
Diseñar un escaparate visualmente en pantalla es fácil. Ver cómo esos colores se convierten en un turbio desastre en la planta de producción es una lección muy cara sobre cómo funciona realmente la física del color.
Los componentes del modelo CMYK (cian, magenta, amarillo y negro) conforman un sistema de color sustractivo utilizado globalmente en la impresión comercial. Al mezclar diferentes porcentajes de estas cuatro tintas transparentes básicas sobre sustratos físicos, las impresoras absorben longitudes de onda de luz específicas para producir un amplio espectro de gráficos visibles en los envases.

Para transformar las obras de arte digitales en elementos de merchandising de gran impacto para el punto de venta, se necesita algo más que elegir una muestra de color Pantone; se requiere una comprensión profunda de cómo interactúa el pigmento físico con la fibra de papel en bruto en la planta de producción.
¿Cuáles son las características de CMYK?
Comprender las características de este sistema de color evita costosos fallos gráficos al pasar de pantallas digitales a despliegues físicos en cartón.
Las características distintivas de la impresión CMYK incluyen el uso de patrones de puntos de semitono superpuestos y capas de tinta transparente. Este sistema crea imágenes mecánicamente, en lugar de químicamente, lo que requiere una calibración precisa para evitar cambios de color y garantizar una reproducción gráfica exacta en diversas series de producción de envases a nivel mundial.

Si bien los puntos de semitono funcionan a la perfección para las revistas de papel satinado, se comportan de manera completamente diferente cuando se aplican al embalaje industrial para la venta al por menor.
¿Por qué fallan las funciones de semitonos CMYK en el cartón ondulado sin tratar?
Incluso los diseñadores más experimentados suelen pasar por alto la realidad mecánica de la impresión a cuatro colores. Convierten logotipos corporativos sólidos en formatos estándar de cuatro colores en su software de diseño, dando por sentado que los puntos de semitono superpuestos recrearán a la perfección la identidad de su marca. En un monitor de ordenador brillante, esta simulación digital luce impecable y lista para la producción en masa.
Veo este problema constantemente cuando las marcas intentan imprimir elementos de fondo sólidos directamente sobre cartón corrugado poroso y sin tratar. La impresión estándar a cuatro colores se basa en pequeños puntos superpuestosque se absorben de forma desigual en las fibras del papel. Literalmente se puede oler la tinta espesa y húmeda que intenta saturar el cartón, pero la mezcla óptica falla mecánicamente, dejando un logotipo granulado, descolorido y borroso. Para solucionarlo, reemplazo por completo la mezcla de semitonos con una tinta de color directo única y mezclada con precisión,creando una densa capa de pigmento que evita una presencia comercial poco profesional y que no se ajusta a la imagen de marca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Impresión de logotipos mediante puntos de semitono de cuatro colores | Recubrimiento de inundación con un solo color sólido de detalle4 | Elimina el granulado visual desde 20 pies de distancia |
| Aplicar abundante tinta húmeda sobre un rotulador de prueba sin tratar | Actualización a una lámina superior laminada litográfica sellada5 | Evita que los gráficos se vean borrosos bajo la luz intensa de las tiendas |
| Suponiendo que los colores de la pantalla coincidan con los de la placa física | Requiere una prueba física de absorción de tinta6 | Detiene los contracargos inmediatos de los minoristas por infracciones de marca |
Siempre redirijo los elementos de marca de alta calidad fuera de los canales de color de proceso y los dirijo a canales de color específicos. Este sencillo cambio en la preimpresión garantiza que su producto tenga una presencia visual inmediata, eliminando por completo el efecto de colores apagados y deslavados.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu logo se verá borroso sobre una base de cartón corrugado sin tratar? 👉 Obtén una auditoría de color gratuita para preimpresión ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cuáles son los cuatro colores componentes en la salida de color del proceso?
Definir con precisión las tintas utilizadas en el proceso de impresión es la base fundamental para evitar rechazos masivos en la preimpresión.
Los cuatro colores componentes en la impresión a color son cian, magenta, amarillo y negro. La maquinaria de impresión aplica estos pigmentos con precisión de forma secuencial mediante cabezales de impresión o planchas litográficas independientes, superponiéndolos físicamente para recrear degradados fotográficos complejos y elementos gráficos nítidos en los envases para la venta al por menor.

Conocer los nombres de estas tintas es solo el punto de partida; controlar cómo se comportan en la imprenta determina si su campaña tiene éxito.
Gestión de las cuatro tintas de proceso para Delta-E Precision
Los compradores suelen preguntar cómo garantizamos que las cuatro tintas se impriman exactamente como se espera. El método estándar de la industria se basa en controles visualesque realizan los operarios al retirar las hojas de la línea de producción. Este método subjetivo deja un amplio margen de error humano, especialmente cuando la fatiga se hace presente durante los largos turnos de producción nocturnos.
Aprendí esto por las malas cuando un ligero desplazamiento de 0,08 pulgadas (2 mm) en la plancha cian arruinó un lote completo de exhibidores de cosméticos, dejando el azul característico de la marca con un tono gris apagado. Se puede oír el rítmico traqueteo de la imprenta offset Heidelberg mientras se observa cómo el color se sale de la tolerancia. En lugar de confiar en la vista cansada de un impresor, paso cada hoja por un sistema de pruebas de color GMG y la escaneo con un espectrofotómetro. Esto fija las cuatro tintas de proceso en una estricta tolerancia matemática Delta-E8, lo que garantiza que la salida final coincida exactamente con la prueba aprobada y evita miles de ejemplares rechazados e inservibles.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aprobación del resultado del proceso mediante comprobaciones visuales subjetivas | Utilizar un espectrofotómetro para mediciones matemáticas9 | Garantiza una coherencia exacta de la marca en todas las pantallas |
| Ignorar la deriva de alineación de la plancha de impresión | Aplicar tolerancias Delta-E estrictas durante las ejecuciones10 | Elimina texto borroso e imágenes mal alineadas |
| Aprobación de archivos PDF sin pruebas de color certificadas | Exigir pruebas de color del sistema físico GMG11 | Evita que las implementaciones completas de pantallas se vean descoloridas |
Me niego a realizar una impresión comercial sin verificación matemática del color. Escanear directamente el resultado del proceso garantiza que su campaña mantenga la integridad visual, evitando que su marca parezca barata al compararla con la de sus competidores de alta gama.
🛠️ Oficina de Harvey: ¿Te preguntas por qué tu última tirada de exhibición se veía completamente descolorida bajo la iluminación de la tienda? 👉 Solicita tu guía de colores de fábrica ↗ — Descárgala de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuáles son los 4 colores de CMYK?
Para trasladar el diseño digital al embalaje físico se requiere un control absoluto sobre cómo se mezclan estos cuatro pigmentos específicos.
Los cuatro colores del sistema CMYK son cian (un azul verdoso), magenta (un rojo violáceo), amarillo y negro (un negro intenso). Estos tonos fundamentales, obtenidos mediante la sustracción de color, actúan como los componentes básicos del empaquetado comercial, combinándose en proporciones matemáticas exactas para engañar al ojo humano y hacerle percibir imágenes de tono continuo.

El verdadero desafío surge cuando los diseñadores confían más en sus pantallas iluminadas que en las propiedades físicas de estas cuatro tintas.
La trampa entre la pantalla y el sustrato en la impresión de procesos
Los equipos de marca suelen aprobar las ilustraciones en monitores digitales sin calibrar, asumiendo que la representación RGB retroiluminada se traducirá perfectamente al papel físico12.Envían sus archivos a un fabricante y simplemente esperan que las imprentas corrijan automáticamente cualquier discrepancia basándose en perfiles estándar13.
Cada semana veo cómo la ilusión de la autocorrección del smartphone choca con la realidad. Un cliente se para en mi oficina, sosteniendo la brillante pantalla de su teléfono, argumentando que el magenta se ve apagado en el cartón impreso. La realidad física es que la tinta húmeda que se seca sobre un soporte de prueba poroso 32ECT (Edge Crush Test)¹⁴ absorbe la luz ambiental; se puede pasar la mano sobre la superficie mate del cartón de 0,12 pulgadas (3 mm) de grosor y sentir la ligera textura calcárea del pigmento. Para proteger su inversión, exijo estrictamente el escaneo físico de muestras bajo iluminación calibrada D50¹⁵,eliminando las conjeturas digitales y asegurando que sus unidades de venta cumplan con los estándares globales de su marca sin frustrantes retrasos por retrabajo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aprobación de colores en una pantalla de smartphone retroiluminada | Evaluación de los descensos físicos bajo iluminación D50 | Evita que los expositores se vean oscuros y embarrados en los pasillos de las tiendas |
| Ignorando la absorción física del tablero Testliner | Ajuste de los límites de tinta de preimpresión según la porosidad del papel | Mantiene la tipografía nítida y legible de un vistazo |
| Suponiendo que los perfiles de impresión estándar funcionan globalmente | Creación de perfiles ICC personalizados para sustratos específicos | Protege la identidad de la marca para que no parezca falsificada |
Siempre obligo a los equipos de diseño a alejarse de sus pantallas brillantes. Obtener muestras físicas de tinta bajo la iluminación adecuada de una tienda es la única manera de garantizar que tu campaña sobreviva al duro entorno visual de una gran superficie comercial.
🛠️ Harvey's Desk: ¿Sus impresiones se ven consistentemente más oscuras que sus archivos digitales originales? 👉 Solicite una muestra física ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuál es la estructura de CMYK?
La arquitectura de un archivo de preimpresión determina con precisión cómo interactúa la maquinaria industrial con el cartón en bruto.
La estructura de los archivos CMYK implica la superposición de cuatro canales de tinta distintos para formar gráficos de tono continuo. Sin embargo, en la ingeniería de embalaje estructural, estos datos visuales deben separarse sistemáticamente de las trayectorias vectoriales mecánicas utilizadas para guiar la maquinaria de troquelado automatizada y controlar las tolerancias de plegado físico.
Pero conocer la teoría no es suficiente cuando las máquinas se ponen en marcha y un archivo digital no activa un corte físico.
Por qué fallan las estructuras gráficas estándar en la planta de producción
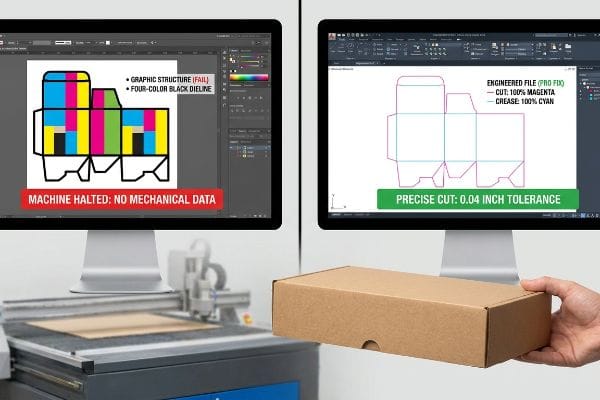
Una suposición aparentemente razonable pero en realidad peligrosa es que los equipos de fabricación automatizados leen los archivos gráficos de la misma manera que una impresora de escritorio. Los diseñadores a menudo envían troqueles de exhibición usando trazos negros estándar de cuatro colores16 para indicar dónde se debe cortar o doblar el material corrugado grueso, ignorando por completo la separación mecánica de archivos17.
En mis instalaciones, veo con frecuencia cómo este fallo estructural detiene por completo una enorme mesa de corte CNC (Control Numérico por Computadora). El software RIP que controla la mesa Kongsberg ignora por completo las líneas visuales estándar de cuatro colores; me he quedado allí escuchando la fuerte succión de vacío de la bancada de la máquina, viendo cómo el cabezal de la fresadora flotaba inútilmente porque nunca recibió una orden mecánica. Para solucionar esto, elimino los datos estéticos e impongo un protocolo de herramientas de color directo absoluto, convirtiendo todos los trazos a 100 % magenta para cortes y 100 % cian para pliegues18.Al imponer esta estricta arquitectura de archivos, evito que las cuchillas fallen, asegurando que las pestañas de enclavamiento se alineen dentro de una tolerancia precisa de 0,04 pulgadas (1 mm)19, lo que reduce directamente los tiempos de mano de obra de coempaquetado en 25 segundos por unidad.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilización de líneas negras de cuatro colores para las trayectorias estructurales de la matriz | Asignar trazados a colores directos absolutos como el magenta al 100% | Garantiza un montaje sin problemas por parte de los empleados de la tienda |
| Combinando líneas de corte mecánicas con capas de ilustraciones gráficas | Separación de datos estructurales en una capa CAD aislada | Evita que aparezcan líneas negras antiestéticas en la pantalla |
| Envío de archivos ráster planos a la sala de corte | Generación de archivos PDF vectoriales de ingeniería directamente desde ArtiosCAD | Garantiza que las bandejas de exhibición entrelazadas queden perfectamente cuadradas |
Jamás permito que archivos gráficos sin verificar lleguen a la planta de producción. Aislar las trayectorias mecánicas de los datos visuales garantiza que los troqueles de acero impacten con absoluta precisión, evitando que su campaña llegue convertida en una pila de cartón sin cortar e inservible.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes invertir mucho en gráficos de alta calidad, pero si un fallo estructural en la preimpresión provoca que la maquinaria CNC falle en el cartón 32ECT, se genera un cuello de botella catastrófico en el ensamblaje que ralentiza la línea de co-empaquetado en un 30 % aproximadamente. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de arriesgarte con trayectorias de herramientas no verificadas y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para identificar los puntos de fricción antes de que pagues por la producción en masa.
"Engaña a Photoshop para crear semitonos de impresión clásicos – YouTube", https://www.youtube.com/watch?v=zH6NCsS-99A. [Guías técnicas autorizadas sobre impresión offset y de proceso explican cómo las tramas superpuestas de puntos de semitono crean ilusiones ópticas de color y tono continuos]. Función de evidencia: Definición técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: La base mecánica del sistema de impresión de proceso CMYK. Nota de alcance: Principios generales de la mezcla de color sustractiva mediante tramado. ↩
"Semitono – Wikipedia", https://en.wikipedia.org/wiki/Halftone. [Un manual técnico de impresión explicaría el proceso mecánico del tramado de semitonos utilizado en CMYK para crear la ilusión de tono continuo mediante puntos superpuestos]. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: El mecanismo fundamental de la impresión de procesos. Nota de alcance: Se aplica a los procesos de impresión offset, flexográfica y digital. ↩
"Colores directos vs. CMYK para el diseño de envases: ¿Cuál es mejor?", https://stampaprints.com/blog/spot-color-vs-cmyk-for-packaging/?srsltid=AfmBOooTomXUuOqmT4A84W01avXNtQKRCNdqNwxPt7xbUNhcRx75rw3n. [Los estándares de la industria para el diseño de envases detallarían por qué los colores directos proporcionan mayor opacidad y consistencia de color en sustratos absorbentes en comparación con el CMYK de semitonos]. Función de la evidencia: Solución técnica; tipo de fuente: Libro de texto de artes gráficas. Apoya: La superioridad de los colores directos para una cobertura densa de pigmento. Nota de alcance: Específico para sustratos de alta absorbencia como el cartón crudo. ↩
"[PDF] HALFTONE – Museo Getty", https://www.getty.edu/conservation/publications_resources/pdf_publications/pdf/atlas_halftone.pdf. [Una fuente autorizada sobre impresión comercial explicaría cómo los colores planos sólidos proporcionan una cobertura de tinta uniforme para eliminar el efecto de trama o la granulosidad inherente a los patrones de semitonos en sustratos porosos]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: eliminación de la granulosidad visual. Nota de alcance: específico para señalización comercial de alta visibilidad. ↩
"¿Por qué RGB no es ideal para impresión y embalaje? – PopDisplay", https://popdisplay.me/why-is-rgb-not-ideal-for-printing-packaging/. [Las especificaciones técnicas para sustratos de cartón ondulado confirmarían que la laminación litográfica añade una capa de papel recubierto que evita que la tinta se filtre en las fibras crudas del soporte de prueba]. Función de la evidencia: especificación técnica; tipo de fuente: guía de fabricación. Apoyos: prevención de gráficos borrosos. Nota de alcance: se aplica a cartón ondulado gráfico de alta gama. ↩
"Un proceso digital para crear mejores muestras de tinta", https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns. [Los estándares de la industria para la gestión del color describen el proceso de muestra como el paso esencial de validación física para garantizar que la tinta cumpla con las especificaciones de la marca en un sustrato específico antes de la producción en masa]. Función de la evidencia: estándar de procedimiento; tipo de fuente: guía de gestión del color. Apoya: evitar violaciones de marca. Nota de alcance: práctica estándar para el control de la identidad de marca corporativa. ↩
"Inspección automática de impresión en color mediante procesamiento de imágenes", https://www.sciencedirect.com/science/article/abs/pii/S092401360300534X. [Guías autorizadas de la industria de la impresión detallan la práctica tradicional de los operarios que supervisan visualmente la salida de hojas para detectar desviaciones de color]. Función de la evidencia: verificación de estándares de la industria; tipo de fuente: manual profesional. Apoya: la prevalencia de la supervisión manual del color. Nota de alcance: Contrasta las prácticas tradicionales con los modernos sistemas automatizados de gestión del color. ↩
"Delta E | PrintPlanet.com", https://printplanet.com/threads/delta-e.246017/. [Una fuente autorizada en ciencia del color definiría Delta-E como la medida cuantitativa de la distancia entre dos colores en un espacio de color para determinar la diferencia percibida]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: el uso de umbrales matemáticos para el control de la calidad de impresión. Nota de alcance: se pueden utilizar fórmulas específicas de Delta-E, como CIEDE2000, para una mayor precisión. ↩
"¿Qué es un colorímetro/espectrofotómetro en la impresión y el embalaje?", https://www.linshangtech.com/tech/colorimeter-spectrophotometer-in-printing-packaging-tech1524.html. [Los estándares de la industria para la gestión del color detallan cómo los espectrofotómetros proporcionan datos numéricos objetivos para eliminar la variabilidad de las comprobaciones visuales subjetivas humanas]. Función de la evidencia: validación técnica; tipo de fuente: estándar de la industria. Apoya: la transición de la verificación subjetiva a la verificación matemática del color. Nota de alcance: Se aplica específicamente a la salida de color del proceso. ↩
"Control del color en etiquetas: Delta E, tolerancias y consistencia", https://asaslabel.com/blog/color-control-delta-e-label-printing. [La literatura sobre ciencia del color define Delta-E como la métrica estándar para cuantificar la diferencia entre dos colores, con umbrales estrictos utilizados para mantener la consistencia de la marca]. Función de la evidencia: definición de métrica; tipo de fuente: estándar de ciencia del color. Apoya: el uso de Delta-E para prevenir la desalineación y el cambio de color. Nota de alcance: se centra en el espacio de color CIE Lab. ↩
"GMG Color: Pruebas y sistemas de prueba", https://gmgcolor.com/solutions/proofing. [Las especificaciones técnicas de los sistemas de pruebas de GMG los establecen como un referente del sector para lograr una precisión de color certificada antes de la producción a gran escala]. Función de la evidencia: validación de la herramienta; tipo de fuente: especificación del equipo. Soporta: el requisito de pruebas físicas certificadas sobre archivos PDF digitales. Nota de alcance: específico de la tecnología de pruebas patentada de GMG. ↩
"Modelos de color aditivos y sustractivos > Pabellón DINFOS > Artículo", https://pavilion.dinfos.edu/Article/Article/2355687/additive-subtractive-color-models/. [Una fuente técnica sobre teoría del color explica la divergencia física entre la luz RGB aditiva y la tinta CMYK sustractiva, demostrando por qué las representaciones digitales no pueden traducirse perfectamente a sustratos físicos]. Función de la evidencia: contradicción fáctica; tipo de fuente: manual técnico. Apoya: la brecha inherente entre pantalla e impresión. Nota de alcance: se aplica a la impresión de proceso estándar. ↩
"Perfiles ICC, escenarios de impresión y pruebas de color precisas… ¡Oh…!", https://printplanet.com/threads/icc-profiles-and-press-scenarios-and-color-accurate-proofs-oh-my.262138/. [Los estándares de la industria para la gestión del color detallan cómo los perfiles ICC genéricos proporcionan una base, pero no pueden corregir automáticamente las variaciones específicas de la prensa, la tinta o el sustrato sin una calibración específica del dispositivo]. Función de la evidencia: aclaración técnica; tipo de fuente: especificación de la industria. Apoya: el fallo de la corrección automática. Nota de alcance: se refiere a las limitaciones de los perfiles ICC. ↩
"Nueva configuración de prueba de aplastamiento de bordes mejorada con deformación de campo completo…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Documentación técnica sobre estándares de cartón corrugado que explica cómo las calificaciones de la prueba de aplastamiento de bordes (ECT) se relacionan con la densidad del material y la porosidad del revestimiento de prueba]. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: Las características físicas del sustrato que afectan la absorción de tinta. Nota de alcance: Se refiere específicamente a materiales de embalaje corrugado. ↩
"Caos de color en la cabina de luz: Por qué D50 es su embalaje…", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [La norma ISO 3664 especifica D50 como el iluminante oficial para la visualización y evaluación de artes gráficas y pruebas de color para garantizar la consistencia]. Función de evidencia: norma técnica; tipo de fuente: norma internacional. Apoya: El requisito de iluminación estandarizada en la igualación de color. Nota de alcance: Se aplica a flujos de trabajo profesionales de impresión y diseño. ↩
¿Qué es la preimpresión de envases? Una descripción general completa – Esko", https://www.esko.com/en/blog/the-complete-overview-of-packaging-prepress. [Los estándares de preimpresión de la industria especifican que las líneas de troquelado deben definirse con colores directos específicos en lugar de negro CMYK para garantizar que se reconozcan como trayectorias de corte y no como gráficos imprimibles]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la necesidad de separación mecánica de archivos. Nota de alcance: Se aplica a maquinaria de troquelado automatizada. ↩
"El papel de la preimpresión en la producción de envases – Miller Graphics", https://www.millergraphics.com/blog/the-role-of-prepress-in-packaging-production. [La documentación técnica para la ingeniería de envases define la separación mecánica de archivos como el proceso de aislar las trayectorias vectoriales estructurales de las capas visuales CMYK para guiar los equipos industriales de corte y plegado]. Función de la evidencia: definición técnica; tipo de fuente: guía técnica. Apoya: el requisito de separar los datos visuales de las trayectorias mecánicas. Nota de alcance: Ingeniería estructural de envases. ↩
"Ajustando su mesa de corte por plasma CNC para reducir la escoria", https://www.youtube.com/watch?v=m3oKdwGS4PQ. [Los manuales técnicos para mesas de corte industriales confirman el uso de canales de color directo dedicados para diferenciar las trayectorias de herramientas mecánicas de los diseños visuales CMYK]. Función de evidencia: verificación técnica; tipo de fuente: manual de hardware. Apoya: el requisito de protocolos de herramientas de color directo. Nota de alcance: Las asignaciones de color específicas pueden variar según la instalación, pero el método es estándar. ↩
"[PDF] Wk8_StructuralPackaging.pdf", http://courses.washington.edu/readings/166/Wk8_StructuralPackaging.pdf. [Las normas industriales para la ingeniería de embalaje estructural definen los rangos de tolerancia aceptables para las pestañas de enclavamiento para garantizar un ensamblaje repetible]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoya: la precisión requerida para el plegado y coempaquetado automatizados. Nota de alcance: Los requisitos de tolerancia pueden variar según el espesor del sustrato. ↩



