Elegir la tinta adecuada define la presencia de tu marca en el punto de venta. Muchas marcas se equivocan con las especificaciones de preimpresión, lo que resulta en imágenes descoloridas. Analicemos las opciones principales.
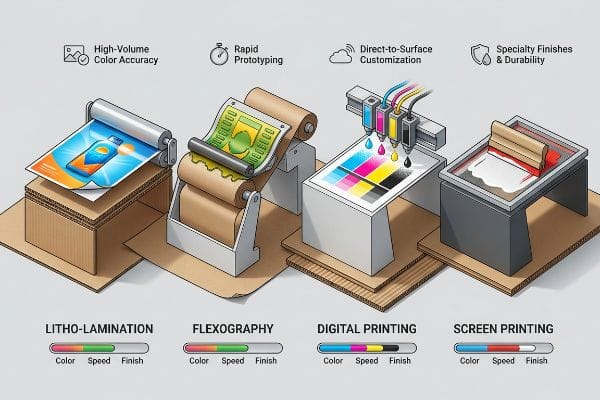
Entre los métodos de impresión disponibles para personalizar expositores de suelo se incluyen la laminación litográfica, la flexografía, la impresión digital y la serigrafía. Cada técnica ofrece ventajas distintas para lograr una alta precisión de color, la creación rápida de prototipos o la aplicación de acabados especiales. Seleccionar el proceso óptimo garantiza una visibilidad de marca vibrante y duradera en los exigentes entornos comerciales de Norteamérica.

Veamos cómo se comportan realmente estas aplicaciones cuando la imprenta se pone en marcha.
¿Cuáles son los diferentes métodos de impresión?
Comprender las particularidades de cada aplicación evita costosos errores de impresión. La maquinaria que elija determina directamente sus tolerancias estructurales.
Los distintos métodos de impresión para expositores de cartón ondulado consisten principalmente en litografía offset, impresión digital, flexografía y serigrafía. La impresión offset ofrece una calidad fotográfica superior para la producción en masa, la impresión digital destaca por su rapidez de muestreo, la flexografía maneja con eficiencia gráficos vectoriales sencillos y la serigrafía proporciona acabados selectivos UV (ultravioleta) táctiles.

La verdadera prueba de estos métodos no reside en su aspecto en pantalla, sino en su rendimiento durante el troquelado mecánico.
Cómo gestionar las tolerancias de la laminación litográfica
Las campañas de venta minorista estándar suelen recurrir a la litografía porque ofrece la calidad fotográfica más nítida en material corrugado1.La mayoría de los diseñadores simplemente imprimen sus archivos de arte planos utilizando la configuración de sangrado comercial estándar, asumiendo que la imprenta se encargará del resto a la perfección.
Sé que estás mirando esta estructura de cartón sintiéndote perdido, porque el 80% de mis clientes configuran sus sangrados a un estándar de 0,125 pulgadas (3,17 mm) la primera vez. El problema es que la laminación litográfica (pegar las láminas superiores a los gruesos cartones de flauta B)implica inherentemente un desplazamiento mecánico durante el montaje a alta velocidad².He visto a empleados de tiendas desempaquetando expositores donde los bordes del cartón marrón sin tratar se ven claramente, lo que los obliga a usar cinta adhesiva transparente para ocultar las esquinas expuestas. En mi empresa, aplicamos un margen de sangrado estricto de 0,5 pulgadas (12,7 mm) para garantizar que el gráfico impreso envuelva completamente cada borde expuesto, eliminando el retrabajo manual y protegiendo la imagen de tu marca en el punto de venta.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando márgenes de impresión de 3 mm | Reforzando líneas de sangrado de 12,7 mm3 | Evita el rebordeado sin tratar |
| Suponiendo un montaje perfecto | Adaptación al cambio mecánico4 | Garantiza esquinas perfectas |
| Permitir el recorte automático en la preimpresión | Ampliación manual del fondo artístico | Evita arreglos antiestéticos con cinta adhesiva |
Me niego a que un milímetro de desplazamiento arruine un gráfico de alta calidad. Ampliar el sangrado actúa como una red de seguridad diseñada para evitar el desplazamiento de la laminación, garantizando que su campaña luzca impecable.
🛠️ Escritorio de Harvey: ¿No estás seguro de si tu diseño está dentro del margen de sangrado? 👉 Envíame tu troquel plano ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cuántos métodos de impresión existen?
Evaluar tu cronograma es tan crucial como elegir tus colores. Algunas imprentas simplemente no pueden trabajar con la suficiente rapidez para los lanzamientos urgentes en tiendas.
Existen cuatro métodos principales de impresión para la fabricación de expositores para comercios: litografía offset, impresión digital, flexografía y serigrafía. Cada uno se adapta a escalas de producción y limitaciones de materiales específicas, y la tecnología digital se utiliza cada vez más para la creación rápida de prototipos y campañas de tiradas cortas que evitan casi por completo los costosos requisitos de utillaje tradicional.

Cuando la fabricación tradicional de planchas de impresión retrasa el lanzamiento de tu producto, las alternativas digitales mantienen la cadena de suministro en marcha.
Acelerar la comercialización con tablas digitales
Cuando las marcas lanzan promociones estacionales de corta duración, a menudo se preguntan qué imprenta cumplirá con sus ajustados plazos. Depender de los métodos tradicionales requiere la fabricación de planchas personalizadas⁵,lo que inherentemente añade días al proceso de preimpresión antes de que se imprima una sola hoja.
Incluso los diseñadores más experimentados suelen pasar por alto este punto ciego al planificar programas piloto. No siempre se necesitan tiradas masivas para una prueba en 50 tiendas. Yo utilizo habitualmente mesas de corte digital CNC (Control Numérico por Computadora) y plotters de inyección de tinta para la creación rápida de prototipos sin planchas de impresión. El fuerte zumbido de la succión al vacío de la mesa Kongsberg que sujeta la plancha es el sonido de la velocidad; nos permite generar una "Muestra Blanca de 24 Horas" o una tirada de color de bajo volumen de inmediato. Omitir el proceso de fabricación de planchas reduce drásticamente el tiempo de preparación, lo que permite a los compradores ofrecer un prototipo físico, completamente impreso, para presentar a los minoristas antes de comprometerse con los presupuestos de producción en masa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Esperando semanas por los platos | Utilización de plotters de inyección de tinta CNC | Reduce el tiempo de preimpresión en un 70% |
| Presentación con renders 3D | Proporcionar prototipos físicos | Acelera la aprobación del minorista |
| Pago de herramientas para 50 unidades | Ejecución de impresión digital de lotes cortos | Elimina los costos de placas hundidas |
Confío en los sistemas digitales para eliminar los cuellos de botella en la preimpresión cuando hay plazos de entrega urgentes. Prototipar rápidamente significa llegar a las reuniones con los compradores con una prueba física, no solo con una imagen digital.
🛠️ Harvey's Desk: ¿Necesitas un prototipo físico antes de tu próxima reunión con el comprador? 👉 Solicita una muestra digital ↗ — Descárgala de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta.
¿Cuál es el método de impresión en el que se talla la superficie de un material para poder imprimir una imagen a partir de ella?
La velocidad es ideal para el muestreo, pero las estructuras de gran tamaño requieren un impacto considerable. Aquí es donde entra en juego el tallado físico del relieve.
La flexografía es un método de impresión que consiste en grabar la superficie de un material. Utiliza planchas de fotopolímero flexibles que se enrollan alrededor de cilindros giratorios para transferir la tinta a sustratos porosos como el cartón ondulado. Este proceso de alta velocidad resulta muy rentable para tiradas de gran volumen con colores planos y tipografía sencilla.

Dado que esta técnica se basa en el contacto físico, el estado de las placas talladas lo determina todo.
La realidad de las planchas de relieve flexográficas
La flexografía funciona como un sello de goma gigante de alta velocidad, lo que la convierte en el estándar de la industria para la impresión directa sobre cajas de cartón corrugado. Dado que se basa en una superficie físicamente en relieve para transferir la tinta, la calidad de la materia prima determina la visibilidad final en el punto de venta.
Es una trampa común que atrapa incluso a equipos de compras experimentados: asumen que una tarifa única de utillaje compra placas de polímero permanentes e indestructibles para años de pedidos repetidos. Cuando se almacenan en almacenes sin control de temperatura, estas placas de relieve absorben la humedad ambiental y se deforman físicamente6.He escuchado el sonido pegajoso y desgarrador de las placas degradadas que se desprenden de forma irregular del cilindro de la prensa, dejando un logotipo borroso e ilegible en su caja maestra. Para evitar esto, exijo un protocolo de "Herramientas Nuevas", creando NUEVAS placas de impresión para cada lote para garantizar una precisión absoluta, asegurando que sus exhibidores a granel se escaneen perfectamente en el muelle de recepción.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reutilización de platos de dos años de antigüedad | Exigir herramientas nuevas | Garantiza escaneos de códigos de barras nítidos |
| Ignorar la humedad del almacén | Gestión del almacenamiento de polímeros | Evita que las impresiones de logotipos se vean borrosas |
| Persiguiendo tarifas de reorden bajas | Invertir en placas de alto relieve | Mantiene los colores de la marca intensos |
Jamás me arriesgo a realizar un pedido grande de planchas de polímero viejas. Fabricar herramientas nuevas para cada tirada garantiza que la primera impresión de su marca se mantenga impecable en cada caja.
🛠️ Oficina de Harvey: ¿Sus pedidos de reposición empiezan a verse un poco descoloridos o borrosos? 👉 Audite sus planchas de impresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo se llama un método de impresión en el que se utilizan superficies rugosas?
Una vez establecidos los elementos gráficos básicos, las marcas de alta gama suelen buscar formas de captar la atención del comprador mediante el uso de texturas.
La serigrafía es un método de impresión que utiliza superficies rugosas. Esta técnica fuerza la tinta a través de una plantilla de malla tejida, lo que la hace ideal para aplicar recubrimientos gruesos y especiales, como barniz UV selectivo de alta viscosidad, en áreas específicas de un expositor comercial, creando contrastes táctiles de alta calidad sobre laminados mate.

Sin embargo, la aplicación de líquidos densos a través de una malla requiere un control matemático preciso para evitar un acabado deficiente.
Control de la viscosidad y registro de la malla
La serigrafía no se suele utilizar para gráficos fotográficos a todo color7 en la fabricación moderna de cartón ondulado. En cambio, es el método principal para aplicar acabados especiales gruesos8, como detalles brillantes que hacen que los logotipos resalten sobre un fondo oscuro bajo la intensa iluminación de las tiendas.
Veo que muchos equipos de marketing solicitan acabados UV selectivos precisos en textos pequeños, asumiendo que el líquido espeso coincidirá perfectamente con la impresión offset subyacente. Pero la serigrafía utiliza barnices espesos de alta viscosidad que se empujan a través de una malla física 9. La realidad pegajosa y desordenada de este líquido denso hace que se extienda ligeramente al entrar en contacto con la plancha, lo que provoca una desviación en el registro que hace que el logotipo se vea borroso y desenfocado. Para solucionar esto, diseño estrictamente una tolerancia de superposición de 0,02 pulgadas (0,5 mm) 10 en los archivos de preimpresión, compensando matemáticamente la extensión del líquido y evitando costosos rechazos estéticos por parte de minoristas de cosméticos de alta gama .
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño de superposiciones UV exactas | Agregar márgenes de trampa de 0,5 mm11 | Elimina la desenfoque del logotipo |
| Ignorando la viscosidad del fluido | Ingeniería para la propagación de líquidos12 | Mantiene el texto completamente nítido |
| Aplicación de barniz selectivo a fuentes pequeñas | Restringir el brillo a bloques grandes13 | Previene el sangrado visual |
Abordo los recubrimientos selectivos como un desafío de ingeniería, no solo como una solicitud de diseño. Incorporar tolerancias de atrapamiento estrictas en las capas de la malla evita desalineaciones embarazosas.
🛠️ El escritorio de Harvey: ¿Te frustran los logotipos brillantes que se salen constantemente de las líneas de impresión? 👉 Haz que revisen tu protección UV ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, te lo prometo.
¿Cuál es el método de impresión más común?
Si bien los recubrimientos especiales añaden un toque distintivo, el trabajo más complejo para entornos minoristas de alta gama casi siempre se realiza mediante un proceso híbrido específico.
El método de impresión más común para expositores de alta gama en tiendas es la laminación litográfica. Este proceso consiste en imprimir gráficos de alta resolución sobre láminas delgadas mediante una imprenta offset, que luego se adhieren permanentemente a un soporte rígido de cartón corrugado. Este enfoque híbrido combina la viveza de la imagen con una gran resistencia estructural.

Los resultados visuales son impresionantes, pero la química implicada en la unión del papel al cartón es altamente volátil.
Control de la humedad durante la laminación litográfica
La laminación litográfica es la técnica indiscutible para los vendedores de artículos de alta gama en tiendas de clubes14 porque permite obtener diseños impresionantes con calidad de revista. Sin embargo, combinar una lámina delgada y bellamente impresa con un tablero estructural grueso y sin tratar implica reacciones químicas volátiles15.
Los clientes suelen asumir que al montar una lámina superior de alta calidad sobre un tablero rígido se obtiene un panel perfectamente plano directamente de la máquina. El peligro oculto reside en el adhesivo de PVA (acetato de polivinilo) a base de agua que se utiliza para unirlos. Literalmente puedo oler el pegamento de PVA húmedo mientras se seca en el aire de la fábrica; al secarse, se contrae violentamente, creando una enorme tensión superficial que provoca que todo el panel de exhibición se deforme hacia adentro como una patata frita. Diseño un estricto "Protocolo de Peso de Curado" en la planta, apilando los tableros húmedos bajo una presión de peso muerto exacta durante 24 horas, asegurando que las exhibiciones se ensamblen sin deformaciones importantes y queden completamente planas en el estante de la tienda.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Cortar inmediatamente después de pegar | Implementar una cura de peso de 24 horas16 | Detiene el crujido de las patatas del panel |
| Ignorar la contracción del PVA17 | Utilizando placas dúplex balanceadas18 | Mantiene las paredes laterales completamente rectas |
| Acelerar el cronograma de preimpresión | Permitir un secado adecuado del adhesivo | Evita que los estantes queden inclinados de forma irregular |
Me niego a que la contracción química comprometa un gráfico impecable. Exigir un proceso de curado con peso estabiliza las fibras, garantizando que sus paneles laterales de gran tamaño permanezcan perfectamente verticales.
🛠️ Harvey's Desk: ¿Tus grandes paneles de exhibición de piso se doblan o se inclinan hacia adelante constantemente? 👉 Revisa tu proceso de laminación ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes preguntas más adelante.
¿Cuántos tipos de tecnología de impresión existen?
Puedes elegir entre varias tecnologías, pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y el pigmento entra en contacto con el papel.
En el sector del embalaje existen diversos tipos de tecnología de impresión, como la offset, la digital, la flexografía y la serigrafía. Dominar estas tecnologías requiere una calibración rigurosa previa a la impresión, que garantiza que los archivos de diseño digital se traduzcan con precisión en una cobertura de tinta física uniforme en diferentes sustratos de cartón ondulado y entornos de fabricación variables.

Lograr que un color se vea bien en un monitor de oficina es fácil, pero esta es la cruda realidad cuando se envían 500 unidades a un minorista nacional...
Los peligros de la calibración subjetiva del color
En mi empresa, veo habitualmente que las marcas aprueban diseños basándose en cómo se ve un PDF en los monitores de sus oficinas. Dan por sentado que los colores RGB digitales se reproducirán sin problemas en diferentes imprentas comerciales19, ignorando las limitaciones físicas de la absorción de tinta en el papel crudo20.
Esto no es solo teoría: lo veo suceder en la planta de pruebas cuando un cliente se queja de que su característico azul se ve completamente diferente en el encabezado de cartón corrugado que en su caja plegable. El error radica en usar fotos de teléfonos inteligentes o pantallas sin calibrar para verificar las muestras de producción. Cuando mido la tinta seca con un espectrofotómetro bajo una iluminación estandarizada D50 estricta, la realidad matemática muestra un cambio de color Delta-E severo de 4.6 causado por el soporte de prueba poroso 32ECT (Edge Crush Test) que absorbe el pigmento21 de manera desigual. Al aplicar rigurosamente el método de calibración de color "G7 Master"22 y reemplazar las conjeturas ópticas con datos espectrofotométricos precisos, elimino estas discrepancias visuales, asegurando que la identidad de su marca permanezca 100% unificada en cada pasillo.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aprobación mediante teléfono inteligente | Utilizando luces estandarizadas D5023 | Garantiza una coincidencia exacta de la marca |
| Ignorando la porosidad del papel | Aplicación de los perfiles maestros G724 | Elimina los tonos apagados |
| Juzgar los colores ópticamente | Medición con espectrofotómetro25 | Evita que los minoristas rechacen las exhibiciones |
No dejo que la iluminación ambiental ni las opiniones subjetivas dicten la precisión del color. Utilizar la medición matemática del color garantiza que el valor de tu marca perdure al pasar de la pantalla al estante físico.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por un proveedor más económico que ignore la química volátil de la laminación litográfica, pero cuando ese adhesivo de PVA a base de agua provoca que un panel lateral de 60 pulgadas se deforme violentamente, la fricción resultante ralentiza la línea de montaje en un 30 % aproximadamente y genera rechazos inmediatos por parte de los minoristas. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias de preimpresión y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para detectar errores fatales antes de la producción.
"¿Qué proceso de impresión es el mejor para el embalaje de cartón ondulado?", https://www.assetliquidity.net/blog/what-printing-process-is-best-for-corrugated-packaging. [Un manual técnico de la industria de la impresión compararía la ganancia de punto y la resolución de la litografía offset con la flexografía y la impresión digital para verificar su reproducción fotográfica superior en sustratos de cartón ondulado]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: la afirmación de que la litografía proporciona la mayor fidelidad de imagen. Nota de alcance: limitado a aplicaciones de cartón ondulado. ↩
"Tamaño del mercado de envases laminados litográficos, tendencias y pronóstico, 2035", https://www.gminsights.com/industry-analysis/litho-laminated-packaging-market. [Los manuales técnicos sobre envases de cartón ondulado y procesos de laminación litográfica documentan los límites de precisión y el movimiento mecánico que se produce durante el montaje de las hojas impresas en los cartones ondulados]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual de la industria/Guía de ingeniería. Apoya: La necesidad de márgenes de sangrado mayores debido a los desplazamientos de montaje. Nota de alcance: Las tolerancias de desplazamiento pueden variar según la precisión de la máquina]. ↩
"Cómo leer troqueles? – POP de cartón y cartón corrugado personalizados…", https://popdisplay.me/how-to-read-dielines%EF%BC%9F/. [Las especificaciones técnicas de la industria para la preimpresión litográfica laminada suelen exigir sangrados mayores, como 0,5 pulgadas (12,7 mm), para compensar el desplazamiento del registro durante el montaje]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: ancho de sangrado necesario para litográfica laminada. Nota de alcance: las tolerancias pueden variar según el fabricante.] ↩
"Comprendiendo el embalaje laminado litográfico", https://pmpackaging.com/blog/understanding-litho-laminated-packaging. [Las guías técnicas sobre el montaje de cartón ondulado explican cómo se produce el desplazamiento mecánico durante el proceso de laminación, lo que requiere márgenes de diseño para evitar bordes sin cubrir]. Función de la evidencia: principio técnico; tipo de fuente: guía de ingeniería. Apoya: el requisito de márgenes de tolerancia en los archivos de arte. Nota de alcance: aplicable a maquinaria de montaje de alta velocidad.] ↩
"Flexografía – Wikipedia", https://en.wikipedia.org/wiki/Flexography. [Los estándares de la industria para la impresión offset y flexográfica describen la necesidad de crear planchas físicas para transferir la tinta al sustrato]. Función de la evidencia: Verificación técnica; tipo de fuente: Libro de texto de la industria gráfica. Apoya: El requisito de utillaje en los métodos tradicionales. Nota de alcance: Se refiere específicamente a los sistemas de prensa analógicos/tradicionales. ↩
"Almacenamiento y limpieza adecuados de planchas de fotopolímero líquido", https://andersonvreeland.com/cleaning-liquid-photopolymer-plates/. [Un manual técnico sobre planchas de impresión de fotopolímero detallaría cómo reaccionan los materiales higroscópicos a la humedad, lo que provoca inestabilidad dimensional. Función de la evidencia: verificación técnica; tipo de fuente: especificación técnica. Apoya: la sensibilidad ambiental de las planchas de relieve. Nota de alcance: específicamente en relación con los fotopolímeros flexibles.] ↩
"Impresión en cartón ondulado: donde la ingeniería se une a la marca – LinkedIn", https://www.linkedin.com/posts/namanpatel25_corrugated-packagingengineering-printing-activity-7386012826366005248-Z2mh. [Una fuente autorizada en impresión industrial verificaría que la flexografía o la impresión digital se prefieren a la serigrafía para imágenes fotográficas de alta resolución en materiales de cartón ondulado debido a las capacidades de semitonos]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria. Apoya: limitaciones de la serigrafía para fotos. Nota de alcance: específico para la fabricación moderna de cartón ondulado. ↩
"Impresión UV vs. Serigrafía: Guía para el método correcto", https://packagemanufacturer.com/uv-printing-vs-screen-printing/. [La literatura técnica sobre procesos de impresión confirma que la serigrafía proporciona un espesor de depósito de tinta significativamente mayor en comparación con la impresión offset o la flexografía, lo que la convierte en el estándar para recubrimientos táctiles especiales]. Función de la evidencia: validación técnica; tipo de fuente: libro de texto de impresión. Apoya: la eficacia de la serigrafía para acabados gruesos. Nota de alcance: se refiere a efectos táctiles especiales. ↩
"TU785 FDSS Relieve Barniz 5K | Productos/Soluciones – Artience", https://www.artiencegroup.com/en/products/screen/tu785-fdss-5k.html. [Un manual de impresión autorizado confirmaría que la serigrafía utiliza tintas y barnices de alta viscosidad que se fuerzan a través de una plantilla de malla tejida. Función de la evidencia: definición técnica; tipo de fuente: libro de texto de la industria. Apoya: la naturaleza mecánica de la serigrafía. Nota de alcance: se aplica a aplicaciones de UV selectivo y recubrimiento grueso.] ↩
"Guía de impresión UV selectiva: Recubrimientos y acabados para embalaje – Gentlever", https://gentlever.com/spot-uv-for-custom-packaging/. [Los estándares de la industria para el control de preimpresión en serigrafía verificarían la medida común utilizada para compensar la dispersión de la tinta y la deriva del registro. Función de evidencia: especificación técnica; tipo de fuente: manual de preimpresión. Soporte: el valor específico utilizado para la compensación matemática. Nota de alcance: las tolerancias pueden variar según la tensión de la malla y el tipo de tinta.] ↩
"Tamaño de la trampa offset (estándar de la industria) – PrintPlanet.com", https://printplanet.com/threads/offset-trap-size-industry-standard.3631/. [Un manual técnico de impresión verificaría si 0,5 mm es una dimensión estándar del margen de trampa para compensar los errores de registro]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: el uso de márgenes específicos para eliminar la deriva del logotipo. Nota de alcance: específico para la impresión de superposición UV. ↩
"Por qué el control de la viscosidad es importante en la impresión flexográfica – InkSpec", https://www.inkspec.com/viscometers-in-printing-applications/. [La literatura sobre reología de la tinta explica cómo el ajuste de la viscosidad evita la dispersión incontrolada para mantener la nitidez de los bordes del texto]. Función de la evidencia: principio científico; tipo de fuente: libro de texto técnico. Apoya: relación entre la ingeniería de la viscosidad y la claridad del texto. Nota de alcance: se aplica a métodos de impresión basados en fluidos. ↩
"Los límites del barniz UV selectivo – PrintPlanet.com", https://printplanet.com/threads/the-limits-of-spot-uv.284838/. [Las especificaciones de impresión para recubrimientos UV selectivos detallan la superficie mínima requerida para evitar que el recubrimiento se extienda a las áreas adyacentes]. Función de la evidencia: restricción técnica; tipo de fuente: guía del impresor. Apoya: la prevención de la difusión visual evitando el brillo de fuentes pequeñas. Nota de alcance: específico para aplicaciones de barniz/brillo selectivo. ↩
"Entendiendo el embalaje laminado litográfico", https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Un análisis de la industria o una guía de embalaje minorista verificaría que la laminación litográfica es el método principal utilizado para exhibidores de tiendas de clubes premium]. Función de la evidencia: prevalencia en el mercado; tipo de fuente: informe de la industria. Apoya: predominio de la laminación litográfica en sectores minoristas específicos. Nota de alcance: limitado a entornos de tiendas de clubes de alta gama. ↩
"Guía 101 sobre laminación litográfica para impresión de envases", https://gleepackaging.com/litho-lamination-for-packaging-printing/. [La documentación técnica de ciencia de materiales explicaría las interacciones químicas específicas entre las tintas de impresión, los adhesivos y el sustrato de cartón corrugado en bruto]. Función de la evidencia: mecanismo técnico; tipo de fuente: artículo de ciencia de materiales. Apoya: la complejidad química del proceso de unión. Nota de alcance: se centra en la volatilidad adhesivo-sustrato. ↩
"Deformación excesiva de piezas durante el curado – Form 3L – Foro de Formlabs", https://forum.formlabs.com/t/excessive-part-warpage-during-curing/35670. [Las guías técnicas de fabricación para la laminación litográfica especifican el tiempo mínimo de curado y la aplicación de pesos para evitar la deformación del panel]. Función de la evidencia: especificación técnica; tipo de fuente: manual de fabricación industrial. Apoya: la afirmación de que un curado de 24 horas evita el efecto de astillado. Nota de alcance: Aplicable a la laminación con adhesivo a base de agua. ↩
"Contracción del PVA con el paso de los años | Foro de carpintería de LumberJocks", https://www.lumberjocks.com/threads/pva-shrinkage-over-years.55132/. [Los datos químicos sobre adhesivos de acetato de polivinilo (PVA) confirman que se produce contracción durante el proceso de secado, lo que puede provocar la deformación del sustrato]. Función de la evidencia: principio científico; tipo de fuente: guía de propiedades químicas. Apoya: la relación entre la contracción del PVA y la deformación estructural. Nota de alcance: Propiedad general de los adhesivos de PVA. ↩
"Cartón dúplex vs. cartón para cajas plegables: comparación en profundidad", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html. [Las especificaciones de los materiales para los cartones dúplex explican cómo la construcción equilibrada contrarresta la tensión de tracción causada por la contracción del adhesivo]. Función de la evidencia: verificación de las propiedades del material; tipo de fuente: ficha técnica. Apoya: el uso de cartones equilibrados para mantener las paredes laterales rectas. Nota de alcance: se centra en la simetría del sustrato. ↩
"CMYK vs RGB: Guía del comprador de impresión comercial sobre sistemas de color", https://www.conquestgraphics.com/blog/conquest-graphics/2019/05/14/cmyk-vs-rgb-the-commercial-print-buyers-guide-to-color-systems?srsltid=AfmBOool9k_ndzXA7YRYSkToA47MMzLxafuSvpdzI5xlf0WY5d7mYP96. [Los manuales técnicos sobre gestión del color explican las diferencias de gama cromática entre los procesos de tinta aditivos RGB y sustractivos, demostrando que la traducción requiere calibración]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia del color. Apoya: La discrepancia entre la visualización del monitor y la salida de impresión. Nota de alcance: Principios generales de impresión. ↩
"Efecto de las condiciones de fabricación del papel en la absorción de tinta y la sobreimpresión…", https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/. [Fuentes autorizadas sobre sustratos de impresión describen cómo la porosidad del papel y las tasas de absorción de tinta afectan la saturación y la consistencia del color]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: El impacto de la materialidad del sustrato en el resultado final. Nota de alcance: Específico para sustratos sin recubrimiento o porosos. ↩
"¿Cómo se mide el color? Cálculo del Delta E | ALPOLIC®", https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/. [La literatura de ingeniería de empaques explica cómo la porosidad de los soportes de prueba, categorizada por clasificaciones ECT, influye en la penetración de la tinta y causa cambios colorimétricos medibles. Función de la evidencia: especificación técnica; tipo de fuente: manual de ciencia del empaque. Apoya: impacto de la porosidad del sustrato en la consistencia del color. Nota de alcance: centrado en materiales corrugados.] ↩
"Impresión calibrada G7+: ¿Qué es y en qué se diferencia de G7?", https://www.inxinternational.com/blog/color-management/g7-calibrated-printing. [Un estándar autorizado de la industria de Idealliance define la certificación maestra G7 y la metodología basada en escala de grises utilizada para garantizar la consistencia visual del color en diversos sustratos. Función de evidencia: estándar técnico; tipo de fuente: organismo de certificación de la industria. Apoya: la eficacia de G7 para eliminar discrepancias visuales. Nota de alcance: específico de los estándares de Idealliance. ]
"Caos de color en la cabina de luz: Por qué D50 es su embalaje…", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Un estándar autorizado de la industria definiría D50 como el iluminante estándar para artes gráficas y pruebas para garantizar la consistencia del color]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: Uso de D50 para la coincidencia de marca. Nota de alcance: Se aplica específicamente a entornos de inspección visual del color. ↩
«Comprensión de la certificación y cualificaciones G7® – Fujifilm», https://print-us.fujifilm.com/news-updates/understanding-g7/. [Documentación técnica sobre la metodología G7 que explica cómo la calibración basada en escala de grises garantiza una apariencia visual uniforme en diferentes tipos de papel y porosidad]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de certificación de la industria. Apoya: Uso de perfiles G7 para eliminar tonos deslavados. Nota de alcance: Se centra en la consistencia visual en diversos sustratos de impresión. ↩
"Cómo elegir el instrumento adecuado para una evaluación precisa del color | X-Rite", https://www.xrite.com/blog/choosing-the-right-color-measurement-instrument. [La literatura científica sobre colorimetría explica cómo los espectrofotómetros miden la reflectancia espectral para proporcionar un valor numérico objetivo del color, eliminando el sesgo subjetivo humano]. Función de la evidencia: metodología técnica; tipo de fuente: manual de instrumento científico. Apoya: Uso de espectrofotómetros para evitar rechazos de pantalla. Nota de alcance: Requiere hardware calibrado para mayor precisión. ↩



