
Aprobaste una prueba digital vibrante, pero la pantalla de cartón llegó con un aspecto apagado y granulado. Sucede constantemente. Analicemos la mecánica de la reproducción cromática comercial.
Para comprender cómo funciona el CMYK (cian, magenta, amarillo, clave), es necesario saber que las imprentas offset superponen cuatro tintas transparentes. Estas se combinan mediante puntos de semitono microscópicos superpuestos para reproducir visualmente millones de variaciones de color distintas directamente sobre el sustrato físico durante el proceso de fabricación comercial de alta velocidad.

La clave para que la mayoría de los proyectos de embalaje tengan éxito o requieran costosas reimpresiones reside en la integración del diseño digital con el cartón físico.
¿La impresión offset utiliza CMYK?
Cuando se envían archivos a una imprenta comercial, la impresión a cuatro colores es el estándar básico, pero se comporta de manera muy diferente en cartón sin sellar en comparación con las páginas satinadas de las revistas.
Sí. La impresión offset utiliza CMYK para crear imágenes a todo color. Las imprentas comerciales estándar utilizan estas cuatro tintas base en planchas metálicas independientes. Sin embargo, depender únicamente de este proceso para logotipos de marca sólidos suele provocar fallos en la mezcla óptica, por lo que es necesario utilizar colores directos para lograr un embalaje comercial uniforme y de alto contraste.

Conocer el proceso básico es útil, pero la realidad de presionar la tinta húmeda sobre un papel de prueba poroso lo cambia todo.
La realidad de los puntos de semitono en la fabricación de cartón ondulado
Incluso los equipos de marca experimentados suelen exportar logotipos corporativos sólidos a formatos estándar de cuatro colores, dando por sentado que la imprenta de la fábrica coincidirá perfectamente con sus pantallas digitales. Crean sus archivos basándose únicamente en la mezcla teórica de cian, magenta, amarillo y negro. En un entorno comercial estándar de impresión sobre papel estucado, este enfoque suele funcionar bien, pero el embalaje estructural introduce un sustrato físico completamente diferente1.
Veo esta misma trampa cuando los clientes intentan imprimir elementos de fondo grandes y sólidos en cartón corrugado poroso y sin tratar. La impresión estándar a cuatro colores se basa en pequeños puntos de semitono superpuestos²que se absorben de forma desigual en las fibras del papel. Una vez vi cómo un hermoso logotipo azul oscuro se convertía en una masa granulada y turbia en la planta de producción porque la tinta húmeda se filtraba agresivamente en el cartón sin sellar. Literalmente se puede oír cómo la tinta pegajosa tira de las fibras del papel mientras la hoja pasa por los cilindros de la prensa. Para solucionar esto, exijo un protocolo de inundación de color directo para los logotipos principales, utilizando una tinta PMS (Pantone Matching System) mezclada específicamente en lugar de la mezcla óptica de puntos. Este simple cambio reemplaza el grano de semitono turbio con una inundación densa y perfectamente lisa de pigmento, asegurando que su marca destaque desde 6 metros de distancia y reduciendo el desperdicio de preparación en un 15 %estimado³.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Utilizar un proceso de cuatro colores para los logotipos | Exigir tintas de color directo Pantone específicas4 | Garantiza una visibilidad de marca de alto contraste |
| Impresión directa sobre el panel de prueba sin sellar | Primero, aplica una capa de imprimación acuosa5 | Evita que la tinta se corra y que los gráficos se vean borrosos |
| Ignorando la absorbencia del sustrato de papel | Calibrar los perfiles de preimpresión según el tipo de papel6 | Elimina las costosas reimpresiones de lotes completos |
Me niego a imprimir un logotipo de cuatro colores en una prueba de impresión sin avisar primero a mis clientes. Cambiar a un color directo sólido lleva cinco minutos en la preimpresión, pero evita un desastre total para la imagen de marca en las tiendas.
🛠️ Oficina de Harvey: ¿No estás seguro de si tu logo se verá borroso en una caja física? 👉 Envíame tu archivo de troquelado plano ↗ — Acceso directo a mi oficina. Sin spam de ventas automatizado, te lo prometo.
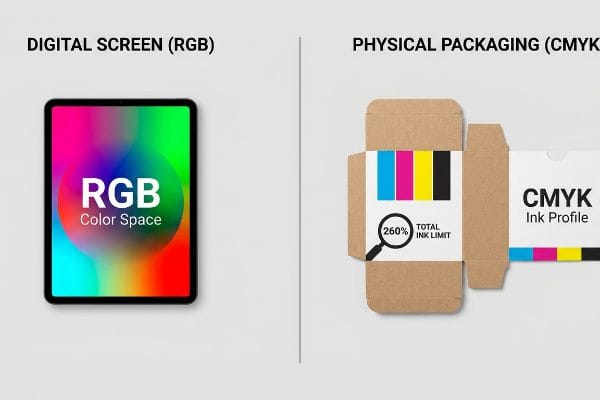
¿Por qué el CMYK se ve descolorido en la pantalla?
Tu monitor utiliza luz para crear imágenes brillantes, mientras que las imprentas utilizan pigmentos físicos que absorben la luz. Esta diferencia mecánica provoca el temido efecto de pérdida de nitidez.
En pantalla, la reproducción en CMYK se ve descolorida porque los monitores emiten luz utilizando perfiles RGB (rojo, verde y azul), lo que permite una gama de colores mucho más amplia. Cuando el software de conversión simula el espectro de tinta de cuatro colores más reducido que se utiliza para la impresión física, los colores neón vivos y los tonos altamente saturados aparecen apagados y sin brillo.

Pero reconocer este cambio de color en el monitor de su oficina es solo el primer obstáculo en la cadena de suministro de embalaje.
Cómo vencer las leyes de la física de absorción de luz en entornos comerciales
Incluso los diseñadores más experimentados suelen confiar en la configuración automática de conversión de color de su software gráfico, dando por sentado que lo que ven en su pantalla calibrada es exactamente lo que producirá la fábrica. Intentan aumentar digitalmente la saturación para compensar los tonos apagados, adivinando así el resultado físico final. Esto genera una peligrosa falsa confianza que puede conducir a la producción en masa.
En mi empresa, intercepto constantemente archivos donde el director de arte intentó "corregir" el efecto de descolorido sobresaturando el archivo digital. La realidad es que su teléfono inteligente y monitor de oficina tienen funciones de autocorrección que enmascaran por completo la química física de la tinta sobre el papel. Recuerdo a una clienta que rechazó una muestra maestra porque se veía más oscura que su pantalla bajo la intensa y zumbante iluminación fluorescente de la tienda. La fricción física de un espectrofotómetro que escanea una muestra impresa real bajo iluminación estándar D507 es la única verdad en la que confío. Escaneamos físicamente una muestra de prueba y medimos la variación matemática Delta-E8, evitando por completo la ilusión de la pantalla digital. Al confiar en la medición física de la luz en lugar del brillo de la pantalla, evitamos que todo el lote sea rechazado por los estrictos de cumplimiento de las tiendas .
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Confiar en una pantalla digital para el color | Utilizando un espectrofotómetro bajo iluminación D509 | Garantiza la coincidencia exacta de marcas en los pasillos |
| Aumentar la saturación digitalmente para compensar | Escaneo de muestras físicas de extracción de tinta10 | Elimina los rechazos subjetivos de los compradores minoristas |
| Revisando pruebas bajo la iluminación de la oficina | Verificación de pruebas bajo luces fluorescentes reales de la tienda11 | Evita que la iluminación intensa arruine los gráficos |
Deja de intentar engañar a las leyes de la física de la luz con controles deslizantes de software gráfico. Me baso exclusivamente en datos de muestras físicas, porque al comprador que recorre el pasillo no le importa cómo se veía la pantalla de tu ordenador.
🛠️ Oficina de Harvey: ¿Apruebas las pruebas de tus empaques en la pantalla de un teléfono inteligente sin calibrar? 👉 Solicita una prueba física ↗ — Descarga segura. Mi bandeja de entrada está abierta si tienes alguna pregunta más adelante.
¿Es mejor imprimir en RGB o CMYK?
La respuesta breve depende completamente de su destino final. Los activos digitales se benefician de la luz emitida, pero el embalaje físico exige un estricto cumplimiento de los límites de tinta.
La impresión en CMYK es mejor para el embalaje físico, mientras que RGB se utiliza exclusivamente para pantallas digitales. Al enviar archivos de pantalla a una imprenta comercial, el software RIP (Procesador de Imágenes Rasterizadas) realiza una conversión automática de los datos, lo que suele provocar cambios de color impredecibles, sombras borrosas y una saturación de tinta excesiva en la impresora.
Si bien configurar el software con el espacio de color correcto es un buen comienzo, el peligro oculto reside en el volumen total de tinta.
Gestión de la zona de seguridad del límite total de tinta
Los equipos de compras y los diseñadores gráficos suelen enviar archivos de gran calidad y alto contraste que lucen espectaculares en sus programas de diseño nativos. Dan por sentado que, siempre que el modo de color del documento esté configurado correctamente, la maquinaria de la fábrica se encargará del resto sin problemas. Pasan por alto por completo el volumen físico de tinta húmeda que se deposita sobre elcartón¹².
Esta es una trampa clásica donde el diseño digital ignora los límites mecánicos. Al convertir colores de pantalla altamente saturados a formatos imprimibles, las áreas oscuras a menudo requieren valores máximos de cian, magenta, amarillo y negro simultáneamente. Una vez trabajé en un proyecto donde el fondo negro intenso del diseñador exigía un TIL (Límite Total de Tinta) del 340 %. Cuando tal cantidad de tinta líquida impactó el testliner de 0,12 pulgadas (3 mm) de grosor y 32 ECT (Prueba de Aplastamiento de Bordes)13, el papel se deformó inmediatamente y el penetrante olor a tinta sin curar inundó la sala de impresión mientras las hojas se pegaban entre sí en la pila. Para evitar esto, aplico matemáticamente un perfil de preimpresión estricto del TIL del 260 %14 en todos los archivos entrantes. Al reducir las densidades de sombra antes de que se quemen las planchas, evitamos que el papel se deforme, lo que mantiene la línea de ensamblaje automatizada funcionando sin problemas y ahorra días de costoso tiempo de inactividad de la máquina.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Envío de archivos con una cobertura de tinta superior al 300 % | Imponer un límite estricto de tinta total del 260 % | Evita que el cartón se deforme y se abombe |
| Permitir que el software de fábrica convierta automáticamente los archivos | Ajuste manual de los perfiles de sombra en la preimpresión | Evita tonos oscuros turbios e impredecibles |
| Ignorando los tiempos de secado de la tinta húmeda | Calibración del volumen al sustrato específico | Acelera el montaje final del co-empaquetado |
No se puede simplemente verter cantidades interminables de tinta sobre papel poroso y esperar que permanezca plano. Siempre verifico primero el volumen total de tinta, porque una pantalla deformada no sobrevivirá en un entorno comercial con mucho tránsito.
🛠️ Harvey's Desk: ¿ Alguna vez tu imprenta se ha quejado de que tu diseño tiene demasiada tinta? 👉 Obtén una auditoría de tinta de preimpresión ↗ — Sin formularios que generen interminables llamadas de ventas. Solo valor puro.
¿CMYK es de 8 bits o de 16 bits?
La profundidad de su archivo de datos determina cuántas variaciones de color son posibles, pero la maquinaria de fábrica opera dentro de tolerancias físicas muy específicas.
El CMYK puede ser de 8 o 16 bits, según la configuración del software. Un archivo de 8 bits proporciona 256 niveles tonales por canal, que es el estándar para las imprentas comerciales. Si bien un archivo de 16 bits contiene muchos más datos, la maquinaria offset estándar no puede reproducir físicamente esos gradientes digitales microscópicos sobre cartón.
Pero conocer la teoría no es suficiente cuando las máquinas empiezan a funcionar y los gradientes digitales se convierten en problemas físicos de ganancia de punto.
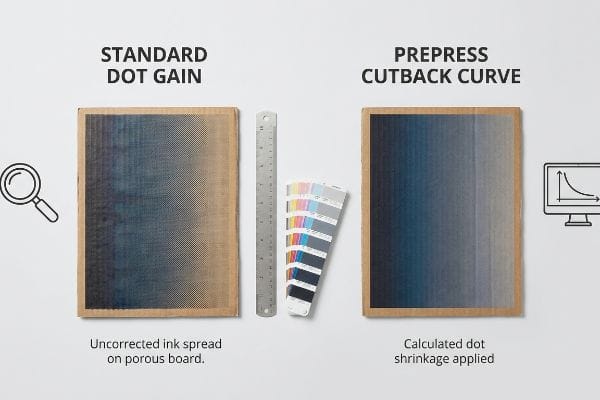
Por qué falla la ganancia de punto estándar en la planta de producción
Es un error común que los equipos de compras exijan archivos con gran cantidad de datos y una resolución extremadamente alta, asumiendo que más información digital equivale automáticamente a una mejor impresión física. Suministran archivos enormes con degradados pronunciados, esperando que el equipo de fabricación de planchas de la fábrica reproduzca a la perfección las transiciones suaves que ven en sus monitores. No tienen en cuenta la expansión física de los puntos de tinta húmedaal impactar contra la plancha.
En mi laboratorio, veo con frecuencia cómo los degradados digitales, antes suaves y perfectos, se convierten en bandas abruptas durante la primera tirada. Esto sucede porque los archivos de alta resolución no tienen en cuenta la ganancia mecánica del punto, es decir, la realidad física por la que un punto de semitono líquido se expande al absorberse en las fibras corrugadas¹⁶.Lo compruebo con una lupa de alta magnificación y, al medir un punto teórico del 50%, este suele llegar al 65% al tocar el papel. Recuerdo la textura áspera y húmeda de una hoja con exceso de tinta recién salida de la imprenta, viendo cómo los tonos medios se obstruían por completo y arruinaban la imagen. La solución consiste en una curva de recorte matemática aplicada directamente en el software de preimpresión¹⁷antes de la creación de la plancha. Al calcular y reducir artificialmente los puntos digitales en un 15% exacto para compensar la expansión física, garantizo que el degradado impreso final sea perfectamente suave, evitando un fallo estético importante y manteniendo la imagen de alta calidad de su marca en el punto de venta.
| Error común de principiante | La solución profesional | Beneficio para el punto de venta |
|---|---|---|
| Suministrar archivos masivos sin cálculo de ganancia de punto | Aplicación de una curva de recorte matemática18 | Mantiene los degradados suaves y profesionales |
| Ignorando la expansión de la tinta líquida sobre el papel | Precalcular un factor de contracción de punto del 15 %19 | Elimina los tonos medios oscuros y apagados |
| Basándose en perfiles de máquina genéricos | Personalización del software de preimpresión para la porosidad del cartón20 | Evita costosos rechazos de lotes |
Enviarme un archivo enorme con gran cantidad de datos no anula mágicamente las leyes de la física. Siempre diseño una curva de corte precisa para controlar cómo se extiende la tinta, porque la precisión del software evita desastres en la maquinaria pesada.
🛠️ Oficina de Harvey: No permita que un defecto estructural de 2 milímetros arruine el lanzamiento de 500 tiendas. 👉 Envíeme su archivo de troquelado ↗ — Analizaré los cálculos antes de que malgaste su presupuesto en la producción en masa.
Conclusión
Cuando un diseñador utiliza un archivo con un límite de tinta total del 340 % sin comprobar la porosidad del cartón, la deformación por humedad resultante provoca un pandeo severo de la base que conlleva el rechazo inmediato por parte del minorista y un costoso retrabajo manual. Esta es la hoja de especificaciones exacta que utilizan mis 10 principales clientes minoristas para garantizar cero rechazos de impresión. Deje de adivinar las tolerancias de preimpresión y permítame revisar personalmente su diseño con mi Auditoría Previa a la Impresión Gratuita ↗ para detectar errores fatales antes de la producción en masa.
"[PDF] Producción de productos premium en sustratos sintéticos mediante el…", https://repository.rit.edu/cgi/viewcontent.cgi?article=9060&context=theses. [Documentación técnica sobre sustratos de impresión que explica cómo la absorbencia y la energía superficial de los materiales de embalaje estructurales difieren de las de los materiales recubiertos, alterando la ganancia de punto de tinta y la consistencia del color]. Función de la evidencia: Validación técnica; tipo de fuente: Guía de impresión de la industria. Apoya: La distinción entre sustratos recubiertos y estructurales en la reproducción del color. Nota de alcance: Se centra en la litografía offset. ↩
"¿Qué es el color directo para la impresión de envases? – PopDisplay", https://popdisplay.me/what-is-spot-color-for-packaging-printing/. [Los manuales técnicos de impresión explican cómo el proceso de cuatro colores utiliza semitonos para simular tonos continuos y cómo los sustratos porosos provocan una absorción de tinta y una ganancia de punto desiguales]. Función de la evidencia: especificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: por qué CMYK produce resultados granulados en cartón crudo. Nota de alcance: los efectos varían según el GSM específico y la porosidad del cartón liner. ↩
"¿Qué es el color directo para la impresión de envases?", https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing. [Estudios de casos industriales sobre la eficiencia de la prensa comparan el tiempo de preparación y el desperdicio de sustrato de las tiradas de color directo monocromático frente al registro CMYK multicolor en materiales corrugados]. Función de la evidencia: métrica; tipo de fuente: estudio de caso industrial. Apoya: la eficiencia operativa del uso de tintas PMS para logotipos principales. Nota de alcance: la reducción real de residuos depende de los niveles de automatización de la prensa. ↩
«¿Cuál es la diferencia entre la impresión a cuatro colores y la impresión a color directo…?», https://www.instagram.com/reel/DWPCe9sjizJ/. [Una fuente autorizada en gestión del color confirmaría que los colores directos proporcionan mayor consistencia y viveza para los logotipos corporativos en comparación con el proceso CMYK a cuatro colores]. Función de la evidencia: estándar técnico; tipo de fuente: manual de la industria de la impresión. Apoya: la preferencia por los colores directos en la imagen de marca. Nota de alcance: específico para la impresión offset y comercial. ↩
"Evolución de la impresión de cajas de cartón ondulado con tintas acuosas", https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/. [La documentación técnica sobre materiales ondulados explicaría cómo los recubrimientos de imprimación reducen la penetración de la tinta y evitan la acumulación de puntos en el soporte de prueba poroso]. Función de la evidencia: especificación técnica; tipo de fuente: guía de ingeniería de embalaje. Apoyos: prevención de la absorción de tinta en cartón sin sellar. Nota de alcance: se aplica a sustratos porosos. ↩
"Idoneidad de los sustratos a base de papel para la electrónica impresa – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/. [Los estándares de la industria para el flujo de trabajo de preimpresión describirían la necesidad de ajustar los límites de tinta y la ganancia de punto en función de la absorbencia específica del sustrato]. Función de la evidencia: estándar de proceso; tipo de fuente: libro de texto de artes gráficas. Apoya: el requisito de calibración específica del sustrato. Nota de alcance: general al flujo de trabajo de impresión offset. ↩
"Comprobación del color D50 para artes gráficas | JUST-Normlicht", https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html. [Una fuente estándar de la industria definiría D50 como el iluminante estandarizado utilizado en las artes gráficas para garantizar una evaluación del color consistente]. Función de la evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: la validez del uso de D50 para la medición objetiva del color. Nota de alcance: Se aplica específicamente a la visualización y medición de materiales impresos. ↩
"Diferencia de color – Wikipedia", https://en.wikipedia.org/wiki/Color_difference. [Una fuente técnica sobre colorimetría definiría Delta-E como la fórmula matemática estándar utilizada para cuantificar la diferencia entre dos colores]. Función de la evidencia: métrica técnica; tipo de fuente: estándar científico. Apoya: el uso de Delta-E como una medida objetiva de la precisión del color. Nota de alcance: Existen diferentes versiones de la fórmula, como CIE76 o CIEDE2000, para distintos niveles de precisión. ↩
"Caos de color en la cabina de luz: Por qué D50 es su embalaje…", https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e. [Una fuente autorizada sobre las normas ISO para las artes gráficas confirmaría que D50 es el iluminante estandarizado para la visualización y medición del color, garantizando así la consistencia. Función de la evidencia: Validación de la norma técnica; tipo de fuente: Norma industrial/ISO. Apoya: El uso de iluminación específica para una medición precisa del color. Nota de alcance: Se aplica principalmente a la impresión y las artes gráficas.] ↩
"Un proceso digital para crear mejores muestras de tinta", https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns. [Las guías de impresión profesionales explican que las muestras de tinta proporcionan una referencia física de la tinta en un sustrato específico que evita las imprecisiones del color basado en la pantalla. Función de la evidencia: Validación del proceso; tipo de fuente: Manual técnico. Apoya: Precisión de las muestras físicas sobre la saturación digital. Nota de alcance: Específico para procesos de impresión con tinta física. ]
«Metamerismo: Mismo color, apariencias diferentes – ColorCo Global», https://www.colorcoglobal.com/en/post/metamerism-same-color-different-appearances. [La literatura científica sobre metamerismo demuestra cómo la distribución de potencia espectral de diferentes fuentes de luz, como los tubos fluorescentes, altera el color percibido de los pigmentos físicos. Función de la evidencia: Principio científico; tipo de fuente: Revista académica. Apoyos: La necesidad de probar las evidencias en entornos objetivo para evitar el cambio de color. Nota de alcance: Limitado a entornos de iluminación con picos espectrales distintos. ]
"Gestión de la cobertura de tinta en el diseño de impresión: una guía para el color selectivo…", https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024. [Las guías técnicas de la industria explican cómo la Cobertura Total del Área (CTA) determina el volumen físico de tinta, lo que puede provocar problemas de secado o transferencia de tinta si se superan los límites]. Función de la evidencia: verificación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: el impacto del volumen de tinta en los sustratos físicos. Nota de alcance: los límites varían según las tasas de absorción del cartón. ↩
"Entendiendo la resistencia de las cajas de envío", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor1roKu5xH3vv-CjJXQR_XkopJKALGWKN6mB4YypBXKua0F7iLd. [Las especificaciones técnicas para los grados de cartón corrugado definen la relación entre las clasificaciones de la prueba de aplastamiento de bordes (ECT) y la capacidad física del material para soportar la saturación de tinta]. Función de evidencia: especificación técnica; tipo de fuente: estándar de la industria. Apoya: los límites físicos de los sustratos de embalaje. Nota de alcance: el espesor real puede variar ligeramente según el fabricante.] ↩
"Reducción de la cantidad total de tinta para impresión CMYK – YouTube", https://www.youtube.com/watch?v=a9eT9VLgSHM. [Las directrices de impresión comercial y preimpresión establecen límites máximos de cantidad total de tinta (TIL) para evitar la transferencia de tinta y la deformación del sustrato en materiales porosos]. Función de la evidencia: norma técnica; tipo de fuente: manual de preimpresión. Apoya: mejores prácticas de la industria para evitar el pandeo del papel. Nota de alcance: El TIL óptimo depende de la porosidad específica del papel y del tipo de tinta.] ↩
"Modelado matemático y estrategias de compensación para la impresión de puntos…", https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/. [Un manual técnico sobre física de la impresión explicaría la ganancia de punto como el fenómeno por el cual la tinta se extiende al entrar en contacto con un sustrato, aumentando el tamaño del punto]. Función de la evidencia: definición técnica; tipo de fuente: libro de texto de la industria de la impresión. Apoya: la limitación física de la reproducción impresa. Nota de alcance: se aplica principalmente a los procesos de impresión offset y de tinta líquida. ↩
"[PDF] 1. La ganancia de punto es el aumento del tamaño de los puntos de semitono a medida que la tinta se absorbe en…", https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. [Una fuente autorizada sobre física de la impresión explicaría el mecanismo de propagación y absorción de la tinta en sustratos porosos como el cartón corrugado]. Función de la evidencia: Definición técnica; tipo de fuente: Manual de la industria de la impresión. Apoya: La causa física de la ganancia de punto. Nota de alcance: El efecto varía según la viscosidad de la tinta y la porosidad del sustrato. ↩
"Curva de corrección de ganancia de punto – PrintFactory", https://support.printfactory.cloud/portal/en/kb/articles/dot-gain-correction-curve. [Los estándares de la industria para la preimpresión describirían cómo se utilizan las curvas de compensación para ajustar el tamaño del punto y contrarrestar la ganancia física del punto durante el proceso de impresión]. Función de la evidencia: Validación del proceso técnico; tipo de fuente: Guía técnica de preimpresión. Apoya: El método para corregir la ganancia del punto. Nota de alcance: Los valores específicos de la curva dependen de la prensa. ↩
"Ganancia de punto | PrintPlanet.com", https://printplanet.com/threads/dot-gain.12998/. [Una guía autorizada sobre impresión de preimpresión debería explicar cómo se utilizan las curvas de reducción para compensar la ganancia de punto y mantener la suavidad del degradado]. Función de la evidencia: validación técnica; tipo de fuente: manual de la industria de la impresión. Apoya: el uso de curvas de reducción para prevenir la degradación del degradado. Nota de alcance: la efectividad varía según la prensa y el tipo de tinta. ↩
"Cómo abordar la ganancia de punto en la impresión flexográfica: máquina para fabricar bolsas de papel", https://www.mtdpack.com/how-to-tackle-dot-gain-in-flexo-printing-a-practical-guide-to-optimizing-print-quality/. [Una especificación técnica sobre el comportamiento de la tinta debe verificar si un factor de contracción del 15 % es un punto de referencia reconocido en la industria para compensar la expansión de la tinta en sustratos específicos]. Función de la evidencia: verificación cuantitativa; tipo de fuente: especificación técnica. Apoya: el valor numérico específico para la compensación de la ganancia de punto. Nota de alcance: el porcentaje depende de la porosidad del sustrato. ↩
¿Qué es la preimpresión de envases? Una descripción general completa – Esko", https://www.esko.com/en/blog/the-complete-overview-of-packaging-prepress. [Las revistas de ciencia de materiales o de impresión deberían detallar cómo la porosidad del sustrato afecta la dispersión de la tinta y por qué se requiere la personalización del software para evitar el rechazo de lotes]. Función de la evidencia: justificación técnica; tipo de fuente: revista de ciencia de materiales. Apoya: la necesidad de ajustes de preimpresión basados en la porosidad. Nota de alcance: aplicable específicamente a materiales de cartón absorbente. ↩



