
Las marcas luchan constantemente por destacar en los abarrotados estantes de las tiendas. Si sus expositores de cartón ondulado no logran convertir el flujo de clientes en ventas, el retorno de la inversión en marketing se desploma de inmediato.
La personalización de las cajas expositoras implica el diseño de cartón corrugado con laminación litográfica de alta fidelidad, troquelado paramétrico y dimensiones específicas que cumplen con las normativas del minorista. Esta adaptación estructural garantiza una alta visibilidad del producto en zonas de gran afluencia, maximiza el aprovechamiento del espacio en la tienda y protege el inventario de daños durante el transporte gracias a una distribución precisa del peso.

Pero conocer la teoría general de la personalización en el comercio minorista no protegerá tu marca cuando las materias primas lleguen a las mesas de corte automatizadas. Analicemos la mecánica real de la fábrica.
¿Qué son las cajas de presentación personalizadas?
Al entrar en una gran superficie comercial, enseguida te fijas en determinados expositores que llaman tu atención. No se trata de simples cajas de cartón genéricas modificadas con algún diseño sencillo.
Una caja expositora personalizada es una estructura de punto de venta diseñada para exhibir productos específicos. Potencia activamente el valor de la marca mediante el uso de troqueles a medida, impresión especializada y escalado dimensional preciso para generar una interacción inmediata con el consumidor en las zonas de mayor afluencia de la tienda.
La creación de estos expositores temporales para comercios parece increíblemente sencilla en la pantalla del ordenador, pero la física de la fabricación real cuenta una historia completamente diferente.
Las matemáticas ocultas detrás de las estructuras de cartón corrugado
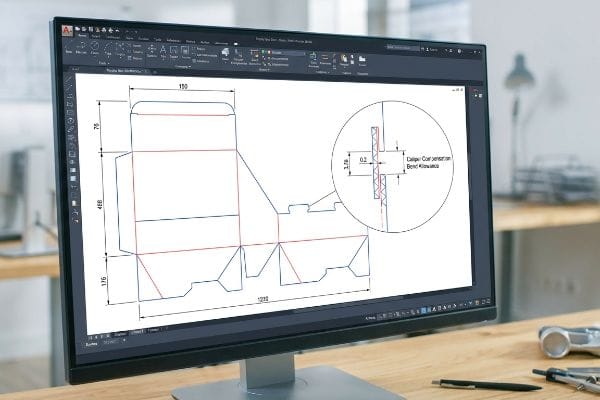
Incluso los diseñadores veteranos suelen dar por sentado que dibujar una forma en Illustrator es el paso final. Trazan las pestañas y ranuras entrelazadas basándose en el calibre en seco absoluto del tablero, asumiendo que un espacio estándar de 3 mm recibirá perfectamente un panel de flauta B de 3 mm de espesor¹ . Parece una combinación lógica y matemática.
Aquí está el microdesastre que veo repetidamente en la planta de co-empaquetado. Cuando ese grueso cartón ondulado se pliega 90 grados, consume material físico alrededor de la curva. Si la ranura de recepción en la línea de troquelado no se ensancha para compensar el radio exterior del pliegue, el expositor físico se niega a ensamblarse. He visto a operarios de montaje sudar y rasgar el cartón marrón crudo —acompañado del frustrante sonido de desgarro de la hoja superior— intentando forzar una pestaña mal calculada en una ranura estrecha, recurriendo finalmente a una fea cinta adhesiva transparente. Al aplicar la "Compensación de Calibración" paramétrica en nuestro software CAD (Diseño Asistido por Computadora), agrego tolerancias de flexión específicas a las ranuras. Este ensamblaje sin fricción ahorra aproximadamente 25 segundos por unidad, reduciendo drásticamente sus costos de mano de obra de co-empaquetado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Ignorando el grosor del calibrador de plegado | Tolerancias de curvatura paramétricas CAD | Ahorra 25 segundos de tiempo de co-empaquetado por unidad2 |
| Relación de tamaño entre lengüeta y ranura 1:1 | Añadiendo 0,04 pulgadas (1 mm) de espacio libre3 | Elimina los bordes rasgados del cartón |
| Líneas de troquelado ráster para herramientas web | Anclajes PDF vectoriales diseñados | Garantiza un límite de carga de 2500 libras (1133 kg)4 |
Jamás permito que un archivo plano pase por alto mi revisión estructural. Calcular el consumo exacto de material en cada pliegue garantiza que las unidades se ensamblen sin esfuerzo, eliminando el desperdicio oculto de mano de obra en la línea de montaje.
🛠️ Oficina de Harvey: ¿No está seguro de si sus pestañas entrelazadas tienen el margen de curvatura correcto? 👉 Solicite una auditoría gratuita de troquelado ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, lo prometo.
¿Se pueden personalizar las cajas de cartón?
Transformar una caja de cartón corrugado estándar en una experiencia de venta minorista de alta gama requiere maquinaria de precisión. Los clientes suelen preguntarse cuáles son los límites reales de la modificación de los materiales Testliner estándar.
Sí. La personalización de cajas de cartón requiere modificar sus troqueles estructurales y capas gráficas mediante mesas de corte CNC automatizadas y técnicas precisas de laminación litográfica. Esta adaptación mecánica transforma el cartón corrugado en bruto en un embalaje a medida, listo para la venta, que se ajusta perfectamente a las dimensiones específicas del producto y a las directrices de la marca.
Si bien las posibilidades de modificación son prácticamente ilimitadas, la comunicación entre el archivo de diseño y la maquinaria de la fábrica es extremadamente frágil.
La trampa vectorial CMYK en el embalaje personalizado
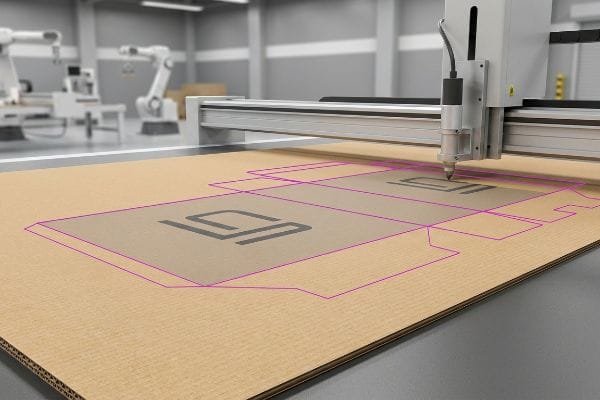
Un error común que afecta incluso a equipos de compras experimentados es la forma en que envían sus formas vectoriales para producción. Suelen enviar troqueles con líneas negras CMYK estándarpara indicar con precisión dónde se debe cortar o doblar la caja. En un archivo digital, este mapa visual se ve impecable y listo para la fabricación.
Pero las mesas de corte CNC (Control Numérico por Computadora) automatizadas no leen líneas visuales; solo leen colores directos mecánicos absolutos⁶.Cuando llega un archivo con trazos negros genéricos, el software de la máquina fusiona las líneas de corte directamente en la capa de diseño. ¿El resultado? Una caja impresa con contornos negros visibles pero sin cortes físicos, lo que obliga a detener la línea. He oído el fuerte y estridente zumbido de una mesa de enrutamiento atascada cuando intenta procesar un archivo fusionado. Lo soluciono realizando una preimpresión estricta de los archivos para asignar trayectorias estructurales a colores directos mecánicos⁷como el magenta al 100% para los cortes. Esta intervención de preimpresión garantiza que las cuchillas entren en contacto con el cartón correctamente, evitando costosos errores de impresión en la producción en masa y manteniendo su cronograma de lanzamiento perfectamente encaminado.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el negro CMYK para las líneas de corte | Asignación de color directo magenta al 100% | Evita costosos errores de impresión en la producción en masa |
| Fusionando capas artísticas y estructurales | Separación de trayectorias vectoriales de corte/pliegue | Elimina los retrasos por tiempo de inactividad de la máquina |
| Suponiendo sangrados de impresión estándar | Aplicar un margen de sangrado de 0,5 pulgadas (12,7 mm) | Oculta los bordes corrugados sin tratar |
Intercepto cada archivo de diseño gráfico para verificar la asignación de colores antes de cortar una sola lámina de cartón. Traducir el diseño visual a la lógica de la máquina garantiza que nunca pague por un lote de embalaje sin cortar e inservible.
🛠️ Escritorio de Harvey: ¿Se están fusionando accidentalmente las líneas de corte de tus vectores con las capas de tu ilustración? 👉 Solicita tu revisión de preimpresión ↗ — Descarga de forma segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Qué son las cajas de venta minorista personalizadas?
Pasar de cajas de envío genéricas a herramientas de venta activas cambia por completo la ecuación logística. El espacio de venta al público impone límites estrictos a los vendedores físicos.
Una caja de venta personalizada es una estructura especializada para puntos de venta, diseñada específicamente para la interacción con el consumidor y el cumplimiento de las normativas del minorista. Se basa en el refuerzo estructural y la fidelidad gráfica para captar la atención del comprador, respetando al mismo tiempo las dimensiones, los límites de alcance y las capacidades de carga dinámicas del diseño de la tienda.
Diseñar un local comercial es muy parecido a construir una casa; si se ignoran las leyes de zonificación locales, el inspector lo derribará.
Restricción espacial de la ADA para tiendas
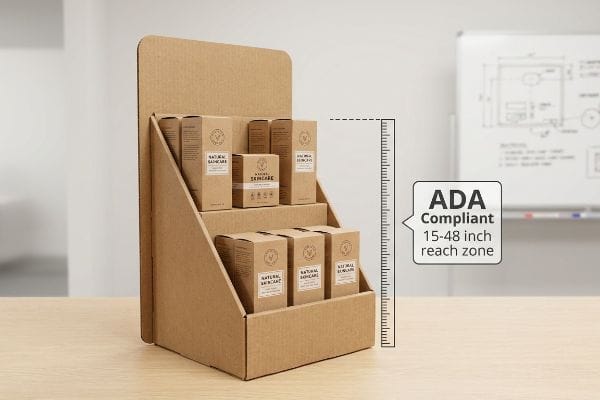
Las marcas suelen proponer un concepto de vitrina expositora escalable donde un gran expositor de suelo se puede reducir a la mitad para que funcione como una unidad de mostrador más pequeña⁸.Parece una forma muy eficiente de ahorrar en costes de utillaje⁹y mantener una presencia de marca unificada en múltiples formatos de tienda.
La realidad es que los entornos minoristas de EE. UU. se rigen por zonas legales y logísticas específicas. No se puede reducir el tamaño de una unidad indiscriminadamente. Si se reduce el tamaño de un diseño de piso de palé, las proporciones estructurales se desmoronan. He visto a gerentes de tienda rechazar agresivamente y arrojar unidades de mostrador que no cumplen con las normas a la empacadora de cartón —escuchando el fuerte crujido de la máquina— porque violaban la estricta ventana de cumplimiento de alcance frontal de 15 a 48 pulgadas (38.1 a 121.9 cm) de la ADA para cajas registradoras. Separo permanentemente los procesos de ingeniería para unidades de piso y de mostrador. Al anclar las cajas de mostrador específicamente a los límites de alcance y las cajas de piso a la física de palé de 48 × 40 pulgadas (121.9 × 101.6 cm), garantizo la aceptación del 100 % en la tienda, protegiéndolo de costosas devoluciones de cargo por parte de los minoristas.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Unidades de suelo reducibles para mostradores | Rediseño de dimensiones específicas de la ADA10 | Evita el rechazo inmediato por parte del minorista |
| Ignorar los límites de alcance del pasillo | Diseñar dentro de la zona de 15 a 48 pulgadas11 | Garantiza la accesibilidad para los compradores legales |
| Bases de mostrador endebles | Aplicando la relación profundidad-altura de 2:312 | Evita que las unidades se vuelquen |
Construyo estructuras físicas para que resistan tanto al cliente como al gerente de la tienda. Alinear la geometría con las estrictas leyes de zonificación comercial garantiza que tu campaña llegue a la tienda en lugar de terminar en la basura.
🛠️ Harvey's Desk: ¿Sus exhibidores de mostrador infringen las normas de alcance sin que usted lo sepa? 👉 Obtenga su revisión estructural ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Cómo pedir cajas al supermercado?
Presentar sus artículos promocionales personalizados a una importante cadena de supermercados requiere más que solo gráficos atractivos. Los compradores de las tiendas se centran implacablemente en el espacio de almacenamiento y la seguridad.
Para solicitar la colocación de cajas en un supermercado, es necesario presentar especificaciones estructurales rigurosas que demuestren que su expositor personalizado cumple con sus directrices logísticas internas. Esto incluye proporcionar las dimensiones exactas de la superficie que ocupará el palé, datos certificados de pruebas de resistencia al aplastamiento de los bordes y documentación que verifique que la unidad no interrumpirá el flujo de los pasillos de mayor tránsito.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los palés llegan al centro de distribución.
Por qué las huellas estándar fallan en la planta de producción
Los equipos de compras suelen intentar maximizar las dimensiones de las cajas maestras para que quepan más unidades de producto, lo que provoca que las cajas sobresalgan ligeramente del palé estándar de supermercado . Dan por sentado que la compresión bruta del cartón corrugado de alta resistencia será suficiente para proteger la mercancía.
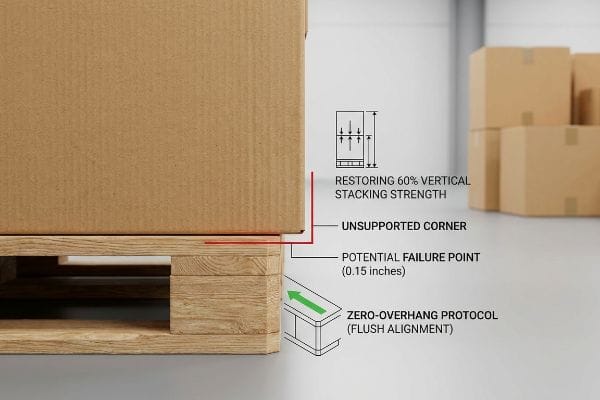
Esto no es solo teoría: lo veo suceder en la práctica cuando realizamos simulaciones de compresión. Una caja de cartón corrugado obtiene hasta el 60 % de su resistencia BCT (prueba de compresión de cajas)14 estrictamente de la alineación vertical de sus cuatro esquinas. Cuando una esquina sobresale del palé incluso 0,15 pulgadas15 (3,8 mm), no soporta ninguna carga. Durante una prueba de estrés con alta humedad, he visto cómo la capa inferior sin soporte se curva visiblemente hacia afuera y se deforma catastróficamente con un golpe sordo, lo que hace que la resistencia teórica del material 32ECT sea completamente inútil. Impongo un protocolo estricto de caja delimitadora sin voladizo, reduciendo artificialmente la huella máxima permitida del cartón en nuestro software en exactamente 0,5 pulgadas (12,7 mm). Al aplicar esta tolerancia precisa, las esquinas permanecen totalmente soportadas, eliminando los daños durante el transporte y asegurando que el comprador de su supermercado reciba un palé impecable y listo para la venta.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Empujar las cajas más allá de los bordes de los palés | Imponer un cuadro delimitador sin voladizos | Restaura el 60% de la resistencia al apilamiento vertical16 |
| Confiando estrictamente en la placa ECT17 | Alineación perfecta de las esquinas | Previene desastres de aplastamiento de nivel inferior |
| Ignorando la geometría fraccionaria | Utilizando palets estándar de media/cuarta unidad | Maximiza la aprobación de la ubicación en los pasillos del supermercado |
Jamás comprometo la geometría de los palés solo para incluir una unidad adicional. Reducir la superficie de contacto estructural en media pulgada es la mejor defensa contra el aplastamiento masivo de los contenedores durante el transporte de larga distancia.
🛠️ Oficina de Harvey: ¿Conoce la tolerancia exacta del voladizo de palets de su caja de cartón corrugado actual? 👉 Envíeme su archivo de troquelado ↗ — Haré una prueba de estrés antes de que gaste su presupuesto en producción en masa.
Conclusión
Puedes optar por un proveedor más económico que ignore la geometría fraccionada de los palets, pero cuando esas esquinas estructurales desalineadas inevitablemente se doblen y colapsen bajo cargas pesadas en el almacén, provocarán un rechazo inmediato por parte del minorista que aniquilará el margen de beneficio de toda tu campaña. Más de 500 gerentes de marca utilizan mi lista de verificación de preimpresión para evitar precisamente estos errores fatales en las primeras etapas. Deja de arriesgar tus relaciones comerciales con tolerancias no probadas y permíteme auditar personalmente tus archivos estructurales con mi Revisión Previa Gratuita de Troqueles ↗ para garantizar una producción en masa impecable.
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las normas técnicas de embalaje confirmarán el rango de espesor nominal para el cartón ondulado de flauta B para verificar si 3 mm es una base estándar de la industria]. Función de la evidencia: verificación fáctica; tipo de fuente: especificación técnica de la industria. Apoya: la afirmación sobre el espesor del material. Nota de alcance: el espesor puede variar ligeramente según el fabricante. ↩
"Dominando el diseño de chapa metálica con factor K y margen de plegado…", https://www.linkedin.com/posts/pushkar-suthar-92404566_engineering-mechanicalengineering-manufacturing-activity-7430228870928412672-2-fj. [Los estudios de eficiencia operativa o los puntos de referencia de producción ajustada proporcionarían datos sobre el ahorro de tiempo logrado mediante una mayor precisión en el plegado del embalaje]. Función de la evidencia: métrica operativa; tipo de fuente: estudio de caso. Apoyos: eficiencia de las correcciones CAD paramétricas. Nota de alcance: los resultados pueden variar según el método de ensamblaje. ↩
"La guía definitiva para cajas de cartón corrugado – Shorr Packaging", https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [Un manual de ingeniería industrial o una norma de embalaje verificaría la separación óptima necesaria para evitar el desgarro del material durante el montaje]. Función de la evidencia: especificación técnica; tipo de fuente: norma industrial. Apoyos: dimensionamiento adecuado de la pestaña a la ranura. Nota de alcance: aplicable a la ondulación estándar del cartón corrugado. ↩
"Cajas de exhibición de cartón corrugado personalizadas | Envío y diseño gratuitos", https://theboxology.us/product/corrugated-display-boxes/. [Los datos de ingeniería estructural para unidades de exhibición de cartón corrugado de alta resistencia confirmarían la capacidad de carga máxima alcanzable mediante el anclaje vectorial preciso y la selección de materiales]. Función de evidencia: métrica de rendimiento; tipo de fuente: hoja de datos técnicos. Apoya: integridad estructural de las cajas de exhibición. Nota de alcance: depende del grado del material y del tipo de flauta. ↩
"10 Errores que se deben evitar (+ PLANTILLAS DE TROQUELADO) – CarePac", https://www.carepac.com/blog/10-mistakes-to-avoid-packaging-dielines/?srsltid=AfmBOoqPld2vVxiLxRQIe8drTyOgKXRGJZLiGgK4cdBuOpsb7PEKDN-n. [Una guía técnica de impresión o embalaje explica por qué el uso de negro CMYK para troquelados en lugar de colores directos provoca errores de producción en sistemas de corte automatizados]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria. Apoya: la afirmación de que las líneas CMYK estándar son una trampa común en las compras. Nota de alcance: Se aplica específicamente a los flujos de trabajo de CNC y troquelado. ↩
"Adobe Illustrator: ¿Qué muestra de color usar para las líneas de corte?", https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. [Una fuente autorizada sobre software de enrutamiento CNC y preimpresión explicaría cómo las máquinas diferencian entre gráficos imprimibles y rutas de corte mediante canales de color directo específicos]. Función de la evidencia: verificación técnica; tipo de fuente: manual técnico. Compatible con: requisitos de procesamiento CNC. Nota de alcance: Se aplica al software de enrutamiento vectorial utilizado en el embalaje. ↩
"Guía completa de troqueles para embalaje e impresión personalizados", https://gentlever.com/dielines-for-custom-packaging-and-printing/. [Las guías técnicas para el diseño de embalajes especifican el uso de colores directos de alto contraste para definir las trayectorias de troquelado y evitar la fusión de las ilustraciones]. Función de la evidencia: verificación de especificaciones; tipo de fuente: estándar de la industria de preimpresión. Admite: requisitos de preparación de archivos. Nota de alcance: Las opciones de color específicas pueden variar según el proveedor, pero el uso de colores directos es el mecanismo estándar]. ↩
"Maximizando el espacio de su tienda: ¿Qué unidades de exhibición pueden ayudar?", https://marvolus.com/maximizing-your-retail-floor-space/. [Los estándares profesionales de diseño de puntos de venta (POP) describen las proporciones de escala utilizadas para la transición de unidades de pie a versiones de mostrador]. Función de la evidencia: verificación técnica; tipo de fuente: guía de diseño de la industria. Apoya: la práctica específica de reducción proporcional para unidades de mostrador. Nota de alcance: Las proporciones pueden variar según los requisitos específicos del minorista. ↩
«¿Cuál es el proceso de diseño para expositores de venta al por menor? – Frank Mayer», https://www.frankmayer.com/blog/what-is-the-design-process-for-retail-displays/. [La documentación de fabricación explica cómo el diseño escalable permite la reutilización de troqueles y planchas, reduciendo la inversión inicial en utillaje]. Función de la evidencia: verificación económica; tipo de fuente: documento técnico de producción. Apoya: la afirmación de que la escalabilidad reduce los costes de utillaje. Nota de alcance: Solo se aplica si los materiales y los métodos de producción se mantienen constantes. ↩
"Capítulo 9: Elementos integrados – Access-Board.gov", https://www.access-board.gov/ada/chapter/ch09/. [La Ley de Estadounidenses con Discapacidades (ADA) especifica las dimensiones obligatorias para mostradores y áreas de servicio accesibles]. Función de la evidencia: requisito legal; tipo de fuente: reglamento gubernamental. Apoya: evitar el rechazo del minorista. Nota de alcance: Se centra en la altura y el espacio libre del mostrador. ↩
"Normas ADA para el diseño accesible, Título III, Reglamento 28 CFR…", https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [Las normas autorizadas de la ADA para el diseño accesible verifican los rangos de altura aceptables para los límites de alcance en entornos minoristas para garantizar la accesibilidad]. Función de la evidencia: verificación técnica; tipo de fuente: norma reglamentaria. Apoya: accesibilidad legal para el comprador. Nota de alcance: Específico para los rangos de alcance hacia adelante y hacia los lados. ↩
"¿Cómo elegir la altura de su expositor comercial?", https://popdisplay.me/how-to-choose-your-retail-display-height/. [Las directrices de ingeniería para expositores comerciales independientes proporcionan índices de estabilidad para garantizar que el centro de gravedad evite el vuelco]. Función de la evidencia: especificación técnica; tipo de fuente: manual de diseño industrial. Soportes: estabilidad estructural de las unidades. Nota de alcance: regla general de la industria para expositores independientes. ↩
"Investigación del efecto de las perforaciones en la capacidad de carga…", https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Documentación científica sobre embalaje que explica la diferencia entre las pruebas de compresión en bruto de laboratorio y el rendimiento real de carga en una cadena de suministro minorista]. Función de la evidencia: aclaración técnica; tipo de fuente: manual de ingeniería. Apoya: la insuficiencia de las métricas en bruto para la protección del producto. Nota de alcance: se centra en el rendimiento del cartón de fibra. ↩
"Estimación de la resistencia a la compresión de cajas de cartón corrugado…", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Un manual de ingeniería de embalaje o un estudio estructural verificaría el porcentaje específico de resistencia a la compresión atribuido a la alineación vertical de las esquinas]. Función de la evidencia: verificación cuantitativa; tipo de fuente: manual técnico. Apoya: afirmaciones sobre la integridad estructural. Nota de alcance: generalmente depende del grado del cartón corrugado. ↩
"[PDF] Efecto del desplazamiento de la caja paletizada en la resistencia a la compresión de la unidad…", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?article=1067&context=it_fac. [Las normas de logística y embalaje cuantifican la drástica reducción de la capacidad de carga cuando las esquinas de la caja carecen de soporte directo del palé]. Función de la evidencia: validación técnica; tipo de fuente: documento técnico del sector. Apoyos: umbral de fallo de carga. Nota de alcance: se asumen las especificaciones estándar de los embalajes de cartón ondulado. ↩
"[DOC] Versión enviada (672,09 KB) – VTechWorks", https://vtechworks.lib.vt.edu/bitstreams/359cd5e6-7099-48a8-9a3b-60aeee6db278/download. Los estudios de ingeniería sobre embalajes de cartón ondulado cuantifican la drástica pérdida de resistencia a la compresión causada por el voladizo de los palés, observando una recuperación porcentual sustancial cuando se elimina. Función de la evidencia: validación técnica; tipo de fuente: estudio de ingeniería de embalaje. Apoya: la eficiencia de las cajas delimitadoras sin voladizo. Nota de alcance: el porcentaje real puede variar según el grado del cartón y el tipo de palé. ↩
"Prueba de aplastamiento de bordes: por qué es importante para el embalaje de cartón ondulado", https://www.ernestpackaging.com/buzz/packaging-technology/importance-of-edge-crush-test-for-corrugated-packaging/. La prueba de aplastamiento de bordes (ECT, por sus siglas en inglés) es una métrica estandarizada que se utiliza para medir la resistencia al apilamiento del cartón ondulado. Función de la evidencia: definición técnica; tipo de fuente: estándar industrial (ASTM/TAPPI). Apoya: la afirmación de que la ECT es una métrica de referencia del material, en lugar de una garantía de integridad estructural in situ. Nota de alcance: la ECT mide la resistencia del material, no el rendimiento del ensamblaje estructural. ↩


