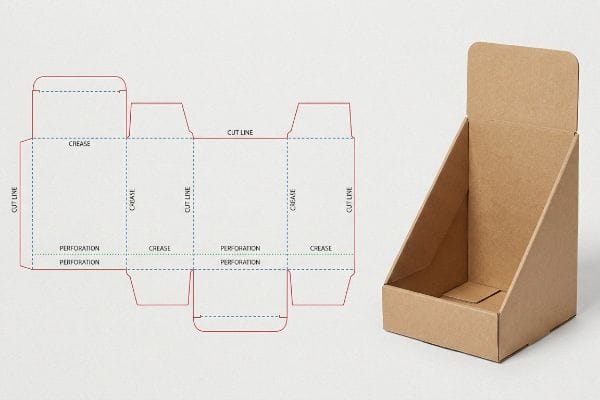
Diseñar un expositor para tiendas es una experiencia fantástica hasta que la fábrica rechaza tu archivo. Si te encuentras ante una maraña caótica de vectores de colores, puedo ayudarte a descifrarla.
La lectura de un troquel requiere comprender el lenguaje visual preciso de las plantillas de embalaje estructural. Es necesario identificar los colores y patrones de línea distintivos que indican a la maquinaria de fabricación automatizada dónde cortar, doblar o perforar los materiales, transformando así con éxito el diseño gráfico plano en expositores tridimensionales funcionales para puntos de venta.
Saber dónde colocar tus diseños es solo la mitad del trabajo; comprender cómo se comportan esas líneas en la planta de producción es lo que realmente protege tus márgenes de beneficio.
¿Qué aspecto tienen las líneas de troquelado?
A primera vista, los archivos estructurales parecen un esquema arquitectónico superpuesto directamente sobre los coloridos gráficos de tu marca.
Una línea de troquelado se asemeja a una red de líneas vectoriales de colores específicos, de gran precisión, superpuestas directamente sobre el diseño del empaque. Generalmente, las líneas magenta sólidas representan los cortes físicos, mientras que las líneas cian indican los pliegues, sirviendo como una guía matemática indispensable para las mesas de enrutamiento automatizadas y la maquinaria industrial de troquelado de alta resistencia.

Ver las líneas en una pantalla es fácil, pero asignarles el lenguaje digital correcto es donde la mayoría de las campañas se estancan incluso antes de empezar.
Herramientas de color directo en troqueladoras
Los equipos de diseño gráfico suelen enviar sus archivos estructurales utilizando líneas negras estándar CMYK (cian, magenta, amarillo y negro) para indicar dónde se debe cortar la pantalla. Dan por sentado que, como pueden ver claramente las líneas negras en sus monitores, la maquinaria de corte comprenderá automáticamente esos límites. Este enfoque visual ignora por completo cómo las mesas de corte CNC (control numérico computarizado) automatizadas y las máquinas de troquelado láser procesan realmente los datos.
Incluso los diseñadores más experimentados suelen pasar por alto este punto ciego. Constantemente recibo archivos donde las trayectorias de corte son simplemente líneas negras de la ilustración. El software RIP (Procesador de Imágenes Ráster) interpreta este negro CMYK como tinta imprimible²,fusionando la estructura directamente con la capa de la ilustración. El resultado es una hoja impresa con contornos negros visibles, pero sin cortes físicos, y la ruidosa succión de la mesa de corte se detiene por completo al bloquearse la máquina. Soluciono esto realizando una preimpresión rigurosa de los archivos para asegurar que las trayectorias estructurales utilicen colores directos absolutos³,garantizando que las cuchillas se adhieran al tablero y manteniendo la ilustración impresa impecable. Este sencillo ajuste de preimpresión evita un desperdicio masivo de impresión, manteniendo el cronograma de producción en marcha sin contratiempos.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar el negro CMYK para las líneas de corte | Asignar colores directos absolutos4 | Evita costosos desperdicios de impresión |
| Fusionar la estructura con la obra de arte | Aísle las líneas en una capa separada5 | Garantiza un acoplamiento limpio de la cuchilla |
| Suponiendo que las máquinas leen líneas visuales | Verificación previa al vuelo en el software RIP6 | Mantiene los cronogramas de implementación a tiempo |
Me niego a que un simple error de capa arruine su impresión. Al aislar las rutas estructurales en colores directos específicos, elimino los cuellos de botella de la preimpresión y garantizo que su diseño se imprima a la perfección, sin antiestéticos contornos negros.
🛠️ Escritorio de Harvey: ¿No estás seguro de si tus trazados vectoriales están asignados a los colores directos correctos? 👉 Permíteme inspeccionar tu archivo ↗ — Acceso directo a mi escritorio. Sin spam de ventas automatizado, lo prometo.
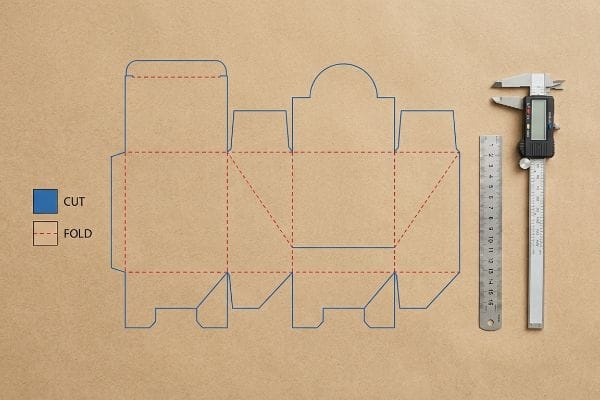
¿Qué es un dieline en el packaging?
Este archivo es más que una simple guía visual; constituye la base arquitectónica fundamental de toda su campaña de comercialización en el sector minorista.
En el embalaje, una plantilla de troquelado es una regla matemática precisa que determina con exactitud dónde se corta, pliega o perfora el cartón corrugado. Funciona como el elemento de ingeniería fundamental que conecta los diseños gráficos planos en 2D (bidimensionales) con estructuras tridimensionales sólidas, capaces de soportar las exigencias de la logística internacional y la manipulación en almacenes.

Tratar esta plantilla como una mera sugerencia en lugar de un absoluto matemático rígido es la forma más rápida de provocar un colapso estructural total.
Cambio de la línea de troquelado de compensación de la pinza
Los equipos de marca suelen recurrir a software de ilustración básico para dibujar pestañas y ranuras que encajan a la perfección con el ancho del panel correspondiente. Crean estos archivos digitales de forma aislada, asumiendo que una línea perfectamente plana se traduce sin problemas en una caja plegada a la perfección. Este idealismo digital no tiene en cuenta el calibre físico, o el grosor del material, del tablero7 utilizado en la producción.
Cuando se dobla una plancha de cartón ondulado B de 2,79 mm/cm (0,11 pulgadas) de grosor exactamente 90 grados, se consume material. Si la ranura de recepción no se ensancha para compensar el radio exterior del pliegue, la presentación física se curvará considerablemente. He visto a operarios de empaquetado sudar en la línea de montaje, luchando contra la rigidez del cartón kraft virgen, intentando forzar una pestaña en una ranura que es matemáticamente demasiado estrecha. Utilizo software de diseño paramétrico para aplicar automáticamente algoritmos de compensación de calibre a cada pliegue, calculando la tolerancia de curvatura exacta para que las bandejas prellenadas se ensamblen sin problemas, ahorrando un 15 % estimado en costes de mano de obra.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Las pestañas de dibujo coinciden exactamente con las ranuras | Aplicar tolerancias de curvatura matemáticas | Evita que la base se doble y se rompa |
| Ignorando el grosor del tablero de material | Compensación de calibre paramétrico | Elimina la fricción en la línea de montaje |
| Diseñar exclusivamente en software | Establecer tolerancias para las ranuras físicas | Reduce rápidamente los costos de mano de obra manual |
Diseño cada archivo respetando la realidad física del material. Ajustar las tolerancias de las ranuras antes de comenzar el mecanizado garantiza un ensamblaje sin fricción, eliminando por completo la necesidad de usar cinta adhesiva transparente antiestética en la tienda.
🛠️ Escritorio de Harvey: ¿Son sus ranuras estructurales matemáticamente lo suficientemente anchas para manejar un radio de flauta B plegada? 👉 Solicite una verificación de tolerancia ↗ — Descargue de forma segura. Mi bandeja de entrada está abierta si tiene preguntas más adelante.
¿Cuáles son las reglas para el dieline?
La creación de una plantilla funcional requiere el cumplimiento de límites operativos estrictos que dictan cómo la tinta entra en contacto con el cartón en bruto.
Las normas para troqueles exigen mantener márgenes de sangrado específicos, asignaciones de colores directos exactas y compensaciones de calibre precisas. Seguir estrictamente estas directrices técnicas garantiza que el diseño impreso se extienda lo suficiente más allá de las trayectorias de corte físicas, evitando así que queden expuestos los bordes del cartón marrón durante la laminación y fabricación automatizadas de alta velocidad.
Podrías pensar que un margen de impresión comercial estándar es suficiente para mantenerte a salvo, pero el cartón corrugado grueso se rige por reglas completamente diferentes.
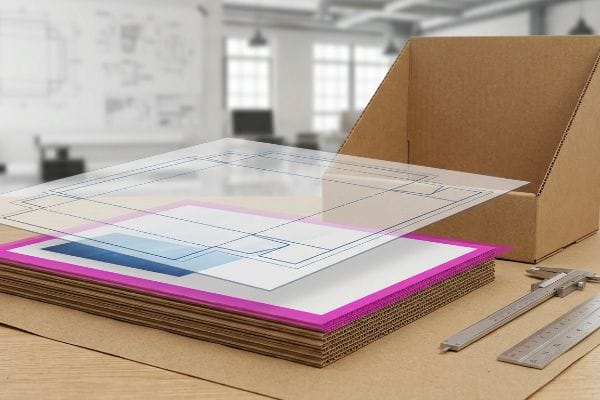
El mandato de sangrado de Litho-Shift
Muchos equipos de compras aprueban archivos utilizando la configuración estándar de sangrado de impresión comercial, extendiendo el diseño aproximadamente 0,125 pulgadas ( 3,17 mm/cm) más allá del borde estructural. Esto es perfectamente aceptable para tarjetas de visita delgadas, por lo que asumen lógicamente que también funciona para los grandes expositores de suelo . Sin embargo, esto ignora las estrictas tolerancias mecánicas que implica la laminación litográfica , donde las hojas superiores impresas se pegan sobre cartones gruesos.
La laminación litográfica es un proceso físico y engorroso. Durante el montaje automatizado, las placas se desplazan de forma natural. Si solo se utiliza un margen estándar, ese mínimo sangrado resulta completamente insuficiente para compensar el desplazamiento mecánico, lo que provoca rebabas: antiestéticas franjas marrones expuestas en la pantalla plegada final. El impacto visual es desagradable; he visto cabeceras arruinadas porque la pegajosidad del adhesivo PVA húmedo desplazó la lámina superior apenas unos milímetros. Para evitarlo, aplico un margen de sangrado estricto de 12,7 mm (0,5 pulgadas) más allá de la línea de corte, creando así una red de seguridad que cubre completamente cada borde expuesto.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizando márgenes de sangrado comerciales estándar | Aplique un margen de sangrado de 0,5 pulgadas | Elimina los antiestéticos bordes marrones sin tratar |
| Ignorando el cambio de la máquina de laminación | Construir una red de seguridad diseñada | Protege la estética de la marca premium |
| Dejar que las obras de arte ajustadas toquen las líneas | Extiende los fondos más allá de los límites | Evita costosos rechazos de impresión por lotes |
Rechazo en la fase de preimpresión los archivos que no cumplen con este requisito básico. Obligar a tu equipo a extender los fondos de las ilustraciones garantiza que tu presentación luzca impecable desde cualquier ángulo, protegiendo por completo el valor de tu marca.
🛠️ Harvey's Desk: ¿Los fondos de tus diseños son lo suficientemente amplios como para adaptarse a la transición a la laminación litográfica? 👉 Obtén una auditoría de sangrado de preimpresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿Qué indica una línea punteada en una línea de troquelado?
Al revisar las pruebas estructurales, observará varios trazos punteados y perforados que representan la geometría interna.
Una línea punteada indica la trayectoria precisa de pliegue o doblez en una plantilla estructural. Estas marcas distintivas guían a los equipos de troquelado industrial para comprimir y doblar el material de forma segura sin romper las fibras del papel, lo que permite que los paneles corrugados gruesos formen estructuras tridimensionales resistentes bajo la presión de las cargas pesadas de un almacén.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y esas fibras de papel comienzan a romperse bajo presión.
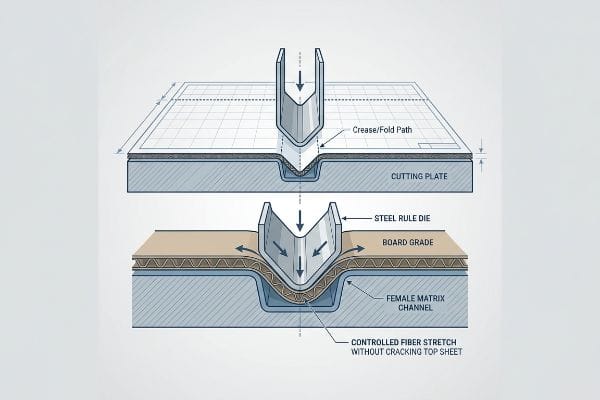
Protocolo de perfilado de la matriz de pliegues
Los compradores suelen mirar un PDF digital y dan por sentado que una simple línea vectorial punteada garantiza automáticamente un pliegue limpio y perfecto de 90 grados. Confían plenamente en la representación del software, esperando que el cartón se pliegue sin esfuerzo como el papel de impresora estándar. Esto supone que la integridad estructural de la hoja superior es infinita e ignora la enorme fuerza física necesaria para manipular el embalaje de transporte de alta resistencia¹² .
Esto no es solo teoría: lo veo suceder en la sala de pruebas cuando un troquel de regla de acero golpea agresivamente un testliner 32ECT. Sin un control de resistencia adecuado, las estrías internas se doblan y agrietan violentamente la hoja superior impresa, un fenómeno conocido como agrietamiento litográfico13.Cuando mido el daño, es una cruda realidad: la sensación polvorienta del polvo de troquelado mezclado con tinta rota a lo largo de cada pliegue principal del encabezado. Soluciono esto instalando canales de hendido de matriz hembra específicos montados directamente en la placa de corte. Este canal de polímero actúa como un yunque, controlando con precisión cómo se estiran las fibras del papel durante el golpe, reduciendo la tasa de rechazo a cero y ahorrando a los clientes un estimado del 12 % en costos de material de reemplazo14.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Suponiendo que las líneas se pliegan perfectamente | Instalar canales de matriz hembra | Elimina el agrietamiento litográfico de la capa superior15 |
| Ignorar la resistencia de las fibras de papel | Controlar el impacto del troquel de acero16 | Mantiene los gráficos del encabezado impecables |
| Confiar en las reglas estándar del acero | Perfilar el calibre exacto de la tabla | Previene las microfracturas estructurales17 |
Nunca dejo al azar las tolerancias de plegado. Mediante el perfilado matemático de la matriz de pliegues para que coincida con el grado específico de su tablero, garantizo un plegado limpio y duradero incluso bajo enormes cargas de palés de tiendas mayoristas.
🛠️ Oficina de Harvey: ¿Sabes si tu proveedor actual está perfilando sus matrices de pliegue para evitar que la tinta se agriete? 👉 Envíame tu archivo de troquelado ↗ — Haré una prueba de estrés antes de que malgastes tu presupuesto en la producción en masa.
Conclusión
Puedes elegir un proveedor más económico, pero cuando el proceso de laminación litográfica expone los bordes corrugados sin tratar en tus encabezados premium, los defectos visuales resultantes provocan rechazos inmediatos por parte de los minoristas, eliminando por completo el margen de beneficio de tu proyecto. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deja de adivinar las tolerancias mecánicas y permíteme revisar personalmente tus archivos con mi Auditoría Gratuita de Troqueles ↗ para detectar errores estructurales fatales antes de que comience la producción.
"Color directo vs. color CMYK: diferencias esenciales explicadas", https://unicopacking.com/en/new/spot-color-vs-process-color.html. [Los estándares de la industria para la producción de envases especifican que los sistemas de corte CNC se basan en atributos de color directo o rutas vectoriales específicas en lugar de valores CMYK para interpretar las rutas de corte]. Función de evidencia: especificación técnica; tipo de fuente: manual de producción de envases. Apoya: el requisito de colores de herramientas especializados en lugar del negro CMYK estándar. Nota de alcance: limitado al corte estructural automatizado. ↩
"CMYK vs. Color directo: ¿Cuál es el mejor proceso? | Prime Line Packaging", https://www.primelinepackaging.com/blog/cmyk-spot-color/. [Una guía autorizada sobre software RIP de preimpresión explicaría que los valores CMYK se interpretan como datos de imagen para la deposición de tinta, a diferencia de los colores directos que se pueden asignar a capas de corte técnicas]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria. Apoya: por qué las líneas CMYK no activan la maquinaria de corte. Nota de alcance: se aplica a la mayoría de los RIP de impresión comercial estándar.] ↩
"Del diseño a la prueba: una guía para las líneas de troquelado de envases", https://admiralpkg.com/post/dielines. [Los estándares de la industria para el diseño de envases especifican el uso de colores directos designados para diferenciar las líneas de troquelado técnicas de las ilustraciones imprimibles para mesas de corte automatizadas]. Función de evidencia: estándar de la industria; tipo de fuente: directrices profesionales. Apoya: el requisito de rutas estructurales que no sean CMYK. Nota de alcance: los nombres de los colores específicos pueden variar según la imprenta.] ↩
«¿Cuál es la diferencia entre colores directos (PMS) y CMYK para…?», https://blog.fantastapack.com/difference-between-spot-colors-vs.-cmyk-packaging. [Las guías técnicas de preimpresión explican que los colores directos son necesarios para que la maquinaria de troquelado diferencie las trayectorias de corte de los diseños CMYK]. Función de la evidencia: Verificación técnica; tipo de fuente: Manual técnico. Apoya: La necesidad de colores directos para archivos estructurales. Nota de alcance: Se aplica a flujos de trabajo de impresión offset y digital profesionales.] ↩
"Guía de preparación del diseño de empaques: archivos de arte, líneas de troquelado y sangrado", https://www.printingblue.com/knowledge-center/posts/packaging-design-preparation-guide. [Los estándares de la industria para empaques estructurales especifican que las líneas de troquelado deben residir en capas dedicadas para evitar la superposición con los gráficos y garantizar una interpretación precisa de la máquina]. Función de evidencia: Verificación de mejores prácticas; tipo de fuente: Guía de diseño. Apoya: El requisito de aislamiento de capas en archivos estructurales. Nota de alcance: Práctica estándar en Adobe Illustrator y software CAD.] ↩
"Understanding RIP – Advanced Textiles Association", https://www.textiles.org/2007/01/01/understanding-rip/. [La documentación del software de procesamiento de imágenes ráster (RIP) detalla cómo la verificación previa al vuelo valida que los marcadores técnicos y las líneas de corte se mapearon correctamente antes de la producción]. Función de la evidencia: Validación del flujo de trabajo; tipo de fuente: Documentación del software. Apoya: La función del software RIP en la verificación de archivos estructurales. Nota de alcance: Específico para sistemas industriales de impresión y corte.] ↩
"¿Qué es una línea de troquelado en el embalaje? Guía, especificaciones y plantillas", https://brillpack.com/what-is-dieline-in-printing-packaging/. [Una fuente autorizada en ingeniería de embalaje explicaría cómo el calibre del material afecta los márgenes de plegado y el ajuste de los componentes entrelazados]. Función de la evidencia: verificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la necesidad de compensación de calibre en el diseño de líneas de troquelado. Nota de alcance: Se aplica específicamente al cartón corrugado y al cartón grueso. ↩
"Cartón ondulado y grados de material – flauta – Packaging Strategies", https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Las especificaciones de embalaje de la industria proporcionan medidas estandarizadas para el espesor del cartón de flauta B para garantizar la precisión de ingeniería en la creación de troqueles]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria; Soportes: las dimensiones del material del cartón de flauta B. Nota de alcance: el espesor real puede variar ligeramente según el fabricante. ↩
"[PDF] Rigidez a la flexión del cartón ondulado", https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. [Los manuales de ingeniería técnica para sustratos plegables explican el cálculo matemático de la tolerancia de flexión para tener en cuenta la compresión y expansión del material]. Función de la evidencia: principio de ingeniería; tipo de fuente: manual técnico; Apoyos: el uso de algoritmos de compensación de calibre en el diseño estructural. Nota de alcance: Específico para materiales con un espesor significativo en relación con el radio de plegado. ↩
"Comprensión de los sangrados, márgenes y recortes en la producción de impresión", https://www.ballantine.com/understanding-bleeds-margins-and-trimming-in-print-production/. [Las guías de impresión de la industria verifican que 0,125 pulgadas es el estándar convencional para los márgenes de sangrado en la impresión comercial]. Función de la evidencia: verificación de hechos; tipo de fuente: manual técnico. Apoya: estándares generales de sangrado de la industria. Nota de alcance: se aplica a trabajos de impresión comercial estándar. ↩
"Laminación litográfica – Packlane", https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoqqBaD_YL6AHe8O7p7i4aRXVUHmGfqspDiLXBpkcqfGhatj3wRc. [Las especificaciones técnicas para la laminación litográfica detallan cómo el pegado de las láminas superiores al cartón corrugado crea desplazamientos estructurales que requieren márgenes de sangrado ampliados]. Función de la evidencia: explicación técnica; tipo de fuente: especificación de fabricación. Apoyos: necesidad de reglas de troquelado especializadas en la laminación litográfica. Nota de alcance: específico para ensamblajes de cartón grueso. ↩
"[PDF] PLIEGUE Y PLEGADO – BioResources", https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Documentación técnica sobre el procesamiento de cartón corrugado que describe la presión y fuerza específicas necesarias para lograr pliegues estructurales en materiales de alta resistencia]. Función de evidencia: especificación técnica; tipo de fuente: manual de ingeniería de embalaje. Apoya: la realidad física de la manipulación del material. Nota de alcance: Los detalles dependen del tamaño de la ondulación y el grado del cartón. ↩
"¿Por qué se agrietan las cajas de cartón corrugado al doblarlas? – LinkedIn", https://www.linkedin.com/pulse/why-do-corrugated-boxes-crack-when-folded-practical-moss-6nqyc. [La documentación técnica sobre fallas en el cartón corrugado definiría el agrietamiento litográfico como la fractura de la tinta y las fibras superficiales durante el proceso de doblado]. Función de la evidencia: definición técnica; tipo de fuente: manual de ingeniería de embalaje. Apoyos: identificación de daños superficiales. Nota de alcance: específico para sustratos de cartón corrugado impresos. ↩
"Guía breve para la matriz de hendido – Ultracrease Ltd.", https://www.ultracrease.com/guide-on-crease-matrix/. [Los estudios de casos industriales sobre la reducción de residuos mediante troquelado de precisión deben verificar el porcentaje típico de ahorro derivado de la reducción del rechazo de material]. Función de la evidencia: verificación cuantitativa; tipo de fuente: informe económico de la industria. Apoya: impacto financiero del hendido preciso. Nota de alcance: los ahorros pueden variar según el grosor y el volumen del material. ↩
"Problemas de agrietamiento en la impresión de envases con sólidos y recubrimiento UV", https://printplanet.com/threads/package-printing-with-solids-and-uv-coating-having-cracking-issues.278760/. [Una guía de embalaje estructural explicaría cómo los canales de la matriz hembra distribuyen la presión para evitar que la tinta se estire y se agriete en el revestimiento exterior]. Función de la evidencia: Validación técnica; tipo de fuente: Manual de la industria. Apoya: Beneficio de los canales de la matriz hembra. Nota de alcance: Específico para sustratos litografiados. ↩
"Guía completa de etiquetas autoadhesivas para embalaje", https://millionpack.com/pressure-sensitive-labels/. [La literatura técnica sobre la fabricación de troqueles describe cómo la calibración de la fuerza de impacto controla la resistencia de las fibras del papel para evitar que se aplaste el cartón]. Función de la evidencia: Explicación del mecanismo físico; tipo de fuente: Manual técnico. Apoya: Gestión de la resistencia de las fibras. Nota de alcance: Se centra en la calibración de la prensa de troquelado. ↩
"Estudio sobre los efectos de las especificaciones de envoltura de cobre en circuitos impresos...", https://pmc.ncbi.nlm.nih.gov/articles/PMC7340094/. [Las especificaciones de ingeniería para el troquelado demuestran que hacer coincidir la profundidad de la regla de pliegue con el calibre exacto de la placa evita la rotura de las fibras internas]. Función de la evidencia: Validación técnica; tipo de fuente: Norma de ingeniería de empaquetado. Soportes: Perfilado de calibre de precisión. Nota de alcance: Se aplica a materiales de placas de alta densidad. ↩



