
Para lanzar una campaña de venta minorista se necesita algo más que un buen diseño gráfico. Se requiere una estructura sólida que resista el transporte intensivo y las duras condiciones de los grandes almacenes sin que ello afecte a los márgenes de beneficio.
Sí. El diseño de un expositor implica transformar conceptos 2D en arquitecturas físicas 3D estructuralmente sólidas. Este proceso de ingeniería calcula con precisión el calibre del material, la distribución dinámica del peso y las estrictas tolerancias de montaje, garantizando que el expositor final resista sin problemas la compleja y exigente cadena de suministro global.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Las representaciones teóricas se desmoronan rápidamente al enfrentarse a la física pura y dura de una fábrica.
¿Cómo hacer tu propio expositor?
Muchas marcas emergentes intentan financiar su ingeniería estructural con recursos propios utilizando software gráfico de consumo, dando por sentado que las líneas digitales se traducen perfectamente al cartón físico.
La fabricación de un expositor propio requiere un modelado matemático preciso mediante software CAD (Diseño Asistido por Computadora) paramétrico especializado. Este proceso estructural calcula con exactitud el grosor del material, los márgenes de curvatura y la distribución dinámica del peso, transformando el cartón plano en un expositor funcional que soporta grandes cargas de mercancía sin volcarse ni deformarse.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Confiar en herramientas web básicas suele desencadenar una serie de fallos mecánicos en la línea de montaje.
Por qué la geometría basada en la web falla en la planta de producción
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego cuando intentan dibujar pestañas entrelazadas complejas directamente en herramientas básicas de ilustración web. Asumen que si las líneas visuales se conectan en su pantalla, la caja física resultante soportará sin esfuerzo una carga dinámica de 2500 libras (1133,9 kg). Esto ignora por completo la realidad geométrica de que las herramientas web generan exclusivamente arte vectorial sin unir, careciendo de los cálculos automáticos de tolerancia de flexión necesarios para las ondulaciones gruesas1.
Esto no es solo teoría: lo enfrento en la planta de pruebas cuando una agencia de branding sin experiencia en estructuras diseña una plantilla a última hora. Al principio, supuse que el testliner estándar 32ECT (Edge Crush Test)2 mantendría unido el troquelado impreso en la web. Estaba completamente equivocado. La celda de carga BCT (Box Compression Test) se estancó a 214,5 lb (97,2 kg), rompiendo instantáneamente las pestañas sin soporte en la prensa hidráulica. Tuve que cambiar completamente a una corrección geométrica precisa. Reconstruí por completo los cálculos estructurales utilizando algoritmos paramétricos, aplicando una compensación de calibre estricta a cada ranura. Emití un anclaje PDF prediseñado y bloqueado, obligando a la agencia a aplicar solo gráficos de superficie sobre nuestra geometría verificada. Al exigir este anclaje estructural bloqueado, garantizo que el tiempo de ensamblaje de co-empaquetado se reduzca en aproximadamente 35 segundos por unidad3, reduciendo drásticamente los costos de mano de obra y eliminando por completo el riesgo de rechazo por parte del minorista.
| Trampa de herramientas web | Resultado estructural | Retorno de la inversión en ensamblaje |
|---|---|---|
| Salida de vector no unido | Desgarros durante el plegado | Aumenta el tiempo de trabajo |
| Margen de curvatura cero4 | Las pestañas se rompen bajo carga | Densidad de palés de ruinas |
| Anclaje PDF paramétrico | Pliegues de 90 grados sin fricción | Acelera el proceso de co-envasado en un 30%5 |
Me niego a que un software amateur determine la supervivencia de productos de gran tamaño en el comercio minorista. La ingeniería siempre debe dictar la geometría, mientras que los gráficos simplemente adornan la estructura.
🛠️ Oficina de Harvey: ¿Sabe si sus troqueles actuales incluyen tolerancias de doblado automatizadas para espesores de flauta C? 👉 Solicite una auditoría de la lista de materiales ↗ — Reviso personalmente cada archivo estructural en 24 horas.
¿Cuánto cuesta construir un stand de exposición?
Los departamentos de compras, como es lógico, intentan reducir los costes unitarios negociando agresivamente las calidades de los materiales, partiendo de la base de que todo el cartón se comporta igual una vez impreso.
El coste de construcción de un stand de exposición depende totalmente de la densidad del material, la complejidad estructural y las dimensiones generales requeridas. Si bien los stands de mostrador ligeros son mucho más económicos, los expositores de suelo de alta resistencia requieren cartón corrugado especializado y herramientas reforzadas, lo que incrementa considerablemente la inversión inicial en fabricación.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Recortar el presupuesto de materia prima suele provocar fallos catastróficos en el transporte incluso antes de que las unidades lleguen al pasillo.
Por qué la reducción de costos de materiales fracasa en la planta de producción
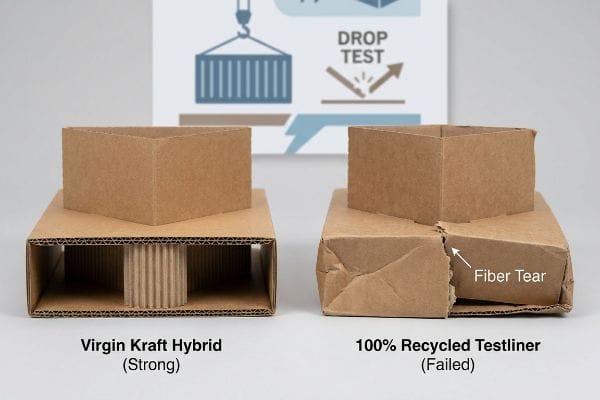
Es una trampa común que atrapa incluso a equipos de compras experimentados cuando intentan financiar costosas laminaciones cosméticas de lámina degradando discretamente el sustrato central. Asumen que un testliner altamente reciclado y ecológico ofrecerá la misma integridad estructural que un cartón nuevo. Esto ignora por completo la realidad mecánica microscópica del proceso de repulpado de papel, donde las fibras de celulosa se acortan físicamente y agotan su resistencia cinética después de múltiples ciclos de reciclaje6.
Esto no es solo teoría: lo enfrento en la planta de pruebas después de que un proveedor cambiara secretamente el kraft virgen por testliner 100 % reciclado sin avisar al cliente. El cliente me llamó furioso porque su prototipo inicial falló por completo la prueba de caída ISTA (International Safe Transit Association) 3A7.Al principio, supuse que la prueba estándar TAPPI (Technical Association of the Pulp and Paper Industry) T8118 en el cartón reciclado sería suficiente. Estaba completamente equivocado. Vi cómo la base se doblaba exactamente a 142,5 libras (64,6 kg) en la mesa vibratoria, y las fibras cortas se rompían bajo la tensión lateral. Inmediatamente opté por una mejora sustancial del material. Sustituí el cartón agotado por una mezcla híbrida de kraft virgen al 30 %, y sentí físicamente la resistencia rígida de las fibras de papel largas y frescas mientras introducíamos las hojas en la troqueladora. Descartando la representación endeble de la agencia, realicé los cálculos dinámicos desde cero. Al restaurar la resistencia a la compresión dinámica de las ondulaciones de soporte de carga, me aseguré de que la caja maestra sobreviviera al transporte marítimo apilado doble, eliminando una tasa de daños estimada del 40 % y ahorrándole al cliente miles de dólares en posibles cargos de devolución por parte de los minoristas.
| Trampa de reducción de costos | Resultado estructural | Retorno de la inversión en fletes |
|---|---|---|
| Revestimiento de prueba 100% reciclado9 | Las fibras cortas se rompen | Los cohetes causan daños durante el tránsito |
| Degradación cosmética de ECT10 | Pandeo de la pared bajo carga | Desencadena contracargos por parte del minorista |
| Inyección híbrida de kraft virgen11 | Absorbe el impacto cinético de la caída | Elimina por completo las pérdidas de flete |
Jamás comprometo la integridad estructural para pagar por unos gráficos superficiales atractivos. Un stand de exposición no sirve para nada si llega aplastado dentro del contenedor de envío.
🛠️ Harvey's Desk: ¿Conoces la proporción exacta de fibra reciclada que contienen tus expositores actuales? 👉 Solicita tu auditoría de materiales ↗ — 100% confidencial. Tus diseños de venta al público aún no lanzados están a salvo conmigo.
¿Cómo diseñar un stand de exposición?
Diseñar la arquitectura comercial requiere predecir entornos hostiles con meses de antelación, sin embargo, muchas agencias creativas tratan las exhibiciones físicas como si fueran representaciones digitales estáticas.
El diseño de un stand de exposición implica un cálculo preciso del espacio que ocupa, la capacidad de carga dinámica y las tolerancias ambientales. Los ingenieros deben trazar líneas de corte exactas que tengan en cuenta la fricción estructural, el grosor del material y las normativas de los minoristas, garantizando así que la estructura exhiba los productos de forma segura y resista un uso prolongado en entornos comerciales de alto tránsito.
Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Los archivos digitales perfectos pueden convertirse fácilmente en costosos papeles inservibles si se ignoran las leyes de la física atmosférica.
Por qué la ceguera climática destruye los stands de las exposiciones
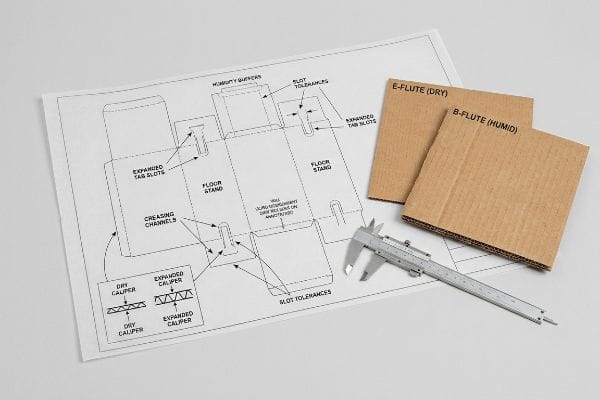
Incluso los diseñadores veteranos suelen pasar por alto este punto ciego cuando establecen tolerancias de ranuras de troquel basadas exclusivamente en el calibre seco absoluto del tablero dentro de una oficina con temperatura controlada. Asumen que una ranura de flauta E dibujada con precisión a 0,05 pulgadas (1,5 mm)12 aceptará sin esfuerzo su lengüeta correspondiente en la línea de montaje. Esto ignora por completo la física ambiental de las regiones de alta humedad, donde las fibras de papel porosas absorben agresivamente la humedad ambiental y se expanden físicamente13.
Esto no es solo teoría: lo aprendí por las malas en 2022 cuando le pedí a mi ingeniero jefe de empaques, Mark, que acelerara un expositor plano sobrediseñado que ignoraba por completo los contenedores de carga de ultramar. Pensamos que podíamos ahorrar tiempo omitiendo el amortiguador de humedad durante el diseño CAD. Tres días después, de pie en la cámara climática, escuché el repugnante crujido de la flauta B deformándose mientras las pestañas hinchadas se negaban a deslizarse en sus ranuras rígidas. El tablero se había hinchado 0,04 pulgadas (1,01 mm)14, bloqueando la geometría por completo. Tuve que correr a la planta de la fábrica y hacer cumplir una calibración urgente de herramientas y máquinas. Detuvimos físicamente la ranuradora rotativa, ensanchamos los canales de plegado de la matriz hembra y diseñamos matemáticamente un amortiguador de humedad estricto directamente en los troqueles de corte para forzar una tolerancia más holgada. Después de pasar horas observando físicamente el proceso de coempaquetado para encontrar el punto de falla, esta expansión precisa de la ranura de 1 mm no solo evitó que la base colapsara; Eliminó por completo los desgarros durante el montaje, lo que supuso un ahorro estimado del 20 % para el cliente en los retrasos derivados de la mano de obra.
| Punto ciego ambiental | Resultado físico | Retorno de la inversión en co-envasado |
|---|---|---|
| Tolerancias de calibre seco | El papel se hincha con la humedad15 | Detiene la línea de montaje |
| Amortiguador de humedad cero | Flautas aplastadas durante el cierre16 | Aumentan los costos de la mano de obra manual |
| expansión de ranura CAD17 | Inserción de pestaña sin fricción | Reduce drásticamente el tiempo de montaje |
Me niego a diseñar embalajes para un laboratorio perfecto y seco. Los expositores comerciales deben sobrevivir a los contenedores de envío húmedos y a las duras condiciones físicas de un almacén para funcionar correctamente.
🛠️ Oficina de Harvey: ¿Sus troqueles estructurales actuales compensan matemáticamente la hinchazón por humedad durante el transporte marítimo? 👉 Obtenga una simulación de tensión 3D ↗ — Sin intermediarios. Hable directamente con ingenieros estructurales.
¿Cuáles son los diferentes tipos de expositores?
Con frecuencia, las marcas solicitan una compleja combinación de unidades de mostrador, faldones para palés y contenedores de suelo apilables sin tener en cuenta la intensa fricción mecánica que supone empaquetarlos juntos.
Los distintos tipos de expositores incluyen vitrinas de suelo de alta resistencia, unidades compactas de mostrador, expositores de palets fraccionados y bandejas modulares. Cada formato único requiere geometrías estructurales personalizadas para gestionar cargas dinámicas específicas, cumpliendo estrictamente con las limitaciones de espacio de cada minorista y maximizando la visibilidad del producto en los pasillos de mayor afluencia.

Pero conocer la teoría no basta cuando las máquinas empiezan a funcionar. Combinar diferentes componentes de visualización a ciegas suele provocar enormes cuellos de botella logísticos.
Por qué fallan las geometrías de visualización anidadas en logística
Es una trampa común que atrapa incluso a equipos de compras experimentados cuando diseñan cajas de envío maestras para que coincidan exactamente con las dimensiones exteriores de sus bandejas de venta al por menor prellenadas. Asumen que un ajuste perfecto proporciona la máxima protección durante el transporte para los componentes internos. Esto ignora por completo la fuerte fricción superficial que se produce cuando el cartón corrugado sin tratar roza consigo mismodurante las operaciones de desembalaje.
Esto no es solo teoría: lo experimento en la planta de pruebas cuando una caja expositora genérica y compacta se desarma durante el ensamblaje de coempaquetado estándar de 3PL (Logística de Terceros). Arranqué la lámina superior de un prototipo dañado e inmediatamente sentí la fricción áspera y abrasiva donde la bandeja interior se había encajado físicamente en la caja maestra. Al principio, supuse que el revestimiento de prueba estándar 32ECT19 se deslizaría suavemente. Estaba completamente equivocado. El coeficiente de fricción requería una fuerza de tracción de 48,5 libras (22 kg)20, lo que obligaba a los empleados de la tienda a rasgar agresivamente los labios de retención frontales solo para abrir la caja. Inmediatamente realicé un ajuste en la tolerancia de la cadena de suministro. Obtuve las lecturas del micrómetro y demostré que no necesitaba costosas láminas deslizantes de plástico ni lengüetas de nailon; solo necesitaba una tolerancia de desplazamiento geométrico precisa. Al basarme en cámaras de pruebas ambientales extremas en lugar de suposiciones de hojas de cálculo, diseñé matemáticamente un margen de holgura perimetral de 0,25 pulgadas (6,35 mm) en el archivo CAD. Al romper este bloqueo por fricción, se garantiza una experiencia de desempaquetado fluida y sin roturas, lo que evita enormes problemas en la tienda y previene por completo daños estéticos prematuros.
| Desempaquetando la trampa de fricción | Resultado estructural | Retorno de la inversión en logística |
|---|---|---|
| Dimensiones anidadas 1:1 | Bloqueo de superficie Testliner21 | Aumenta las tasas de daños en los comercios minoristas22 |
| tolerancia de desplazamiento cero | Labios de retención desgarrados | Los desencadenantes provocan rechazos en la tienda |
| amortiguador de espacio libre de 0,25 pulgadas23 | Extracción de bandeja sin fricción | Garantiza una instalación impecable en los estantes |
Diseño los expositores para que se desempaquen con la misma facilidad con la que se envían. Si un dependiente tiene que forcejear con la caja principal, el valor de tu marca ya está destruido.
🛠️ Oficina de Harvey: ¿Su caja maestra cuenta con una tolerancia de desplazamiento calculada para evitar el bloqueo por fricción del cartón? 👉 Solicite su revisión estructural ↗ — Reviso personalmente cada archivo estructural en 24 horas.
Conclusión
Puedes optar por un proveedor más económico, pero cuando el tablero poroso se hincha bajo la alta humedad dentro de un contenedor marítimo, provoca una fricción considerable en las pestañas, lo que ralentiza el empaquetado conjunto en un 20 % aproximadamente y elimina tu margen de beneficio. Esta misma revisión de ingeniería detectó recientemente un error de tolerancia fatal de 2 mm para un importante lanzamiento nacional antes de la producción. Deja de arriesgar tus relaciones comerciales con archivos digitales teóricos y permíteme diseñar personalmente tu próximo lanzamiento estructural para garantizar un ensamblaje sin problemas y una supervivencia del transporte sin daños.
"Diseño de cartón ondulado", https://groups.google.com/g/comp.cad.solidworks/c/bV6mhVT7YiQ . La documentación técnica sobre ingeniería de embalaje de cartón ondulado explica la necesidad de realizar cálculos de tolerancia de doblez para tener en cuenta el espesor del material en el cartón ondulado. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: necesidad de CAD paramétrico para la integridad estructural. Nota de alcance: se aplica a materiales de cartón ondulado de paredes gruesas.
"Especificaciones de cartón ondulado", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Explicación del estándar industrial 32 ECT para la resistencia del cartón ondulado y sus límites típicos de carga. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial/hoja de datos del fabricante. Apoya: la base estructural del material utilizado. Nota de alcance: el estándar se aplica al cartón ondulado de pared simple. ↩
"Cómo el diseño de empaques estructurales reduce los residuos y los costos", https://www.bcipkg.com/how-structural-packaging-design-reduces-waste-and-costs/. Análisis de cómo la ingeniería de precisión y la geometría bloqueada reducen el tiempo de mano de obra durante el ensamblaje manual de coempaquetado en comparación con los diseños no diseñados. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de caso de fabricación o investigación operativa. Apoya: la ganancia de eficiencia operativa del diseño paramétrico. Nota de alcance: el ahorro de tiempo real varía según la complejidad de la pantalla. ↩
"Determinación analítica de la rigidez a la flexión de un material de cinco secciones...", https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Explicación técnica de la tolerancia de flexión en la ingeniería de materiales y cómo su omisión conduce a fallas estructurales en el embalaje plegado. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el vínculo entre errores geométricos y fallas físicas. Nota de alcance: específico para cartón corrugado y papel grueso. ↩
"Ofertas de embalaje por contrato: soluciones eficientes – PopDisplay", https://popdisplay.me/contract-packaging-offer-efficient-solutions/. Datos cuantitativos que comparan los tiempos de ensamblaje de plantillas manuales basadas en vectores frente a anclajes guiados paramétricos en el embalaje industrial. Función de la evidencia: verificación cuantitativa; tipo de fuente: informe de la industria logística. Apoya: la afirmación de eficiencia de los anclajes PDF paramétricos. Nota de alcance: el porcentaje puede variar según la complejidad de la visualización. ↩
"Qué sucede con las fibras celulósicas durante la fabricación de papel y…", https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. Explicación técnica de cómo el repulpado repetido conduce al acortamiento de las fibras y a la pérdida de resistencia a la tracción en los sustratos de papel. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de los materiales o manual de ingeniería del papel. Apoya: La afirmación de que los revestimientos reciclados tienen menor integridad estructural que el cartón virgen. Nota de alcance: Se centra en las propiedades mecánicas de la celulosa reciclada. ↩
"ISTA 3A", https://ista.org/docs/3Aoverview.pdf. Verificación de los requisitos de la norma ISTA 3A para simular el entorno de distribución y garantizar la durabilidad del embalaje. Función de la evidencia: norma técnica; tipo de fuente: organismo de certificación industrial. Apoya: La afirmación de que la calidad del material influye directamente en las tasas de aprobación/rechazo de las pruebas de tránsito. Nota de alcance: Se aplica a la entrega de paquetes pequeños. ↩
"Mediciones de campo completo en la prueba de aplastamiento de bordes de un… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Explicación de la norma TAPPI T811 para medir las propiedades físicas del papel y el cartón. Función de la evidencia: especificación técnica; tipo de fuente: organización de estándares de la industria. Apoya: El uso de pruebas estandarizadas para evaluar la resistencia del cartón. Nota de alcance: Se centra en las propiedades del material en lugar de la dinámica del paquete completo. ↩
"Cambio en la calidad del material de fibra reciclada. Parte 1. Factores…", https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/. Análisis técnico de la longitud de la fibra en Testliner reciclado en comparación con fibras vírgenes y su impacto en la resistencia a la tracción y la rotura. Función de la evidencia: verificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: la afirmación de que las fibras recicladas son más cortas y más propensas a fallar. Nota de alcance: se aplica específicamente al cartón corrugado. ↩
"Estimación de la resistencia a la compresión del cartón ondulado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Datos de ingeniería sobre la correlación entre los valores de la prueba de aplastamiento de bordes (ECT) y la resistencia a la compresión vertical del embalaje. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria del embalaje. Apoya: el vínculo entre las clasificaciones ECT reducidas y el pandeo estructural. Nota de alcance: el efecto depende de la altura de apilamiento y la paletización. ↩
"Investigación de las propiedades mecánicas del cartón…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. Estudio comparativo sobre la capacidad de absorción de energía de fibras kraft vírgenes frente a alternativas recicladas durante impactos o caídas. Función de la evidencia: verificación técnica; tipo de fuente: informe de ingeniería de embalaje. Apoya: la afirmación de que los híbridos kraft mejoran la absorción de impactos. Nota de alcance: el rendimiento varía según la proporción de la mezcla híbrida. ↩
"Especificaciones para cartón ondulado", https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. Documentación técnica o normas de ingeniería de embalaje que verifican las medidas típicas de tolerancia de ranura para cartón de flauta E. Función de evidencia: especificación técnica; tipo de fuente: norma/manual de la industria. Apoya: el uso de medidas específicas en el diseño de troqueles. Nota de alcance: las tolerancias pueden variar según el fabricante y el grado del cartón. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. Investigación en ciencia de materiales que detalla las propiedades higroscópicas de las fibras de celulosa en papel corrugado. Función de la evidencia: principio científico; tipo de fuente: estudio revisado por pares o libro de texto de materiales. Apoya: la afirmación de que la humedad causa expansión dimensional en materiales a base de papel. Nota de alcance: la expansión suele ser anisotrópica y ocurre más en la dirección transversal a la fibra. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. Datos técnicos sobre los coeficientes de expansión higroscópica del cartón ondulado de flauta B para verificar las mediciones típicas de hinchamiento en ambientes húmedos. Función de la evidencia: validación técnica; tipo de fuente: manual de ciencia de los materiales. Apoya: la afirmación de que la humedad causa una expansión física medible en los materiales de embalaje. Nota de alcance: específico para cartón ondulado. ↩
"Factores que afectan la higroexpansión del papel – Springer Nature", https://link.springer.com/article/10.1007/s10853-017-1358-1 . La investigación científica sobre la naturaleza higroscópica de la celulosa demuestra que las fibras de papel se expanden al absorber la humedad atmosférica. Función de la evidencia: vínculo causal; tipo de fuente: libro de texto de ciencia de los materiales. Apoya: la afirmación de que la humedad causa hinchazón del papel. Nota de alcance: la magnitud del efecto depende del gramaje (GSM) y del recubrimiento del papel.
"Efectos del contenido de humedad en la resistencia a la compresión de las cajas", https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. Las especificaciones técnicas para cartón corrugado demuestran que la absorción de humedad reduce la resistencia a la compresión de los bordes (ECT) de las ondulaciones, lo que provoca su colapso bajo tensión mecánica. Función de la evidencia: especificación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoya: la ocurrencia de falla estructural durante el bloqueo. Nota de alcance: afecta principalmente a los revestimientos no resistentes al agua .
"Embalaje de cartón ondulado con diseño innovador para…", https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. Las normas de diseño de embalaje recomiendan añadir tolerancias específicas a las dimensiones de las ranuras en el software CAD para tener en cuenta la variación del espesor del material y garantizar un montaje sin problemas. Función de la evidencia: norma industrial; tipo de fuente: manual de diseño CAD. Apoya: el uso de la expansión de ranuras para una inserción sin fricción. Nota de alcance: la eficacia depende de la precisión del troquelado. ↩
"Prueba del coeficiente de fricción", https://unitload.vt.edu/facilities/corrugated-packaging-lab/cof-testing.html. Los datos técnicos sobre el coeficiente de fricción para revestimientos de cartón ondulado explican cómo el contacto entre materiales aumenta la resistencia durante la extracción. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ingeniería de embalaje. Apoya: La afirmación de que las geometrías de ajuste al ras provocan fallos de desembalaje debido a la fricción superficial. Nota de alcance: Se aplica específicamente al revestimiento de prueba de cartón ondulado sin recubrimiento .
"Cajas de cartón corrugado 32 ECT", https://www.papermart.com/p/corrugated-boxes/161020?srsltid=AfmBOoouJVsnV2MkRAbOFKz0aGuJvkDUSVYzGbeaAYTrr_DI4h3MRXxX. Verificación técnica de las clasificaciones 32 ECT (Edge Crush Test) y su aplicación típica en embalajes para exhibición minorista. Función de evidencia: especificación técnica; tipo de fuente: estándar industrial. Apoya: la selección de materiales y propiedades del prototipo. Nota de alcance: específico para estándares de cartón corrugado. ↩
"Directrices ergonómicas para la manipulación manual de materiales", https://www.cdc.gov/niosh/media/pdfs/Ergonomic-Guidelines-for-Manual-Material-Handling_2007-131.pdf . Análisis comparativo de las mediciones de fuerza de tracción frente a parámetros ergonómicos para determinar si 48,5 libras constituyen un bloqueo por fricción excesivo para el personal de ventas. Función de la evidencia: métrica de rendimiento; tipo de fuente: estudio de ingeniería de embalaje. Apoya: la afirmación de que los niveles de fricción causaron daños físicos. Nota de alcance: los umbrales de fuerza de tracción varían según el tamaño de la caja.
"Preguntas frecuentes sobre pruebas de materiales de embalaje", https://www.rhopointamericas.com/faqs/packaging-material-testing/?srsltid=AfmBOoqbRVAvfdg6w18qv6uE7FoDl8M4bnJ8GD_5YAWIkB4fbbmYCZsi. Explicación técnica de cómo las superficies de alta fricción de los paneles de prueba crean un vacío o bloqueo mecánico cuando se apilan sin espacio libre. Función de la evidencia: verificación técnica; tipo de fuente: manual de ciencia de materiales. Apoya: la causa mecánica de la falla de apilamiento. Nota de alcance: se aplica específicamente a materiales de cartón reciclado para revestimientos. ↩
"Planificación de embalaje y logística para expositores minoristas", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. Datos empíricos que vinculan la fricción de ensamblaje y el estrés estructural durante el desembalaje con mayores tasas de daños en el punto de venta y rechazos en tienda. Función de la evidencia: evidencia empírica; tipo de fuente: informe de logística de la cadena de suministro. Apoya: el impacto en el ROI logístico de una geometría de anidamiento deficiente. Nota de alcance: centrado en envíos de expositores de punto de venta (POP). ↩
"Tolerancias RSC para formadoras y empacadoras de cajas – AICC Now", https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Especificaciones estándar de la industria para los espacios de aire mínimos requeridos en el embalaje estructural anidado para garantizar una extracción sin fricción. Función de evidencia: validación de referencia; tipo de fuente: manual de ingeniería de embalaje. Apoya: la métrica específica para lograr una extracción de bandeja sin fricción. Nota de alcance: basado en el espesor estándar del cartón corrugado. ↩



