Estás listo para imprimir, pero tu fábrica necesita archivos estructurales que te faltan. El diseño gráfico sin una base matemática sólida no es más que un póster caro.
Sí. Ofrezco un troquelado totalmente diseñado y personalizado para sus necesidades específicas de exhibición en puntos de venta. Una plantilla estructural adecuada evita costosos errores de alineación durante la producción. En lugar de cajas genéricas, recibirá planos precisos que tienen en cuenta el grosor del material y los requisitos de troquelado automatizado para entornos de fabricación de alto volumen.
Proporcionar el plano estructural es el primer paso en mi proceso de fabricación, pero entregar el archivo es solo la mitad del trabajo. Veamos cómo este diseño matemático se traduce físicamente en el espacio de venta.
¿Qué es un dieline en el packaging?
La identidad gráfica de una marca no significa nada si su estructura subyacente se derrumba. Se necesita un plan específico que separe el arte visual de la ingeniería física.
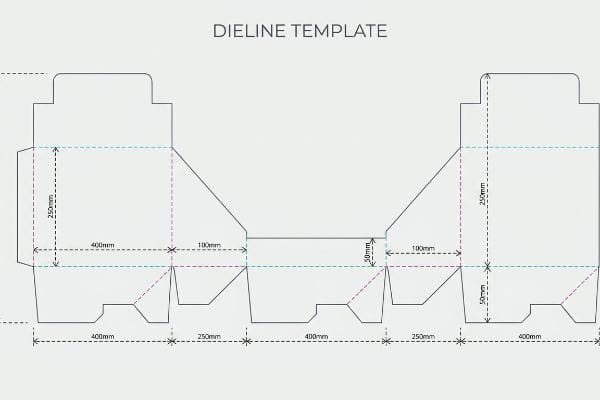
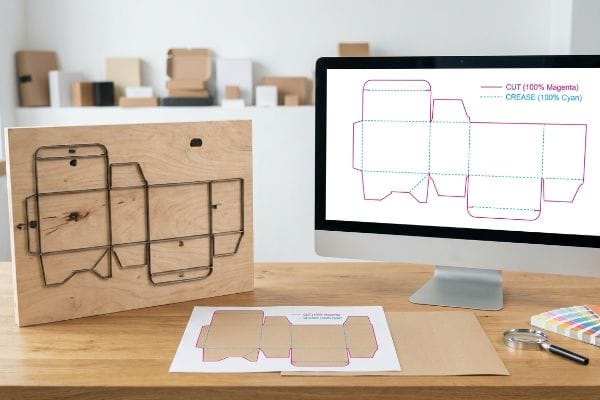
En el embalaje, la línea de troquelado es el diseño vectorial estructural principal que indica con precisión dónde se cortan y pliegan los materiales de cartón. Funciona como un plano arquitectónico inalterable, que conecta directamente el diseño gráfico creativo con las pesadas mesas de corte CNC (Control Numérico por Computadora) automatizadas y las tradicionales planchas de troquelado de acero.
Muchos equipos de marca asumen que esta plantilla es simplemente un esquema que pueden incorporar a su software habitual. Esta suposición suele provocar fallos estructurales en la línea de envasado.
Las matemáticas ocultas en la arquitectura vectorial
La práctica habitual para las marcas emergentes es delegar las tareas de diseño estructural a sus artistas gráficos internos1. Estos diseñadores suelen priorizar la estética visual e intentan importar los esquemas estructurales a programas básicos de maquetación web2 para ahorrar tiempo en licencias de software.
Con frecuencia veo a diseñadores principiantes importar pestañas de visualización entrelazadas complejas directamente a herramientas web básicas como Canva. El problema es que estas plataformas web eliminan las matemáticas paramétricas y generan gráficos rasterizados planos3 en lugar de trazados vectoriales distintos y separados. Cuando ese archivo plano llega a mi planta de producción, mis máquinas de corte no pueden leerlo4.Recuerdo haber visto a un equipo de almacén intentar rescatar manualmente una gran cantidad de diseños de herramientas web corruptos; los dependientes de la tienda se quedaron sudando en la tienda, luchando con las uniones entrelazadas desalineadas y, finalmente, recurriendo a cinta adhesiva transparente, desordenada y pegajosa, para mantener la unidad unida, arruinando por completo la estética de la marca premium.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Modificación de trayectorias estructurales en software raster | Bloquear el PDF estructural en una capa dedicada5 | Garantiza juntas de enclavamiento perfectamente alineadas |
| Líneas de pliegue que se mueven accidentalmente | Utilizando archivos CAD paramétricos bloqueados6 | Evita que los estantes queden desnivelados |
| Sobrescritura de capas técnicas | Aislamiento de la obra de arte de la capa de troquelado7 | Elimina las correcciones de cintas a nivel de tienda |
Bloqueo la estructura matemática para que tu equipo creativo solo manipule los gráficos de la superficie. Esto garantiza de forma permanente que tus unidades promocionales se ensamblen sin problemas y queden perfectamente alineadas bajo carga.
🛠️ El escritorio de Harvey: ¿No estás seguro de si tu herramienta de diseño web corrompió accidentalmente tus rutas estructurales? 👉 Envíame tu archivo plano ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
¿Cómo hacer un troquel para embalaje?
La creación del archivo estructural requiere un cambio de mentalidad, pasando de los gráficos digitales planos a la geometría física tridimensional.
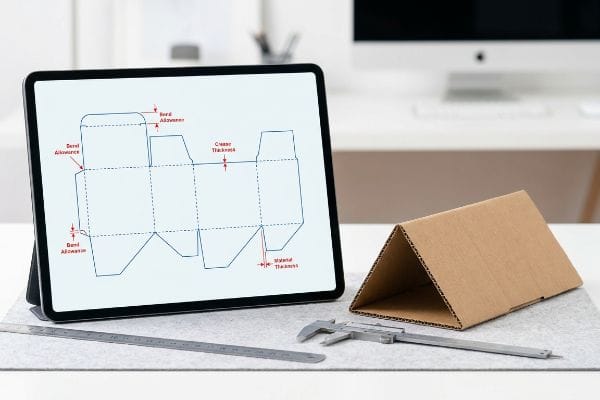
La creación de troqueles para embalajes requiere software CAD paramétrico especializado en lugar de herramientas de ilustración básicas. Los ingenieros estructurales deben calcular matemáticamente el espesor del material, los márgenes de curvatura y las dimensiones de las pestañas de enclavamiento para garantizar que las trayectorias vectoriales planas se ensamblen físicamente en una unidad de exhibición de cartón corrugado estable y resistente para entornos comerciales exigentes.
Entender cómo trazar las líneas es fácil; lo que diferencia un plano útil de uno desechado en fábrica es comprender cómo se comporta el papel grueso al doblarse.
La física de la compensación de calibradores
Se suele asumir que si una pestaña mide exactamente 2,0 pulgadas (50,8 mm) de ancho, la ranura correspondiente también debería medir exactamente 2,0 pulgadas (50,8 mm) de ancho. En un entorno puramente digital, sin masa física, esta lógica tiene perfecto sentido para los equipos de diseño gráfico.
Sin embargo, el cartón corrugado tiene volumen físico, y plegar un cartón rígido de flauta B consume material. Si un diseñador dibuja una ranura en Adobe Illustrator sin añadir las tolerancias de plegado específicas, el ensamblaje físico se convierte en una pesadilla. Regularmente reviso archivos de clientes donde un panel de 3 mm de grosor se fuerza en una ranura con tolerancia cero. Cuando el equipo de coempaquetado intenta unir estas piezas, la rigidez del cartón kraft virgen provoca que las ondulaciones se aplasten, acompañadas del inconfundible sonido de desgarro de la hoja superior impresa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ranuras de dibujo con anchos de pestaña exactos | Aplicando matemáticas estrictas de compensación de calibre8 | Garantiza la inserción de la pestaña sin fricción |
| Ignorar el grosor de la flauta en los pliegues | Ampliación del margen de curvatura del radio exterior9 | Evita que la lámina superior se rompa |
| Estimación de las tolerancias del cartón | Utilizando scripts de parámetros CAD automatizados | Reduce los tiempos de mano de obra de co-empaquetado en un 20%10 |
Reconstruyo rigurosamente las ranuras enviadas utilizando algoritmos de compensación dinámica basados en la calidad exacta de las placas. Esto garantiza que su proveedor de empaquetado experimente una fase de ensamblaje sin problemas ni contratiempos.
🛠️ Escritorio de Harvey: ¿Tus pestañas de bloqueo actuales requieren mucha fuerza para encajar completamente? 👉 Solicita una auditoría de archivos gratuita ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Por qué se llama dieline?
La terminología puede parecer anticuada para los diseñadores gráficos modernos que trabajan exclusivamente en pantallas digitales, pero tiene su origen en el uso de maquinaria industrial pesada.
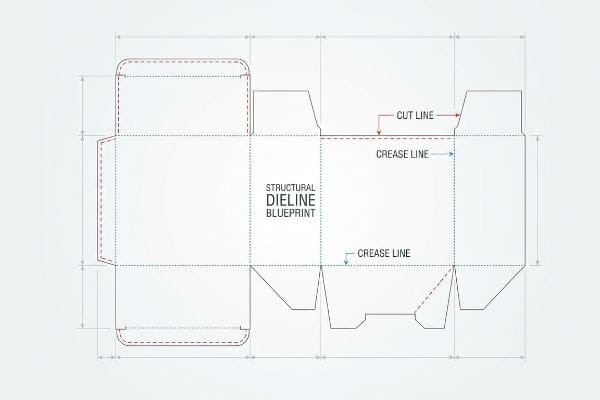
Se denomina línea de troquelado porque, históricamente, representa el trazado preciso donde una regla metálica física golpea el cartón. Si bien en las tiradas cortas modernas se suelen utilizar mesas de corte digitales, la terminología sigue siendo el estándar universal de fabricación para comunicar los límites mecánicos de corte y plegado.
Si bien los troqueles metálicos físicos pueden ser reemplazados por cuchillas digitales durante la fase de creación de prototipos, la forma en que la maquinaria lee el archivo digital permanece estrictamente ligada al concepto original.
El lenguaje de la maquinaria de fabricación
Los compradores suelen enviar archivos de diseño a color donde cada contorno está dibujado con tinta negra CMYK estándar. Dan por sentado que si una línea se ve claramente en su monitor, las máquinas de la fábrica la interpretarán automáticamente como una ruta de corte.
Los equipos de fabricación automatizados no poseen intuición humana; dependen estrictamente de colores directos asignados para activar acciones mecánicas11. Si una ruta estructural se deja en negro CMYK, el software de la máquina la integra en el diseño, tratándola como un borde impreso. He interceptado cientos de archivos donde este mismo descuido casi provocó un fallo total; si hubiéramos procesado el archivo tal como se envió, la impresora habría impreso impecablemente contornos negros sólidos sobre el cartón, pero el fuerte y penetrante golpe neumático de la cuchilla CNC nunca se habría activado, dejando al cliente con una hoja plana sin cortar, completamente inservible.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el color negro estándar para las trayectorias de corte | Asignación de color magenta al 100% para los cortes12 | Garantiza que las cuchillas automatizadas entren en contacto con la placa |
| Utilizar líneas visuales discontinuas para los pliegues | Asignar un color directo cian del 100% para los pliegues13 | Garantiza una puntuación mecánica exacta |
| Fusionar la estructura con la obra de arte | Separación estricta de capas antes del vuelo | Evita devoluciones de cargo masivas por errores de impresión de gráficos |
Realizo una revisión exhaustiva de todos los diseños entrantes para verificar la correcta asignación de colores directos. Esto mantiene la impresión impecable y garantiza que la maquinaria se active con precisión donde se requiere.
🛠️ Oficina de Harvey: ¿Están sus rutas de corte mapeadas a los colores de fabricación correctos? 👉 Haga revisar su configuración ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cuáles son los estándares para el troquelado?
Para cumplir con los indicadores de conformidad, es necesario ir más allá de los formatos de archivo básicos y abordar el entorno físico turbulento del pegado y el montaje en la producción en masa.
Los estándares para los archivos de troquelado exigen una precisión absoluta en la configuración de la preimpresión estructural. Esto incluye la asignación obligatoria de colores directos para los trazos mecánicos, márgenes de sangrado específicos que se extienden más allá de las trayectorias de corte físicas y tolerancias dimensionales exactas que tienen en cuenta matemáticamente las variaciones de la fabricación automatizada y el comportamiento del material a temperatura ambiente.
Conseguir que se apruebe una muestra impecable en una oficina tranquila es sencillo, pero procesar miles de unidades en máquinas de laminación de alta velocidad introduce variables que la mayoría de las plantillas de diseño ignoran.
La realidad del cambio en la litografía y laminación
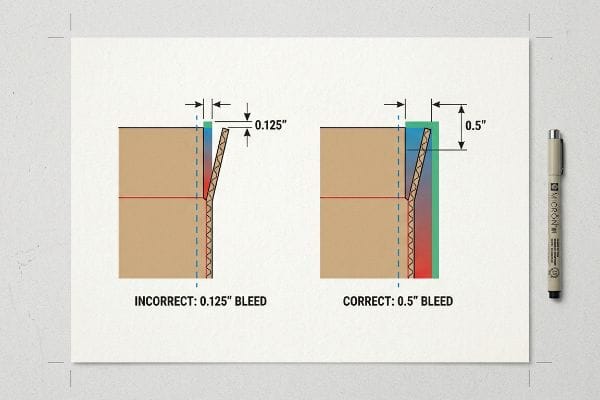
Un error común entre los diseñadores gráficos es aplicar las reglas de sangrado de impresión comercial a los expositores de cartón corrugado. Suelen extender el fondo de sus diseños 0,125 pulgadas (3,1 mm) más allá de la línea de corte,creyendo que esto proporciona un margen de seguridad suficiente para el proceso de troquelado.
En mi planta, veo con frecuencia que este margen teórico falla por completo durante la laminación litográfica. Cuando pegamos físicamente una hoja superior impresa y húmeda sobre un cartón ondulado grueso y móvil, el proceso de montaje automatizado implica inherentemente una tolerancia mecánica más amplia. Si un cliente depende de un margen de 0,125 pulgadas (3,1 mm), un desplazamiento estándar del cartón de 2 milímetros durante la laminación a alta velocidad15 resulta en un "reborde" severo: bordes de cartón marrón sin tratar, muy visibles, expuestos justo en el borde frontal de un expositor premium. Exijo estrictamente un margen de sangrado mínimo de 0,5 pulgadas (12,7 mm) para todos los trabajos de cartón ondulado16.Al aplicar este parámetro de tolerancia tan estricto, garantizo que el tiempo de ensamblaje del coempaquetado se reduzca significativamente porque el equipo nunca tiene que clasificar y desechar unidades visualmente defectuosas o desalineadas, lo que ahorra a los clientes mucho en desperdicio de material.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando un margen de sangrado de 0,125 pulgadas (3,1 mm) | Exigir un margen de seguridad de 0,5 pulgadas (12,7 mm)17 | Evita que se vean los bordes de cartón marrón sin tratar |
| Diseñar según la línea de corte exacta | Extender los patrones de fondo más allá de los pliegues18 | Elimina el brillo blanco en los estantes de las tiendas |
| Ignorando el cambio de la máquina de laminación | Aplicación de curvas de recorte de preimpresión estrictas19 | Reduce drásticamente las tasas de rechazo de unidades |
Intercepto y rechazo en la etapa de preimpresión los archivos que no cumplen con este umbral de 0,5 pulgadas (12,7 mm). Forzar la extensión del diseño crea una red de seguridad fundamental contra la desviación mecánica a alta velocidad.
🛠️ Oficina de Harvey: ¿Sabes si tus archivos actuales tienen suficiente sangrado para soportar el cambio de laminación a alta velocidad? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor basándote únicamente en el bajo coste unitario, pero si los márgenes de sangrado insuficientes dan como resultado bordes de cartón sin tratar en tu expositor premium, el rechazo del minorista y el retrabajo manual anularán por completo el margen de beneficio de tu campaña. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias de desplazamiento de laminación y permíteme revisar personalmente tus archivos estructurales con mi Auditoría de Troquelado Gratuita ↗ para detectar errores fatales de preimpresión antes de que lleguen a las mesas de corte automatizadas.
"Un empaque efectivo requiere dos tipos de diseñadores | 01/09/2016", https://www.packagingstrategies.com/articles/93829-effective-packaging-requires-two-types-of-designers. [Los informes de la industria sobre los flujos de trabajo de producción de empaques verificarían la delegación común del diseño estructural a artistas gráficos en equipos de marca pequeños]. Función de la evidencia: verificación de normas profesionales; tipo de fuente: análisis de la industria. Apoya: distribución común del trabajo en el empaque. Nota de alcance: se aplica específicamente a marcas emergentes. ↩
"[PDF] Diseño gratuito de troqueles para embalaje Issuu", http://www2.flagstar.com/kjumpg/B30890Z/B8456730Z0/packaging__dielines__free-design__issuu.pdf. [Los manuales técnicos sobre diseño de embalaje basado en vectores documentarían los riesgos y las limitaciones del software al usar herramientas web generales para troqueles estructurales]. Función de la evidencia: verificación de limitaciones técnicas; tipo de fuente: manual técnico. Apoya: mal uso del software en producción. Nota de alcance: se centra en la interoperabilidad del software de diseño. ↩
"Gráficos vectoriales – Wikipedia", https://en.wikipedia.org/wiki/Vector_graphics. [La documentación técnica del software de diseño gráfico distingue entre trazados vectoriales y salidas rasterizadas, confirmando que estas últimas carecen de los datos de coordenadas matemáticas necesarios para la precisión estructural]. Función de la evidencia: verificación técnica; tipo de fuente: documentación del software. Apoya: el fallo técnico de las exportaciones de herramientas web en flujos de trabajo industriales. Nota de alcance: se refiere a plataformas que carecen de preservación nativa de trazados vectoriales durante la exportación. ↩
"Guía del nuevo usuario de CNC para formatos de archivo vectoriales y rasterizados", https://www.youtube.com/watch?v=uchC4IO_tvw. [Las especificaciones de CNC industrial y troquelado requieren entrada basada en vectores para definir trayectorias de corte precisas, ya que los píxeles rasterizados no proporcionan las instrucciones de movimiento direccional necesarias para el hardware]. Función de evidencia: especificación de hardware; tipo de fuente: manual del fabricante. Apoya: la necesidad de trayectorias vectoriales para la producción de embalajes físicos. Nota de alcance: se aplica específicamente a mesas de corte y plotters automatizados. ↩
"Guía de preparación del diseño de envases: archivos de arte, troqueles y sangrado", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide . Las guías autorizadas de preimpresión explican que separar y bloquear las rutas estructurales evita la modificación accidental de los troqueles durante la fase de diseño. Función de evidencia: Norma técnica; tipo de fuente: Guía de la industria. Apoya: Organización adecuada de archivos para troqueles. Nota de alcance: Se aplica al software de diseño de envases basado en vectores.
"Diseño de envases con software CAD: Guía paso a paso – Esko", https://www.esko.com/en/blog/packaging-design-with-cad-software. La documentación técnica sobre diseño paramétrico demuestra cómo las restricciones garantizan la integridad estructural y la coherencia en diferentes tamaños de envase. Función de la evidencia: Especificación técnica; tipo de fuente: Manual de ingeniería. Soporte: Precisión en las líneas de plegado y corte. Nota de alcance: Específico para flujos de trabajo integrados con CAD. ↩
¿Qué es una línea de troquelado en impresión y embalaje? – GlobalVision, https://www.globalvision.co/blog/what-is-a-dieline-in-printing-and-packaging . Los estándares de la industria para el troquelado requieren una clara separación entre los elementos visuales y la capa técnica del troquel para evitar la impresión de líneas estructurales en el producto final. Función de evidencia: Requisito de producción; tipo de fuente: Manual de impresión. Apoya: Reducción de errores en la producción física. Nota de alcance: Estándar para impresión offset y digital.
"Guía de plantillas de cajas: Cómo diseñar troqueles de embalaje precisos", https://gentlever.com/what-is-box-template-and-how-to-design/. [Los estándares de diseño de embalaje definen las compensaciones matemáticas necesarias para tener en cuenta el grosor del material y asegurar que los componentes encajen sin atascarse]. Función de evidencia: verificación de procedimiento; tipo de fuente: manual técnico. Apoyos: logro de la inserción de pestañas sin fricción. Nota de alcance: Esencial para cartón de alto calibre. ↩
"Tieline en el embalaje: definición, diseño, impresión y plantilla", https://packhit.co.uk/packaging/dieline/. [Los manuales de ingeniería técnica para materiales de cartón ondulado explican cómo el cálculo de la tolerancia de doblado en función del grosor de la ondulación previene la tensión superficial y el agrietamiento de la tinta]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería estructural. Apoyos: prevención del desgarro gráfico de la hoja superior. Nota de alcance: Se aplica específicamente a materiales de cartón ondulado. ↩
"Guía completa de software para co-pack – Nulogy", https://nulogy.com/the-complete-guide-to-co-pack-software/. [Los estudios de caso o comparativas del sector sobre automatización del embalaje cuantifican la reducción del tiempo de montaje manual al utilizar troqueles paramétricos]. Función de la evidencia: prueba cuantitativa; tipo de fuente: informe del sector. Apoya: mejoras de eficiencia gracias a los scripts CAD automatizados. Nota sobre el alcance: el porcentaje puede variar en función de la complejidad del embalaje. ↩
"Soluciones de corte automatizado de Eastman Machine Company", https://www.eastmancuts.com/automated-cutting/. [Los manuales técnicos para mesas de corte CNC y software de preimpresión confirman que se utilizan colores directos específicos como marcadores no imprimibles para activar las herramientas de corte o hendido]. Función de la evidencia: validación técnica; tipo de fuente: manual técnico de la industria. Apoya: el mecanismo de activación de la máquina mediante colores directos. Nota de alcance: aplicable a flujos de trabajo de corte y trazado digital. ↩
"¿Qué es una línea de troquelado en el embalaje y la impresión? – Dauxin", https://www.dauxin.com/blog/what-is-a-dieline/. [Un manual de impresión autorizado confirma que el uso de magenta al 100 % como color directo es un estándar común en la industria para distinguir las líneas de corte de las ilustraciones imprimibles. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Compatible con: codificación de color estándar para líneas de troquelado. Nota de alcance: los colores específicos pueden variar según el proveedor.] ↩
"Guía completa de troqueles para embalaje e impresión personalizados", https://gentlever.com/dielines-for-custom-packaging-and-printing/. [La documentación técnica para la producción de embalajes especifica el uso de colores directos cian al 100 % para indicar las líneas de hendido o pliegue para equipos mecánicos. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Compatible con: codificación de color estándar para troqueles. Nota de alcance: los colores específicos pueden variar según el proveedor.] ↩
"Impresión con sangrado completo vs. sin sangrado: ¿Cuál es la diferencia?", https://www.printingcenterusa.com/blog/full-bleed-vs-no-bleed-printing/?srsltid=AfmBOopxqeTXZkMzl2pg8wQR2wk57pJSp6aWJXisMnTwgNZAUj9bytlp. [Una guía autorizada de preimpresión verifica que, si bien 0,125" es el estándar para la impresión comercial plana, los sustratos corrugados requieren márgenes de sangrado significativamente mayores para compensar el cambio de registro durante el troquelado]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: La insuficiencia de las reglas de sangrado comerciales estándar para pantallas corrugadas. Nota de alcance: Se aplica específicamente a los procesos de litolaminado y cartón corrugado. ↩
"Microcanal laminada litográficamente – MM Group", https://mm.group/packaging/technologies/lamination/. [Los manuales técnicos de la industria para el montaje de cartón ondulado suelen especificar las tolerancias de registro mecánico esperadas para los procesos de laminación de alta velocidad]. Función de la evidencia: validación de la métrica técnica; tipo de fuente: manual estándar de la industria. Apoya: desplazamiento mecánico típico durante la laminación. Nota de alcance: Las tolerancias pueden variar según la antigüedad y la precisión de la máquina. ↩
"[PDF] Sangrado y margen – Universidad Estatal de Pittsburg", https://www.pittstate.edu/office/gorilla-graphics/_files/documents/bleed_and_margin.pdf. [Las guías profesionales de preimpresión y diseño estructural para embalajes de cartón ondulado recomiendan márgenes de sangrado ampliados para compensar la desviación del registro durante el montaje]. Función de la evidencia: validación de las mejores prácticas de la industria; tipo de fuente: guía de especificaciones de preimpresión. Apoya: ancho de sangrado recomendado para cartón ondulado. Nota de alcance: específico para la laminación litográfica en lugar de la impresión digital estándar. ↩
"Entendiendo el embalaje laminado litográfico", https://pmpackaging.com/posts/2025/03/understanding-litho-laminated-packaging. [Las especificaciones autorizadas de embalaje verificarían el ancho de sangrado requerido para tener en cuenta las tolerancias de corte mecánico en la laminación litográfica de gran formato]. Función de evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: sangrado requerido para exhibidores minoristas. Nota de alcance: se centra en materiales corrugados. ↩
"Dominando el espacio en blanco en el diseño gráfico: consejos esenciales… – YouTube", https://www.youtube.com/watch?v=xMrE6bE_0cE. [Las guías profesionales de diseño de envases confirmarían que extender el diseño más allá de las líneas de pliegue evita la exposición de los bordes del sustrato sin imprimir]. Función de la evidencia: buenas prácticas de diseño; tipo de fuente: manual de diseño. Apoyos: eliminación del espacio en blanco. Nota de alcance: estándar para expositores de punto de venta minorista. ↩
"[PDF] Especificaciones de preimpresión – Graphic Packaging International", https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf. [La documentación técnica sobre los flujos de trabajo de preimpresión detallaría cómo se calculan las curvas de recorte para compensar los cambios de registro durante el proceso de laminación]. Función de la evidencia: validación del proceso; tipo de fuente: guía técnica. Apoya: reducción de las tasas de rechazo de unidades. Nota de alcance: se aplica a la laminación industrial de alto volumen. ↩



