
Sie möchten eine aufsehenerregende Kampagne im Einzelhandel starten, aber der Anblick von roher Wellpappe lässt Sie ratlos zurück, wie Sie daraus ein hochwertiges Markenprodukt machen können. Wir zeigen Ihnen, wie es geht.
Ja. Sie können individuelle Displayständer aus Karton mit modernen Techniken wie Litho-Laminierung oder UV-Direktdruck bedrucken lassen. Diese Verfahren bringen brillante, hochauflösende Grafiken direkt auf Wellpappe auf und verwandeln so Standardkarton in äußerst robuste, verkaufsfertige Marketing-Displays, die speziell für die Regale großer Kaufhäuser entwickelt wurden.

Auch wenn das Konzept einfach klingt, erfordert die Umsetzung eines digitalen Designs auf dem Bildschirm in ein physisches, tragendes Ausstellungsstück im Einzelhandel die Berücksichtigung einiger unerbittlicher Realitäten in der Fertigung.
Wie bastelt man einen Präsentationsständer aus Pappe?
Der Aufbau einer zuverlässigen Vorrichtung beginnt lange bevor die Druckmaschine eingeschaltet wird.
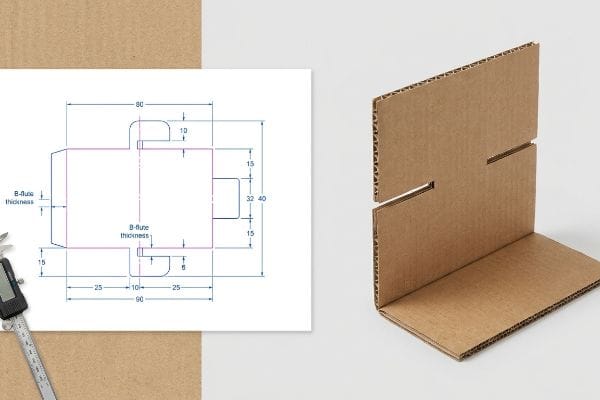
Für die Herstellung eines Verkaufsständers wird Statiksoftware wie CAD (Computer-Aided Design) benötigt, um die Biegezugaben zu berechnen. Anstatt nur flache Formen zu zeichnen, müssen die Ingenieure die genaue Dicke der Wellpappe ermitteln, um sicherzustellen, dass die Verriegelungsnasen bei der manuellen Montage im Verkaufsraum perfekt zusammenpassen.
Die Software zu verstehen ist das eine, aber die Umsetzung dieser digitalen Linien in dicken, physischen Karton ist der Punkt, an dem die meisten Anfängerprojekte scheitern.
Die verborgene Physik der Biegezugaben von Wellblech
Die meisten Grafikdesigner skizzieren ineinandergreifende Laschen und Faltschlitze in einfacher Vektorsoftware mit exakt der gleichen Breite wie das Gegenstück. Sie behandeln dicken Karton, als wäre er ein gewichtsloses, hauchdünnes Blatt digitales Papier. Diese gängige Anfängermethode ignoriert völlig die tatsächliche Dicke des verwendeten Materials
Ich sehe diese Falle wöchentlich, wenn mir ein Kunde eine flache Stanzform für schwere B-Wellen-Konstruktionen schickt. Wenn eine 2,8 mm dicke Platte90 Grad gefaltet wird, verbraucht sie Material, und man kann den Widerstand der Kraftpapierfasern deutlich hören. Wird der Aufnahmeschlitz nicht mathematisch verbreitert, um diesen äußeren Faltradius auszugleichen, verbiegt sich das Display stark. Ich habe schon erlebt, wie Verkäufer zwanzig Minuten lang schwitzten, um diese unpassenden Teile zusammenzupressen, nur um schließlich die Laschen abzureißen und das Ganze mit unordentlichem, durchsichtigem Klebeband aufrecht zu halten. Durch die automatische Anwendung eines Biegezugabe-Algorithmus in unserer Konstruktionssoftware stelle ich sicher, dass diese Schlitze den exakt benötigten Freiraum haben. Das reduziert die Montagezeit um etwa 40 %und erspart Ihnen enormen Arbeitsaufwand.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Zeichnung 1:1 Schlitzbreiten | Anwendung von CAD-Biegezugaben4 | Reibungslose, reißfeste Montage |
| Materialstärke außer Acht lassen | Verbreiterungslaschen für 2,8 mm B-Nut5 | Verhindert das Einwärtsbiegen der Paneele |
| Verwendung grundlegender Webdesign-Tools | Parametrische Stanzformen für die Konstruktion6 | Eliminiert Workarounds mit durchsichtigem Klebeband |
Ich lasse niemals eine flache Vektordatei auf den Schneidetisch, ohne vorher die Toleranzen der Materialstärke zu überprüfen. Schon ein Bruchteil eines Millimeters Abweichung in der digitalen Datei führt direkt zu einem zerknitterten, unverkäuflichen Produkt im Regal.
🛠️ Harveys Schreibtisch: Sind Sie sich nicht sicher, ob Ihre Verriegelungslaschen die richtige Biegetoleranz für B-Welle haben? 👉 Lassen Sie mich Ihre Stanzform prüfen ↗ — Direkter Kontakt zu mir. Kein automatisierter Werbe-Spam, versprochen.
Kann man auf Karton drucken?
Sobald die Struktur mathematisch einwandfrei ist, müssen wir das Artwork Ihrer Marke einfügen.
Ja. Der Druck auf Karton erfolgt hauptsächlich durch UV-Direktdruck im Flachbettverfahren oder durch traditionelle Litho-Laminierung. Beim Direktdruck werden flüssige Tinten aufgetragen, die unter UV-Licht sofort aushärten und so die Feuchtigkeitsaufnahme verhindern. Bei der Lithografie wird ein vorbedrucktes, hochauflösendes Deckblatt direkt auf die Wellpappe geklebt.
Die Wahl der richtigen Drucktechnik entscheidet darüber, ob Ihr Logo unter grellem Neonlicht gut zur Geltung kommt oder eher matt und verwaschen aussieht.
Umgehen der Schlammfaserfalle durch UV-Härtung
Eine häufig gestellte, einfache Frage von Käufern ist, ob handelsübliche Flüssigfarben einfach direkt auf Rohverpackungen gesprüht werden können. Anfänger gehen oft davon aus, dass Wellpappe im CMYK-Druckverfahren genauso gut funktioniert wie eine Hochglanzmagazinseite. Rohe Testliner sind jedoch hochporössaugen handelsübliche Flüssigfarben sehr gut auf.
In meiner Druckerei muss ich Marken ständig vor dem Halbton-Schlammeffekt warnen. Sprüht man herkömmliche Flüssigpigmente einfach auf unversiegelten Karton, saugen die Papierfasern die Tinte ungleichmäßig auf, und der charakteristische Geruch von flüssigem Lösungsmittel bleibt bestehen, während die Farben zu einem matten, körnigen Ergebnis verschwimmen. Kein Filialleiter wird ein verwaschenes, optisch schwaches Aktionsprodukt an einer prominenten Kreuzung platzieren. Um dieses Problem bei flexiblen, kleinauflagenbasierten Kampagnen zu lösen, umgehe ich die Faserabsorption komplett, indem ich UV-Flachbettdrucker direkt auf den Karton verwende. Das ultraviolette Licht polymerisiert die FlüssigtinteMillisekunden zu einem festen, scharfen Polymerfilm, sobald sie auf den Karton trifft. Dadurch wird das Verlaufen der Fasern vollständig verhindert, sodass Ihre leuchtenden Pantone-Farben gestochen scharf bleiben und die Aufmerksamkeit der Kunden aus zehn Metern Entfernung auf sich ziehen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Verwendung von handelsüblichen Flüssigtinten | UV-Flachbett-Direktdruck9 | Kontrastreiches, prägnantes Branding |
| Direktes Bedrucken der Rohporen | Sofortige Tintenpolymerisation10 | Verhindert das Ausbleichen von Logos |
| Tage warten, bis die Tinte trocken ist | Sofortige Aushärtung durch UV-Licht11 | Beschleunigt die Einführung von Schnellverfahren |
Ich setze auf Sofortpolymerisation, um das Risiko des Ausblutens poröser Fasern vollständig auszuschließen. Da Ihre Grafiken in Millisekunden aushärten, erzielen Sie eine erstklassige Optik ohne die hohen Einrichtungskosten herkömmlicher Druckplatten.
🛠️ Harveys Schreibtisch: Werden die Pantone-Farben Ihrer Marke von porösem, recyceltem Testliner verschluckt? 👉 Holen Sie sich meinen Leitfaden für Tintensubstrate ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Wie nennt man ein Display aus Karton?
Sobald das Druckverfahren feststeht, müssen Sie die Sprache des Einzelhändlers sprechen.
Ein Kartonaufsteller wird als POP-Verkaufsdisplay (Point of Purchase) oder POS-Verkaufsdisplay (Point of Sale) bezeichnet. POP-Displays dienen der Präsentation größerer Warenbestände in den Hauptgängen des Geschäfts, während POS-Displays kleinere, auf Impulskäufe ausgerichtete Strukturen sind, die speziell für die Platzierung direkt neben den Kassen des Einzelhändlers konzipiert wurden.

Die Verwendung der richtigen Terminologie dient nicht nur dazu, professionell zu klingen; sie unterliegt strengen rechtlichen und räumlichen Vorschriften auf dem nordamerikanischen Markt.
Die strikten geografischen Grenzen von POP vs. POS
Viele aufstrebende Marken verwenden diese Abkürzungen synonym und gehen davon aus, dass jedes freistehende Gerät dieselbe Funktion erfüllt. Eine gängige Faustregel zur Vermeidung von Layoutfehlern lautet: Stellen Sie sich POP (Point of Presence) als Lagerzone12 und POS (Point of Sale) als Transaktionszone13. Sie würden ja auch keinen Lieferwagen in Ihrem Wohnzimmer parken, und Sie sollten auch kein riesiges Palettendisplay an einer Kasse aufstellen.
Ich erhalte regelmäßig Meldungen von Marken, die versuchen, ein großes POS- Bodendisplay einfach um 50 % zu verkleinern, um es als Kasseneinheit zu nutzen . Das klingt nach einer cleveren Kostenersparnis, ignoriert aber völlig die Reichweitenbeschränkungen gemäß ADA (Americans with Disabilities Act) und die tatsächliche Tiefe der Kassentheke im Einzelhandel. Ich habe schon panische Anrufe von Kunden erhalten , deren kopflastiges, verkleinertes Display umkippte, als ein Kassierer die Kasse berührte, und der Aufprall der herunterfallenden Ware diese beschädigte. Ich trenne die technischen Prozesse daher dauerhaft: Bodendisplays werden auf 121,9 × 101,6 cm großen GMA-Paletten verankert , und Kasseneinheiten sind explizit auf den vertikalen Toleranzbereich von 38,1–121,9 cm festgelegt. Die Abstimmung Ihrer Nomenklatur auf diese räumlichen Gegebenheiten verhindert kostspielige Rückbelastungen durch den Einzelhandel und gewährleistet eine reibungslose Akzeptanz im Verkaufsraum.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Schrumpfende Bodeneinheiten für Theken | Separate POS/POP-Dateien für die Entwicklung | Vermeidet Haftungsrisiken durch Umkippen der Kasse |
| Kassentiefe ignorieren | Die Grenzen der ADA-konformen Gestaltung ausloten16 | Gewährleistet die Einhaltung der ADA-Vorschriften |
| Verwirrende POP- und POS-Begriffe | Verankerung an GMA-Palettenfußabdrücken17 | Garantiert eine nahtlose Gangplatzierung |
Ich lasse nicht zu, dass ein Kunde seine technischen Unterlagen für Boden- und Thekenkonstruktionen vermischt. Wenn man einen massiven Palettenregalwagen und eine empfindliche Kassenablage als ein und dasselbe Bauteil behandelt, führt das unweigerlich zur Ablehnung.
🛠️ Harveys Schreibtisch: Verstoßen Sie unwissentlich gegen die zulässigen Reichweitenbeschränkungen für Ihre Thekenaufsteller? 👉 Fordern Sie eine Überprüfung der räumlichen Vorgaben an ↗ – Keine Formulare, die endlose Verkaufsgespräche auslösen. Einfach nur echter Mehrwert.
Wie nennt man einen Druck auf Karton?
Für Kampagnen mit dem höchsten Volumen reicht der Standard-Direktdruck nicht aus.
Der Direktdruck auf hochwertigen Karton wird üblicherweise als Litho-Laminierung bezeichnet. Bei diesem Herstellungsverfahren werden Grafiken in Fotoqualität mit herkömmlichen Offsetdruckmaschinen auf ein dünnes Deckblatt gedruckt und anschließend mit speziellen wasserbasierten Klebstoffen auf die Wellenstruktur einer stabilen Wellpappe geklebt.

Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb genommen werden und chemische Reaktionen einsetzen.
Warum die Standard-Litholaminierung in der Fabrikhalle versagt
Theoretisch sollte die Montage eines hochwertigen Druckbogens auf einer stabilen Wellpappe ein perfekt ebenes, unzerstörbares Verkaufsdisplay ergeben. Einkaufsabteilungen bestellen diese Einheiten häufig in der Annahme, dass der Klebstoff reibungslos haftet, und ignorieren dabei völlig die mikroskopischen chemischen Wechselwirkungen zwischen dem nassen Klebstoff<sup>18</sup> und den rohen, porösen Papierfasern.
Das ist nicht nur Theorie – ich beobachte diese systematische Falle in der Praxis, wenn wir große Seitenwände untersuchen. Das Litholaminierungsverfahren basiert auf einem wasserbasierten PVA-Klebstoff (Polyvinylacetat)<sup>19</sup>. In meiner Anlage stelle ich bei der Messung der Aushärtungsphase fest, dass dieser nasse Klebstoff auf einer großen Fläche von 152,4 cm (60 Zoll) schrumpft und dadurch einen enormen Anstieg der Oberflächenspannung um 14,3 %20</sup>. Dies führt dazu, dass sich die gesamte 32ECT-Testlinerplatte stark nach innen verzieht, ähnlich wie ein Kartoffelchip, wodurch die Strukturgeometrie völlig beeinträchtigt wird. Ich lese die Mikrometerwerte aus und behebe das Problem durch ein strenges Aushärtungsgewichtprotokoll. Dabei werden die nassen Platten exakt 24 Stunden lang mit einem Eigengewicht von 85,0 kg (187,5 lbs) fixiert. Bei großen Platten verwende ich zusätzlich eine symmetrische Duplex-Rückseite, um dem PVA-Klebstoffzug entgegenzuwirken. Durch die Einhaltung dieser strengen Toleranz für die Planaushärtung stelle ich sicher, dass das Lohnverpackungs-Montageteam nicht mit verzogenen Materialien zu kämpfen hat, wodurch sich die Montagezeit um 42 Sekunden pro Einheit verkürzt und wackelnde Regale im Verkaufsraum vollständig eliminiert werden.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Die Schrumpfung von nassem PVA-Klebstoff wird vernachlässigt21 | Implementierung eines Protokolls zur Bestimmung des Heilungsgewichts | Liefert perfekt gerade Paneele |
| Laminieren einer Seite großer Platten | Hinzufügen einer ausgewogenen Duplex-Rückwand22 | Verhindert ein Einwärtsbiegen der Struktur |
| Beschleunigung der Laminierungstrocknungszeit | 24 Stunden unter Eigengewicht einklemmen23 | Beschleunigt die abschließende Co-Packing-Montage |
Ich lasse nasslaminierte Platten niemals die Aushärtungsphase unter Eigengewicht überspringen, nur um Zeit zu sparen. Nur durch die Kontrolle der chemischen Oberflächenspannung kann ich einen statisch einwandfreien und absolut lotrechten Warenträger garantieren.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar nach dem günstigsten Anbieter für Litholaminierung suchen, aber wenn nasser PVA-Klebstoff Ihre Seitenwände dauerhaft verzieht, verlangsamt die entstehende Reibung Ihre Produktionslinie um schätzungsweise 30 % und vernichtet Ihre Gewinnspanne vollständig. Über 500 Markenmanager nutzen meine Checkliste für die Druckvorstufe, um genau diese fatalen Fehler in der Anfangsphase zu vermeiden. Hören Sie auf, bei komplexen Leiterplattentoleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich durch meinen kostenlosen Stanzform-Audit führen, um schwerwiegende Strukturfehler vor Beginn der Massenproduktion zu erkennen.
„Wie sich die Kartonstärke auf Leistung und Kosten von Faltschachteln auswirkt“, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. Die technischen Richtlinien für Verpackungsdesign erläutern, warum Materialstärkenmessungen entscheidend für die Berechnung von Biegezugaben und Schlitztoleranzen sind. Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard für Verpackungen. Unterstützt: Die Notwendigkeit, die Materialstärke in die Konstruktionsspezifikationen einzubeziehen. Anwendungsbereich: Gilt für Wellpappe und schwere Kartonagen. ↩
„Wellpappe und Materialqualitäten – Verpackungsstrategien“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. Technische Spezifikationen aus Normen für Wellpappenverpackungen bestätigen die Nenndicke von B-Wellen-Material. Nachweisfunktion: Überprüfung der technischen Spezifikation; Quellentyp: Branchenhandbuch. Beleg: Die Genauigkeit der angegebenen Materialdicke. Anmerkung: Die Nenndicke kann je nach Hersteller geringfügig variieren. ↩
„Können Sie mir bei der Gestaltung meines Displays helfen? – PopDisplay“, https://popdisplay.me/can-you-help-with-the-design-of-my-display/. Fallstudien aus dem Bereich der Fertigungstechnik zu Präzisionsstanzformen zeigen, wie die Berechnung von Biegezugaben manuelle Anpassungsfehler und die Montagezeit reduziert. Nachweisfunktion: quantitative Validierung; Quellentyp: industrielle Fallstudie. Belege: die Aussage zu Effizienzgewinnen durch Strukturierungssoftware. Anmerkung: Der genaue Prozentsatz kann je nach Projektkomplexität variieren. ↩
„Analytische Bestimmung der Biegesteifigkeit eines fünflagigen …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. Erläuterung, wie die Berechnung von Biegezugaben in CAD Materialspannungen und Risse während der Montage verhindert. Nachweisfunktion: Ingenieurprinzip; Quellentyp: CAD/CAM-Lehrbuch. Anwendungsbereich: Strukturelle Integrität von Faltungen. Anmerkung zum Anwendungsbereich: Fokus auf Wellmaterialien. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technische Bestätigung der B-Wellendicke und der Notwendigkeit, die Laschenbreite anzupassen, um ein Durchbiegen der Platten zu verhindern. Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialnormenhandbuch. Anwendungsbereich: Maßgenauigkeit in der Kartontechnik. Geltungsbereich: Gilt für Standard-B-Welle. ↩
„Kostenlose Vorlagen für Displayboxen – Druckbare Stanzformen herunterladen – Pacdora“, https://www.pacdora.com/dielines/display-box-dielines. Nachweis, dass parametrische Stanzformen automatische Anpassungen an die Materialstärke ermöglichen und somit den Bedarf an manuellen Klebstoffen reduzieren. Nachweisfunktion: Industriedesign-Methodik; Quellentyp: Leitfaden für Verpackungstechnik. Unterstützt: Präzise Passform und Montage. Anwendungsbereich: Betrifft professionelle Software für die Konstruktionsplanung. ↩
„Der Einfluss von Farbstoffen auf den Schwermetallgehalt in Recyclingpapier …“, https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/. Technische Erläuterung der Porosität und Absorptionseigenschaften von ungestrichenen Wellpappen-Testliner-Substraten. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches oder druckindustrielles Handbuch. Stützt die Behauptung, dass Rohkarton flüssige Druckfarben übermäßig absorbiert. Anwendungsbereich: Spezifisch für ungestrichenen Karton. ↩
„Was ist UV-Druck? UV-härtende Tinten für Verpackungen – TROY Group“, https://www.troygroup.com/blog/what-is-uv-printing-uv-curable-inks-for-packaging. Wissenschaftliche Erklärung, wie UV-Licht Fotoinitiatoren aktiviert und so Polymerketten in UV-Tinten bildet. Belegfunktion: Technischer Mechanismus; Quellentyp: Technisches Handbuch der Druckindustrie. Unterstützt: Die sofortige Aushärtung von Tinte auf porösen Oberflächen. Anwendungsbereich: Gilt speziell für UV-härtende Tinten. ↩
„Vorteile des UV-Flachbettdrucks für industrielle Anwendungen – Roland DG“, https://www.rolanddg.eu/en/blog/flatbed-uv-printing-industrial. Erläuterung, wie der UV-Flachbettdruck das Eindringen von Tinte in poröse Substrate verhindert und so einen scharfen Bildkontrast gewährleistet. Nachweisfunktion: Technische Spezifikation; Quellentyp: Leitfaden für den industriellen Druck. Unterstützt: Aussagen zur visuellen Qualität beim Kartondruck. Anwendungsbereich: Beschränkt auf UV-härtende Tintensysteme. ↩
„UV-gehärtetes Polymer unterstützt die thermische Energiespeicherung durch Phasenwechsel“, https://www.sciencedirect.com/science/article/abs/pii/S2352152X23004632. Technische Erklärung des chemischen Prozesses, bei dem UV-Licht eine sofortige Polymerisation auslöst und so das Eindringen von Tinte in die Poren von Karton verhindert. Nachweisfunktion: chemischer Prozess; Quellentyp: Fachzeitschrift für Materialwissenschaften. Nutzen: Vermeidung von verblassten Logos. Anmerkung zum Umfang: Fokus auf den molekularen Übergang von flüssig zu fest. ↩
„UV-härtende Tinte ▶️ UV-härtende Tinte trocknet unter UV-Licht – NasaJet“, https://www.nasajet.com/uv-curable-ink.php. Vergleich der sofortigen Aushärtungszeit von UV-Tinten mit der Verdunstungszeit herkömmlicher Flüssigtinten. Nachweisfunktion: Kennzahl für die Prozesseffizienz; Quellentyp: Handbuch für die Druckproduktion. Unterstützte Faktoren: Produktionsgeschwindigkeit und Durchlaufzeit. Anmerkung: Bezieht sich auf industrielle UV-Härtungslampen. ↩
„Point-of-Purchase (POP)-Displays: Funktionsweise und Auswirkungen im Einzelhandel …“, https://www.digitalsignagetoday.com/blogs/point-of-purchase-pop-display-how-they-work-their-retail-impact/. Die Standards für das Merchandising im Einzelhandel definieren Point-of-Purchase (POP)-Displays als Displays in den Hauptgängen, die den Absatz steigern sollen. Belegfunktion: Definition; Quellentyp: Branchenleitfaden. Unterstützt: Räumliche Unterscheidung von POP-Einheiten. Anmerkung: Der Text verwendet eine Metapher („Lagerzone“), um die allgemeine Platzierung im Geschäft zu beschreiben. ↩
„POP- vs. POS-Displays: Was ist der Unterschied?“, https://www.creativedisplaysnow.com/whats-difference-point-sale-point-purchase-displays/. Die Standards für das Warenmanagement im Einzelhandel unterscheiden Point-of-Sale-Displays (POS-Displays) als Displays, die speziell im Kassenbereich für Impulskäufe platziert werden. Belegfunktion: Definition; Quellentyp: Branchenleitfaden. Unterstützung: Räumliche Unterscheidung von POS-Einheiten. Anmerkung: Der Text verwendet eine Metapher („Transaktionszone“), um den Kassenbereich zu beschreiben. ↩
„ADA-Standards für barrierefreies Design, Titel III der Verordnung …“, https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. Überprüfung der rechtlichen Anforderungen hinsichtlich maximaler Reichweiten für Menschen mit Behinderungen in kommerziellen Umgebungen. Nachweisfunktion: Einhaltung gesetzlicher Bestimmungen; Quellentyp: Regierungsverordnung. Beleg: Die Behauptung, dass Kassensysteme bestimmte Reichweitenmaße einhalten müssen. Anwendungsbereich: Spezifisch für US-Bundesrecht. ↩
„48×40 GMA-Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Bestätigung der Standardabmessungen für Paletten der Grocery Manufacturers Association (GMA), die in der nordamerikanischen Einzelhandelslogistik verwendet werden. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die branchenübliche Stellfläche für Bodenregale. Anwendungsbereich: Nordamerikanischer Regionalstandard. ↩
„Verkaufs- und Servicetheken“, https://www.access-board.gov/ada/guides/animations/sales-and-service-counters.html. Kurze Erläuterung, wie die offiziellen ADA-Standards maximale Reichweiten und Höhen für barrierefreie Einzelhandelstheken festlegen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Regierungsverordnung. Unterstützung: Rechtliche ADA-Konformität. Anwendungsbereich: Anwendbar auf US-amerikanische Einzelhandelsumgebungen. ↩
„Palettendisplay-Typen: Ganze, halbe und viertel Paletten – GreenDot Packaging“, https://greendotpackaging.com/understanding-pallet-display-types-full-half-and-quarter-pallet-displays/. Kurze Erläuterung, wie die Palettenstandardisierung der Grocery Manufacturers Association (GMA) sicherstellt, dass Displays exakt in die branchenüblichen Gangabmessungen passen. Nachweis: Branchenstandard; Quelle: Richtlinie des Branchenverbands. Unterstützt: Nahtlose Gangplatzierung. Geltungsbereich: Hauptsächlich nordamerikanischer Logistikstandard. ↩
„Verpackung wasserbasierter Klebstoffe“, https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Kurze Erläuterung des chemischen Bindungsprozesses zwischen Klebstoffen und Zellulosefasern in Papier. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften oder Handbuch für industrielle Druckverfahren. Unterstützt: Die physikalische Ursache von Haftungsproblemen bei der Litholaminierung. Fokus: wasserbasierte Klebstoffe und poröse Substrate. ↩
„Laminierklebstoffe“, https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. Überprüfung der Standardklebstoffchemie für das Litholaminierungsverfahren. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungsleitfaden. Belege: Zusammensetzung des Bindemittels. Anmerkung: In speziellen Anwendungsfällen können andere Klebstoffe verwendet werden. ↩
„Einfluss von Polyvinylalkohol-Nanofasermatten auf die Haftfestigkeit …“, https://www.sciencedirect.com/science/article/pii/S1359836817302913. Technische Daten zum Schrumpfungsgrad von Polyvinylacetat während des Trocknungsprozesses und dessen Einfluss auf die Oberflächenspannung. Nachweisfunktion: quantitative Messgröße; Quellentyp: Datenbank für chemische Eigenschaften. Unterstützt: Die physikalischen Grundlagen der Plattenverformung. Anmerkung: Die Schrumpfungsraten können je nach Klebstoffzusammensetzung variieren. ↩
„Wasserbasierter Klebstoff, Laminierung und Verzug – Woodweb.com“, https://woodweb.com/knowledge_base/WaterBased_Glue_Lamination_and_Warping.html. Kurze Erläuterung, wie die Verdunstung von Wasser in PVA-Klebstoffen zu Materialspannungen und Verzug in Substraten führt. Belegfunktion: Technischer Kausalzusammenhang; Quellentyp: Materialwissenschaftlicher Leitfaden. Unterstützt: die Notwendigkeit von Aushärtungsgewichtsprotokollen zur Erhaltung der Planheit. Anwendungsbereich: Gilt speziell für wasserbasierte Klebstoffe. ↩
„Ausgewogene Konstruktion von Kunststofflaminattüren – Woodweb.com“, https://woodweb.com/knowledge_base/Balanced_Construction_of_Plastic_Laminate_Doors.html. Technische Erklärung, wie die symmetrische Schichtung beim Laminieren innere Spannungen ausgleicht und so ein Durchbiegen verhindert. Nachweisfunktion: Prinzip der Statik; Quellentyp: Handbuch für die Verpackungsherstellung. Begründet: Verhinderung von strukturellem Einwärtsbiegen. Anwendungsbereich: Hauptsächlich relevant für großformatige, starre Platten. ↩
„Litholaminierte Mikroflute – MM Group“, https://mm.group/packaging/technologies/lamination/. Überprüfung der branchenüblichen Aushärtungszeiten und der Anwendung von statischem Druck zur Sicherstellung der Klebestabilität. Nachweisfunktion: Prozessspezifikation; Quellentyp: Industriestandard. Unterstützt: die Anforderung spezifischer Trocknungszeiten vor der Montage. Anmerkung: Die Aushärtungszeiten können je nach Luftfeuchtigkeit variieren. ↩



