Si buscas acabados metálicos de alta calidad para captar la atención de los clientes, los métodos tradicionales suelen disparar tu presupuesto de construcción. Si tus cajas registradoras se están derrumbando, las mejoras estéticas te están dejando en la ruina.
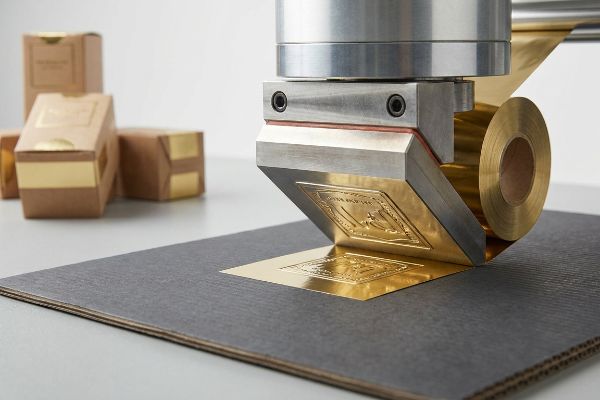
El estampado en caliente es un proceso de impresión especializado que utiliza calor, presión y troqueles metálicos para adherir de forma permanente una fina película metálica a un sustrato. Mejora la estética del embalaje para la venta al por menor, pero requiere tolerancias mecánicas precisas para evitar daños estructurales en el cartón corrugado subyacente.

Esa superficie brillante luce fenomenal en una prueba digital, pero su producción en masa presenta duras realidades físicas en la planta de producción. Analicemos los aspectos mecánicos que se esconden tras los acabados metálicos.
¿Qué tipo de impresora se necesita para el estampado en caliente?
Elegir el hardware adecuado es clave para que la mayoría de las campañas de venta minorista escalen de manera eficiente o se estanquen con un coste elevado.
La impresora necesaria para el estampado en caliente suele ser una prensa de platina de alta resistencia o una máquina de estampado rotativa, no una impresora de inyección de tinta comercial estándar. Estas máquinas industriales especializadas utilizan troqueles metálicos calentados para presionar mecánicamente las películas metálicas sobre el cartón, aunque las instalaciones modernas utilizan cada vez más sistemas de estampado en frío en líneas de litografía offset.

Comprender la maquinaria es solo la mitad del trabajo; el verdadero desafío consiste en integrar ese equipo en un flujo de trabajo de cartón ondulado de alta velocidad sin arruinar los cálculos logísticos.
El peaje mecánico de "materiales mixtos"
Cuando reviso los troqueles de los clientes, veo constantemente que los equipos de compras exigen el estampado en caliente tradicional en expositores de cartón ondulado de gran volumen para puntos de venta. Dan por sentado que una impresora digital u offset estándar puede simplemente "añadir lámina" como capa cosmética final. En realidad, el estampado en caliente tradicional requiere prensas de platina enormes¹que generan calor intenso y presión de aplastamiento, lo que entra en conflicto fundamentalmente con la estructura de flauta hueca del embalaje de cartónondulado².
En mis instalaciones, veo con frecuencia esta trampa sistémica cuando los compradores intentan forzar el estampado en caliente sobre cartones de flauta B 32ECT (Edge Crush Test). Durante nuestras pruebas iniciales de preproducción en planta, el calor y los 38,7 kg (85,5 lb) de presión localizada del troquel metálico aplastaron físicamente las flautas internas, reduciendo el rendimiento general de la prueba BCT (Box Compression Test) en un 18 % estimado³ . Para solucionar esto, eliminé por completo la maquinaria de prensado en caliente y opté por un protocolo químico de "material mixto". Sustituí la película metálica térmica por tintas metálicas de soja de alta densidad⁴ aplicadas directamente mediante nuestra imprenta offset de 6 colores, igualando así la disrupción visual de la lámina fría. Al eliminar el riesgo de aplastamiento de la pesada máquina de estampado, aseguré que la integridad estructural se mantuviera perfecta, lo que permitió a los clientes apilar sus contenedores 40HQ en doble capa y reducir significativamente su huella de envío total.
| Métrica/Característica | Estampado en caliente genérico | Lámina/tinta de ingeniería de acabado en frío |
|---|---|---|
| Hardware necesario | Prensa de platina pesada | Prensa offset de 6 colores |
| Compresión de flauta | Pérdida por aplastamiento estructural del 18%5 | 0% de degradación de BCT6 |
| Impacto logístico | Altura de apilamiento reducida | Supervivencia de 40HQ apilados doblemente7 |
Me niego a que la maquinaria cosmética comprometa la integridad física de sus palés. La mejora de sus procesos de impresión elimina el aplastamiento mecánico y protege la rentabilidad de su logística de transporte.
🛠️ Harvey's Desk: ¿Están sus pesadas bandejas de caja reduciendo significativamente su retorno de inversión en envíos incluso antes de que lleguen a la tienda? 👉 Obtenga una auditoría gratuita de densidad de carga ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuáles son las desventajas del estampado en caliente?
El brillo metálico conlleva un elevado coste operativo que a menudo obliga a las marcas a hacer concesiones peligrosas entre bastidores.
Entre las desventajas del estampado en caliente se incluyen la lentitud en la producción, el elevado coste de los troqueles metálicos personalizados y la fuerte tensión mecánica que sufre el cartón. Además, el calor y la presión extremos necesarios pueden aplastar las ondulaciones del cartón corrugado, mientras que los altos costes estéticos suelen llevar a las marcas a reducir peligrosamente la calidad de su material estructural principal.
Esos inconvenientes estéticos son frustrantes, pero las concesiones financieras ocultas que hacen las marcas para poder costear el estampado en caliente son las que realmente arruinan los lanzamientos en tiendas.
La trampa de la "degradación cosmética de la ECT"
Al analizar arquitecturas de pantallas defectuosas, con frecuencia descubro los efectos negativos de incorporar costosas laminaciones en caliente a un presupuesto de marketing ajustado. Los equipos de compras consideran estos acabados estéticos de alta gama como requisitos innegociables. Para compensar los elevados costos de producción de las películas metálicas y los troqueles metálicos⁸,eliminan discretamente la ingeniería fundamental de la estructura base⁹,con la esperanza de que el minorista no se dé cuenta.
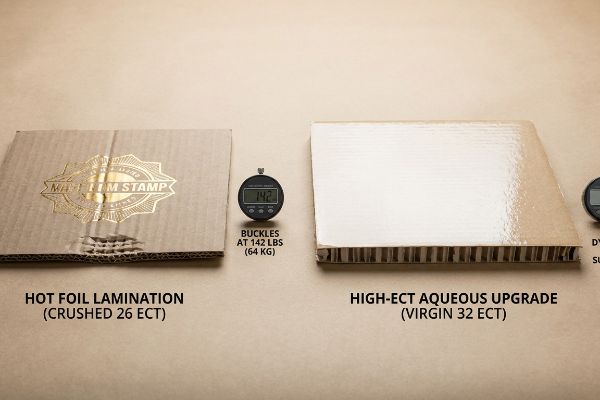
En mi planta, veo con frecuencia cómo los compradores reducen en secreto la calidad de su cartón corrugado base, pasando de un robusto virgen de 32 ECT a uno endeble de 26 ECT10, para ahorrar unos céntimos por unidad y financiar el laminado. Cuando sometimos este cartón de baja calidad a nuestras prensas de compresión hidráulica durante las pruebas de preproducción, la realidad fue evidente: el núcleo adelgazado sufrió un pandeo catastrófico con tan solo 64,5 kg (142,3 lb11 ) de presión de carga superior. Mis veinte años de experiencia me enseñaron que no se puede engañar a la física para pagar por la estética. Intervine de inmediato, eliminé por completo el costoso laminado en caliente y restauré el material a un estándar virgen de 32 ECT. Logré el mismo brillo premium sustituyendo el material por un recubrimiento acuoso de alto brillo y sólidos. Al imponer esta mejora del material, evité un colapso total de la categoría inferior, ahorrando al cliente enormes penalizaciones por rechazo de los minoristas y manteniendo su carga útil segura durante toda la campaña de 8 semanas.
| Métrica/Característica | Papel de aluminio con presupuesto ajustado | Actualización acuosa de alto ECT |
|---|---|---|
| Grado de tablero | 26 ECT defectuoso | Virgen 32 ECT |
| Palé de carga superior | Se abrocha con un peso de 64 kg (142 libras) | Supervivencia de carga dinámica completa |
| Enfoque financiero | Hinchazón cosmética | Supervivencia de la carga sin daños |
Jamás permitiré que una brillante estrategia de marketing prevalezca sobre la física fundamental de un expositor de venta al por menor.
🛠️ Harvey's Desk: ¿Corre el riesgo de que su expositor de mostrador se vuelque o se aplaste debido a la fricción en el entorno comercial? 👉 Solicite su auditoría gratuita de troquelado estructural ↗ — 100 % confidencial. Sus diseños de venta al por menor aún no lanzados están a salvo conmigo.
¿Es caro el estampado en lámina metálica?
Agregar detalles metálicos no es solo un simple gasto; implica importantes desembolsos de capital ocultos.
Sí. El estampado en caliente es costoso porque requiere troqueles metálicos mecanizados a medida, un alto consumo de energía y configuraciones de prensa especializadas. Cada diseño único exige una plancha de magnesio o latón grabada especialmente, lo que aumenta drásticamente los costos iniciales de utillaje en comparación con los métodos de impresión digital u offset estándar.

Pero la factura inicial por esos troqueles de latón es solo la punta del iceberg; la degradación a largo plazo de esas herramientas es lo que realmente destroza el presupuesto.
El costo hundido de "degradación de herramientas"
Cuando evalúo lanzamientos de marcas a largo plazo, veo constantemente que los equipos de compras calculan mal los costos reales del ciclo de vida del estampado en caliente. Suponen que una tarifa única por herramientas estructurales compra un troquel de metal permanente e indestructible que se puede reutilizar sin problemas durante años de reposiciones de exhibidores. Ignoran por completo el entorno físico del almacenamiento estándar de fábrica, donde las condiciones ambientales deforman y degradan activamente las herramientas de precisión12.
Esto no es solo teoría; lo aprendí por las malas el mes pasado al procesar un pedido de reposición del tercer trimestre para una importante marca de cosméticos. En 2022, le pedí a mi ingeniero jefe de empaques, Mark, que sacara un costoso troquel de lámina de latón grabado a medida de nuestros estantes de almacenamiento a largo plazo para producir un segundo lote de encabezados premium. El equipo de compras había exigido específicamente que reutilizáramos las herramientas antiguas para ahorrar costos. Cuando Mark montó el troquel envejecido en la prensa de platina, la retroalimentación sensorial fue instantáneamente errónea: un fuerte raspado metálico resonó en el suelo. La base de montaje de madera porosa había absorbido la humedad ambiental13 durante 14 meses, hinchándose solo 0.08 pulgadas (2.0 mm) y causando que las cuchillas de latón se desalinearan. Rasgó violentamente la hoja superior del delineador de prueba 32ECT14.Inmediatamente detuve la máquina, deseché todo el lote de prueba e impuse mi protocolo de "Herramientas Nuevas". Abandonamos por completo el troquel deteriorado, utilizamos nuestra mesa CNC (Control Numérico por Computadora) para grabar con láser un troquel de acero nuevo y cambiamos a una aplicación de laminado en frío que no dependía de bloques de madera envejecidos. Invierto tiempo y dinero en mi laboratorio de pruebas para que usted no pierda ganancias en el punto de venta. Esta calibración precisa de la máquina no solo detuvo el desgarro, sino que redujo nuestro tiempo de montaje automatizado en un 18 %, manteniendo intacto el ambicioso cronograma de lanzamiento del cliente para el cuarto trimestre y eliminando el riesgo de lanzamientos escalonados en las tiendas.
| Métrica/Característica | Troquel de estampado en caliente reutilizado | Protocolo de herramientas nuevas |
|---|---|---|
| Almacenamiento de troqueles | Absorbe la humedad ambiental15 | Nuevos cortes en cada lote |
| Deriva de tolerancia | Se hincha 0,08 pulgadas (2 mm)16 | Precisión milimétrica |
| Implementación en el sector minorista | Alto riesgo de desgarro | Montaje un 18 % más rápido17 |
Aprendí hace mucho tiempo que intentar reciclar herramientas dañadas y empapadas de humedad es la forma más rápida de arruinar una producción de cartón ondulado de alto margen.
🛠️ Oficina de Harvey: ¿El envejecimiento de las líneas de troquelado y el deterioro de las herramientas estructurales están provocando microfracturas en sus producciones de empaque de temporada? 👉 Solicite una revisión gratuita de tolerancias de herramientas ↗ — Sin intermediarios. Hablará directamente con ingenieros estructurales.
¿En qué consiste el proceso de estampado en lámina?
Desmitificar el entorno de la fábrica es fundamental para diseñar embalajes que realmente resistan el transporte.
El proceso de estampado en lámina consiste en montar un troquel metálico grabado a medida sobre una prensa de platina calefactada. Un rollo de lámina metálica se introduce entre el troquel caliente y el cartón. Al cerrarse la prensa, el calor y la presión activan el adhesivo de la lámina, fijando permanentemente el diseño metálico.

Conocer el funcionamiento mecánico de la prensa es el primer paso fundamental antes de poder adaptar estos acabados de lujo para la comercialización en cartón ondulado de alta durabilidad.
Mecánica de ingeniería del calor y la presión
En esencia, el proceso de laminado consiste en un control preciso de la transferencia de energía térmica y cinética. La máquina utiliza una matriz macho, generalmente mecanizada en latón o grabada en magnesio, que se calienta a temperaturas específicas que oscilan entre 121 °C y 149 °C. Cuando esta placa caliente impacta contra el sustrato, vaporiza instantáneamente la capa protectora del rollo de laminado, transfiriendo la capa ultrafina de pigmento metálico directamente a las fibras del papel y activando simultáneamente un adhesivo termosensible.
Para los ingenieros estructurales, comprender este impacto cinético es fundamental al diseñar la arquitectura subyacente del cartón. Cuando el troquel metálico se desplaza hacia abajo, se comporta de manera similar a una herramienta de grabado en relieve, comprimiendo físicamente el cartón exterior. En un sustrato sólido como cajas plegables o cartón rígido SBS (sulfato blanqueado sólido)18, esta presión se absorbe fácilmente. Sin embargo, al adaptar este proceso a los expositores de cartón ondulado, debemos calcular matemáticamente la resistencia exacta de las ondulaciones internas. El objetivo es calibrar la prensa de platina para que el calor transfiera limpiamente el polímero metálico sin aplastar permanentemente el interior de la ondulación C o B19.Al equilibrar el tiempo de contacto (el milisegundo exacto que el troquel permanece en contacto con el papel) y la presión de impacto, logramos una experiencia táctil de alto contraste que destaca magníficamente bajo la iluminación intensa de la tienda, al tiempo que preservamos la estricta integridad geométrica de la base del expositor.
| Métrica/Característica | Estampado de lámina estándar | Adaptación de cartón corrugado |
|---|---|---|
| Transferencia de energía | Térmico y cinético | Tiempo de permanencia calibrado |
| Temperatura del troquel | De 250 °F a 300 °F20 | Monitoreado con precisión |
| Mecánica del sustrato | Absorbido por SBS sólido21 | Control de compresión de flauta22 |
Abordo la técnica del estampado con láminas no solo como un detalle estético secundario, sino como un evento cinético preciso que debe estar perfectamente calibrado a los límites mecánicos del sustrato.
🛠️ Harvey's Desk: ¿Su proveedor actual de empaques comprende cómo las prensas cosméticas pesadas afectan la resistencia a la compresión a largo plazo? 👉 Obtenga una auditoría gratuita de ciencia de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Aplicar maquinaria pesada para el envasado de cosméticos sobre estructuras de cartón corrugado estándar sin recalcular los límites de presión física es una forma segura de aplastar las ondulaciones internas y eliminar por completo sus márgenes de envío. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm en un importante lanzamiento nacional antes de la producción. Si está cansado de ver cómo las bandejas con exceso de peso se derrumban bajo la fricción real del comercio minorista, permítame personalmente realizar un análisis gratuito de alineación y compresión para garantizar la máxima seguridad de su próxima campaña.
"Prensas de estampado en caliente", https://hotstampsupply.com/hot-stamping-presses/. [Una fuente autorizada sobre impresión industrial verificaría que el estampado tradicional con lámina caliente requiere prensas de platina de alta resistencia para generar el calor y la presión necesarios]. Función de la evidencia: especificación técnica; tipo de fuente: manual de impresión industrial. Apoya: requisitos de equipo para estampado con lámina caliente. Nota de alcance: se aplica a los métodos tradicionales de estampado térmico con lámina. ↩
"Cuando el relieve se encuentra con el estampado en caliente", https://www.deprintedbox.com/blog/when-embossing-comes-across-foil-stamping/. [Los datos de ciencia de materiales sobre cartón corrugado explicarían cómo el calor extremo y la presión de aplastamiento del estampado pueden provocar el colapso de las ondulaciones, comprometiendo la integridad estructural]. Función de la evidencia: prueba de limitación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoyos: incompatibilidad de materiales entre el estampado en caliente y el cartón corrugado. Nota de alcance: específico para medios de cartón corrugado acanalado. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las normas técnicas de ingeniería de embalaje cuantificarían la reducción en la capacidad de carga de la prueba de compresión de cajas (BCT) causada por el calor y la presión localizados del estampado en caliente sobre las ondulaciones del cartón corrugado]. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de ingeniería de embalaje. Apoya: la afirmación de que el estampado en caliente degrada la integridad estructural. Nota de alcance: el porcentaje exacto puede variar según el grado del cartón y la presión del troquel. ↩
"Impresión con lámina en frío: Impresionantes acabados metálicos y respetuosos con el medio ambiente", https://www.epackprinting.com/support/cold-foil-printing/. [Las especificaciones de tintas industriales compararían la opacidad y la reflectividad de las tintas metálicas de soja de alta densidad con los efectos visuales logrados mediante aplicaciones de lámina en frío]. Función de la evidencia: comparación técnica; tipo de fuente: ficha técnica del material de impresión. Apoya: la afirmación de que las tintas metálicas a base de soja constituyen una alternativa visual viable a la lámina. Nota de alcance: la similitud visual está sujeta a la densidad de la tinta y la absorción del sustrato. ↩
"Hot Lail Platen The Swiss Army Knife of Hot Lail Machines – YouTube", https://www.youtube.com/watch?v=976–tGcv-E. [Un informe técnico de ingeniería de embalaje verificaría el porcentaje promedio de compresión de la flauta resultante de la presión extrema utilizada en el estampado en caliente con platina pesada]. Función de la evidencia: validación cuantitativa; tipo de fuente: informe de ingeniería. Apoyos: pérdida estructural del estampado en caliente. Nota de alcance: Aplicable a la flauta corrugada estándar. ↩
"[PDF] Efectos del contenido de humedad en la resistencia a la compresión de la caja: FBA BCT…", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Un documento técnico de la industria que compara la lámina fría con la lámina caliente confirmaría que los procesos de impresión offset evitan la compresión vertical que degrada los valores de la prueba de compresión de la caja (BCT)]. Función de la evidencia: validación cuantitativa; tipo de fuente: documento técnico de la industria. Apoyos: integridad estructural de la lámina fría. Nota de alcance: Centrado en las métricas de BCT. ↩
"Cajas de cartón aislantes para embalaje de cadena de frío", https://www.gentlepk.com/insulated-cardboard-boxes-for-frozen-food/. [Los datos de logística y cadena de suministro demostrarían que mantener la integridad de la flauta permite el apilamiento doble en contenedores de 40 pies de altura cúbica (40HQ) sin colapso estructural]. Función de la evidencia: validación operativa; tipo de fuente: datos logísticos. Apoya: eficiencia de envío de láminas de aluminio para frío. Nota de alcance: Específico para las dimensiones del contenedor 40HQ. ↩
"Estampado en lámina: tradicional vs. digital – Sure Print & Design", https://sureprintanddesign.ca/article/foil-stamping-traditional-vs-digital/?srsltid=AfmBOopXO_YRZQ6SVYQGFnKH3VZlVtlJrw-bG5KgbCbyRTwIFYmctWwq. [Los datos de la industria sobre la fabricación de envases cuantificarían la elevada inversión de capital necesaria para los troqueles metálicos personalizados y el coste superior de los sustratos de lámina en comparación con la tinta]. Función de la evidencia: respaldo fáctico; tipo de fuente: análisis de costes de la industria. Apoya: El alto coste operativo del estampado en caliente. Nota de alcance: Los costes varían según el tamaño de la tirada y la complejidad del diseño. ↩
"Diseño de envases como herramienta de marca en la industria cosmética – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9123395/. [Las guías técnicas sobre envases de cartón ondulado detallan cómo la reasignación del presupuesto hacia acabados de alta gama suele llevar a la selección de materiales con menor resistencia a la compresión de bordes (ECT)]. Función de la evidencia: validación técnica; tipo de fuente: documento técnico de ingeniería. Apoya: La práctica de la degradación estructural para cosméticos. Nota de alcance: Se aplica específicamente a las arquitecturas de exhibición de cartón ondulado. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopiBaXcBpRy8hFHvmX7EZSQJp8KSbBLNqCHjnTSJwyEOS7emGUY. [Los estándares de la industria del embalaje cuantifican la diferencia específica en la resistencia a la carga y al aplastamiento de los bordes entre el cartón de 32 ECT y el de 26 ECT]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: el impacto estructural de la degradación del grado del cartón. Nota de alcance: los resultados varían según el perfil de la ondulación. ↩
"Métodos de ensayo y efectos del pandeo entre flautas – BioResources", https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. [Los datos de ingeniería sobre materiales corrugados proporcionan los umbrales de carga crítica de pandeo para tableros de bajo ECT bajo tensión de compresión]. Función de la evidencia: punto de referencia cuantitativo; tipo de fuente: datos de ingeniería. Apoya: la presión de falla específica mencionada. Nota de alcance: la capacidad de carga varía según las dimensiones del tablero. ↩
"Protección de sus troqueles de estampado de metal – Dexco Racks", https://www.dexcoracks.com/news/a-guide-for-manufacturing-professionals-protecting-your-metal-stamping-dies/. [Las guías técnicas industriales sobre el mantenimiento de herramientas explican cómo la humedad, las fluctuaciones de temperatura y la oxidación provocan inestabilidad dimensional y corrosión en los troqueles de magnesio o latón]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería industrial. Apoya: la afirmación de que las herramientas no son permanentes y se degradan durante el almacenamiento. Nota de alcance: se aplica específicamente a entornos sin control climático. ↩
"Guía práctica para principiantes sobre la máquina de estampado en caliente para aficionados al bricolaje", https://www.youtube.com/watch?v=g1qrRht6MtU. [La documentación científica sobre la higroscopia de la madera confirma que los sustratos de madera porosa se expanden y contraen en respuesta a los niveles de humedad, lo que puede comprometer la precisión de las herramientas industriales]. Función de la evidencia: Validación técnica; tipo de fuente: Libro de texto de ciencia de los materiales. Apoya: La causa física de la desalineación de las herramientas. Nota de alcance: Se refiere a materiales de montaje orgánicos no sellados. ↩
"[PDF] Especificaciones de cartón ondulado – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Los estándares de la industria para el embalaje de cartón ondulado definen la prueba de aplastamiento de bordes (ECT) como una medida de la resistencia al apilamiento, donde 32ECT indica un grado específico de capacidad de carga]. Función de evidencia: Especificación técnica; tipo de fuente: Estándar de la industria del embalaje. Apoya: Las propiedades del material del sustrato utilizado. Nota de alcance: Métrica estandarizada en la industria del cartón ondulado. ↩
"Introducción al estampado rotativo en caliente – Troqueles DMS", http://www.dmsdies.com/HSarticleDMS.html. [Documentación de ciencia de materiales que explica cómo ciertas composiciones de troqueles de lámina reaccionan a la humedad en entornos de almacenamiento]. Función de evidencia: afirmación fáctica; tipo de fuente: artículo de ciencia de materiales. Apoya: La causa de la degradación física en troqueles reutilizados. Nota de alcance: Se aplica a condiciones estándar de almacenamiento de troqueles. ↩
"Troqueles para estampado en lámina – Metal Magic", https://www.metalmagic.com/foil-stamping-dies. [Un manual técnico sobre materiales para la fabricación de troqueles especifica la medición exacta de la expansión causada por la humedad ambiental en troqueles de lámina almacenados]. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoya: La cuantificación de la deriva de tolerancia en herramientas reutilizadas. Nota de alcance: Específico para la absorción de humedad ambiental. ↩
"Máquina de estampado en caliente y con láminas - YouTube", https://www.youtube.com/watch?v=Plfg9UfIToM. [Un estudio de eficiencia de producción compara los tiempos de preparación para herramientas nuevas frente a herramientas degradadas para cuantificar los aumentos de rendimiento]. Función de la evidencia: métrica; tipo de fuente: estudio de la industria. Apoya: La ventaja de velocidad operativa de los protocolos de herramientas nuevas. Nota de alcance: Medido durante las fases de lanzamiento minorista. ↩
"Cartón sólido blanqueado – Wikipedia", https://en.wikipedia.org/wiki/Solid_bleached_board. [Las especificaciones del material para el cartón sólido blanqueado con sulfato (SBS) confirmarían su alta densidad y resistencia a la compresión bajo presión de estampado]. Función de la evidencia: propiedad del material; tipo de fuente: ficha técnica. Apoya: La afirmación de que el cartón SBS absorbe la presión más fácilmente que los materiales corrugados. Nota de alcance: Limitado a sustratos de cartón sólido. ↩
"Guía para comprender las ondulaciones en cajas de cartón corrugado – Gentlever", https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/. [Una guía de ingeniería autorizada sobre materiales corrugados especificaría la resistencia a la compresión de las ondulaciones B y C y cómo la presión excesiva del estampado de láminas conduce a fallas estructurales]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: El riesgo de aplastamiento de las ondulaciones internas durante el estampado. Nota de alcance: Específico para sustratos corrugados. ↩
"Guía de estampado en lámina: Explicación de sellos, troqueles, láminas y tipos de papel", https://thepremierpackaging.com/foil-stamping-guide/?srsltid=AfmBOorfSUm0fA3SspESQdDBfR7QkHnk5poJoeBAg03SLpdf3c7AWug-. [Un manual técnico o guía de ingeniería de la industria para el estampado en lámina especifica los rangos de temperatura de funcionamiento estándar para los troqueles según la composición química de la lámina]. Función de la evidencia: especificación técnica; tipo de fuente: manual técnico. Apoya: Temperatura estándar del troquel para el estampado en lámina. Nota de alcance: Las temperaturas pueden variar según el adhesivo de lámina específico utilizado. ↩
"Sulfato blanqueado sólido (SBS) vs. cartón para cajas plegables (FBB, TMP)", https://supremex.com/battle-of-the-virgin-board-solid-bleached-sulphate-sbs-vs-folding-box-board-fbb-tmp/. [La documentación científica sobre el sulfato blanqueado sólido (SBS) explica su densidad y capacidad estructural para soportar la presión durante el estampado en caliente]. Función de la evidencia: propiedad del material; tipo de fuente: ficha técnica. Apoya: Mecánica del sustrato en el estampado de láminas estándar. Nota de alcance: La comparación se realiza específicamente con sustratos acanalados. ↩
"Cartón ondulado y microflauta… – Shanghai DE Printed Box", https://www.deprintedbox.com/corrugated-board-for-corrugated-box.php. [Las normas de ingeniería de embalaje describen la necesidad de controlar la compresión de la flauta para evitar que el cartón ondulado se aplaste durante los procesos de prensado en caliente]. Función de la evidencia: requisito de ingeniería; tipo de fuente: norma industrial. Soportes: Mecánica del estampado de láminas en materiales ondulados. Nota de alcance: La aplicación varía según el tamaño de la flauta (por ejemplo, flauta E frente a flauta B). ↩



