
Lanzar una campaña de venta minorista ya es bastante estresante sin que encima se caigan los expositores en medio de los pasillos. Cuando los expositores temporales fallan mecánicamente, tus productos se quedan en la trastienda, consumiendo silenciosamente tu presupuesto de promoción.
Trabajar con un fabricante profesional garantiza la integridad estructural, el estricto cumplimiento de las normativas minoristas y una logística de la cadena de suministro optimizada. Nuestros socios de ingeniería de probada trayectoria construyen expositores de precisión que soportan cargas dinámicas de palés, eliminan la costosa fricción del montaje manual y garantizan una precisión de color perfecta incluso bajo la intensa iluminación de las grandes superficies, para lograr la máxima interacción con el consumidor.

Comprender la física teórica del cartón ondulado es completamente diferente a sobrevivir a la brutal realidad de alta fricción del entorno comercial.
¿Cómo se llama un expositor de cartón?
Incluso los veteranos del sector a veces confunden la terminología específica que se utiliza en las diferentes zonas de una tienda.
Un expositor de cartón se denomina POP (punto de venta) o POS (punto de venta), según su ubicación específica en el punto de venta. Estos expositores temporales sirven para exhibir productos de consumo, impulsar las compras por impulso y están diseñados estructuralmente para soportar las estrictas cargas máximas de las grandes superficies comerciales en los pasillos principales y las zonas de caja.

Utilizar la terminología adecuada es solo el punto de partida; el verdadero desafío consiste en asegurarse de que esas unidades se ajusten legalmente al espacio físico que el minorista debe ocupar.
La diferencia entre los formatos POP y POS
Los compradores suelen asumir que un expositor de punto de venta (POP) de gran tamaño y exitoso puede simplemente reducirse a la mitad para funcionar como mostrador. Consideran las diferentes denominaciones estructurales como meras sugerencias creativas, en lugar de límites espaciales estrictos dictados por la logística de la tienda. Esta mentalidad ignora por completo las distintas restricciones físicas que rigen legalmente las diferentes zonas de tráfico¹ dentro de un entorno minorista estadounidense.
Es una trampa común que atrapa incluso a equipos de compras experimentados. Un cliente me entrega un archivo de piso a escala reducida y me pide que lo imprima para el mostrador de caja. Pero los archivos de punto de venta (POS) están estrictamente sujetos a la ventana de cumplimiento de alcance frontal de 15 a 48 pulgadas (38.1 a 121.9 cm) de la Ley de Estadounidenses con Discapacidades (ADA), mientras que las unidades de punto de venta (POP) deben encajar perfectamente en las paletas estándar de 48 × 40 pulgadas (121.9 × 101.6 cm) de la Asociación de Fabricantes de Alimentos (GMA). Si imprimo ese diseño "reducido", el gerente de la tienda lo rechazará en la puerta de recepción. Recuerdo haber visto una unidad que no cumplía siendo arrastrada agresivamente por un empleado enojado, el cartón pesado raspando ruidosamente sobre el linóleo porque su radio de barrido bloqueaba el paso de sillas de ruedas. Para evitar esto, separo permanentemente los procesos de ingeniería para ambos tipos de exhibidores. Esto evita que estés en la lista negra de logística del minorista y garantiza que tus merchandisers lleguen al piso.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Reducción de tamaño de los archivos de piso POP para mostradores de caja | Separar la ingeniería en dos líneas de trabajo distintas: ADA y GMA | Evita contracargos por parte de los minoristas y rechazos de diseño |
| Ignorar el cumplimiento del alcance frontal | Anclaje de archivos POS a la ventana de alcance de 15 a 48 pulgadas | Garantiza la accesibilidad legal para todos los compradores |
| Tratar la terminología como meras sugerencias creativas | Ingeniería estrictamente adaptada a zonas espaciales | Garantiza una aprobación sin problemas a nivel de tienda |
Me niego a que mis clientes sufran enormes devoluciones de cargo solo porque un diseñador quiso reutilizar una plantilla de diseño. Una correcta planificación espacial es fundamental para asegurar un espacio de primera calidad.
🛠️ Oficina de Harvey: ¿No está seguro de si su diseño de tienda cumple con las normas de espacio de las grandes superficies? 👉 Solicite una auditoría de troquelado ↗ — Acceso directo a mi oficina. Le prometo que no recibirá publicidad no deseada.
¿Cuáles son los beneficios del cartón?
Muchas marcas eligen este material únicamente por su rentabilidad, pasando por alto las enormes ventajas estructurales que ofrece.
Entre las principales ventajas del cartón destacan su altísima relación resistencia-peso, la posibilidad de imprimir marcas con colores vivos y gran fidelidad, y su completa reciclabilidad en los contenedores de reciclaje. Gracias a su correcta fabricación con perfiles de flauta específicos, este material altamente adaptable minimiza legalmente la exposición a aranceles y reduce drásticamente los costes de transporte, al tiempo que soporta de forma fiable grandes cargas dinámicas.

Si bien la materia prima es increíblemente resistente, esa resistencia se neutraliza por completo si la geometría interna no es matemáticamente correcta.
Por qué la resistencia del cartón corrugado en bruto necesita ingeniería
Los equipos de compras adoran el cartón ondulado por sus métricas teóricas de compresión en bruto, según las especificaciones técnicas. Con frecuencia, amplían las dimensiones de las cajas maestras para maximizar la densidad de envío, asumiendo que el grosor del material por sí solo protegerá naturalmente la mercancía en su interior. Este error fundamental los lleva a priorizar el volumen interno sobre la alineación geométrica precisa necesaria para el apilamiento en palés.
Una pregunta frecuente que recibo es por qué una caja gruesa de 32 ECT (Edge Crush Test) falló durante el transporte a pesar de su clasificación premium. La respuesta suele ser el voladizo del palé. Una caja de cartón corrugado obtiene hasta el sesenta por ciento de su resistencia BCT (Box Compression Test)2 estrictamente de la alineación vertical de sus cuatro esquinas. Si una caja maestra sobresale de la base de madera incluso por una fracción de pulgada, esas esquinas estructurales no soportan ninguna carga3.He entrado en muelles de recepción y he escuchado el fuerte y catastrófico crujido de un nivel inferior colapsando bajo el peso del almacén, simplemente porque la caja sobresalía 0,5 pulgadas (12,7 mm). Mi solución profesional es aplicar un protocolo estricto de caja delimitadora de voladizo cero en nuestro software CAD (Diseño Asistido por Computadora), reduciendo artificialmente la huella máxima para que las esquinas siempre permanezcan perfectamente apoyadas. Esto elimina por completo los daños durante el transporte y le evita tener que pagar por mercancía arruinada.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Maximizar el tamaño de la caja para que quepa más mercancía | Reduciendo artificialmente la huella en 0,5 pulgadas | Restaura el 60% de la resistencia vertical de la caja4 |
| Dejar que las cajas sobresalgan de la base de madera | Aplicación de un protocolo estricto de cuadro delimitador sin solapamiento | Elimina por completo el aplastamiento de nivel inferior5 |
| Basándose únicamente en la clasificación ECT de la materia prima6 | Diseñar la geometría para que admita la alineación de las esquinas | Evita costosos daños durante el transporte en las campañas electorales |
No me baso en la resistencia teórica de los materiales para salvar un diseño fundamentalmente defectuoso. La única forma segura de proteger su inversión es mediante cálculos matemáticos que respeten la distribución física de la carga.
🛠️ Oficina de Harvey: ¿Sabes si tus cajas maestras actuales tienen una tolerancia de caja delimitadora matemáticamente segura? 👉 Comprueba tus cálculos ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Cuáles son los cinco tipos de pantallas?
Las marcas tienen múltiples opciones para mostrar sus productos, cada una de las cuales cumple una función muy específica de interacción con el consumidor.
Los cinco tipos de expositores son: soportes de suelo, unidades de mostrador, expositores de palés, bandejas para estantes y tiras colgantes con clips. Ingenieros profesionales adaptan estos formatos a los entornos específicos de cada tienda, utilizando dimensiones de base precisas para garantizar el cumplimiento de las estrictas normas de espacio libre en los pasillos y maximizar la densidad de productos.

Elegir el formato adecuado es importante, pero saber cómo dividir matemáticamente ese espacio es lo que realmente consigue que tu campaña sea aprobada.
Maximización del espacio comercial con geometrías fraccionarias
Las marcas suelen presentar de gran formato de 121,9 × 101,6 cm (48 × 40 pulgadas)las grandes superficies, asumiendo que su campaña promocional debe ocupar toda una base de madera para destacar. Tratan estos formatos de exhibición estándar de forma rígida, sin aprovechar la lucrativa estrategia espacial de la subdivisión fraccionada. Este enfoque de todo o nada limita considerablemente la posibilidad de que los lanzamientos de productos más pequeños consigan una ubicación privilegiada en las intersecciones de tiendas con mayor afluencia de público.
Piensa en el espacio de la tienda como en un inmueble de alto valor; no siempre puedes comprar toda la manzana, ni es necesario. Los compradores a menudo intentan colocar un palé de tamaño completo en un pasillo abarrotado, solo para que el gerente regional lo rechace de plano. Cuando se apresuran a modificar la unidad en el punto de venta para salvar la venta, he visto a dependientes recurrir a la frustración engorrosa y pegajosa de usar cinta adhesiva transparente barata para mantener unida una base de cartón corrugado improvisada. Mi regla general es diseñar expositores a granel con dimensiones fraccionarias estándar, como medios palés de 48 × 20 pulgadas (121,9 × 50,8 cm) o cuartos de palé de 24 × 20 pulgadas (60,9 × 50,8 cm) . Esta subdivisión matemática garantiza que distintas campañas promocionales puedan compartir perfectamente una misma plataforma de palé. Esta flexibilidad espacial aumenta drásticamente las posibilidades de aprobación del comprador minorista , a la vez que mantiene una presentación visual impecable de tu marca.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Solo se pueden instalar unidades base de tamaño completo de 48 × 40 pulgadas. | Subdividir las bases en cuartos o medios palets11 | Aumenta drásticamente las tasas de aprobación de la distribución del espacio por parte de los minoristas |
| Desmontar expositores para adaptarlos a pasillos estrechos | Ingeniería de geometrías fraccionarias desde el primer día | Mantiene la presentación de la marca impecable y estable |
| Obligar a utilizar grandes superficies para lanzamientos más pequeños | Compartir un único palé de madera con otras campañas | Maximiza la densidad del producto por pie cuadrado12 |
Diseño sistemas flexibles que permiten escalar la presencia de tu tienda de forma inteligente. Conseguir un cuarto de un pasillo principal es mucho más rentable que tener una exhibición completa rechazada y relegada a un almacén.
🛠️ Harvey's Desk: ¿Tienes problemas para que un comprador minorista apruebe tu enorme espacio de venta? 👉 Solicita tu plantilla fraccionada ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué características debe tener un buen escaparate en un punto de venta?
No se trata solo de que tenga un aspecto estéticamente agradable en la pantalla del ordenador; la unidad debe funcionar a la perfección bajo presión física.
Un buen expositor para puntos de venta resiste eficazmente las duras condiciones logísticas a la vez que impulsa una rápida conversión de clientes. Incorpora una ingeniería estructural precisa para evitar deformaciones, impresión a color de alto contraste para un impacto visual llamativo y un mecanismo de montaje intuitivo y sin fricción que ahorra a los proveedores horas de costoso trabajo manual en el almacén.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y la humedad del almacén comienza a variar.
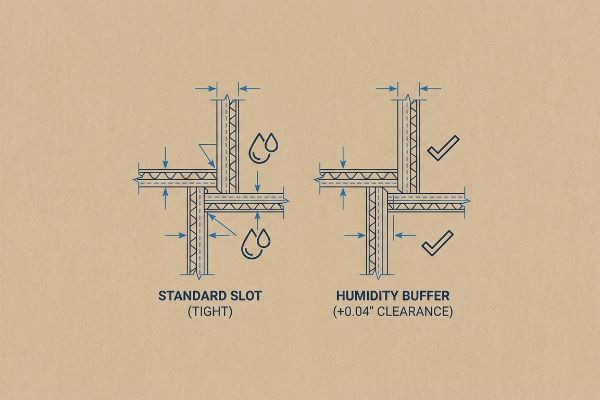
Por qué fallan las tolerancias de ranura estándar en la planta de producción
Los diseñadores gráficos que trabajan en oficinas con temperatura controlada suelen establecer las tolerancias de las ranuras de troquelado basándose en el calibre absoluto en seco del cartón, dando por sentado que un ajuste matemáticamente perfecto en su pantalla se traduce sin problemas a la realidad. Tratan el cartón ondulado exactamente como si fuera plástico rígido, ignorando por completo la física ambiental que afecta a las fibras porosas del papeldurante largos trayectos marítimos o almacenamiento a altas temperaturas.
Lograr que una pantalla se mantenga perfectamente estable en un laboratorio con aire acondicionado es sencillo, pero la cruda realidad es enviar 500 de ellas a regiones con alta humedad como Florida o Texas. En mis instalaciones, veo con frecuencia cómo el cartón de prueba, impreso con gran calidad, absorbe la humedad ambiental y se hincha ligeramente. Al medir esta expansión, una ranura que encajaba perfectamente en el software de preimpresión de repente se vuelve demasiado estrecha. He sentido literalmente la rigidez y la resistencia inflexible del cartón kraft virgen hinchado por la humedad, que se desgarra bajo los pulgares de los operarios que intentan desesperadamente unir las piezas en la línea de montaje. Para solucionar esto, incorporo automáticamente un "Amortiguador de Humedad" específico en nuestros archivos estructurales, añadiendo 1,01 mm (0,04 pulgadas) de espacio libredirectamente a las ranuras de recepción. Al tener en cuenta matemáticamente la expansión del papel, garantizo que el equipo de montaje experimente una configuración sin problemas, eliminando por completo las microfracturas estructurales y ahorrando a los clientes miles de dólares en costes de mano de obra manual diferida.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar medidas estrictas de tableros de yeso para las ranuras | Se añade un margen de seguridad adicional de 0,04 pulgadas para la humedad15 | Evita que la lámina superior se rasgue durante el montaje manual |
| Ignorar la hinchazón por humedad ambiental | Consideración matemática de la expansión de la fibra de papel16 | Elimina la fricción en la línea de co-envasado |
| Tratar el papel corrugado como si fuera plástico rígido | Incorporar flexibilidad dinámica en la línea de troquelado17 | Ahorra miles de dólares en costos de mano de obra por retraso en el ensamblaje |
No permito que las condiciones climáticas impredecibles del almacén dicten mis plazos de montaje. Incorporar márgenes de seguridad ambientales precisos directamente en los cálculos fundamentales es la forma en que los profesionales protegen los lanzamientos masivos en el sector minorista.
🛠️ Oficina de Harvey: ¿Conoce la tolerancia exacta a la hinchazón por humedad incorporada en sus troqueles entrelazados actuales? 👉 Envíeme su archivo de troqueles ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en la producción en masa.
Conclusión
Puedes optar por un proveedor más económico, pero si ese cartón con defectos matemáticos se hincha en un almacén húmedo y rompe por completo la lámina superior durante el ensamblaje manual, estarás ralentizando la línea de co-empaquetado en un 30 % aproximadamente y eliminando instantáneamente el margen de beneficio de tu campaña. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de adivinar las tolerancias ambientales y permíteme revisar personalmente tus archivos estructurales con mi Auditoría Gratuita de Troqueles ↗ para detectar estos puntos de fricción destructivos antes de que comience la producción en masa.
"Estándares de accesibilidad de la ADA – Access-Board.gov", https://www.access-board.gov/ada/. [Directrices autorizadas como la ADA (Ley de Estadounidenses con Discapacidades) y los códigos de incendios de la NFPA definen los anchos y espacios mínimos legales de los pasillos en las zonas de tránsito de los comercios minoristas]. Función de la evidencia: verificación legal; tipo de fuente: regulación gubernamental. Apoya: la existencia de restricciones espaciales legales en los entornos minoristas de EE. UU. Nota de alcance: Se centra en los estándares de accesibilidad y seguridad.] ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Las normas de ingeniería de embalaje cuantifican la proporción de la resistencia a la compresión de una caja de cartón corrugado que se atribuye a los pliegues verticales de las esquinas]. Función de la evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la importancia crítica de la integridad de las esquinas para BCT. Nota de alcance: los porcentajes exactos pueden variar según el diseño de la caja y el perfil de la ondulación. ↩
"Modelado predictivo del voladizo de palets en la resistencia a la compresión de cajas", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. [La investigación sobre paletización confirma que el voladizo de las cajas provoca un cambio significativo en la distribución de la carga, evitando las esquinas reforzadas]. Función de la evidencia: verificación causal; tipo de fuente: estudio de investigación logística. Apoya: la necesidad de evitar el voladizo de los palets para mantener la integridad estructural. Nota de alcance: el grado de pérdida de carga es proporcional a la distancia del voladizo. ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. Un estudio o manual de ingeniería de embalaje proporcionaría datos cuantitativos sobre cómo la reducción de la huella optimiza la distribución de la carga vertical para aumentar la resistencia. Función de la evidencia: validación cuantitativa; tipo de fuente: manual de ingeniería. Apoya: la eficacia de reducir la huella para la integridad estructural. Nota de alcance: El porcentaje puede variar según el grado del cartón y el tipo de flauta. ↩
"[PDF] Efecto del desplazamiento de las cajas paletizadas en la resistencia a la compresión de las unidades…", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. Las normas de logística y paletización demuestran que eliminar el voladizo garantiza que la carga sea soportada por las paredes verticales de las cajas, evitando el colapso estructural. Función de la evidencia: verificación técnica; tipo de fuente: norma logística. Apoya: el beneficio de los protocolos de voladizo cero. Nota de alcance: Depende de una alineación de pila consistente. ↩
"Modelado simplificado de la resistencia al aplastamiento de bordes de materiales multicapa…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9821909/. Las especificaciones técnicas para materiales corrugados definen la prueba de aplastamiento de bordes (ECT) y explican por qué la resistencia del material por sí sola no explica el rendimiento final de la caja sin ingeniería geométrica. Función de la evidencia: definición de terminología; tipo de fuente: estándar industrial. Apoya: la limitación de depender únicamente de la ECT. Nota de alcance: se refiere específicamente al cartón corrugado. ↩
"Mejores tipos de expositores para grandes superficies comerciales – PopDisplay", https://popdisplay.me/best-types-of-displays-for-big-box-stores/. [Un manual estándar de la industria o una guía de logística minorista verificaría que 48×40 pulgadas es la huella estándar de palé GMA utilizada para expositores de suelo en grandes superficies comerciales]. Función de la evidencia: verificación técnica; tipo de fuente: estándar de la industria. Soportes: dimensiones estándar de expositores. Nota de alcance: específico de los estándares GMA de Norteamérica. ↩
"Medio palé: Definición, medidas y usos principales", https://www.interlakemecalux.com/blog/half-pallet. [Los estándares de logística industrial y exhibición minorista confirman las dimensiones comunes utilizadas para las huellas de los medios palés]. Función de evidencia: especificación técnica; tipo de fuente: manual de estándares de la industria. Apoya: dimensiones estándar para medios palés. Nota de alcance: las dimensiones pueden variar ligeramente según los estándares de envío regionales. ↩
"Tipos de expositores de palets: completos, medios y cuartos – GreenDot Packaging", https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. [Las guías autorizadas de embalaje y comercialización definen la huella estándar para los expositores de venta al por menor de un cuarto de palet]. Función de la evidencia: especificación técnica; tipo de fuente: guía de la industria del embalaje. Apoya: dimensiones estándar para cuartos de palet. Nota de alcance: sujeto a los requisitos específicos de espacio libre en el pasillo del minorista. ↩
"¿Cuál es el tamaño estándar de palé? 48"x40" – PalletOne Inc.", https://www.palletone.com/what-is-the-standard-pallet-size/. [Los estándares de la industria para logística y mobiliario comercial definen la base de 48×40 pulgadas como el tamaño estándar de la base del palé en Norteamérica]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: dimensiones estándar de la base. Nota de alcance: Se aplica principalmente a la logística minorista de Norteamérica. ↩
"Planificación de embalaje y logística para exhibidores minoristas – Frank Mayer", https://www.frankmayer.com/blog/packaging-and-logistics-planning-for-retail-displays/. [Las guías de comercialización minorista destacan que ofrecer tamaños de palets modulares o fraccionados aumenta la probabilidad de aprobación del gerente de la tienda debido a las limitaciones de espacio]. Rol de evidencia: mejores prácticas de la industria; tipo de fuente: guía de diseño minorista. Apoya: tasas de aprobación de diseño minorista. Nota de alcance: la efectividad depende de las políticas específicas de plano de planta del minorista. ↩
"Cómo medir y aumentar las ventas minoristas promedio por pie cuadrado", https://www.dtiq.com/blog/retail/average-retail-sales-per-square-foot. [Los estudios de optimización del espacio minorista cuantifican cómo las superficies de exhibición compartidas aumentan la cantidad de inventario exhibido por unidad de superficie]. Función de la evidencia: métrica de rendimiento; tipo de fuente: informe de análisis minorista. Apoya: eficiencia de la densidad de productos. Nota de alcance: Medido a través de la densidad de SKU y las ventas por pie cuadrado. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Una fuente sobre ingeniería de embalaje o ciencia de los materiales explicaría cómo la naturaleza higroscópica de las fibras de papel provoca expansión y contracción debido a la humedad y los cambios de temperatura. Función de la evidencia: Validación técnica; tipo de fuente: Manual de ciencia de los materiales. Apoya: La afirmación de que los factores ambientales degradan las tolerancias estructurales. Nota de alcance: Se relaciona específicamente con materiales porosos a base de celulosa.] ↩
"Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Los manuales de ingeniería de embalaje proporcionan especificaciones para tolerancias que compensan la expansión higroscópica del cartón en entornos de alta humedad]. Función de la evidencia: validación de especificaciones técnicas; tipo de fuente: manual de ingeniería de embalaje. Apoya: la medición específica utilizada para prevenir fallas de ensamblaje. Nota de alcance: la holgura óptima puede variar según el grado del material. ↩
"[PDF] Almacenamiento y manipulación de materiales de embalaje de cartón ondulado", https://www.fibrebox.org/assets/2025/07/B155_TR2-3_Storage_and_Handling_2018_Edition.pdf. [Las normas industriales para la ingeniería de embalajes de cartón ondulado verificarían las medidas de holgura específicas necesarias para evitar fallos del material debido a la hinchazón. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: la precisión requerida para los amortiguadores de humedad en expositores minoristas. Nota de alcance: Se aplica a los espesores estándar de cartón ondulado.] ↩
"Cómo afecta la humedad a las cajas de cartón corrugado – FlexPAC", https://www.flexp.com/blog/humidity-affects-corrugated-boxes/. [La documentación sobre ciencia de los materiales en relación con las fibras de celulosa explicaría cómo la absorción higroscópica conduce a una expansión dimensional predecible en los materiales a base de papel. Función de la evidencia: principio científico; tipo de fuente: revista de ciencia de los materiales. Apoya: la necesidad de ajustes matemáticos basados en la humedad ambiental. Nota de alcance: propiedad general de los materiales celulósicos.] ↩
"Soluciones de ensamblaje de exhibidores personalizados para el comercio minorista – Asiapack", https://asiapack.com/custom-display-assembly-solutions/. [Las guías de diseño de empaques detallan cómo la incorporación de flexibilidad en los troqueles estructurales reduce la resistencia al ensamblaje y previene la tensión del material. Función de la evidencia: mejores prácticas de diseño; tipo de fuente: guía de certificación de empaques profesionales. Apoya: el beneficio de la ingeniería estructural no rígida en el ensamblaje. Nota de alcance: específico para componentes de cartón corrugado troquelados.] ↩



