Bei der Einführung von Verkaufsdisplays im Einzelhandel sind Wellpapp-Aufsteller Ihre wichtigsten Helfer. Doch um aus flachem Karton einen tragfähigen Verkaufsmotor zu machen, bedarf es präziser Ingenieurskunst und nicht nur ansprechender Gestaltung.
Ein individuell gestaltetes, temporäres Verkaufsdisplay ist ein statisch konstruiertes, aus Wellpappe gefertigtes Warendisplay, das für kurzfristige Verkaufskampagnen konzipiert ist. Diese Displays, die in der Regel vier bis zwölf Wochen im Einsatz sind, dienen der physischen Präsentation von Produkten und nutzen kontrastreiche Grafiken sowie eine strategische Platzierung im Regal, um die Kundenführung zu stören und Spontankäufe anzuregen.

Doch die theoretische Definition allein nützt nichts, wenn ein voll beladenes Tablett auf dem feuchten Lagerboden zusammenbricht. Lassen wir den Marketing-Schnickschnack beiseite und betrachten wir die tatsächliche Physik von Einzelhandelsverpackungen.
Was kosten Verkaufsdisplays?
Bei der Preisgestaltung für Wellpappdisplays geht es nicht nur um Tinte und Papier. Die wahren Kosten verbergen sich in den strukturellen Kompromissen, die eingegangen werden, um ein künstliches Budget einzuhalten.
Das kommt darauf an. Die Kosten für POS-Displays variieren je nach Kartonqualität, speziellen Vorstufenwerkzeugen und Litho-Laminierungsverfahren. Einkaufsteams konzentrieren sich oft auf den reinen Stückpreis, doch die tatsächliche Kostenkalkulation muss auch die Einsparungen in der nachgelagerten Logistik, die Effizienz der automatisierten Co-Packing-Prozesse und den vollständigen Schutz vor Rückbelastungen durch Transportschäden berücksichtigen.

Sich auf ein theoretisches Angebot aus einer Tabellenkalkulation zu verlassen, ist jedoch gefährlich, wenn die Maschinen in Betrieb gehen.
Der versteckte Preis der „ECT-Downgrade“-Falle
Einkaufsteams versuchen häufig, die hohen Kosten hochwertiger Oberflächenveredelungen, wie z. B. vollflächige Folienkaschierungen, durch eine heimliche Herabstufung der Festigkeitsklasse des Basis-Wellkartons auszugleichen. Es erscheint buchhalterisch sinnvoll, von einem Karton mit 32 ECT (Kantenstauchfestigkeit) auf einen günstigeren Karton mit 26 ECT¹ umzusteigen , um ein paar Cent pro Einheit zu sparen, vorausgesetzt, die dicke Folienfolie bietet ausreichend Stabilität² .
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Praxis. Ein Kunde bestand einmal auf einer reduzierten Spezifikation von 26 ECT, um sich eine luxuriöse, matte Oberfläche leisten zu können. Zunächst ging ich davon aus, dass die leichtere Testfolie den üblichen Bedingungen im Einzelhandel standhalten würde. Ich lag völlig falsch. Während unserer ISTA 3A (International Safe Transit Association) Transportsimulation³ schlug die BCT (Box Compression Test) ⁴- Kraftmessdose bereits bei 85 kg (187,5 lbs) fehl. Die Strukturrippen hatten keine innere Dichte, wodurch sich die gesamte untere Ebene sichtbar nach außen wölbte und unter dem simulierten Palettengewicht katastrophal einknickte. Ich entfernte umgehend die teure Folie, stellte das Material mathematisch auf den Standard von 32 ECT wieder her und ersetzte die Oberfläche durch eine hochglänzende, wasserbasierte Beschichtung.
| Technische Lösung | Physikalisches Ergebnis | Finanzieller ROI |
|---|---|---|
| Stelle den 32 ECT-Basiswert wieder her5 | Stellt die Kernflötenkompression wieder her | Vermeidet kostspielige Transportschäden |
| Folienlaminierung entfernen | Verhindert Mikrorissbildung an starren Oberflächen6 | Kürzungen im Rohstoffbudget |
| Hochfesten wässrigen Ansatz verwenden | Behält den kontrastreichen Glanz im Einzelhandel bei | Gewährleistet die vollständige Einhaltung der Recyclingvorschriften7 |
Ich weigere mich, zuzulassen, dass kosmetische Verbesserungen die strukturelle Integrität Ihrer Displays beeinträchtigen. Nur durch die Aufwertung der Platinenqualität und die Optimierung der Beschichtungen kann ich garantieren, dass Ihre Displays die anspruchsvolle Logistikkette unbeschadet überstehen, ohne massive Rückbuchungen von Händlern auszulösen.
🛠️ Harveys Schreibtisch: Verwenden Sie für Ihre aktuellen Displays heimlich minderwertiges Testpapier, um hohe Kosten für kosmetische Drucke zu verschleiern? 👉 Stücklistenprüfung anfordern ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Wie erstellt man ein Verkaufsdisplay?
Die Herstellung einer Wellpappenverpackung erfordert die Überbrückung der Lücke zwischen digitaler Grafik und physikalischer Materialwissenschaft. Es handelt sich um eine präzise Abfolge von strukturellem Schneiden, Kleben und Falten.
Die Herstellung eines POS-Displays umfasst die Entwicklung einer individuellen Stanzform, das Aufbringen hochauflösender Grafiken mittels Litholaminierung und das Schneiden und Rillen des Wellpappenmaterials mithilfe automatisierter CNC-Fräsmaschinen oder Stanzwerkzeugen. Abschließend werden die einzelnen Komponenten flach verpackt oder vormontiert, um einen effizienten Vertrieb im Einzelhandel zu gewährleisten.
Doch die Theorie allein reicht nicht aus, wenn die Luftfeuchtigkeit in der Fabrikumgebung die Klebstoffe beeinträchtigt.
Die chemische Realität der PVA-Feuchtigkeitsverformung
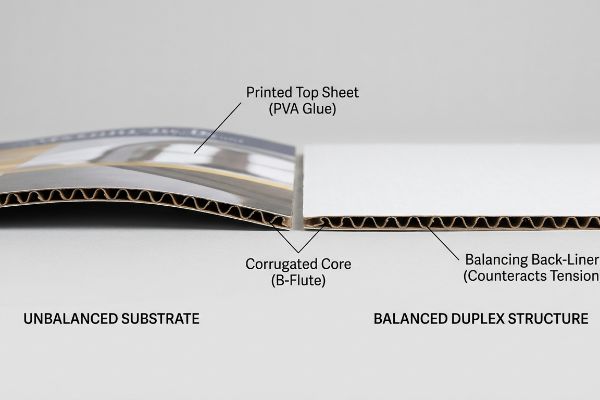
Selbst erfahrene Designer gehen oft davon aus, dass das Aufbringen einer hochwertigen bedruckten Deckfolie auf eine starre B-Welle automatisch zu einem perfekt ebenen Displaypanel führt. Sie betrachten den Herstellungsprozess rein digital und ignorieren dabei die physikalisch-chemischen Eigenschaften der wasserbasierten PVA-Klebstoffe (Polyvinylacetat), die bei der Hochgeschwindigkeits-Litholaminierung verwendet werden .
Das ist nicht nur Theorie – ich erlebe das hautnah in der Praxis. Bei der Entwicklung eines Prototyps für einen hohen Bodenständertrugen wir handelsüblichen PVA-Kleber auf die 152,4 cm (60 Zoll) langen Seitenwände auf. Als der nasse Kleber in der Fabrikluft aushärtete, konnte ich den aufsteigenden Feuchtigkeitsgeruch förmlich riechen. Die enorme Oberflächenspannung führte dazu, dass sich das gesamte Substrat verzogund sich wie ein Kartoffelchip nach innen wölbte, wodurch unsere strenge Toleranz von 12,7 mm (0,5 Zoll) Durchbiegung überschritten wurde. Ich musste die ursprünglichen Entwürfe der Agentur verwerfen und die chemische Reaktion komplett neu entwickeln. Ich konstruierte eine exakt ausbalancierte Doppelplattenkonstruktion und brachte auf der gegenüberliegenden Seite eine dünne Trägerschicht an,um die Aushärtungsspannung des PVA-Klebers perfekt auszugleichen und die Platte mathematisch wieder in eine absolut ebene und lotrechte Position zu bringen.
| Technische Lösung | Physikalisches Ergebnis | Montage ROI |
|---|---|---|
| Duplex-Rückwandanbau | Wirkt der PVA-Klebstoffspannung entgegen11 | Verhindert die Ablehnung von Plattenverzug |
| Kontrollierte 24-Stunden-Aushärtung12 | Normalisiert den Feuchtigkeitsgehalt der Platten | Garantiert eine absolut gerade Montage |
| Austausch von hochviskosem Klebstoff | Verringert die Wasseraufnahmerate13 | Beschleunigt die Maschinenlaufzeit |
Bei der Konstruktion großformatiger Verkaufsdisplays vertraue ich nicht auf herkömmliche Klebstoffe. Durch die präzise mathematische Optimierung der Oberflächenspannung Ihrer Trägermaterialien stelle ich sicher, dass jedes einzelne Display auch unter der grellen von Kaufhäusern .
🛠️ Harveys Schreibtisch: Kommt Ihre litholaminierte Verpackung mit einer leichten Wölbung nach innen an, die die Stabilität beeinträchtigt? 👉 Fordern Sie eine individuelle 3D-Strukturanalyse an ↗ – 100 % vertraulich. Ihre unveröffentlichten Designs sind bei mir sicher.
Worin besteht der Unterschied zwischen POS- und POP-Displays?
Kenntnisse der Fachbegriffe im Einzelhandel verhindern schwerwiegende Layoutfehler. Die Unterscheidung legt fest, wo Ihre Einheit rechtlich und logistisch innerhalb des Ladenumfelds platziert werden muss.
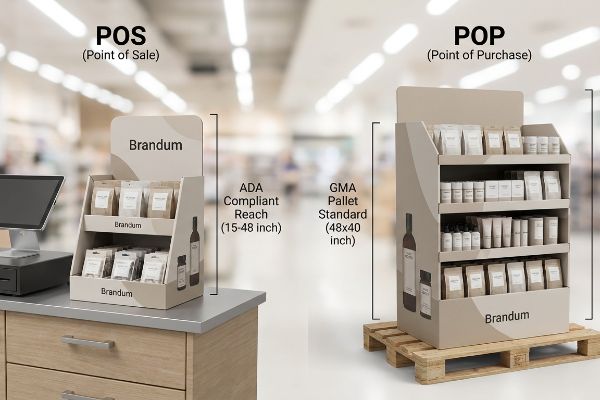
Ein POS-Display (Point of Sale) befindet sich direkt an der Kasse und zielt auf spontane Impulskäufe ab, während ein POP-Display (Point of Purchase) in den Verkaufsregalen größere Warenmengen präsentiert. Der Hauptunterschied liegt in der begrenzten Stellfläche und der Nähe zum Kassenvorgang.
Eine Verwechslung dieser beiden Konzepte in der CAD-Software (Computer-Aided Design) führt jedoch zu massiven Beanstandungen im Einzelhandel.
Die räumliche Beschränkung „ADA vs. GMA“
Viele Handelsunternehmen präsentieren häufig ein skalierbares Designkonzept und suggerieren, dass ein großes POS-Bodendisplay einfach mathematisch um 50 % verkleinert werden kann, um als Kassendisplay. Sie behandeln die technische Umsetzung wie eine einfache digitale Vektorskalierung und ignorieren dabei völlig die strengen rechtlichen und logistischen Vorgaben, die diese beiden unterschiedlichen Einzelhandelszonen in den Vereinigten Staaten regeln.
Wenn mich Kunden fragen, was dieser Unterschied konkret bedeutet, verweise ich meist auf die räumlichen Gegebenheiten in meinem Testlabor. Die Konstruktionsabläufe für POS- und POP-Einheiten sind dauerhaft getrennt, da sie völlig unterschiedlichen Anforderungen unterliegen. Ein POS-Standmodell muss exakt auf der von der GMA (Grocery Manufacturers Association) festgelegten Palettengröße von121,9 , um den Anforderungen der Lagerlogistik und den hohen dynamischen Belastungen standzuhalten. Im Gegensatz dazu unterliegt ein POS-Kassenmodell strengen Vorgaben zur Barrierefreiheit gemäß ADA (Americans with Disabilities Act) und benötigt einen genau definierten Zugriffsbereich von 38,1 bis 121,9 cm (15 bis 48 Zoll)wasdazu führen würde, dass die Filialleitung das Gerät sofort aus dem Kassenbereich entfernt.
| Technische Lösung | Physikalisches Ergebnis | Compliance ROI |
|---|---|---|
| GMA Palettenanker | Fixiert die Grundfläche auf 48×4017 | Gewährleistet einen reibungslosen Wareneingang im Lager |
| ADA-Reichweitenoptimierung | Passt die Interaktionshöhe des Zählers an18 | Verhindert Ablehnungen im amtlichen Register |
| Strenge Trennung der Rohrleitungen | Verhindert gefährliche Skalierungsannahmen | Verkürzt die Nachbearbeitungszeit in CAD-Programmen |
Ich betrachte POS- und POP-Systeme als völlig getrennte mathematische Systeme. Indem ich Ihre Merchandising-Systeme von Anfang an an die jeweiligen regulatorischen Vorgaben anpasse, eliminiere ich das Risiko katastrophaler Reklamationen im Einzelhandel.
🛠️ Harveys Schreibtisch: Entsprechen Ihre Kassentheken den aktuellen ADA-Vorschriften zur Höhenbegrenzung? 👉 Lassen Sie eine Bewertung Ihrer Einzelhandelsstruktur durchführen ↗ — Keine Zwischenhändler. Sie sprechen direkt mit Statikern.
Wer kann die Warenauslagen in Ihrem Geschäft gestalten?
Die Warenlieferung ins Gebäude ist nur die halbe Miete. Die Endmontage obliegt meist dem gestressten Verkaufspersonal, das keinerlei Geduld für komplizierte Anweisungen hat.
Verkaufsdisplays werden üblicherweise von Verkäufern, externen Merchandisern oder automatisierten Lohnverpackungsanlagen montiert. Da im Einzelhandel häufig Personalfluktuation herrscht und strenge Zeitvorgaben gelten, müssen diese Displays über vorgeklebte, reibungslose Steckverbindungen verfügen, die es auch ungelernten Mitarbeitern ermöglichen, die fertige Struktur innerhalb von Sekunden aufzubauen.

Doch die Theorie allein reicht nicht aus, wenn ein überarbeiteter Mitarbeiter versucht, Ihren Umkarton aufzureißen.
Die Gefahr durch „verschobene Reibung“
Es ist eine gängige Falle, in die selbst erfahrene Einkaufsteams tappen: Sie entwerfen Versandkartons, die exakt den Außenmaßen ihrer vorbefüllten Verkaufstrays entsprechen. Sie gehen davon aus, dass eine extrem enge Passform maximalen Schutz beim Transport bietet und vergessen dabei, dass eine 19-jährige Verkäuferin die schwere Ware mitten im vollen Gang mühsam herausholen muss.
Das ist nicht nur Theorie – ich erlebe das praxisnah in der Testumgebung. Bei einer routinemäßigen Auspackprüfung für einen Kunden im Bereich automatisiertes Co-Packing untersuchte ich einen zurückgesendeten Umkarton. Ich riss das Deckblatt ab und spürte die starke Oberflächenreibung des unbeschichteten Wellpapp-Testliners. Die 60,9 cm (24 Zoll) große Innenschale war im 60,9 cm (24 Zoll) großen Versandkarton vollständig vakuumverschlossen. Der Widerstand war so enorm, dass die bedruckte Haltelippe beim Versuch, die Einheit herauszuziehen, komplett einriss. Ich maß sofort die Werte mit dem Mikrometer und konnte nachweisen, dass wir keine teuren Kunststofflaschen zum Aufreißen benötigten; ich musste lediglich einen minimalen Randabstand von 6,3 mm (0,25 Zoll)mathematisch. Dadurch wurde die Reibungsverriegelung gelöst und der überdimensionierte Ausschuss entfernt.
| Technische Lösung | Physikalisches Ergebnis | Operativer ROI |
|---|---|---|
| 0,25-Zoll-Perimeterversatz20 | Unterbricht die Reibung auf gewellten Oberflächen | Vermeidet Risse beim manuellen Auspacken |
| Entfernung der Kunststofflaschen | Vereinfacht die Rohmaterialstückliste | Senkt die Stückkosten sofort |
| Dynamische verschachtelte Toleranz21 | Gewährleistet reibungsloses Entnehmen der Tabletts | Verkürzt die Montagezeit der Angestellten |
Ich entwickle Verpackungen, die den Anforderungen ungeduldiger Hände gerecht werden. Durch die mathematische Berechnung präziser Entnahmeabstände garantiere ich, dass Ihr Display in einwandfreiem Zustand aus der Verpackung ins Regal gelangt.
🛠️ Harveys Schreibtisch: Werden Ihre vorbefüllten Verkaufstabletts beschädigt, weil Ihre Verkäufer sie unsanft aus den Umkartons reißen? 👉 Fordern Sie eine dynamische Nesting-Prüfung an ↗ — Ich prüfe jede Strukturdatei persönlich innerhalb von 24 Stunden.
Abschluss
Sie können zwar den günstigsten Stückpreis auf dem Markt aushandeln, aber wenn Ihre minderwertige 26-ECT-Basis unter der Last eines feuchten Lagers katastrophal zusammenbricht, wird der daraus resultierende Palettenkollaps Ihre gesamte Gewinnspanne zunichtemachen. Genau diese technische Überprüfung deckte kürzlich einen fatalen Toleranzfehler von 2 mm (0,07 Zoll) bei einer großen nationalen Markteinführung vor Produktionsbeginn auf. Verschwenden Sie nicht länger Ihr Marketingbudget für unsichtbare Konstruktionsmängel und lassen Sie mich persönlich Ihre nächste Markteinführung planen, um sicherzustellen, dass Ihre Wellpapp-Verkaufsständer die Lieferkette unbeschadet überstehen.
„Versandkartonfestigkeit verstehen – EcoEnclose“, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoo2X9PriNrUTeT-Qp3ArEidKtOpsyITuJuYyZss7Qd_NDwyBeWp. Überprüfung der branchenüblichen Kantenstauchfestigkeitsprüfung (ECT) zur Bestätigung der relativen Festigkeits- und Kostenunterschiede zwischen 32-ECT- und 26-ECT-Qualitäten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Verpackungsindustriestandard. Unterstützt die Annahme, dass eine Reduzierung der ECT-Bewertung die Materialkosten senkt. Anwendungsbereich: Gilt für Standard-Wellpappe. ↩
„Untersuchung des Einflusses von Perforationen auf die Tragfähigkeit …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. Technische Analyse, ob Oberflächenlaminierungen (z. B. Folie) im Vergleich zur ECT-Klassifizierung des Basis-Wellkartons eine signifikante strukturelle Verstärkung bewirken. Nachweisfunktion: Technische Validierung; Quellentyp: Leitfaden für Materialwissenschaft oder Verpackungstechnik. Unterstützt: Die Aussage zur wahrgenommenen versus tatsächlichen Steifigkeit laminierter Kartons. Anmerkung zum Untersuchungsbereich: Fokus auf die mechanischen Eigenschaften von Folien. ↩
„ISTA Packaging Testing – Intertek“, https://www.intertek.com/performance-testing/packaging/ista/. Bestätigung, dass ISTA 3A der globale Standard für die Simulation von Versand- und Transportbedingungen für Einzelhandelswaren ist. Nachweisfunktion: Technische Validierung; Quellentyp: Professioneller Standard. Unterstützt: Die Verwendung von ISTA 3A zur Ermittlung von Strukturversagen. Anwendungsbereich: Gilt für paketbasierte Logistik. ↩
„Druckfestigkeitsabschätzung von Wellpappkartons für …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Technische Dokumentation zur Erläuterung des mathematischen Zusammenhangs zwischen der Belastbarkeit im Kantenstauchtest (ECT) und im Kartonkompressionstest (BCT). Nachweisfunktion: Technische Spezifikation; Quellentyp: Materialwissenschaftlicher Leitfaden. Unterstützt: Die Korrelation zwischen Kartonqualität und Strukturversagen. Anwendungsbereich: Abhängig von den Kartonabmessungen. ↩
„Spezifikationen für Wellpappe“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technische Überprüfung der Bewertung des Kantenstauchtests (ECT) und dessen Korrelation mit der Kernwellen-Druckfestigkeit von Wellpappe. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industriestandard. Begründung: Die Verwendung von 32 ECT zur Erhaltung der strukturellen Integrität. Anwendungsbereich: Spezifisch für Wellpappensorten. ↩
„Was ist wässrige Beschichtung für bedruckte Kartons?“, https://www.wecustomboxes.com/blog/what-is-aqueous-coating/. Materialwissenschaftliche Erklärung, wie starre Folienkaschierungen im Vergleich zu flexiblen Alternativen Oberflächenmikrorisse in Wellpappensubstraten verursachen. Nachweisfunktion: Analyse physikalischer Eigenschaften; Quellentyp: Technisches Whitepaper. Belegt: Die Behauptung, dass das Entfernen der Folienkaschierung Mikrorisse verhindert. Fokus: Mechanische Belastung in Verpackungen. ↩
„[PDF] Freiwilliger Standard für die Wiederaufbereitung und das Recycling von beschichteten oder behandelten Papieren …“, https://www.fibrebox.org/assets/2025/07/2025_Voluntary_-Standard.pdf. Nachweis, dass hochfeste wässrige Beschichtungen die Branchen- und Regulierungsstandards für die Recyclingfähigkeit von Papier im Vergleich zu kunststoffbasierten Laminaten erfüllen. Nachweisfunktion: Einhaltung gesetzlicher Bestimmungen; Quellentyp: Umweltzertifizierung. Unterstützt: Den Zusammenhang zwischen wässrigen Beschichtungen und Recyclingfähigkeit. Anwendungsbereich: Basierend auf aktuellen Abfallwirtschaftsrichtlinien. ↩
„Verpackung wasserbasierte Klebstoffe“, https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. Maßgebliche Richtlinien für die industrielle Fertigung bestätigen die Verwendung wasserbasierter PVA-Klebstoffe im Litholaminierungsverfahren für Wellpappe. Nachweisfunktion: Faktennachweis; Quellentyp: Technisches Handbuch oder materialwissenschaftliche Publikation. Unterstützung: Chemische Zusammensetzung der in POS-Displays verwendeten Klebstoffe. Anwendungsbereich: Anwendbar auf Standard-Hochgeschwindigkeitslaminierung. ↩
„Wie stabilisiert man Kartonstrukturen? – PopDisplay“, https://popdisplay.me/how-to-make-a-cardboard-structure-stable/. Die technische Dokumentation zur Klebstoffchemie erklärt, wie Feuchtigkeitsaufnahme und Oberflächenspannung während der PVA-Aushärtung zu Dimensionsinstabilität in Substraten auf Zellulosebasis führen. Nachweisfunktion: Technische Validierung; Quellentyp: Lehrbuch der Materialwissenschaft. Belege: Kausalzusammenhang zwischen PVA-Aushärtung und Verformung. Anwendungsbereich: Gilt speziell für wasserbasierte Klebstoffe auf porösen Materialien. ↩
„[PDF] Wellpappenverzug – Ursachen und Abhilfemaßnahmen – TAPPI.org“, https://imisrise.tappi.org/download.aspx?key=92APR097. Handbücher für Verpackungstechnik beschreiben, wie eine ausgewogene Kartonkonstruktion und das Hinzufügen von Deckschichten die Spannung auf gegenüberliegenden Oberflächen ausgleichen und so ein Einrollen verhindern. Nachweisfunktion: Ingenieurmethodik; Quellentyp: Industriestandard für Verpackungen. Unterstützt: die Wirksamkeit des strukturellen Ausgleichs bei der Korrektur von Verzug. Anmerkung zum Anwendungsbereich: Fokus auf dem mechanischen Spannungsgleichgewicht. ↩
„Glossar der Wellpappenindustrie für Qualitätskontrollteams“, https://epssw.com/blog/corrugated-packaging-industry-glossary. Technische Dokumentation zur Struktur von Wellpappe, die zeigt, wie das Hinzufügen einer Duplex-Deckschicht die durch die PVA-Trocknung verursachten inneren Spannungen ausgleicht. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Unterstützt: Die Verwendung von Duplex-Deckschichten zur Vermeidung von Verformungen. Anwendungsbereich: Speziell anwendbar auf PVA-Klebstoffe. ↩
„Wie lange trocknet PVA-Klebstoff auf Holz, Papier und Karton? | lux-x", https://lux-x.com/en/novosti/skilki-sohne-klej-pva-na-riznih-poverhnyah/. Industriestandards für die Aushärtungszeiten von Klebstoffen in papierbasierten Verpackungen, um ein Feuchtigkeitsgleichgewicht zu erreichen und Dimensionsinstabilität zu vermeiden. Nachweisfunktion: Spezifikationsvalidierung; Quellentyp: Fertigungsnorm. Unterstützt: die 24-Stunden-Aushärtungszeit. Anmerkung: Die tatsächliche Zeit kann je nach Umgebungsfeuchtigkeit variieren. ↩
„Herstellung von Klebstoffen für Wellpappen – Pkg Solutions“, http://pkgsolutions.co.uk/kb/Corrugating_Adhesives.php. Materialwissenschaftliche Daten zum Vergleich verschiedener Viskositäten von PVA-Klebstoffen und deren Eindringtiefe in poröse Zellulosesubstrate. Nachweisfunktion: Empirischer Nachweis; Quellentyp: Datenblatt zu chemischen Eigenschaften. Unterstützt: den Zusammenhang zwischen höherer Viskosität und reduzierter Wasseraufnahme. Anmerkung: Variiert je nach Klebstoffrezeptur. ↩
„POP- vs. POS-Displays im Einzelhandel: Der Unterschied – TPH Global Solutions“, https://www.tphinc.com/custom-point-of-purchase-pop-pos-retail-store-displays-packaging-blog/retail-pop-vs-pos-displays-what-you-need-to-know/. Überprüfung der spezifischen US-amerikanischen regulatorischen Anforderungen (z. B. ADA-Barrierefreiheit und GMA-Abstände), die Kassenbereiche von Verkaufsflächen unterscheiden. Nachweisfunktion: Bestätigung; Quellentyp: Rechts-/Branchenstandards. Unterstützt: die Aussage, dass POS- und POP-Bereiche unterschiedlichen rechtlichen Beschränkungen unterliegen. Anmerkung zum Umfang: Fokus auf US-amerikanisches Einzelhandelsrecht. ↩
„48×40 GMA-Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Überprüfen Sie die branchenüblichen Abmessungen für GMA-Paletten, um die logistische Kompatibilität für Bodendisplays sicherzustellen. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützt: Die Anforderung von 48×40 Zoll Stellfläche. Anwendungsbereich: Standard für die nordamerikanische Einzelhandelslogistik. ↩
„Kapitel 9: Integrierte Elemente – Access-Board.gov“, https://www.access-board.gov/ada/chapter/ch09/. Bestätigen Sie die Einhaltung der ADA-Anforderungen hinsichtlich der Reichweite von Verkaufsdisplays, um deren Zugänglichkeit für Menschen mit Behinderungen zu gewährleisten. Nachweisfunktion: Einhaltung gesetzlicher Bestimmungen; Quellentyp: staatliche Verordnung. Unterstützt: den spezifischen Reichweitenbereich für Kassensysteme. Anwendungsbereich: Speziell für die US-amerikanischen ADA-Richtlinien zur Barrierefreiheit. ↩
„Was sind die GMA-Palettenrichtlinien für die Lebensmittelindustrie?“, https://www.kampspallets.com/gma-pallet-guidelines/. Überprüfung der Standardabmessungen für Paletten der Grocery Manufacturers Association (GMA) zur Bestätigung der Grundfläche von 48 × 40 Zoll. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Unterstützung: Validierung der Grundfläche von GMA-Paletten. Anwendungsbereich: Standard-Palettengröße in Nordamerika. ↩
„ADA-Anforderungen für Einzelhandelsgeschäfte: Standards und Konformität“, https://www.accessibilitychecker.org/blog/ada-requirements-for-retail-stores-standards-and-compliance/. Bestätigung der Anforderungen des Americans with Disabilities Act (ADA) hinsichtlich der maximalen Höhe für barrierefreie Service- und Kassenbereiche. Nachweisfunktion: Rechtliche Konformität; Quellentyp: Regierungsverordnung. Unterstützt: ADA-Spezifikationen zur Reichweitenoptimierung. Anwendungsbereich: Spezifisch für das US-amerikanische Bundesgesetz zur Barrierefreiheit. ↩
„Abschätzung der Druckfestigkeit von Wellpappkartons …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Die technische Dokumentation zu Toleranzen bei Wellpappenverpackungen bestätigt den erforderlichen Spalt, um Reibung und Vakuumbildung beim Entnehmen zu verhindern. Nachweisfunktion: Technische Validierung; Quellentyp: Handbuch für Verpackungstechnik. Beleg: Die spezifische Spaltmessung, die für ein müheloses Entnehmen erforderlich ist. Anmerkung: Die Toleranzen können je nach Kartonstärke und Feuchtigkeitsgehalt variieren. ↩
„Toleranz für Herstellerfugen an RSC – AICC Now“, https://now.aiccbox.org/tolerance-for-manufacturers-joint-on-rsc/. Technische Verpackungsspezifikationen bestätigen, dass ein bestimmter Umfangsversatz die Oberflächenreibung bei Wellpappe minimiert. Nachweisfunktion: Technische Validierung; Quellentyp: Technisches Handbuch. Belegt: Die Behauptung, dass dieser Versatz die Oberflächenreibung von Wellpappe reduziert. Anwendungsbereich: Speziell für Anwendungen mit Wellpappe. ↩
„Nesting Trays – CoPack Connect“, https://copackconnect.com/contract-packaging/nesting-trays/. Technische Richtlinien zur Anwendung dynamischer Toleranzen bei ineinander verschachtelten Komponenten, um eine reibungslose Entnahme zu gewährleisten. Nachweisfunktion: Konstruktionsprinzip; Quellentyp: Industriestandard. Unterstützt: die Aussage, dass dynamische Tolerierung eine reibungslose Entnahme der Trays sicherstellt. Anwendungsbereich: Fokus auf Industriedesign für ineinander verschachtelte Verkaufsdisplays. ↩



