
Wenn Premiummarken mich wegen hochwertiger Verkaufsdisplays kontaktieren, gehen sie oft davon aus, dass die Hinzufügung physischer Textur die einzige Möglichkeit ist, Premium-Regalfläche zu beanspruchen.
Ja. Prägung gilt als Luxusdruckverfahren, da sie das Kartonsubstrat physisch verändert und so ein hochwertiges, dreidimensionales haptisches Erlebnis schafft. Premium-Marken im Einzelhandel nutzen diese anspruchsvolle Technik, um den wahrgenommenen Produktwert zu steigern, die eintönige Optik aufzubrechen und die Aufmerksamkeit der Kunden in überfüllten Regalen zu gewinnen.

Die ästhetische Wirkung eines erhabenen Logos ist zwar unbestreitbar, doch diese kosmetische Entscheidung führt zu erheblichen physikalischen Belastungen der darunterliegenden Wellpappenstruktur. Was auf dem digitalen Entwurf wie ein Marketingerfolg aussieht, entpuppt sich in der Praxis, unter den physikalischen Bedingungen des Gütertransports, oft als logistischer Albtraum.
Gilt Prägung als luxuriöse Oberflächenveredelung?
Grafikdesigner fordern häufig erhabene Texturen auf Konstruktionsplatten und betrachten diese als einfache ästhetische Aufwertungen.
Ja. Prägung gilt als luxuriöse Oberflächenveredelung, da sie durch mechanischen Druck die Materialoberfläche anhebt und so einen kontrastreichen, haptischen Effekt erzeugt. Premiummarken setzen auf diese Technik, um Exklusivität zu vermitteln. Allerdings erfordert sie spezielle Prägewerkzeuge, was die Einrichtungskosten und die Produktionszeit erheblich verlängert.
Die erzwungene Dehnung eines starren Trägermaterials verändert jedoch dessen Tragfähigkeit drastisch. Beim Übergang vom Versand als flache Verpackung zur vertikalen Stapelung im Einzelhandel wird diese physikalische Veränderung zu einem erheblichen strukturellen Risiko.
Das Outward Stretch Rupturprotokoll
Bei der Überprüfung von Stanzformen sehe ich immer wieder aufwendig gestaltete 3D-Logos, die mittig auf tragenden PDQ- Trays (Product Display Quick) platziert sind. Designer gehen davon aus, dass die Kantenstauchfestigkeit (ECT) von 32 des Rohkartons nach der Weiterverarbeitung erhalten bleibt. Dabei übersehen sie, dass das Auspressen einer Metallstanze die Deckschicht stark dehnt, die Zellulosefasern ausdünnt und genau dort, wo die Displays die größte Stabilität benötigen, eine lokale Schwächungverursacht .
In meiner Einrichtung erlebe ich regelmäßig, wie theoretische Berechnungen am Schreibtisch in der Praxis zu Problemen führen, die bereits bei ersten Tests vor der Serienproduktion auftreten. Ein Einkaufsteam reichte kürzlich ein ineinandergreifendes Regaldisplay mit einer starken, nach außen gerichteten Prägung an der vorderen Haltekante ein. Als ich den gefalteten Boden durch unsere TAPPI T811-Pressmaschine laufen ließ, rissen die dünnen Fasern um das erhabene Logo bereits unter einem Druck von nur 52 kg (114,7 lbs) von oben, wodurch sich die gesamte Vorderwand nach außen wölbte. Um dies zu beheben, kehrte ich die Werkzeuggeometrie komplett um und wandte unser Verfahren zur Kompression der Prägung nach innen an. Indem wir die Metallmatrize nach unten statt nach außen drückten, verdichteten wir die innere B-Welle zu einem massiven Block, anstatt die Elastizität der äußeren Trägerschicht bis zum Bruch zu dehnen. Diese präzise mechanische Korrektur bewahrte die hohe strukturelle Integrität des Kartons und sorgte gleichzeitig für einen hochwertigen, haptischen Schatteneffekt unter hellem Ladenlicht. Durch die Anwendung dieser Technik der nach innen gerichteten Kompression konnte ich sicherstellen, dass die strukturelle Basis den Transport im Doppelstapel über den Ozean unbeschadet übersteht und somit das Risiko einer Ausschussquote von 12,5 % bei den Wareneingangskontrollen in Großlagern vollständig eliminiert wird.
| Metrisch | Außenprägung | Innenvertiefung |
|---|---|---|
| Faserspannung | Stark gedehntes Außenfutter2 | Verdichtete Innenrippung |
| Druckfestigkeit | Mikrorisse unter Toplast3 | Erhält die vollständige ECT-Basislinie aufrecht4 |
| Frachtüberleben | Hohes Risiko des Ausknickens der Basis | Übersteht auch doppelt gestapelte Paletten |
Ich weigere mich, zuzulassen, dass ein kosmetisches Marketingmerkmal das dynamische Überleben einer umsatzstarken Merchandising-Kampagne gefährdet.
🛠️ Harveys Schreibtisch: Verursachen Ihre hochwertigen taktilen Display-Header heimlich Mikrorisse, die Ihre dynamische Belastbarkeit zunichtemachen? 👉 Fordern Sie Ihre kostenlose Struktur-Stanzlinienprüfung an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Ist Prägen im Vergleich zum Drucken teuer?
Einkaufsabteilungen erleben oft einen enormen Preisschock, wenn sie von Standard-Offsetfarben auf aufwändige mechanische Weiterverarbeitung umsteigen.
Ja. Prägen ist im Vergleich zum Standarddruck teuer, da es die Anfertigung spezieller Metallformen und geringere Druckgeschwindigkeiten erfordert. Die spezielle mechanische Kraft, die zum präzisen Umformen der dicken Papierfasern benötigt wird, verursacht erhebliche Werkzeugkosten, wodurch die Flachlithografie für saisonale Kleinauflagen im Einzelhandel deutlich kostengünstiger ist.
Um diese hohen ästhetischen Kosten auszugleichen, versuchen Käufer häufig, das Budget zu optimieren, indem sie heimlich an der verborgenen strukturellen Grundlage des Displays herumhacken.
Die Falle der kosmetischen Abwertung
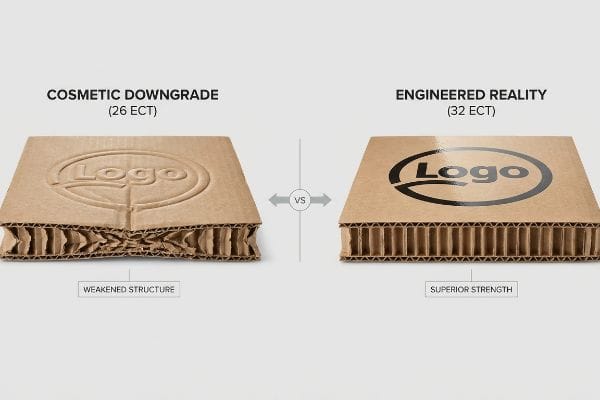
Selbst erfahrene Einkaufsteams tappen oft in die Falle, teure Oberflächenveredelungen als unabdingbare Marketingvorgaben zu betrachten. Um die Stückkosten konstant zu halten, verwenden sie stillschweigend eine niedrigere Qualität der Basis-Wellpappe – von Neuware mit 32 ECT auf Recyclingpapier mit 26 ECT⁵–in der Annahme, die glänzende Folie oder die stark erhabene Struktur würden von der geringeren Materialstärke ablenken. Dadurch wird die Faserdichte der Kernwellung⁶ deutlich reduziert,was zu einer optisch ansprechenden Box führt, die keinerlei mechanische Widerstandsfähigkeit gegenüber den üblichen Belastungen in der Lieferkette aufweist.
In meiner Produktionsstätte erlebe ich regelmäßig die katastrophalen Folgen dieses Sparverhaltens. Im letzten Quartal reichte ein Markenteam eine stark geprägte Bodenschleuderbasis , doch in der Excel-Stückliste war ein minderwertiges, hochporöses Recycling-Testmaterial vorgesehen, um exakt 0,21 US-Dollar pro Einheit zu sparen. Bei unseren ersten ISTA-3A-Vibrationstests (International Safe Transit Association) erlitt die 26-ECT-Platte einen verheerenden Abfall der dynamischen Belastbarkeit um 18,4 %, wodurch die inneren Rillen vollständig zerdrückt wurden und die Rotationsmechanik blockierten. Meine zwanzigjährige Erfahrung in der Produktion hat mich gelehrt, dass man die Gesetze der Physik niemals außer Kraft setzen kann. Ich habe die Datei abgefangen, die teure Tiefprägung entfernt und das Material auf den Standard von 32 ECT für Neuware zurückgesetzt. Um die hochwertige Optik zu erhalten, ersetzte ich die mechanische Textur durch eine hochglänzende, wasserbasierte Beschichtung, die einen intensiven visuellen Kontrast erzeugte, ohne eine einzige Faser zu dehnen. Diese Materialverbesserung stellte nicht nur die notwendige Rotationsscherfestigkeit wieder her; Dadurch verkürzte sich die gesamte Rüstzeit der Fertigung um 48 Stunden, wodurch dem Kunden 2.850 US-Dollar an unnötigen Kosten für Spezialwerkzeuge erspart blieben.
| Besonderheit | Kosmetische Herabstufung | Konstruierte Realität |
|---|---|---|
| Plattenstärke | Schwaches 26 ECT recycelt7 | Virgin 32 ECT |
| Einrichtungskosten | Teure Metallformen8 | Kostengünstige wässrige Beschichtung9 |
| Transitstatus | Versagen der Flöte | Reibungsloses Frachtüberleben |
Ich lege bei einem Verkaufsdisplay immer mehr Wert auf die physische Stabilität als auf die äußere Hülle, denn ein beschädigtes Display verkauft sich absolut gar nicht.
🛠️ Harveys Schreibtisch: Reduziert Ihr Einkaufsteam heimlich die Plattenstärke, nur um sich unnötige kosmetische Pressveredelungen leisten zu können? 👉 Kostenlose Frachtdichteanalyse anfordern ↗ — 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Warum ist Prägen so teuer?
Die im Voraus zu zahlende Rechnung für eine aufwändige Einzelhandelskampagne spiegelt selten die versteckten Folgekosten der Lagerung physischer Fertigungskomponenten wider.
Die hohen Kosten des Prägeverfahrens sind auf die zwingend notwendige Anfertigung spezieller Prägewerkzeuge zurückzuführen. Diese besonderen Werkzeuge erfordern präzise CNC-Bearbeitung (Computer Numerical Control) und einen enormen mechanischen Druck während der Produktion, was die anfänglichen Herstellungskosten im Vergleich zu herkömmlichen digitalen oder Offset-Prägeverfahren exponentiell in die Höhe treibt.

Der eigentliche finanzielle Verlust beginnt, wenn Marken versuchen, diese empfindlichen, feuchtigkeitsempfindlichen Werkzeuge aus Metall und Holz Monate später für nachfolgende Nachbestellungen von Displays wiederzuverwenden.
Die Gefahr der Delamination durch verzogene Werkzeuge
Käufer gehen häufig davon aus, dass sie mit einer hohen einmaligen Werkzeuggebühr ein dauerhaftes, unzerstörbares Produkt erwerben, das jahrelang einwandfrei funktioniert. Dabei ignorieren sie völlig die Realität der handelsüblichen Werkzeuge, bei denen scharfe Stahlklingen und Prägematrizen in billige, poröse Sperrholzplatten.Werden diese Platten in herkömmlichen, nicht klimatisierten Lagerräumen aufbewahrt, nehmen sie unbemerkt die Luftfeuchtigkeit auf und verziehen sich,wodurch aus einem Präzisionsinstrument eine stumpfe Waffe wird.
Das ist keine bloße Theorie – ich habe es letzten Monat schmerzlich erfahren müssen, als ich eine riesige Nachbestellung für einen Großhandel abwickelte . 2022 bat ich meinen leitenden Verpackungsingenieur Mark, eine sehr teure, tiefgeprägte Prägeform aus dem Lager zu holen, die dort neun Monate lang während des feuchten Sommers an der Küste ungenutzt gelegen hatte. Als wir die alte Holzplatte auf die Druckpresse montierten und die erste Lage dickes C-Wellpappe prägten, hörte ich das Papier förmlich reißen. Die unsichtbare Feuchtigkeitsverzug von 2,7 mm im Holzgrundkörper führte dazu, dass die Prägeform völlig außermittig traf, die lithografisch laminierte Decklage stark ablöste und die Berstfestigkeit unter dem Mullen-Prüfgerät auf katastrophale 64,6 kg sank . Wir stoppten die Produktionslinie sofort und führten unser Verfahren zur Werkzeugneufertigung durch. Mithilfe unserer Laserschneidanlagen fertigten wir eine komplett neue, absolut ebene Stahlprägeform aus Neuware. Ich investiere Zeit und Geld in meinem Testlabor, damit Sie im Einzelhandel keine Gewinneinbußen erleiden. Durch die mathematische Neukalibrierung des Anpressdrucks mit einem neuen Stempel konnten wir die Litho-Risse vollständig eliminieren. Dadurch sank unsere Ausschussquote in der Serienproduktion auf nahezu null, und die Investition des Kunden in die Litho-Laminierung in Höhe von 15.000 US-Dollar wurde geschützt.
| Werkzeugkennzahl | Generischer Speicher | Neues Werkzeugprotokoll |
|---|---|---|
| Holzbasis-Zustand | Nimmt die Luftfeuchtigkeit auf | Perfekt flach lasergeschnitten |
| Treffergenauigkeit | Delamination außerhalb der Mitte | Präzise Faserkompression |
| Produktionsausschuss | Hohe Anzahl an Ausschusswaren | Nahezu kein mechanischer Abfall |
Ich traue altem Holz nie die Präzisionsarbeit zu, die von neuen Konstruktionen erwartet wird.
🛠️ Harveys Schreibtisch: Beeinträchtigen veraltete, verzogene Werkzeugformen die Druckfestigkeit Ihrer saisonalen Display-Nachbestellungen? 👉 Werkzeugstrukturprüfung anfordern ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Warum werden Karten nicht mehr geprägt?
Moderne Lieferketten erfordern eine aggressive Automatisierung, und physikalische Oberflächenstrukturen stellen für optische Scanner und Hochgeschwindigkeitssortiermaschinen sofortige Engpässe dar.
Karten werden nicht mehr geprägt, da flache Digitaldrucktechnologien heutzutage eine hochwertige Optik erzielen, ohne das darunterliegende Material zu beschädigen. Durch den Verzicht auf erhabene Strukturen wird ein einwandfreies automatisiertes Barcode-Scannen ermöglicht, die Stapelung in der Logistik optimiert und die bei herkömmlichen mechanischen Prägeverfahren übliche Erschöpfung der Strukturfasern vollständig vermieden.
Wenn Sie von der Zerstörung von Papierfasern zur Anwendung von Sofortpolymerbeschichtungen übergehen, verändern Sie grundlegend die Geschwindigkeit und Rentabilität Ihres gesamten Einzelhandels-Rollouts.
Der Vorteil der sofortigen Polymerisation
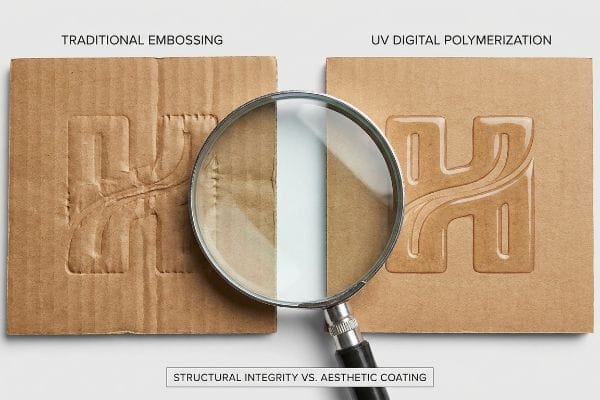
Ich prüfe häufig standardisierte Angebotsanfragen, in denen blindlings eine starke 3D-Folienprägung auf modularen Displaytrennwänden gefordert wird, nur weil die Marke dies vor fünf Jahren verwendet hat. Diese veraltete Spezifikation ignoriert die Tatsache, dass moderne Einzelhandelsverpackungen während der Zustellung auf der letzten Meile starken Vibrationen in mehreren Achsen standhalten müssen. Das Prägen einer tiefen Struktur in dünne Wellpappe verkürzt die Papierfasern dauerhaft<sup> 14</sup> , wodurch die Struktur bei der Optimierung enger Behälter sehr anfällig für Verformungen und Quetschungen durch Umgebungsfeuchtigkeit<sup> 15 </sup> wird
In meiner Produktionsstätte erlebe ich regelmäßig, wie diese überholte Annahme direkt in der Testphase scheitert. Ein Kunde verlangte kürzlich eine tiefe mechanische Prägung der Seitenwände eines schweren Getränketabletts, in der Annahme, die Textur würde Luxus ausstrahlen. Als ich nach dem Prägen die Mikrometerwerte auswertete, stellte ich fest, dass die lokale Kompression die innere E-Welle um exakt 0,7 mm (0,03 Zoll) zusammengedrückt hatte. Dadurch wurde die für eine Standard-GMA-Palettenkonfiguration von 121 × 101 cm (48 × 40 Zoll) erforderliche vertikale Stapelung zerstört. Ich stoppte den Auftrag sofort und stellte die gesamte Produktion auf unsere UV-Flachbett-Digitaldruckanlage um. Anstatt das Substrat physisch zu verformen, härteten wir mit UV-Lichtarrays dickflüssige Tinte in Millisekunden zu einem festen, erhabenen Polymerfilm aus. Nachdem mir das Einkaufsteam die Anpassung der Excel-Stückliste erlaubt hatte, erledigte das Material selbst die Hauptarbeit und lieferte eine makellose 3D-Haptik, ohne eine einzige Zellulosefaser zu beschädigen. Durch die Anwendung dieser Sofortpolymerisationstechnik konnte ich sicherstellen, dass die Trays ihre vertikalen BCT-Werte (Box Compression Test)17, sodass der Co-Packer die Paletten sicher doppelt stapeln und der Marke 50 % der LTL-Frachtkosten (Less-Than-Truckload) einsparen konnte.
| Metrisch | Traditionelle Prägung | UV-Polymerisation |
|---|---|---|
| Substrateinfluss | Zerdrückt die inneren Riffelungen18 | Keine physikalische Kompression |
| Taktiler Effekt | Mechanische Faserdehnung | erhabener Volltintenfilm19 |
| Paletteneffizienz | Geschwächte Stapelausrichtung | Perfekte Doppelstapelfähigkeit20 |
Ich nutze fortschrittliche Druckchemie, um luxuriöse Ästhetik zu erzielen, ohne dabei jemals die strukturelle Physik Ihrer Fracht zu beeinträchtigen.
🛠️ Harveys Schreibtisch: Beeinträchtigt veraltete mechanische Prägung die Stapelstabilität Ihrer verkaufsfertigen Verpackungen? 👉 Fordern Sie Ihre kostenlose Sichtlinienanalyse an ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Abschluss
Um zu verhindern, dass ein optisch ansprechendes, aber strukturell instabiles Verkaufsdisplay unter schwerer Last zusammenbricht, ist die strikte Einhaltung der physikalischen Geometrie unerlässlich – nicht bloße ästhetische Überlegungen. Man kann Wellpappenfasern nicht dehnen, quetschen oder beschädigen und erwarten, dass das Display den enormen Belastungen einer herkömmlichen Lieferkette standhält. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschuss und Rückbelastungen durch Händler zu vermeiden. Lassen Sie sich Ihre Logistikinvestitionen nicht durch ein kosmetisches Detail ruinieren; lassen Sie mich Ihre Konstruktionsdaten persönlich in meiner kostenlosen Strukturprüfung überprüfen, bevor Sie ein kritisches Produkt für den Point of Sale in Serie produzieren.
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [Materialwissenschaftliche Studien zur Papierverformung erklären, wie die mechanische Dehnung beim Prägen die Faserdichte verringert und die vertikale Druckfestigkeit von Wellpappe beeinträchtigt]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Handbuch für Verpackungstechnik. Belegt: Die Behauptung, dass Prägen die strukturelle Festigkeit in tragenden Bereichen verringert. Anwendungsbereich: Gilt speziell für die mechanische Hochdruckprägung von Deckschichten auf Zellulosebasis. ↩
„Einfluss des Prägedrucks auf mechanische Eigenschaften und Weichheit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Technische Daten zur Faserdehnung zeigen, dass eine Prägung nach außen Zugspannungen in der äußeren Schicht erzeugt]. Nachweisfunktion: Validierung der mechanischen Eigenschaften; Quellentyp: Technisches Handbuch. Belege: Ursache von Materialermüdung. Anwendungsbereich: beschränkt auf Hochreliefprägungen. ↩
„Abschätzung der Kantenstauchfestigkeit von Wellpappe mittels …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. [Eine technische Studie zur Materialermüdung würde zeigen, wie die Prägung nach außen die strukturelle Integrität der Außenschicht unter Druck beeinträchtigt]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: Einfluss der Prägung auf die strukturelle Dauerhaftigkeit. Anwendungsbereich: Speziell für Wellpappe. ↩
„Neue Konfiguration für Kantenstauchtests mit flächenhafter Dehnungsmessung …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8510352/. [Industriestandards für Kantenstauchtests (ECT) bestätigen, dass die nach innen gerichtete Prägung die vertikale Druckfestigkeit der Riffelung nicht beeinträchtigt]. Nachweisfunktion: Leistungskennzahl; Quellentyp: Verpackungsindustriestandard. Beleg: Strukturelle Überlegenheit der Prägung. Anwendungsbereich: Gilt für Standard-Riffelprofile. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [Verpackungstechnische Normen quantifizieren den Verlust an Stapelfestigkeit und Druckfestigkeit beim Übergang von Frischfaserkarton mit 32 ECT zu Recyclingkarton mit 26 ECT]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Unterstützt: Die Behauptung, dass eine Herabstufung der ECT-Werte die strukturelle Integrität beeinträchtigt. Anwendungsbereich: Spezifisch für Wellpappen-Spezifikationen. ↩
„Die Wissenschaft hinter robusten, langlebigen Wellpappenverpackungen“, https://diapkg.com/blog/the-science-behind-stronger-and-more-durable-corrugated-packaging/. [Materialwissenschaftliche Untersuchungen zeigen, dass Recyclingfasern kürzer sind und eine geringere Dichte aufweisen als Primärfasern, wodurch die vertikale Druckfestigkeit der Wellpappe reduziert wird]. Belegfunktion: Kausaler Mechanismus; Quellentyp: Materialwissenschaftliche Fachzeitschrift. Unterstützung: Die physikalische Erklärung für die Reduzierung der mechanischen Festigkeit. Anmerkung zum Forschungsgegenstand: Fokus auf die Morphologie von Zellulosefasern. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [Technische Spezifikationen für den Kantenstauchtest (ECT) quantifizieren die strukturelle Integrität und Tragfähigkeit von recycelter Wellpappe]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard für Verpackungen. Beleg: Die Behauptung, dass recycelte Wellpappe mit einem ECT-Wert von 26 strukturell schwächer ist. Anwendungsbereich: Spezifisch für Wellpappennormen. ↩
„Stanzen: Wie es Ihrer individuellen Verpackung zugutekommt“, https://bromleyprinting.com/2021/04/19/die-cutting-custom-packaging/. [Preislisten für Industriewerkzeuge weisen typischerweise höhere Anfangsinvestitionen für kundenspezifische Metallstanzformen im Vergleich zu chemischen oder digitalen Oberflächenveredelungen aus]. Nachweisfunktion: Kostenanalyse; Quellentyp: Preisliste für kommerziellen Druck. Begründung: die hohen Rüstkosten der mechanischen Oberflächenveredelung. Anmerkung: Die Kosten variieren je nach Komplexität der Stanzform und Material. ↩
„Was ist eine wässrige Beschichtung für Druck und Verpackung?“, https://www.customboxmakers.com/what-is-aqueous-coating/?srsltid=AfmBOoqp4DWt8inF4ydITIw_ykTQeQmuY9K_4gMYcEj32M6dFB3oR1T9. [Eine vergleichende Analyse von Druckveredelungen zeigt, dass wässrige Beschichtungen im Vergleich zu mechanischen Prägewerkzeugen niedrigere Stückkosten und geringere Einrichtungskosten bieten.] Nachweisfunktion: Wirtschaftlicher Vergleich; Quellentyp: Branchen-Benchmark-Bericht. Belege: Der finanzielle Vorteil von Spezialbeschichtungen gegenüber Prägungen. Anmerkung: Besonders relevant für die Beschaffung großer Mengen. ↩
„Ultimativer Leitfaden zur Herstellung von Holzstanzformen für Stanzereien – Yitai“, https://yitaipacking.com/ultimate-guide-to-wooden-die-making-for-die-shops/. [Technische Spezifikationen für Stanz- und Prägewerkzeuge bestätigen die Verwendung von Sperrholz als gängiges Basismaterial für Stanzformen mit Stahlschnittkanten]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenhandbuch. Unterstützung: Materialzusammensetzung der Stanzformen. Anwendungsbereich: Gilt speziell für Werkzeuge mit Stahlschnittkanten und nicht für schwere industrielle Presswerkzeuge. ↩
„(PDF) Analyse der Ursachen für das Verziehen von Sperrholzplatten“, https://www.researchgate.net/publication/291065051_Analysis_of_causes_of_warping_the_plywood_sheets. [Materialwissenschaftliche Dokumentation zur Holzhygroskopie zeigt, wie Sperrholz Luftfeuchtigkeit aufnimmt und dadurch Verformungen verursacht]. Nachweisfunktion: physikalische Eigenschaft; Quellentyp: materialwissenschaftlicher Text. Unterstützt durch: Umwelteinflüsse auf Werkzeuge. Anmerkung zum Anwendungsbereich: Allgemeine Eigenschaft von Sperrholz. ↩
„Die Rolle von Werkzeugen im Verpackungsdruck – MOD-PAC“, https://www.modpac.com/the-role-of-die-tooling-in-packaging-printing/. [Technische Leitfäden zur Dimensionsstabilität von Holz quantifizieren, wie feuchtigkeitsbedingtes Quellen und Verziehen die Präzision industrieller Werkzeugbasen beeinflussen]. Nachweisfunktion: Kausaler Mechanismus; Quellentyp: Technisches Handbuch. Belege: Die Behauptung, dass Feuchtigkeitsverzug zu Werkzeugfehlausrichtungen führt. Anmerkung: Der Grad des Verzugs hängt von der Holzart und der Faserrichtung ab. ↩
„[PDF] Mullen-Test vs. Edge Crush Test Boxes – Crown Packaging Corp.“, https://crownpack.com/wp-content/uploads/2023/11/Crown-Packaging-Mullen-vs-ECT-Whitepaper.pdf. [Industrienormen für Wellpappenverpackungen definieren die typische Berstfestigkeit von C-Welle, um zu verdeutlichen, warum 64,7 kg (142,6 lbs) ein katastrophales Strukturversagen darstellen]. Nachweisfunktion: Technischer Benchmark; Quellentyp: Industrienorm. Beleg: Die Behauptung eines katastrophalen Verlusts der Berstfestigkeit. Anmerkung zum Anwendungsbereich: Die Basiswerte variieren je nach Linerboard-Qualität. ↩
„Einfluss von Luftfeuchtigkeit und Temperatur auf die mechanischen Eigenschaften von …“, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [Fachliteratur, die detailliert beschreibt, wie die mechanische Verformung beim Prägen Zellulosefasern bricht und die strukturelle Integrität des Substrats verringert]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Materialwissenschaftliche Studie. Unterstützt: Mechanische Degradation des Substrats. Anwendungsbereich: Gilt für das mechanische Prägen von papierbasierten Substraten. ↩
„[PDF] Auswirkungen der relativen Luftfeuchtigkeit auf die Kompression … – Clemson OPEN“, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [Industrienormen oder Materialprüfungen, die belegen, dass gebrochene Faserstrukturen die hygroskopische Empfindlichkeit erhöhen und die Kantenstauchfestigkeit verringern]. Nachweisfunktion: Kausalzusammenhang; Quellentyp: Technisches Datenblatt oder Ingenieurstudie. Unterstützt: Anfälligkeit gegenüber Umwelteinflüssen. Anmerkung zum Anwendungsbereich: Bezieht sich speziell auf Substrate mit beschädigten Faserstrukturen. ↩
„UV-Drucktechnologie erklärt | Prozess, Vorteile & Anwendungen“, https://www.inkcups.com/uv-printing-technology-explained/. [Technische Dokumentation zu UV-härtenden Tinten erklärt, wie Fotoinitiatoren eine schnelle Polymerisation auslösen, um taktile, erhabene Oberflächen zu erzeugen. Belegfunktion: wissenschaftliche Erklärung; Quellentyp: Fachzeitschrift für Materialwissenschaften. Unterstützt: die Beschreibung des UV-Druckprozesses. Anwendungsbereich: Speziell für UV-Tinten mit hohem Schichtdickenanteil.] ↩
„Wellpappenverpackungen mit innovativem Design für verbesserte …“, https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. [Industrienormen für Wellpappenmaterialien zeigen, dass mechanisches Quetschen der Wellen die Tragfähigkeit verringert, während additiver Druck diese erhält. Nachweisfunktion: technische Validierung; Quellentyp: Verpackungsnorm. Unterstützt: die Behauptung, dass durch den Verzicht auf Prägung die BCT-Werte erhalten bleiben. Anmerkung: Die Ergebnisse variieren je nach Wellengröße.] ↩
„Einfluss analoger und digitaler Falzlinien auf die mechanischen Eigenschaften … – PMC“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. [Eine technische Analyse, wie mechanische Prägekräfte die innere Riffelung von Wellpappensubstraten komprimieren und dadurch die strukturelle Integrität verringern]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliche Publikation. Unterstützt: Einfluss der Prägung auf das Substrat. Anwendungsbereich: Speziell für geriffelte Materialien. ↩
„Erhabener UV-Druck erklärt: 3D-Textur, taktiles Design und hohe …“, https://www.refinecolor.com/Raised-UV-Printing-Explained-3D-Texture-Tactile-Design-and-High-Profit-Applications-id49527185.html. [Technische Dokumentation, die erklärt, wie UV-härtende Polymere einen dreidimensionalen, festen Film auf der Oberfläche bilden, ohne das darunterliegende Substrat zu komprimieren]. Nachweisfunktion: Prozessverifizierung; Quellentyp: Technisches Handbuch der Druckindustrie. Unterstützt: Taktiler Effekt der UV-Polymerisation. Anwendungsbereich: Gilt für UV-härtende Tinten. ↩
„Ein Vergleich von UV-härtenden und selbsthärtenden Polymeren in …“, https://pubmed.ncbi.nlm.nih.gov/786898/. [Vergleichende Logistikdaten zeigen, dass ebene UV-Lackierungen eine höhere Stabilität und Dichte beim vertikalen Stapeln ermöglichen als unebene, geprägte Oberflächen]. Nachweisfunktion: Empirischer Effizienzindikator; Quellentyp: Bericht zur Lieferkettenlogistik. Unterstützt: Paletteneffizienz. Anmerkung zum Untersuchungsbereich: Fokus auf die Versanddichte. ↩



