
Inviertes todo tu presupuesto de marketing en el desarrollo de productos, pero meter esos productos de primera calidad en cajas de envío genéricas da como resultado esquinas aplastadas, logotipos descoloridos y la pérdida de confianza de los minoristas.
El uso de cajas de cartón personalizadas maximiza la integridad estructural, elimina el espacio desperdiciado durante el envío y transforma el embalaje de transporte en un punto de contacto de marca de alta calidad. Adaptar las dimensiones específicas a los requisitos logísticos estándar reduce directamente el desperdicio de material, previene daños durante el transporte y crea una experiencia de desempaquetado muy fluida para el consumidor final.

Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar; estandarizar esas mediciones personalizadas requiere una precisión absoluta en la planta de producción.
¿Cuáles son los beneficios de las cajas personalizadas?
Adaptar las dimensiones de su embalaje no solo tiene una buena apariencia, sino que actúa como un escudo geométrico que protege matemáticamente su producto al tiempo que reduce drásticamente sus costos de flete internacional.
Las ventajas de las cajas personalizadas incluyen un peso volumétrico optimizado, mayor resistencia al apilamiento y una drástica reducción de los costos de flete por dimensiones. Al diseñar el embalaje a medida para cada producto, las marcas eliminan el espacio vacío, minimizan el movimiento interno y garantizan la máxima densidad de unidades dentro de los contenedores de envío comerciales estándar.

Para traducir esa eficiencia teórica a la logística física, es necesario ir más allá de los gráficos y centrarse por completo en las matemáticas dimensionales.
Optimización y eficiencia volumétrica de contenedores
Las marcas emergentes suelen recurrir a tamaños de envase estándar para ahorrar en costes iniciales de utillaje. Asumen erróneamente que rellenar los huecos con materiales de relleno como plástico de burbujas o bolitas de poliestireno es una solución aceptable. Si bien este enfoque parece más económico al principio, ignora por completo la dura realidad financiera de la tarificación por peso volumétrico impuesta por las empresas de transporteinternacionales¹.
Constantemente veo a equipos de compras pedir cajas de envío genéricas de gran tamaño, solo para darse cuenta de que están pagando por enviar aire a través del océano. El trimestre pasado, vi a un gerente de almacén forcejeando físicamente para introducir una caja maestra abultada y desproporcionada en una estantería estándar del almacén; la superficie de cartón corrugado sin tratar chirriaba contra las vigas de acero porque el tamaño de la caja era ligeramente demasiado ancho.
Al utilizar ingeniería personalizada, se elimina por completo esta fricción diseñando específicamente para el contenedor estándar 40HQ² . Al reducir matemáticamente el tamaño de la caja maestra para que coincida con el tamaño exacto del producto, se aumenta drásticamente la densidad de unidades³ . Este ajuste dimensional preciso permite colocar muchas más unidades por palé, lo que reduce directamente el coste de envío por unidad y elimina por completo el gasto innecesario en transporte.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando contenedores de gran tamaño | Dimensiones personalizadas para un ajuste perfecto | Evita el movimiento interno del producto4 |
| Pagar por aire vacío en tránsito | Optimización volumétrica de contenedores de 40HQ5 | Reduce drásticamente los gastos de flete dimensionales |
| Rellenar los huecos con cacahuetes desordenados | Insertos corrugados estructurales diseñados6 | Acelera el proceso de co-envasado |
Nunca permito que mis clientes utilicen tamaños estándar al realizar envíos internacionales. Invertir en dimensiones personalizadas desde el principio elimina definitivamente los gastos de envío innecesarios, garantizando que solo pague por el transporte del producto, no por el aire que se transporta.
🛠️ Oficina de Harvey: ¿Sus cajas de embalaje actuales están mermando sus márgenes de ganancia mediante penalizaciones por peso volumétrico? 👉 Solicite una auditoría de cálculo de fletes ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, se lo prometo.
¿Cuáles son las ventajas del embalaje en cajas de cartón?
Seleccionar el material estructural adecuado determina el flujo de toda la cadena de suministro, ofreciendo un equilibrio único entre la protección de alta resistencia y el cumplimiento de las normativas medioambientales necesarias.
Las ventajas del embalaje de cartón radican en su excepcional relación resistencia-peso, su reciclabilidad global en los puntos de recogida selectiva y su escalabilidad rentable. Las estructuras de cartón ondulado ofrecen una absorción de impactos superior para productos frágiles, a la vez que son lo suficientemente ligeras como para evitar sobrecostes de envío excesivos, lo que las convierte en el material predominante en las cadenas de suministro minoristas globales.
Sin embargo, tratar todo el cartón como una solución universal que sirve para todos los casos es precisamente donde la mayoría de las campañas de marketing empiezan a perder dinero.
El "impuesto a la sostenibilidad" y la estrategia de aligeramiento de peso
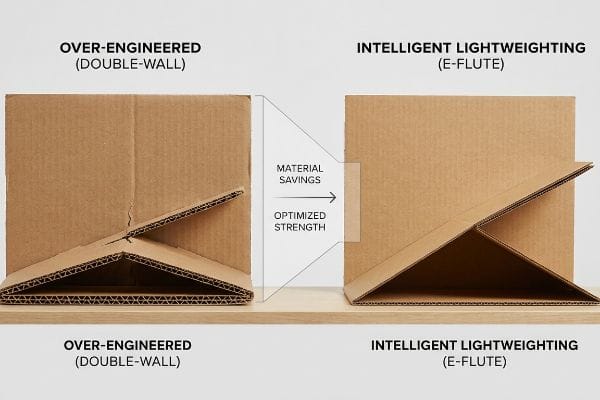
Muchos compradores asumen que para que un embalaje sea más resistente siempre se necesitan materiales más gruesos, pesados y caros. Solicitan sin criterio estructuras densas de doble pared para consumo masivo , creyendo que esto garantiza la seguridad. Esta trampa del sobrediseño ignora los avances modernos en la física del papel y crea un "impuesto a la sostenibilidad" innecesario que infla la factura final.
Los clientes a menudo me preguntan si necesitan el cartón más grueso posible para que resista el transporte. Suelo sacar una lámina de cartón de doble pared sobredimensionado y les muestro lo rígido e inflexible que es: se oye cómo las fibras de papel se agrietan con fuerza al intentar doblarlo a mano. Este grosor tan rígido dificulta el funcionamiento de la maquinaria de plegado automatizada, ralentizando la línea de montaje aproximadamente un 30 %y frustrando al equipo de embalaje.
En cambio, los oriento hacia una reducción de peso inteligente mediante el uso de microcanales de alto rendimiento como el canal E o el canal R⁸.Al utilizar un revestimiento de kraft virgen de alta densidad con un perfil más delgado, se mantiene la resistencia de apilamiento vertical requerida sin el peso excesivo del material⁹.Esta reducción precisa del espesor del material disminuye significativamente los costos de materia prima y garantiza que los co-envasadores no encuentren ninguna resistencia al ensamblar las bandejas modulares .
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Sobrediseño con doble pared gruesa | Aligeramiento de flauta E de alto rendimiento | Evita atascos en las líneas de montaje automatizadas10 |
| Suponiendo que más grueso significa más fuerte | Revestimientos de papel kraft virgen de alta densidad11 | Reduce el desperdicio total de materiales |
| Ignorar el impuesto a la sostenibilidad | Reducción precisa del calibre estructural12 | Reduce los costos de empaque por unidad |
Siempre abogo por la reducción inteligente de peso en lugar de la excesiva robustez. Encontrar el equilibrio perfecto entre una flauta de alto rendimiento y un revestimiento de primera calidad es la clave para proteger sus productos y, al mismo tiempo, alcanzar sin esfuerzo los objetivos de sostenibilidad de su empresa.
🛠️ Oficina de Harvey: ¿Su embalaje actual le parece innecesariamente grueso, difícil de doblar y pesado para enviar? 👉 Obtenga una evaluación de reducción de espesor de material ↗ — Descárguelo de forma segura. Mi bandeja de entrada está abierta si tiene alguna pregunta más adelante.
¿Cuáles son las ventajas de utilizar cartón como material de modelado?
La creación de prototipos es la fase más importante del desarrollo de un producto físico, ya que permite someter rápidamente a pruebas de resistencia geometrías complejas antes de invertir en costosos utillajes de acero.
Las ventajas de usar cartón como material de modelado incluyen la validación estructural inmediata, la rapidez en los procesos de iteración y la ausencia de costes iniciales de utillaje. Su naturaleza flexible pero rígida permite a los ingenieros de embalaje cortar, marcar y plegar rápidamente prototipos físicos precisos para verificar físicamente el ajuste por fricción y el equilibrio de la carga.

Para salvar la brecha entre una representación digital y una unidad física que soporte carga, se requieren pruebas mecánicas rigurosas.
Prototipado rápido con mesas de corte CNC (Control Numérico por Computadora)
Las marcas suelen basarse exclusivamente en archivos PDF 2D planos o renderizaciones 3D básicas para aprobar un diseño estructural, dando por sentado que los cálculos digitales se traducirán sin problemas al mundo físico. Se saltan la fase de muestras físicas para ahorrar unos días en el cronograma del proyecto. Esta confianza ciega en la geometría basada en pantalla es un error fatal cuando se trata de pestañas entrelazadas y estantes que soportanpeso¹³.
Confiar en un archivo CAD (Diseño Asistido por Computadora) digital sin un modelo físico es como comprar un traje a medida sin probárselo. Una vez, un cliente me pidió una aprobación digital con urgencia y terminó sudando profusamente en mis instalaciones mientras intentaba forzar una pestaña de bloqueo demasiado pequeña en una ranura, rompiéndose el cartón bajo la presión.
Mi regla general es simple: si no has doblado una muestra física blanca con tus propias manos, el diseño no está terminado. Utilizo nuestras mesas de corte digitales para cortar modelos físicos perfectos en menos de 24 horas¹⁴,eliminando por completo la necesidad de una matriz de corte deacero¹⁵. Esta validación táctil evita colapsos estructurales en el punto de venta, lo que te ahorra daños catastróficos al producto y elimina por completo el riesgo de costosas reposiciones de producción en masa.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Aprobación basada únicamente en una representación 3D | Exigir una muestra física blanca | Elimina los puntos ciegos estructurales |
| Saltarse la fase de prototipo | Corte rápido de mesa CNC en 24 horas16 | Acelera el cronograma de pruebas |
| Estimación de las tolerancias de ajuste por fricción | Pruebas táctiles de plegado y bloqueo | Garantiza un montaje fluido en la tienda |
Me niego a iniciar la producción en masa de cualquier proyecto sin un prototipo físico firmado. Fabricar una muestra blanca solo lleva un día, pero te evita semanas de retrasos interminables y costosos reembolsos.
🛠️ Oficina de Harvey: ¿Te preocupa si tu troquel digital soportará el peso de tu producto? 👉 Solicita una muestra rápida en blanco ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Por qué es mejor el embalaje de cartón?
Más allá del simple ahorro de costes, los soportes de cartón ondulado ofrecen una adaptabilidad sin precedentes, lo que permite a los ingenieros manipular matemáticamente las fibras de papel para que resistan las tensiones ambientales dinámicas.
El embalaje de cartón es superior porque ofrece una flexibilidad de alta ingeniería, una absorción de impactos excepcional y una gran resistencia a la humedad. A diferencia de los plásticos rígidos o las maderas pesadas, las estructuras de cartón corrugado disipan activamente la energía del impacto durante el transporte, a la vez que proporcionan una plataforma totalmente renovable y personalizable para una imagen de marca y una comercialización de alto impacto.
Lograr que una sola pantalla se mantenga en perfecto estado en un laboratorio de pruebas seco y con temperatura controlada es fácil, pero esta es la cruda realidad cuando se envían 500 de ellas a través del océano.
Sobreviviendo a la trampa de la "hinchazón por humedad"
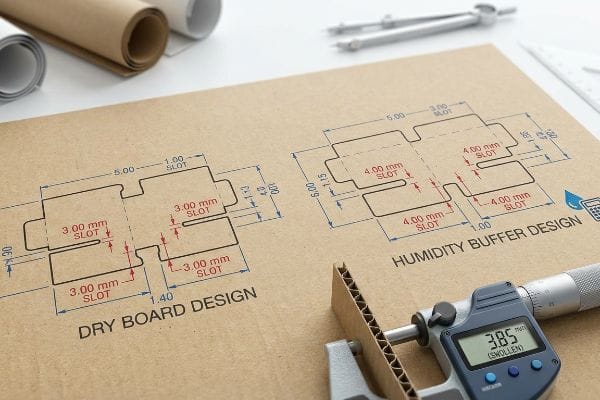
En mi taller, veo habitualmente a diseñadores gráficos construyendo sus pestañas y ranuras entrelazadas basándose exclusivamente en el calibre seco absoluto del tablero. Ajustan una ranura para un panel de flauta B a exactamente 0,12 pulgadas (3 mm)17, asumiendo que el grosor del papel es una variable estática e inmutable. Este trabajo teórico de escritorio provoca que la realidad física se rompa en el momento en que esos paquetes planos entran en un ambiente de alta humedad o soportan largos tiempos de transporte18.
Esto no es solo teoría; lo veo suceder en la sala de pruebas cuando simulamos regiones húmedas como Florida. El revestimiento poroso de la prueba ECT (Edge Crush Test) actúa como una esponja, absorbiendo la humedad ambiental e hinchándose físicamente hasta 1 mm (0,04 pulgadas)¹⁹. De repente, una pestaña que se deslizaba perfectamente en el software CAD requiere una fuerza física enorme para conectarse, y se puede oír el crujido desagradable de las estrías internas colapsando cuando el equipo de coempaquetado fuerza las partes hinchadas para unirlas.
Realizo mediciones con micrómetros para demostrar que no necesitamos cambiar los materiales; solo necesitamos un algoritmo de amortiguación de humedad diseñado específicamente para nuestras líneas de troquelado. Al ensanchar artificialmente las ranuras de recepción exactamente 0,04 pulgadas (1 mm)20 específicamente para pedidos de transporte marítimo, compensamos matemáticamente la expansión del papel. Al aplicar esta microtolerancia, garantizamos que su coempaquetador experimente un ensamblaje sin fricciones, lo que reduce aproximadamente 42 segundos por unidad21 y elimina por completo los sobrecostos laborales que destruyen el margen de beneficio de su campaña.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Diseño para espesor de tablero seco | Diseño de un amortiguador de humedad22 | Evita que se rompan las ranuras y las pestañas |
| Ignorando la hinchazón por humedad del papel | Ensanchamiento de las ranuras en 0,04 pulgadas (1 mm)23 | Garantiza un envasado conjunto sin esfuerzo |
| Aplastamiento de las ranuras durante el montaje | Líneas de troquelado adaptadas matemáticamente24 | Reduce drásticamente el tiempo de trabajo en el almacén |
Controlo el nivel de humedad con mucha atención porque el papel es un material vivo. Si no se diseña un sistema matemático específico para compensar la hinchazón por humedad, básicamente se está arriesgando todo el presupuesto de empaquetado.
🛠️ Oficina de Harvey: ¿Conoce la tasa exacta de expansión por humedad del cartón ondulado B de su proveedor actual antes de la laminación litográfica? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes elegir un proveedor genérico, pero si el cartón 32 ECT, fabricado con precisión, se hincha en un almacén húmedo, las ondulaciones aplastadas ralentizarán tu línea de co-empaquetado en un 30 % aproximadamente y eliminarán tu margen de beneficio. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar estos errores fatales en las primeras etapas. Deja de adivinar sobre la física ambiental y permíteme auditar personalmente tus tolerancias estructurales exactas con mi Auditoría Previa a la Fabricación Gratuita ↗ para detectar fallas catastróficas antes de que comience la producción.
"Diferencia entre peso volumétrico y peso real", https://air7seas.com/blog/difference-between-dimensional-weight-and-actual-weight. [Las directrices de envío autorizadas de transportistas como FedEx, UPS y DHL explican cómo se calcula el peso volumétrico para cobrar en función del tamaño del paquete en lugar del peso real]. Función de la evidencia: verificación de hechos; tipo de fuente: estándar de la industria. Apoya: la penalización económica por embalaje de gran tamaño. Nota de alcance: Se aplica a la mayoría de las cargas comerciales internacionales y nacionales. ↩
"Utilización de dimensiones de contenedores de 20 pies, 40 pies y 40HQ para carga – JCtrans", https://www.jctrans.com/en/news-knowledge/13211. [Las especificaciones de envío estándar de la industria definen las dimensiones internas precisas de los contenedores High Cube de 40 pies, lo que permite a los ingenieros optimizar las cargas]. Función de evidencia: especificación fáctica; tipo de fuente: estándar de la industria naviera. Apoya: la viabilidad de diseñar el embalaje para que se ajuste a las limitaciones específicas del contenedor. Nota de alcance: se refiere a los contenedores High Cube estándar ISO. ↩
"Cómo el embalaje influye en los costes de envío | Onramp Funds", https://www.onrampfunds.com/resources/how-packaging-impacts-shipping-costs. [Investigaciones sobre logística e ingeniería de embalaje demuestran que minimizar el espacio muerto mediante dimensiones personalizadas aumenta el número de unidades por metro cúbico]. Función de la evidencia: verificación técnica; tipo de fuente: estudio logístico. Apoya: la afirmación de que la reducción de la huella ecológica conduce a una mayor densidad de unidades. Nota de alcance: las ganancias reales dependen de la geometría del producto y la estrategia de paletización. ↩
"Cómo medir productos rectangulares para soluciones de embalaje resistentes", https://www.printingblue.com/knowledge-center/posts/measure-product-for-packaging. [Los principios de ingeniería de embalaje explican cómo minimizar el espacio vacío elimina la capacidad de un producto para desplazarse, reduciendo el impacto cinético y los daños]. Función de la evidencia: validación técnica; tipo de fuente: manual de ciencia del embalaje. Soportes: protección del producto. Nota de alcance: limitado a cajas rígidas hechas a medida. ↩
"Contenedor de envío High Cube de 40 pies: dimensiones, tamaños y peso", https://www.icontainers.com/help/40-foot-high-cube-container/. [Los manuales de logística y las directrices de las compañías navieras cuantifican cómo maximizar el volumen del contenedor minimiza el impacto de la tarificación por peso volumétrico]. Función de la evidencia: verificación fáctica; tipo de fuente: estándar de la industria logística. Apoya: Reducción de los costos de flete. Nota de alcance: Específico para el transporte marítimo/terrestre internacional. ↩
"Embalaje protector: relleno de huecos, material de relleno, preparación de kits", https://www.atlanticpkg.com/protective/. [Estudios sobre la eficiencia de la cadena de suministro demuestran que los insertos de cartón corrugado personalizados reducen el tiempo de ensamblaje en comparación con el relleno manual de huecos]. Función de la evidencia: rendimiento técnico; tipo de fuente: estudio de gestión de operaciones. Apoya: mejoras en la velocidad del co-empaquetado. Nota de alcance: aplicable a entornos de SKU de alto volumen. ↩
"Influencia de las líneas de pliegue analógicas y digitales en la mecánica… – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Un informe autorizado de la industria o un manual de ingeniería sobre automatización de empaques debería proporcionar datos sobre cómo la rigidez excesiva del cartón reduce la velocidad del ciclo de los equipos de plegado automatizados]. Función de la evidencia: validación cuantitativa; tipo de fuente: documento técnico o manual técnico de la industria. Apoya: el costo operativo del sobrediseño de empaques. Nota de alcance: la pérdida de eficiencia varía según las especificaciones de la maquinaria]. ↩
"Entendiendo la resistencia de las cajas de envío – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoqLOwMKitL98fU_D96gk5mlHPXqQqflsj7VpaQSrGp5mlDkjaT-. [Una norma autorizada de la industria del embalaje debería definir las dimensiones y propiedades mecánicas de las flautas E y R como opciones de microcorrugación para aligerar el peso]. Función de la evidencia: Verificación técnica; tipo de fuente: Norma de embalaje industrial. Apoyos: La clasificación técnica de las flautas E y R. Nota de alcance: Limitado a las especificaciones del cartón corrugado. ↩
"[PDF] Un examen comparativo de las propiedades físicas del material reciclado…", https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. [Los datos de ciencia de materiales deben demostrar que los revestimientos de papel kraft virgen de alta densidad proporcionan una resistencia a la compresión superior, lo que permite una reducción del espesor del material sin comprometer su capacidad de carga]. Función de la evidencia: Validación técnica; tipo de fuente: Estudio de ciencia de materiales. Apoya: La eficacia de la reducción del espesor del material mediante revestimientos de alto rendimiento. Nota de alcance: Se centra en la resistencia a la compresión vertical. ↩
"Guía para el cartón ondulado de flauta E: para qué sirve y cuándo usarlo", https://www.accbox.com/blog/a-guide-to-e-flute-corrugated-what-its-good-for-and-when-to-use-it/. [Un manual técnico de la industria sobre automatización de embalajes verificaría cómo el perfil más delgado de la flauta E reduce los errores de alimentación y los atascos en las líneas de plegado automatizadas]. Función de la evidencia: validación técnica; tipo de fuente: manual de ingeniería. Apoya: el beneficio de la reducción de peso en comparación con la construcción de doble pared gruesa. Nota de alcance: Se aplica específicamente a sistemas de cumplimiento automatizados de alta velocidad. ↩
"Papeles base corrugados: explicación del revestimiento y el acanalado", https://www.dunapack-packaging.com/company/news-and-blog/detail-view/types-of-containerboard-what-you-should-know-about-liners-and-flutings/. [La investigación en ciencia de materiales sobre la longitud de la fibra de celulosa respaldaría la afirmación de que los revestimientos de kraft virgen proporcionan una resistencia al estallido y una rigidez superiores en comparación con las fibras recicladas]. Función de la evidencia: verificación de materiales; tipo de fuente: revista de ciencia de materiales revisada por pares. Apoya: la afirmación de que la densidad del material es más crítica que el espesor de la pared para la resistencia. Nota de alcance: excluye revestimientos específicos recubiertos de polímero. ↩
"Estrategias para la reducción de costes de materiales de embalaje | ICPG", https://blog.icpg.co/your-packaging-materials-are-costing-you-money. [Los análisis de logística y cadena de suministro demostrarían cómo la reducción del grosor del material mediante ingeniería de precisión disminuye los gastos en materia prima y el peso del envío]. Función de la evidencia: validación económica; tipo de fuente: estudio de caso de gestión de la cadena de suministro. Apoya: la afirmación de que la reducción del grosor disminuye los costes de embalaje por unidad. Nota de alcance: el impacto varía según los precios de mercado de la materia prima. ↩
"Guía de diseño estructural de envases de papel", https://greendotpackaging.com/paper-packaging-structural-design-guide/. [Fuentes autorizadas en ingeniería de envases demuestran cómo las simulaciones digitales a menudo no tienen en cuenta el espesor del material, la compresión y las tolerancias en las uniones entrelazadas y los elementos estructurales de soporte de carga]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de la industria. Apoya: la necesidad de realizar muestreos físicos en lugar de la aprobación exclusivamente digital. Nota de alcance: específico para materiales de cartón corrugado y plegado. ↩
"Mesas CAM – Sistemas de corte de precisión Kongsberg", https://www.kongsbergsystems.com/en/solutions/cam-table. [Las especificaciones de los equipos para las mesas de corte Kongsberg verifican la velocidad y la precisión necesarias para la creación rápida de prototipos físicos en un solo día]. Función de la evidencia: Métrica de rendimiento; tipo de fuente: Hoja de datos del fabricante. Admite: Velocidades de iteración rápidas. Nota de alcance: El tiempo de respuesta real depende de la complejidad del diseño. ↩
"Guía de troquelado: proceso, herramientas y aplicaciones", https://www.interwell.cn/resources/understanding-die-cutting-a-comprehensive-guide. [Documentación técnica sobre corte CNC para embalaje que explica cómo el trazado digital reemplaza la necesidad de troqueles físicos de acero para la producción de muestras]. Función de evidencia: Validación técnica; tipo de fuente: Libro blanco de la industria. Apoya: Costos iniciales de herramientas cero. Nota de alcance: Limitado al muestreo de bajo volumen. ↩
"Plazos de entrega CNC: de 3 días a 6 semanas explicados | RivCut", https://www.rivcut.com/blog/cnc-machining-lead-times. [Los estándares de fabricación de la industria o las guías de servicio de prototipado rápido validarían la viabilidad de un plazo de entrega de 24 horas para el corte CNC digital de muestras de cartón]. Función de la evidencia: especificación técnica; tipo de fuente: informe técnico de la industria. Apoya: La eficiencia de los plazos de prototipado rápido. Nota de alcance: El plazo de entrega puede variar según la complejidad del diseño y la capacidad del taller. ↩
"Cartón ondulado – Base de conocimientos de Pkg", http://pkgsolutions.co.uk/kb/Corrugated_Flutes.php. [Las normas técnicas de embalaje definen el calibre nominal para el cartón ondulado de flauta B para verificar esta medida específica]. Función de la evidencia: verificación técnica; tipo de fuente: norma industrial. Soportes: espesor de la flauta B. Nota de alcance: el calibre puede variar ligeramente según el fabricante. ↩
""Efectos de la humedad relativa en la resistencia a la compresión de…", https://open.clemson.edu/all_theses/3225/. [Estudios sobre la naturaleza higroscópica de las fibras de papel demuestran que la absorción de humedad provoca inestabilidad dimensional e hinchazón en el cartón ondulado]. Función de la evidencia: explicación del mecanismo; tipo de fuente: estudio de ciencia de los materiales. Apoyos: impacto de la humedad en el espesor del cartón. Nota de alcance: El efecto es más pronunciado en cartones sin recubrimiento. ↩
"Influencia de la humedad y la temperatura en las propiedades mecánicas de…", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Un estudio técnico o una ficha técnica de ciencia de materiales sobre cartón ondulado proporcionaría mediciones empíricas de la expansión dimensional causada por la absorción de humedad higroscópica. Función de la evidencia: verificación técnica; tipo de fuente: norma de ingeniería de embalaje o revista de materiales. Apoya: la medición específica de la hinchazón del material en cartón 32 ECT. Nota de alcance: las tasas de expansión pueden variar según la composición de la fibra y los niveles de humedad relativa.] ↩
"[PDF] Efectos de la humedad relativa en la compresión… – Clemson OPEN", https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Una fuente autorizada en ciencia de materiales de embalaje verificaría la tasa de expansión típica de las fibras de papel corrugado en condiciones de tránsito marítimo de alta humedad]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería. Apoya: la medición específica del amortiguador para la hinchazón por humedad. Nota de alcance: Las tasas de expansión pueden variar según el grado del revestimiento y el tipo de flauta. ↩
"Mejora de la productividad mediante el equilibrado de la línea de montaje por…", https://pmc.ncbi.nlm.nih.gov/articles/PMC10788436/. [Los estudios de tiempos y movimientos en ingeniería industrial proporcionarían datos sobre cómo el ajuste preciso de los componentes afecta la velocidad del montaje manual en entornos de co-empaquetado]. Función de la evidencia: validación cuantitativa; tipo de fuente: estudio de ingeniería industrial. Apoya: la afirmación de reducción del tiempo de mano de obra. Nota de alcance: Los ahorros reales dependen de la complejidad del proceso de montaje. ↩
"¿Cuál es la diferencia entre las cajas de cartón y las de cartón corrugado?", https://popdisplay.me/what-is-the-difference-between-cardboard-and-corrugated-boxes/. [Una investigación en ciencia de los materiales explica cómo la incorporación de amortiguadores de expansión previene fallas estructurales y desgarros del material en ranuras y pestañas a medida que fluctúa la humedad relativa]. Función de la evidencia: causa y efecto mecánico; tipo de fuente: revista de ciencia de los materiales. Apoya: el papel de los amortiguadores en la prevención de fallas mecánicas. Nota de alcance: La efectividad varía según el tipo de papel y el laminado. ↩
"[PDF] REQUISITOS GENERALES PARA CAJAS DE CARTÓN CORRUGADO – Snap-on", https://www.snapon.com/Snap-on-Files/Suppliers/Packaging-and-Labeling-Guidelines/StandardforCorrugatedBoxConstruction.pdf. [Las normas técnicas de ingeniería de embalaje especifican tolerancias dimensionales precisas para acomodar la expansión higroscópica de las fibras de papel en entornos de alta humedad]. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería. Apoyos: medición precisa para compensación de humedad. Nota de alcance: específico para aplicaciones de cartón corrugado. ↩
"Estimación de la resistencia al aplastamiento de los bordes del cartón corrugado mediante…", https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Las directrices de diseño de embalaje describen el uso de márgenes de plegado calculados y troqueles desplazados para evitar el aplastamiento de las ondulaciones internas durante el proceso de ensamblaje]. Función de la evidencia: metodología técnica; tipo de fuente: manual de diseño de embalaje. Apoyos: integridad estructural y eficiencia laboral. Nota de alcance: Se aplica a geometrías de plegado complejas. ↩



