
Si buscas que el empaque de tu tienda llame la atención desde lejos, pero una mala gestión de los acabados metálicos puede arruinar tu presupuesto, te explicaremos cómo lograr un estampado de alta calidad sin fallas estructurales catastróficas.
El proceso de estampado en lámina metálica consiste en utilizar una matriz metálica caliente para presionar una fina capa de película metálica sobre un sustrato. Esta combinación de calor y presión mecánica une permanentemente la lámina reflectante al cartón, creando un acabado visual de alta calidad y alto contraste para expositores comerciales.

Comprender la física básica del calor y la presión es fácil, pero lograr ese acabado brillante que resista una cadena de suministro exigente sin deformar la placa requiere una gran experiencia en fabricación.
¿En qué consiste el proceso de estampado en lámina?
La transformación de un diseño digital en un acabado metálico físico implica tolerancias térmicas estrictas y una enorme presión mecánica en la planta de producción.
El proceso de estampado con lámina metálica consiste en introducir cartón en una prensa automatizada donde una matriz caliente estampa de forma permanente una película metálica sobre la superficie. Esta técnica requiere un control preciso de la temperatura y una calibración mecánica para garantizar que la lámina se adhiera perfectamente sin dañar las ondulaciones del cartón.

Se ve precioso en una representación digital, pero este intenso proceso físico conlleva una peligrosa tentación financiera para las marcas que intentan ahorrar costes.
El coste oculto de los acabados metalizados de alta calidad
El estampado en caliente requiere costosos troqueles de magnesio o latón¹calidaddel cartón corrugado base. Suponen que un exterior brillante distraerá al consumidor de una estructura interna más débil.
Esta es una trampa clásica que atrapa incluso a los equipos de compras más experimentados. Con frecuencia veo a compradores cambiar un robusto panel ECT de 32 (prueba de resistencia al aplastamiento de bordes) por una alternativa endeble de 26 ECT solo para poder costear la laminación de aluminio de cobertura total. Cuando someto estas unidades de menor calidad a una prueba de compresión TAPPI T811, el resultado es desastroso. Se puede oír el crujido hueco y sin resistencia de las acanaladuras debilitadas al colapsar instantáneamente bajo cargas superiores estándar. Al priorizar el aumento de volumen estético sobre la densidad estructural de la fibra, todo el expositor sufre una grave deformación en la base durante el transporte, lo que provoca el rechazo inmediato por parte del minorista y elimina por completo el margen de beneficio del proyecto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reducir la calidad de la placa ECT para poder costear el papel de aluminio | Exigir 32 núcleos ECT vírgenes | Evita el aplastamiento de la base |
| Aplicar papel de aluminio grueso sobre flautas débiles | Utilizando recubrimientos acuosos de alto brillo y sólidos | Ahorra costes de material |
| Ignorar los límites de carga dinámicos | Aplicación de pruebas TAPPI T811 estrictas | Elimina los daños durante el transporte |
Prohíbo estrictamente degradar la calidad de los paneles estructurales para financiar un diseño estético excesivo, garantizando así que su pantalla luzca de primera calidad sin ceder ante la presión de la logística del mundo real.
🛠️ El escritorio de Harvey: ¿Estás sacrificando la integridad estructural solo para poder permitirte un logotipo llamativo? 👉 Solicita una auditoría de materiales gratuita ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Es fácil aprender a estampar con lámina en caliente?
Diseñar para impresión con láminas metálicas requiere abandonar los hábitos de impresión convencionales. La interfaz del software puede parecer sencilla, pero la comunicación con maquinaria industrial pesada exige una precisión matemática absoluta.
No. El estampado en caliente no es fácil de dominar, ya que requiere una comunicación precisa con la máquina de preimpresión, en lugar de una mezcla de colores estándar. Los diseñadores deben aprender a asignar colores directos absolutos a los trazos vectoriales, lo que permite que la maquinaria CNC automatizada lea y ejecute con precisión las coordenadas del estampado metálico.
Puedes dibujar el patrón dorado más intrincado en tu software, pero si la máquina no puede leerlo, la pantalla se enviará completamente en blanco.
¿Por qué falla la comunicación con las máquinas de preimpresión?
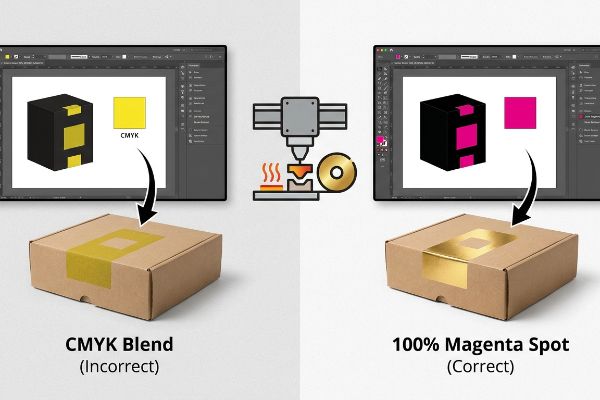
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego al configurar sus archivos de diseño. Suponen que crear una capa CMYK (cian, magenta, amarillo, negro/clave) de color "dorado" es suficiente para indicar a la fábrica exactamente dónde se aplica la lámina. Sin embargo, las prensas de estampado automatizadas y las mesas de corte digitales no leen colores visuales; leen trayectorias de herramientas mecánicas² .
Cuando reviso las líneas de troquelado entrantes, un gran porcentaje de clientes inicialmente envían sus zonas de estampado con mezclas de color visuales estándar. El software RIP (Procesador de Imágenes Rasterizadas) de la máquina ignora por completo estas señales visuales³ylas integra en la capa de diseño estándar. He visto a compradores desesperados mirando un lote recién impreso, frotando la tinta amarilla opaca y sin brillo con los pulgares, dándose cuenta de que la maquinaria CNC (Control Numérico por Computadora) era totalmente ajena a su intención. Siempre intercepto estos archivos y mapeo las rutas del estampado a un color directo magenta al 100%⁴, asegurando que el troquel caliente se adhiera al cartón precisamente donde debe y evitando a los clientes costosos errores de impresión.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar amarillo CMYK para la lámina de oro | Mapeo de vectores a colores directos al 100%5 | Evita la pérdida de impresiones metalizadas |
| Basándose en capas ráster visuales | Utilizando trayectorias de herramientas puramente vectoriales6 | Garantiza una alineación metálica exacta |
| Ignorar las reglas del software de la máquina | Archivos de pre-vuelo con lógica RIP7 | Elimina costosos retrabajos manuales |
Si recibo un archivo con trazos CMYK estándar destinados a la impresión en lámina metálica, los convierto inmediatamente a colores directos mecánicos para que la maquinaria funcione a la perfección desde el primer intento.
🛠️ Oficina de Harvey: ¿No estás seguro de si tu diseño digital se ajusta a los estándares de una imprenta de estampado industrial? 👉 Revisa tu troquel ↗ — Descarga de forma segura. Si tienes alguna pregunta, puedes consultarme más adelante.
¿Cómo funciona el estampado en relieve con lámina metálica?
La combinación de láminas metálicas con texturas 3D en relieve crea un gran impacto visual, pero altera drásticamente la integridad física de las fibras del cartón.
El estampado en relieve con lámina metálica consiste en presionar el cartón entre dos matrices, una macho y otra hembra, aplicando simultáneamente calor y una película metálica. Este proceso de doble acción une químicamente la lámina y, al mismo tiempo, estira físicamente las fibras del papel hacia arriba, creando una superficie reflectante tridimensional de gran textura, ideal para envases de alta gama.

Dar forma tridimensional a las fibras de papel tiene un aspecto lujoso, pero introduce una grave vulnerabilidad estructural si se coloca en la zona equivocada.
La zona de doble tensión en el foil 3D
Imagina una plancha de cartón corrugado como una tela de trama cerrada. Al aplicar un estampado plano estándar, la tensión superficial se mantiene relativamente equilibrada. Sin embargo, el verdadero estampado en relieve 3D actúa como si se presionara un lápiz sin punta contra esa tela; adelgaza drásticamente las fibras de celulosapara crear ese relieve estructural.
A los diseñadores les encanta colocar un logotipo dorado en relieve de gran tamaño justo al lado de una esquina de carga para maximizar la visibilidad de la marca. Pero colocar esta textura profunda cerca de un pliegue funcional crea una zona de doble tensión fatal. En la planta de producción, cuando la plegadora automatizada se desliza sobre ese punto exacto, las fibras estructuralmente agotadas no pueden soportar la flexión de 90 grados. Se oirá el chasquido seco y característico del revestimiento exterior al rasgarse, dejando al descubierto las estrías marrones sin tratar que hay debajo. Yo desplazo matemáticamente todas las texturas 3D profundas lejos de los pliegues estructurales mediante zonas de exclusión CAD (Diseño Asistido por Computadora), garantizando que las esquinas de la caja permanezcan completamente intactas para soportar una carga dinámica de palé de 2500 lb (1133,98 kg).
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Relieve sobre pliegues estructurales | Aplicación de una zona de exclusión de relieve | Evita reventones en las esquinas9 |
| Estiramiento excesivo de las fibras de papel | Utilización de canales de matriz polimérica10 | Mantiene la resistencia a la compresión |
| Debilitar la base del cartón maestro | Trasladar texturas 3D a paneles que no se cargan | Garantiza un apilamiento doble seguro11 |
Al aislar matemáticamente las texturas pesadas de los pliegues críticos que soportan la carga, garantizo que su embalaje de primera calidad llegue a la tienda sin esquinas rasgadas ni paredes deformadas.
🛠️ Harvey's Desk: ¿Están tus logotipos en relieve 3D debilitando la resistencia estructural de las esquinas de tu empaque? 👉 Solicita tu revisión estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo hacer estampado en lámina metálica en casa?
Crear un prototipo brillante sobre tu escritorio con un lápiz térmico es un ejercicio creativo y divertido, pero ignora por completo las estrictas realidades logísticas del comercio minorista moderno.
Para estampar láminas metálicas en casa, los aficionados suelen usar bolígrafos de transferencia térmica o laminadoras de escritorio pequeñas para adherir las láminas metálicas al papel. Si bien este método manual es suficiente para manualidades, carece por completo de la presión automatizada necesaria para fijar permanentemente los acabados en entornos comerciales.

Lograr que una pequeña maqueta luzca bien en la mesa de la cocina es fácil, pero esta es la cruda realidad cuando intentas reproducir ese mismo acabado a escala para un despliegue en 500 tiendas.
Tasa de fallos en las cajas de pago en tiendas minoristas
Las startups suelen aplicar manualmente cintas metálicas o láminas de escritorio a sus prototipos de presentación, asumiendo que si tiene un aspecto prémium, el minorista lo aceptará. Tratan la lámina como una simple opción de color, ignorando la composición química real del material y cómo interactúa con los entornos comerciales12.
En mi centro, veo con frecuencia que las marcas solicitan láminas metálicas gruesas que cubren toda la base de sus expositores. Olvidan que el estampado en caliente comercial contiene microcapas de metal real, generalmente aluminio. Cuando un expositor totalmente estampado llega a un punto de venta moderno, actúa como una jaula de Faraday. He tenido que intervenir en diseños donde esta barrera metálica bloqueaba por completo los escáneres RFID (Identificación por Radiofrecuencia) de los minoristas, haciendo que el inventario fuera digitalmente invisible. Al restringir las tintas de estampado estrictamente al borde superior y diseñar una zona RFID libre de metal de 101,6 mm (4 pulgadas) en la base, garantizo que el expositor atraiga clientes sin provocar un rechazo total por parte del minorista debido a fallos operativos en el sistema de pago.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Recubriendo toda la base de exhibición | Creación de una zona de escaneo libre de metales | Evita fallos en el proceso de pago13 |
| Tratar el papel de aluminio como si fuera tinta estándar | Reconocer la barrera física del metal | Mantiene el inventario rastreable |
| Ignorar las especificaciones técnicas del vendedor | Diseñar un espacio RFID de 4 pulgadas (101,6 mm)14 | Elimina los rechazos en las tiendas |
Al comprender la fisicoquímica de las películas metálicas, evito que las marcas diseñen accidentalmente expositores atractivos que, sin querer, inutilizan por completo los sistemas de escaneo de inventario del minorista.
🛠️ Oficina de Harvey: ¿Están sus diseños metálicos bloqueando secretamente los escáneres de las tiendas y arriesgándose a que los minoristas los rechacen de inmediato? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico que aplique láminas a ciegas a cualquier archivo que envíes, pero cuando esas flautas de 26 ECT, secretamente degradadas, se desplomen violentamente bajo el peso de las paletas del almacén, se producirá un rechazo inmediato por parte del minorista que eliminará por completo tu margen de beneficio. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar los límites estructurales y permíteme revisar personalmente tus archivos con mi Auditoría Previa a la Producción Gratuita ↗ para detectar errores fatales de material antes de que comience la producción en masa.
"Matrices para estampado en caliente", https://hotstampsupply.com/hot-stamp-dies/. [Las especificaciones técnicas de fabricación identifican el magnesio y el latón como los materiales estándar para matrices de estampado en caliente debido a su conductividad térmica y precisión]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: requisitos de materiales para herramientas de estampado en caliente. Nota de alcance: se centra en los procesos tradicionales de estampado en caliente. ↩
"[PDF] Especificaciones de preimpresión – Graphic Packaging International", https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [Una guía autorizada de preimpresión para estampado en caliente explica que la maquinaria se basa en rutas y coordenadas vectoriales para crear troqueles físicos en lugar de interpretar valores de color CMYK]. Función de evidencia: especificación técnica; tipo de fuente: manual técnico. Apoya: La distinción entre representación visual y ejecución mecánica. Nota de alcance: Se centra en maquinaria industrial automatizada. ↩
"Mezclas de colores directos | Análisis en profundidad con Colin | Screenprinting.com", https://www.screenprinting.com/blogs/news/spot-color-blends-deep-dive-with-colin. [Un manual técnico sobre software de preimpresión explicaría que los RIP requieren colores directos específicos para aislar las planchas de estampado de los datos de imagen CMYK estándar]. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico. Apoya: el fallo de las mezclas de color visuales en la producción de estampado CNC. Nota de alcance: se aplica a los flujos de trabajo de estampado industrial automatizados. ↩
"Cómo preparar archivos para estampado en caliente y gofrado", https://corcoranprinting.com/how-to-prepare-files-for-foil-stamping-and-embossing/. [Los estándares de la industria de la impresión especifican el uso de un color directo dedicado para comunicar las coordenadas a la maquinaria CNC de troquelado y estampado]. Función de la evidencia: verificación del proceso; tipo de fuente: guía de la industria. Apoya: el método de preimpresión específico para garantizar la precisión del estampado en caliente. Nota de alcance: si bien el magenta es común, el requisito crítico es la designación de "color directo" en lugar del tono específico. ↩
"Impresión a color directo frente a impresión CMYK – The Visual Pak Companies", https://www.visualpak.com/spot-color-printing-vs-cmyk-printing/. Los manuales técnicos de impresión especifican que el estampado en caliente requiere colores directos específicos para diferenciar las áreas de estampado en caliente de los procesos de tinta CMYK. Función de evidencia: verificación técnica; tipo de fuente: manual de la industria. Soporte: requisito para la asignación de colores directos. Nota de alcance: Estándar para software RIP industrial. ↩
"Descripción general de la capa vectorial | Simzart – YouTube", https://www.youtube.com/watch?v=r3SQJAViG4Q. Las guías profesionales de preimpresión establecen que las rutas vectoriales son obligatorias para crear troqueles de precisión, ya que las capas rasterizadas carecen de las coordenadas matemáticas necesarias para una alineación metálica exacta. Función de evidencia: validación del proceso; tipo de fuente: guía técnica. Soporte: precisión de alineación. Nota de alcance: Específico para el estampado basado en troqueles. ↩
"¿Qué es un RIP en la impresión digital? – Roland DGA Corporation", https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. La documentación del procesador de imágenes ráster (RIP) confirma que la verificación previa automatizada detecta errores en la generación de planchas y transparencias que, de otro modo, requerirían corrección manual. Función de la evidencia: verificación del flujo de trabajo; tipo de fuente: documentación del software. Apoya: eliminación del retrabajo manual. Nota sobre el alcance: Varía según el proveedor del software RIP. ↩
«Filamentos de celulosa impresos en 3D: procesamiento y propiedades mecánicas…», https://pmc.ncbi.nlm.nih.gov/articles/PMC9571840/. Un estudio técnico sobre la mecánica del cartón cuantificaría la reducción del grosor de la fibra causada por el proceso de estiramiento del gofrado de alto relieve. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de los materiales. Apoya: la afirmación de que el gofrado 3D adelgaza físicamente las fibras de celulosa. Nota de alcance: los efectos pueden variar según el GSM y la composición del cartón. ↩
"¡10 INCREÍBLES Técnicas de Repujado! – YouTube", https://www.youtube.com/watch?v=3Yu7WQq_9dM. [La documentación técnica sobre troquelado y repujado detallaría cómo la tensión en las fibras del papel cerca de los pliegues estructurales conduce a fallas del material conocidas como roturas de esquinas]. Función de la evidencia: análisis del modo de falla; tipo de fuente: guía de fabricación. Apoyos: integridad del pliegue. Nota de alcance: aplicable a cartón grueso. ↩
"La influencia del endurecimiento de la resina de la matriz en la compresión…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11644208/. [Una fuente autorizada en ciencia de materiales o ingeniería de empaques verificaría cómo los canales de la matriz polimérica mitigan el estiramiento de la fibra y mantienen la compresión estructural durante el estampado a alta presión]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: prevención del estiramiento excesivo de la fibra. Nota de alcance: específico para procesos de estampado 3D. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las directrices de análisis estructural de embalajes explicarían cómo la reubicación de texturas en relieve a paneles que no soportan carga preserva la resistencia a la compresión vertical necesaria para el apilamiento]. Función de la evidencia: estándar estructural; tipo de fuente: documento técnico de la industria. Apoyos: integridad de la base de la caja maestra. Nota de alcance: se relaciona con la estabilidad del envío paletizado. ↩
"¿Qué es el estampado en caliente? Guía de estampado en caliente para cajas de lujo – Gentlever", https://gentlever.com/what-is-foil-stamping-in-luxury-boxes/. [Los manuales de la industria para la impresión comercial describen los aglutinantes químicos y las aleaciones metálicas específicas necesarias para que las láminas resistan la fricción y las tensiones ambientales de la distribución minorista]. Función de la evidencia: Verificación técnica; tipo de fuente: Guía de impresión industrial. Apoya: La afirmación de que la composición del material es fundamental para la viabilidad comercial minorista. Nota de alcance: Se aplica a las láminas metálicas utilizadas en el embalaje. ↩
"Factores que afectan al escaneo de códigos de barras: condiciones ambientales", https://free-barcode.com/barcode/barcode-scanner/factors-affecting-environmental-conditions.asp. [Los estándares de la industria para hardware de punto de venta (TPV) explican cómo la reflexión especular de las láminas metálicas puede impedir que los escáneres láser o de imagen lean con precisión los códigos de barras. Función de la evidencia: justificación técnica; tipo de fuente: manual de hardware de TPV. Apoya: la necesidad de crear zonas de escaneo libres de metal. Nota de alcance: se aplica específicamente a las tecnologías de escaneo óptico. ]
"RFID en metal: Etiquetas RFID y superficies metálicas – atlasRFIDstore", https://www.atlasrfidstore.com/rfid-insider/rfid-tags-on-metal-surfaces/?srsltid=AfmBOop22W7pvkn5xcsGyogGTO1wVT5WyFUJxFL41olwKUTfNRimcThh. [La documentación técnica sobre interferencia RFID verificaría la distancia mínima requerida para evitar la atenuación o desintonización de la señal causada por superficies metálicas. Función de evidencia: especificación técnica; tipo de fuente: guía de ingeniería. Apoya: la dimensión específica requerida para el cumplimiento de RFID. Nota de alcance: la distancia mínima puede variar según la frecuencia RFID utilizada.] ↩



