Haben Sie Schwierigkeiten, Budgets für Marketingkampagnen im Einzelhandel zu erstellen? Unvorhersehbare Preise und versteckte Gebühren bringen Budgets oft zum Scheitern und lassen Marken in Zeitnot geraten, die Endrechnung zu rechtfertigen.
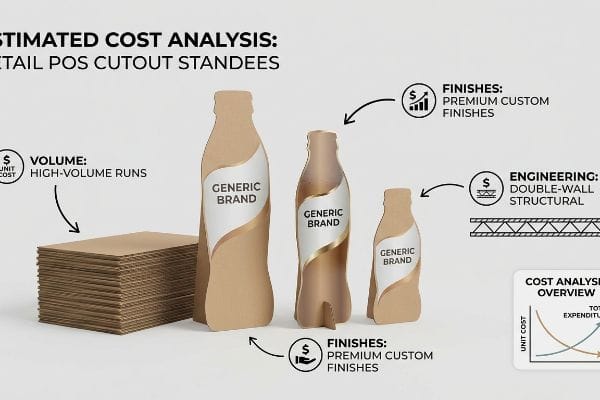
Eine Kostenanalyse für POS-Aufsteller (Point of Sale) zeigt, dass die Preise je nach Größe, Material und Produktionsmenge stark variieren. Hohe Stückzahlen senken die Kosten pro Einheit deutlich, während hochwertige Sonderanfertigungen, doppelwandige Konstruktionen und Expressversand die endgültigen Produktionskosten erheblich beeinflussen.

Doch die Kenntnis des theoretischen Preismodells reicht nicht aus, wenn die Maschinen in Betrieb genommen werden und die strukturellen Realitäten in der Fabrikhalle zum Tragen kommen.
Was kostet die Herstellung eines Ausschnitts?
Um den genauen finanziellen Ertrag eines Wellpappen-Verkaufsautomaten , muss man über das Rohmaterialangebot hinausblicken und den physischen Montageprozess analysieren.
Die Herstellung eines Standard-Kartonaufstellers kostet in der Regel nur einen Bruchteil der Kosten von permanenten Metallvorrichtungen, wobei die Kosten stark von der Komplexität des Stanzverfahrens und dem Druckverfahren abhängen. Mengenrabatte bestimmen maßgeblich den Preis: Bei groß angelegten Litho-Laminierungs-Aufträgen sinken die Stückkosten im Vergleich zu kleinen Auflagen im Digitaldruck deutlich.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und die Arbeitszeiten in die Höhe schnellen.
Warum überdimensionierte Ausschnitte das Produktionsbudget sprengen
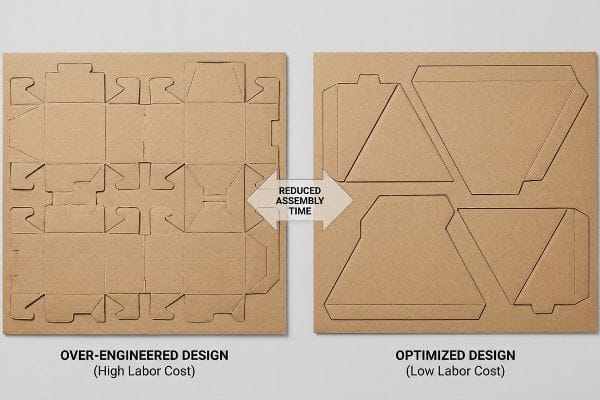
Selbst erfahrene Einkaufsteams übersehen bei der Kampagnenkalkulation oft den versteckten Kostenfaktor der manuellen Arbeit. Sie gehen davon aus, dass die Endrechnung allein von der Fläche des Wellpappkartons und dem Verbrauch an CMYK-Farbe (Cyan, Magenta, Gelb, Key/Schwarz) abhängt. Tatsächlich verursacht eine komplexe Stanzform mit unnötigen, ineinandergreifenden Laschen und mehrteiligen Stützstrukturen¹ jedocherhebliche Kosten im abschließenden Co-Packing-Prozess.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Testumgebung. Letztes Quartal schickte mir eine Agentur die Datei für einen freistehenden Figurenaufsteller mit einem aufwendigen, zwölfteiligen Sockel, der starker Beanspruchung standhalten sollte. Zuerst ging ich davon aus, dass der Standard-32ECT-Testliner (Kantenbruchtest2 ausreichen würde. Ein fataler Irrtum. Der Sockel brach bei 50,8 kg (112 lbs) auf dem Rütteltisch, weil die komplexen Faltungen die gesamte Kompressionsstruktur schwächten. Ich wertete die Mikrometerwerte aus und stellte fest, dass ich weder teure Kunststoffclips noch ein Dutzend Papierklemmen benötigte. Daraufhin griff ich auf unser „Smart Simplification“-Protokoll zurück und änderte die CAD-Geometrie (Computer-Aided Design) grundlegend zu einer einheitlichen, selbstsichernden Dreiecksstruktur mit einer um 0,5 mm geringeren Falttoleranz. Diese präzise Anpassung eliminierte fünf unnötige Reibungspunkte. Durch die Einhaltung dieser reduzierten geometrischen Toleranz konnte ich die Montagezeit beim Co-Packing um schätzungsweise 40 Sekunden pro Einheit senken, wodurch massive Arbeitsengpässe beseitigt und dem Kunden erhebliche Fulfillment-Gebühren bei der Standardproduktion erspart wurden.
| Technische Maßnahmen | Körperliche Belastbarkeit | Finanzieller/Compliance-ROI |
|---|---|---|
| Basis-Stanzform konsolidieren | 5 ineinandergreifende Laschen wurden entfernt | Reduziert die Montagearbeitskräfte drastisch3 |
| Faltenzugabe straffen | 0,5 mm Schlitzspiel4 | Beschleunigt die Lohnverpackungslinien |
| Vereinheitlichung der lasttragenden Wirbelsäule | Dreiecksgeometrie angewendet5 | Eliminiert die Kosten für Plastikclips |
Ich lasse nicht zu, dass überkomplizierte Konstruktionsdateien Ihr Marketingbudget in der Fertigung belasten. Durch das Entfernen überflüssiger Komponenten und den Einsatz präziser geometrischer Toleranzen reduziere ich Ihre versteckten Kosten für die Auftragsabwicklung, noch bevor die Produktion beginnt.
🛠️ Harveys Schreibtisch: Verursachen Ihre aktuellen Stanzformen heimlich höhere Lohnkosten beim Co-Packing durch unnötige Faltungen und Plastikclips? 👉 Lassen Sie Ihre Stückliste prüfen ↗ – Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Was kostet eine menschliche Pappfigur?
Die Anpassung der Displaygröße an die Körpergröße eines durchschnittlichen Konsumenten führt zu enormen mechanischen Hebelkräften, die genau vorschreiben, welche Art von Karton gekauft werden muss.
Eine lebensgroße Pappfigur erfordert erhebliche strukturelle Verstärkungen, was die Gesamtkosten deutlich erhöht. Da die Figur wie ein Segel wirkt, Luft einfängt und sich unter ihrem eigenen Gewicht biegt, müssen die Hersteller das Volumen der robusten Trägermaterialien und der stabilisierenden Staffeleirückwände berechnen, um den Endpreis zu ermitteln.
Doch die Theorie allein reicht nicht aus, wenn die Maschinen in Betrieb gehen und die Schwerkraft auf die Rückwand einwirkt.
Die Täuschung: Virgin Kraft vs. Recycled Testliner
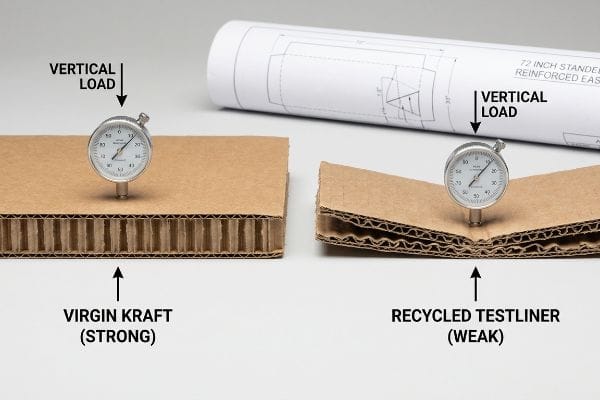
Es ist eine gängige Falle, in die selbst erfahrene Einkaufsteams tappen: die Annahme eines extrem niedrigen Angebots für ein 182,8 cm (72 Zoll) hohes Display, basierend auf allgemeinen Materialspezifikationen. Handelsunternehmen ersetzen häufig hochfeste Kraftpapierfasern durch billigeres, kurzfaseriges Recycling-Testliner6 , ohne den visuellen Prototyp zu verändern. Sie gehen fälschlicherweise davon aus, dass sich die Stabilität automatisch verbessert, nur weil die gedruckten Grafiken auf dem Monitor hochwertig aussehen.
Das ist nicht nur Theorie – ich erlebe das hautnah in der Praxis. Kürzlich erstellte ich ein Angebot für einen lebensgroßen Verkaufsaufsteller, bei dem sich der Kunde beschwerte, mein Preis sei etwas höher als der eines Mitbewerbers. Er schickte mir das Muster des Konkurrenten, und sobald ich die Platte bog, spürte ich den unverkennbaren, schwammigen Widerstand des stark recycelten Testliners anstelle des festen Schnapps von langfaserigem, neuem Kraftpapier. Bei unserer internen ISTA-3A-Fallsimulation (International Safe Transit Association) knickte diese günstigere Platte in der Mitte durch und brach den Hauptaufsteller exakt 469,9 mm (18,5 Zoll) vom Boden entfernt. Um das Problem mit dem Prototyp zu beheben, führte ich eine umfassende Materialverbesserung durch. Ich entfernte den recycelten Kern und richtete mathematisch präzise einen reinen, neuen Kraftpapier-Rücken aus. Die Viskosität des wasserbasierten PVA-Klebstoffs (Polyvinylacetat) wurde angepasst, um zu verhindern, dass sich die große Oberfläche unter der hohen Luftfeuchtigkeit in der Fabrik wie ein Kartoffelchip verzieht. Durch die Verankerung der Struktur mit diesen dichten, ungebrauchten Fasern konnte ich das Risiko eines Einknickens in der Mitte der Wirbelsäule eliminieren, die Gefahr kostspieliger Reklamationen im Einzelhandel vollständig beseitigen und die fragile Aufblähung durch eine unbestreitbare Transportsicherheit ersetzen.
| Materialanpassung | Strukturelles Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Bitte geben Sie an, dass es sich um reines Kraftpapier handelt7 | Verhindert das Einknicken der mittleren Wirbelsäule | Eliminiert Rückbuchungen aufgrund von Händlerschäden |
| PVA-Viskosität optimieren8 | Verhindert Feuchtigkeitsverzug bei Flachplatten | Schützt die hochwertige Grafikausrichtung |
| Geometrie der Ankerstaffelei | Gleicht eine vertikale Last von 72 Zoll aus9 | Verlängert die Lebensdauer des aktiven Bodens |
Ich werde niemals heimlich die Fasern Ihrer Platinen verschlechtern, nur um im Preiskampf die Nase vorn zu haben. Die Verwendung der richtigen Strukturchemie gewährleistet, dass Ihre lebensgroßen Objekte den harten Bedingungen im Einzelhandel standhalten.
🛠️ Harveys Schreibtisch: Wissen Sie, welches genaue Verhältnis von Recyclingfasern zu Neuware Ihr aktueller Lieferant für Ihre 183 cm großen Aufsteller verwendet? 👉 Materialbelastungstest anfordern ↗ — 100 % vertraulich. Ihre noch nicht veröffentlichten Designs sind bei mir sicher.
Wie nennt man lebensgroße Pappfiguren?
Durch die Etablierung einer gemeinsamen Sprache zwischen Marketingabteilung und Produktion lassen sich katastrophale Missverständnisse im Design vermeiden, noch bevor die Stanzwerkzeuge eingesetzt werden.
Lebensgroße Pappaufsteller werden in der Verpackungsindustrie allgemein als FSDUs (Floor Standing Display Units) oder Aufsteller bezeichnet. Diese großflächigen, vertikalen Verkaufsdisplays erfordern eine präzise Konstruktion, um in stark frequentierten Gängen sicher stehen zu können. Häufig werden ausklappbare Staffeleien oder beschwerte Sockel verwendet, um die strengen Richtlinien des ADA (Americans with Disabilities Act) für den Einzelhandel einzuhalten.

Doch die Theorie allein genügt nicht, wenn die Maschinen laufen und die Flötenrichtung den gesamten Aufbau beeinträchtigt.
Der horizontale Getreidekollaps auf FSDUs
Viele Grafikdesigner betrachten eine FSDU ( Flexible Stanzform Unit) als riesige, leere Leinwand und ignorieren dabei völlig die mikroskopische Ausrichtung der Papierfasern unter der Druckfarbe. Sie gehen davon aus, dass die Fabrik die Formen einfach so auf die Platte kleben kann, wie es am meisten Material spart, solange die Grafik auf die Master-Stanzform passt. Dieser Mythos der maximalen Abfallvermeidung birgt jedoch eine fatale Schwachstelle, wenn die inneren Wellen horizontal über eine hohe, freistehende Struktur verlaufen .
Das ist nicht nur Theorie – ich habe das selbst schmerzlich erfahren müssen. 2021 bat ich meinen leitenden Verpackungsingenieur Mark, eine massive 1,80 m lange FSDU (Flexible Stanz- und Druckeinheit) auf unsere Standard-B-Welle-Bögen zu legen, um die Ausbeute beim Stanzen zu maximieren. Wir dachten, wir könnten Zeit und Material sparen, indem wir die Stanzform horizontal drehen. Drei Tage später hörte ich in der Klimakammer das widerliche Knirschen der sich verformenden B-Welle und sah, wie sich der gesamte Mittelteil unter seinem eigenen Gewicht umknickte. Der Stanzdruck unserer Rotationsmaschine hatte die horizontal ausgerichteten Wellen bereits beschädigt und ihre natürliche BCT-Festigkeit (Box Compression Test) zerstört . Ich eilte sofort zum digitalen Schneidetisch der Kongsberg C-Serie und führte eine Werkzeug- und Kalibrierungsänderung durch. Ich zwang die Stanzlinie, exakt der vertikalen Faserrichtung zu folgen, und reduzierte den Anpressdruck des Rillrads um 3,8 mm, um ein Quetschen der Fasern beim Rillen zu verhindern. Diese vertikale Neuausrichtung verhinderte nicht nur das Durchhängen des Mittelteils; Dadurch wurde die gesamte vertikale Tragfähigkeit drastisch erhöht, eine geschätzte Ausfallrate von 30 % in den feuchten Einzelhandelszonen 12 verhindert und dem Kunden massive Ersatzfrachtkosten erspart.
| Werkzeugkalibrierung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Vertikale Maserung erzwingen | Maximiert die interne Flötenkompression13 | Slashes Ersatzversandkosten |
| Faltendruck reduzieren | Verhindert Mikrorisse in den Fasern14 | Beschleunigt die Maschinenlaufzeiten |
| Stanztiefe anpassen | Hält den B-Flötenkern intakt15 | Verhindert den Zusammenbruch des feuchten Klimas |
Ich habe früh gelernt, dass es ein sinnloses Unterfangen ist, Materialeffizienz auf Kosten der Physik zu erzwingen. Nur durch die korrekte Ausrichtung der Strukturfaser kann man die Stabilität großformatiger Kampagnen gewährleisten.
🛠️ Harveys Schreibtisch: Dreht Ihre Fabrik die Stanzformen Ihrer FSDUs horizontal, nur um ein paar Cent an Verschnitt zu sparen? 👉 Fordern Sie eine 3D-Wellenrichtungsanalyse an ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Kann man Pappaufsteller nach Maß bestellen?
Die Personalisierung des visuellen Erscheinungsbilds einer Markenkampagne erfordert die Umwandlung flacher digitaler Grafiken in komplexe, dreidimensionale physische Objekte, die auch unter schwierigen Bedingungen in den Lieferketten bestehen müssen.
Ja. Die Bestellung individueller Pappaufsteller erfordert die Übermittlung maßgeschneiderter Stanzformen, anhand derer Fabriken einzigartige Werbeformen herstellen. Käufer bestimmen die Konturen, die hochauflösenden Grafiken und die grundlegende Konstruktion. So werden Standardkartons in hochgradig individualisierte, markenspezifische Marketingartikel verwandelt, die für sofortige visuelle Aufmerksamkeit sorgen.
Doch die Theorie allein genügt nicht, wenn die Maschinen in Betrieb gehen und digitale Designdateien mit der Dicke der physischen Leiterplatte kollidieren.
Die Bremssattelkompensations-Matrizenverschiebungsfalle
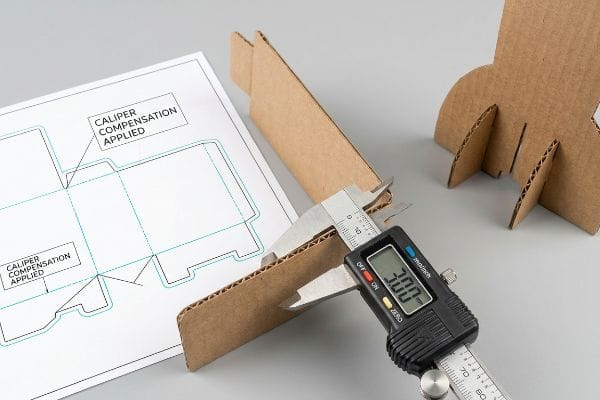
Selbst erfahrene Grafikteams tappen in die Falle, individuelle 2D-Verriegelungslaschen exakt in der gleichen Breite wie die Aufnahmeschlitze zu entwerfen. Sie behandeln digitale Illustrator-Dateien wie gewichtslose Pixel und vergessen dabei, dass physische Wellpappe eine messbare Dicke besitzt. Wird eine komplexe Kontur um 90 Grad gefaltet, benötigt das Papier Platz, wodurch die präzise gezeichneten Schlitze in der Endproduktion zu schmal werden.
Das ist nicht nur Theorie – ich habe damit ständig in der Testumgebung zu tun. Ein großer Kunde aus der Unterhaltungsbranche schickte mir kürzlich eine Datei für einen individuell angefertigten Charakterausschnitt mit einem komplexen modularen Sockel, der während der Montage durch einen externen Logistikdienstleister (3PL) immer wieder riss. Ich entfernte die Deckplatte des beschädigten Prototyps und spürte die enorme Spannung, die entstand, als sich die 3 mm dicke C-Welle16 verzweifelt in eine toleranzunempfindliche Nut zwängte. Der Sockel brach unter statischer Last bei 85 kg (187,5 lbs), da die erzwungene Montage das umliegende Material bereits beschädigt hatte. Ich führte eine präzise Anpassung der Lieferkette und der Toleranzen in ArtiosCAD durch. Die Mikrometermessungen zeigten, dass ich keine teuren Verstärkungswinkel benötigte – es genügte, unsere automatisierten Messschieber-Kompensationsalgorithmen17und jeder einzelnen Faltlinie spezifische Biegetoleranzen hinzuzufügen. Durch die mathematische Erweiterung der Schlitze, um dem exakten 3 mm Außenradius der Falte Rechnung zu tragen, konnte ich die Montagezeit für die gemeinsame Verpackung um schätzungsweise 25 % reduzieren, was den Kunden enorme Arbeitskosten ersparte und gleichzeitig Materialverschwendung durch Reißen vollständig eliminierte.
| Toleranzanpassung | Physikalisches Ergebnis | Finanzieller/Compliance-ROI |
|---|---|---|
| Bremssattelkompensation anwenden18 | Erweitert die Schlitze für die Plattenstärke | Vermeidet Materialverluste durch Risse |
| Biegezugabe berechnen19 | Löst Spannungen bei 90-Grad-Falten | Reduziert die Montagekosten durch 3PL-Anbieter |
| CAD-Geometrien ausrichten | Erzeugt reibungslose, ineinandergreifende Verbindungen | Beschleunigt die Auftragsabwicklung |
Ich eliminiere das Rätselraten bei der Erstellung digitaler 2D-Grafiken, indem ich jeden Millimeter der physischen Plattenstärke mathematisch kompensiere. So stelle ich sicher, dass Ihre individuellen Formen auf Anhieb perfekt zusammenpassen und Ihre Veröffentlichungstermine eingehalten werden.
🛠️ Harveys Schreibtisch: Reißen Ihre individuellen Displayschlitze beim Zusammenbau, weil Ihr Konstrukteur die Biegezugabe für Wellpappe nicht berücksichtigt hat? 👉 Kostenlose Stanzlinienoptimierung ↗ — Ich prüfe jede Konstruktionsdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar einen günstigeren Anbieter wählen, aber wenn recyceltes Testliner unter einer lebensgroßen Figur nachgibt und die Produktionslinie dadurch schätzungsweise 30 % verlangsamt, ist die Gewinnspanne des Projekts dahin. Allein im letzten Monat half meine Strukturprüfung drei Marken, über 10.000 US-Dollar an Ausschussware und Rückbelastungen durch Händler zu vermeiden. Verschwenden Sie nicht länger Ihr Marketingbudget für instabile Displays und lassen Sie mich persönlich Ihre nächste individuelle Aufsteller-Kampagne planen – für maximale Stabilität und optimale finanzielle Rendite.
„Was ist eine Stanzform in der Verpackungs- und Druckindustrie? – PopDisplay“, https://popdisplay.me/what-is-a-dieline-in-packaging-print/. [Fertigungsrichtlinien für POS-Displays zeigen, wie komplexe Montageanforderungen den Arbeitsaufwand und die Kosten pro Einheit während der Lohnverpackung erhöhen]. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für die industrielle Fertigung. Belegt: Den Zusammenhang zwischen Designkomplexität und Produktionsarbeitskosten. Anwendungsbereich: Bezieht sich speziell auf manuell montierte Wellpappenvorrichtungen. ↩
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopXFbwbliSL3qpvj2JlXth6smse4RnRi5NRmHv2tZ0GkaCVjacA. [Ein technisches Handbuch für Wellpappenverpackungen würde die Tragfähigkeit und die Branchenanwendungen von 32 ECT-Material spezifizieren]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Anwendungsbereich: Materialauswahl für freistehende Displays. Anmerkung: Die Leistungskennzahlen variieren je nach Kartonqualität und Wellentyp. ↩
„Wie man die Betriebskosten durch Verpackungen senkt – Smurfit Westrock“, https://www.smurfitwestrock.com/blog/how-to-reduce-operational-costs-with-packaging. Fertigungsdaten zeigen einen direkten Zusammenhang zwischen der Anzahl manueller Verriegelungslaschen und dem gesamten Arbeitsaufwand für die Montage der Einheiten. Nachweisfunktion: Leistungskennzahl; Quellentyp: Fallstudie aus dem Bereich Wirtschaftsingenieurwesen. Unterstützt: ROI der Stanzlinienkonsolidierung. Anmerkung: Der Effekt ist bei der Serienfertigung am deutlichsten. ↩
„RSC-Toleranzen für Kartonaufrichter und Verpackungsmaschinen – AICC Now“, https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. Die technischen Spezifikationen für Wellpappenverpackungen definieren die präzisen Toleranzen, die für die Schlitzabstände erforderlich sind, um die strukturelle Passung und Montagegeschwindigkeit zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Konstruktionshandbuch. Unterstützt: Optimierung der Falzzugaben. Hinweis: Abweichungen können je nach Kartonstärke auftreten. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Die Prinzipien der Baustatik bestätigen, dass Dreiecksformen bei leichten Wellpappenmaterialien die Last effizienter verteilen als Rechteckformen. Nachweisfunktion: Ingenieurprinzip; Quellentyp: Referenzwerk der Baustatik. Vorteile: Wegfall der Kosten für Kunststoffclips. Anwendungsbereich: Speziell für vertikale Stützstreben. ↩
„Kraftpapier vs. Testliner: Festigkeit, Kosten und Nachhaltigkeit – LinkedIn“, https://www.linkedin.com/posts/fahd-malik-54047a17_packagingindustry-kraftpaper-testliner-activity-7355463111815901184-7J57. [Industriestandards für Wellpappenverpackungen sollten bestätigen, dass Kraftpapier aus Primärfasern eine deutlich höhere Zugfestigkeit und Steifigkeit aufweist als Testliner aus Kurzfaserrecycling.] Nachweisfunktion: Technische Verifizierung; Quellentyp: Fertigungsspezifikation. Unterstützt: Die Aussage zur Materialsubstitution und strukturellen Integrität. Anmerkung zum Untersuchungsbereich: Fokus auf die Tragfähigkeit von Kartonsubstraten. ↩
„Was ist Kraftpapier und warum ist es eine beliebte Verpackungswahl …“, https://popdisplay.me/what-is-kraft-paper-and-why-is-it-a-popular-packaging-choice/. [Technische Spezifikationen zur längeren Faserlänge und höheren Zugfestigkeit von Frischfaser-Kraftpapier im Vergleich zu Recyclingkarton erklären seine überlegene Widerstandsfähigkeit gegen Knicken in der Mitte des Rückens bei hohen Displays]. Nachweisfunktion: Technische Validierung; Quellentyp: Materialwissenschaftliches Handbuch. Unterstützung: Materialwahl für strukturelle Integrität. Anwendungsbereich: Speziell anwendbar auf lebensgroße vertikale Displays. ↩
„Möglichkeiten zur Vermeidung von Verformungen bei Papierprodukten im Geländebau“, https://www.youtube.com/watch?v=oZd5Vp15MGA. [Forschungen zur Klebstoffrheologie zeigen, wie die Kontrolle der Viskosität von PVA das Eindringen von Feuchtigkeit und die daraus resultierende Verformung in Wellpappensubstraten minimiert]. Nachweisfunktion: Prozessvalidierung; Quellentyp: Whitepaper zu Industrieklebstoffen. Unterstützt: Optimierung der Fertigung zur Vermeidung von Verformungen. Anwendungsbereich: Beschränkt auf wasserbasierte Polyvinylacetat-Klebstoffe. ↩
„Wie man einen Pappaufsteller verstärkt – News – WOW …“, https://www.cardboard-display-stand.com/news/how-to-reinforce-a-cardboard-display-stand-85489648.html. [Maschinenbautechnische Prinzipien bezüglich Schwerpunkt und Verhältnis von Grundfläche zu Höhe zeigen, wie bestimmte Staffeleigegeometrien vertikale Lasten bei 1,80 m hohen Aufstellern ausgleichen]. Nachweisfunktion: Mechanische Validierung; Quellentyp: Leitfaden für Bauingenieure. Anwendungsbereich: Stabilität hoher Pappaufsteller. Anmerkung: Geht von Standardbedingungen in Innenräumen aus. ↩
„Eine Übersicht über die Struktur von Wellpappe – Shanghai DE Printed Box“, https://www.deprintedbox.com/blog/a-review-of-corrugated-board-structure/. [Ein technisches Handbuch für Verpackungstechnik würde erklären, dass vertikale Wellen für die notwendige Druckfestigkeit sorgen, während horizontale Wellen bei hohen Einheiten zu strukturellem Ausknicken führen.] Nachweisfunktion: Technische Überprüfung; Quellentyp: Branchenhandbuch. Belegt: Die Behauptung, dass die Ausrichtung horizontaler Wellen eine strukturelle Schwachstelle darstellt. Anwendungsbereich: Gilt für vertikale, tragende Kartonkonstruktionen. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [Technische Spezifikationen für Wellpappe legen fest, dass die Druckfestigkeit im Karton-Drucktest (BCT) maximal ist, wenn die Wellen vertikal zur Last ausgerichtet sind]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Verpackungsnorm. Unterstützt: Die Behauptung, dass eine horizontale Faserausrichtung die strukturelle Integrität beeinträchtigt. Anwendungsbereich: Speziell für Anwendungen mit vertikaler Lastaufnahme. ↩
„[PDF] Auswirkungen des Feuchtigkeitsgehalts auf die Druckfestigkeit von Kartons: FBA BCT …“, https://rbi.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf. [Materialwissenschaftliche Daten zeigen, dass eine hohe relative Luftfeuchtigkeit die Steifigkeit und Druckfestigkeit von Wellpappe deutlich verringert und somit die Wahrscheinlichkeit eines Strukturversagens erhöht]. Belegfunktion: faktische Bestätigung; Quellentyp: materialwissenschaftliche Studie. Unterstützt: Die Behauptung, dass Feuchtigkeit das Versagen von falsch ausgerichteten Kartonagen verschlimmert. Anmerkung: Die Ausfallraten variieren je nach Kartonqualität und Luftfeuchtigkeit. ↩
„[PDF] Einfluss der Belastungsgeschwindigkeit auf die Kantendruckfestigkeit“, https://www.fpl.fs.usda.gov/documnts/fplrn/fplrn121.pdf. [Ein technisches Handbuch für Wellpappenverpackungen würde erläutern, wie die vertikale Ausrichtung der Faserrichtung die axiale Druckfestigkeit der Innenwellung optimiert]. Nachweisfunktion: Technischer Nachweis; Quellentyp: Ingenieurhandbuch. Belege: Zusammenhang zwischen Faserrichtung und Festigkeit. Anwendungsbereich: Speziell für Wellpappe. ↩
„[PDF] RILL- UND FALZEN – BioResources“, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. [Materialwissenschaftliche Untersuchungen an Karton würden zeigen, dass übermäßiger Rilldruck mikroskopische Brüche in den Zellulosefasern verursacht und die Faltstruktur schwächt]. Nachweisfunktion: Materialwissenschaftlicher Beleg; Quellentyp: Fachzeitschrift mit Peer-Review. Unterstützt: Einfluss des Werkzeugdrucks auf die Faserintegrität. Anmerkung zum Themenbereich: Fokus auf die mechanischen Eigenschaften von Papier. ↩
„Was ist Stanzen in der Verpackung? Ein Leitfaden für gestanzte Schachteln“, https://gentlever.com/die-cutting-in-packaging/. [Industriestandards für das Stanzen in der Verpackung definieren die präzise Stanztiefe, die erforderlich ist, um die Decklagen zu durchtrennen, ohne die Integrität des B-Wellen-Materials zu beeinträchtigen]. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Optimale Stanztiefe für B-Welle. Anwendungsbereich: Beschränkt auf Spezifikationen für B-Welle. ↩
„Wellpappe und Materialsorten – Wellpappe – Packaging Strategies“, https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. [Industrienormen für Wellpappenmaterialien definieren die Nenndicke und Profilspezifikationen für C-Wellpappe]. Nachweisfunktion: Spezifikationsprüfung; Quellentyp: Technische Norm. Belege: Die Angabe zu den physikalischen Abmessungen des verwendeten Materials. Anmerkung: Die Dicke kann je nach Hersteller geringfügig variieren. ↩
„Verpackungsdesign mit CAD-Software: Eine Schritt-für-Schritt-Anleitung – Esko“, https://www.esko.com/en/blog/packaging-design-with-cad-software. [Die technische Dokumentation für Verpackungssoftware wie ArtiosCAD würde die Funktion der automatischen Messgenauigkeitskompensation zur Anpassung der Stanzlinien an die Plattenstärke bestätigen]. Nachweisfunktion: Technische Validierung; Quellentyp: Softwaredokumentation. Unterstützt: Die Verwendung von Algorithmen zur Vermeidung von Materialverklemmungen während der Montage. Anwendungsbereich: Gilt für professionelle Konstruktionssoftware. ↩
„Leitfaden für Kartonschablonen: So entwerfen Sie präzise Verpackungsstanzlinien“, https://gentlever.com/what-is-box-template-and-how-to-design/. [Industriestandards für Verpackungen erklären, wie die Anpassung an die Materialstärke sicherstellt, dass die Schlitze breit genug sind, um die Kartonstärke aufzunehmen und Materialfehler zu vermeiden]. Nachweisfunktion: Technische Verifizierung; Quellentyp: Technisches Handbuch; Belege: Der Zusammenhang zwischen Stärkeausgleich und Materialverschnitt. Anwendungsbereich: Gilt speziell für Wellpappe und dickere Kartonagen. ↩
„Kartonkonstruktionen: Berechnung des Biegezuschlags 1 – YouTube“, https://www.youtube.com/watch?v=j1n5ojAbAic. [Technische Anleitungen zum Falten von Plattenmaterialien beschreiben, wie die Berechnung des Biegezuschlags Materialspannungen und Verformungen bei 90-Grad-Winkeln verhindert]. Nachweisfunktion: Technische Überprüfung; Quellentyp: Technischer Leitfaden; Begründung: Der mechanische Vorteil des Biegezuschlags bei der Montage. Anwendungsbereich: Fokus auf die Physik des rechtwinkligen Faltens. ↩



