: calibración G7 – Idealliance», https://idealliance.org/workflow-innovations-g7-calibration/. [La documentación G7 de IDEAlliance especifica cómo la calibración de la escala de grises crea una referencia visual consistente para garantizar la estabilidad del color en diferentes procesos de impresión y sustratos]. Función de la evidencia: Validación del proceso; tipo de fuente: Manual de certificación técnica. Apoya: El uso de G7 como estándar universal para la consistencia de la tinta. Nota de alcance: Se aplica específicamente a las metodologías G7 de IDEAlliance.] ↩
"Espectrofotómetros de color | Instrumentos para la medición del color", https://www.xrite.com/page/color-spectrophotometer. [Documentación autorizada sobre ciencia del color identifica el espectrofotómetro como la herramienta principal para la medición objetiva y numérica del color]. Función de la evidencia: Especificación técnica; tipo de fuente: Estándar de la industria. Apoya: El cambio de herramientas de verificación subjetivas a herramientas de verificación de ingeniería. Nota de alcance: Se centra en hardware de grado profesional. ↩
"Comparación de colores según ISO 3664:2009 | JUST-Normlicht", https://www.just-normlicht.com/us/iso-3664-2009.html. [Las normas internacionales, como la ISO 3664, establecen el D50 como iluminante estándar para las artes gráficas y la comparación de colores para garantizar la consistencia]. Función de evidencia: Norma industrial; tipo de fuente: Norma reglamentaria. Apoya: El requisito de entornos de iluminación controlados. Nota de alcance: Específico para las normas de simulación de luz diurna en la impresión]. ↩
"Spot Color Delta E | PrintPlanet.com", https://printplanet.com/threads/spot-color-delta-e.5292/. [Las directrices colorimétricas técnicas definen un valor Delta-E de 2,0 o inferior como el umbral común para una diferencia de color aceptable en aplicaciones profesionales de la industria]. Función de la evidencia: Métrica técnica; tipo de fuente: Manual técnico. Apoya: Umbrales de aceptación cuantitativos para la precisión del color. Nota de alcance: Las tolerancias exactas pueden variar según el sustrato y los requisitos de la marca]. ↩



