
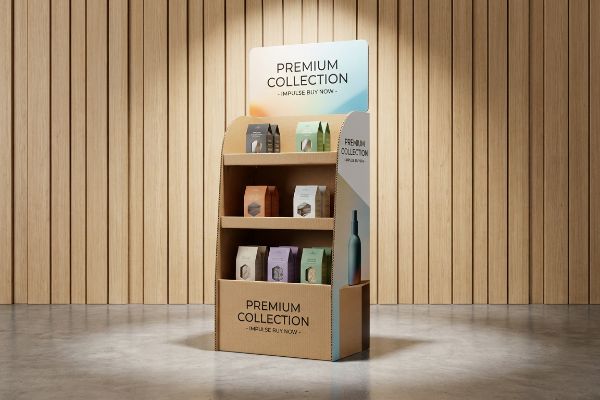
Hervorragende Produkte gehen in den Regalen großer Kaufhäuser täglich unter, weil sie in der Masse untergehen. Standardverpackungen wirken passiv, aber durchdachte Verkaufsdisplays ziehen aktiv die Aufmerksamkeit der Kunden auf sich und regen zu spontanen Kaufentscheidungen an.
Es ist entscheidend zu verstehen, warum POS-Displays die Ergebnisse im Einzelhandel beeinflussen. Point-of-Purchase-Displays sind eigenständige, physische Strukturen, die entwickelt wurden, um den Kundenverkehr im Gang zu unterbrechen, bestimmte Waren hervorzuheben und sofortige Impulskäufe außerhalb der üblichen Haushaltswarenregale zu fördern. Dadurch werden die Markenpräsenz und die Rentabilität der Verkaufsfläche maximiert.
Lassen Sie uns die physische Architektur dieser Umsatztreiber genauer betrachten und untersuchen, wie sie eine großflächige Markteinführung überstehen, ohne unter den Realitäten der Lieferkette zusammenzubrechen.
Was ist POP im Einzelhandel?
Die Entwicklung einer Einzelhandelsstrategie erfordert ein Verständnis der genauen räumlichen Mechanismen, die Konsumenten physisch zu Ihren Waren hinziehen.
Ein POS-Display (Point of Purchase) ist ein freistehendes Verkaufsdisplay, das strategisch außerhalb der regulären Verkaufsregale platziert wird, um den Kundenfluss zu unterbrechen. Diese speziellen Displays dienen der Präsentation von Waren, nutzen kontrastreiche Grafiken und regen zu Impulskäufen an, noch bevor der Kunde die Kasse erreicht.

Die Definition zu kennen ist einfach, aber eilige Konsumenten dazu zu bringen, tatsächlich innezuhalten und sich mit Ihrem Wellpapp-Produkt auseinanderzusetzen, erfordert sorgfältige räumliche Mathematik.
Die 3-3-3-Regel für POS-Displays meistern
Selbst erfahrene Designer übersehen oft die tatsächliche Funktionsweise von Menschen in großen Kaufhäusern. Markenteams entwerfen häufig Ladenlayouts vor hintergrundbeleuchteten Monitoren und versuchen, ein dichtes, perfekt symmetrisches Raster aus Informationen und Produkten auf einem einzigen Bildschirm unterzubringen. Sie gehen davon aus, dass maximale Produktdichte zu höheren Umsätzen führt und stopfen die Überschriften mit seitenlangen Marketingtexten voll.
Ich sehe immer wieder die Folgen dieser Falle im Einzelhandel, wenn Markenmanager die 3-3-3-Regel für räumliche Interaktion ignorieren . Beim Gang durch die Regale beobachte ich, wie eilige Kunden an textlastigen, symmetrischen Displays vorbeihuschen, weil es diesen an visueller Spannung mangelt. Die harte Realität sieht so aus: Man braucht auffällige, gestanzte Formen, die aus 9 Metern Entfernung sichtbar sind, gezielte modulare Trennwände, um Produktgruppen in einem Meter Entfernung aufzulösen, und eine niedrige Haltekante für die letzten 7,5 cm haptische Wirkung. Wenn die Tabletts überfüllt sind, habe ich schon erlebt, wie Verkäufer Artikel mit Gewalt herausreißen, was das laute, unverkennbare Geräusch von reißendem Karton verursacht, weil dem Display die notwendigen 6,35 mm Freiraum für ein reibungsloses Nachfüllen fehlen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Überfüllung symmetrischer SKUs | Ingenieur ungerade SKU-Cluster3 | Erzeugt visuelle Spannung, um Käufer zum Anhalten zu bewegen |
| Drucken von textreichen Kopfzeilen | Verwenden Sie kontrastreiche Spotfarben | Zieht schon aus 9 Metern Entfernung die Blicke auf sich4 |
| Hohe vordere Haltelippen | Den Rand auf 85 % Produktsichtbarkeit reduzieren5 | Beseitigt die Reibung beim 3-Zoll-Griff |
Ich optimiere die vordere Haltekante stets mathematisch, um eine maximale Produktpräsentation zu gewährleisten und gleichzeitig modulare Trennwände einzusetzen. Durch das Entfernen unnötigen Wellmaterials wird die kognitive Belastung reduziert und die Nachschubzeiten für die Verkäufer werden deutlich verkürzt.
🛠️ Harveys Schreibtisch: Gehen Ihre Kunden an Ihren dicht bestückten Verkaufsdisplays vorbei, ohne anzuhalten? 👉 Fordern Sie eine Raumanalyse an ↗ – Direkter Kontakt zu mir. Garantiert kein automatisierter Werbe-Spam.
Was sind die 5 Ps im Einzelhandel?
Für den erfolgreichen Start einer physischen Kampagne ist es erforderlich, die Hardware an die kommerziellen Rahmenbedingungen anzupassen, die den Geschäftsbetrieb bestimmen.
Die fünf Ps im Einzelhandel sind Produkt, Preis, Vertrieb, Promotion und Personal. Dieses grundlegende kaufmännische Rahmenwerk leitet die Merchandising-Strategien und stellt sicher, dass die physische Verpackung optimal auf die logistischen Gegebenheiten großer Handelsketten, wettbewerbsfähige Preismodelle und die Zielgruppenansprache abgestimmt ist, um maximale Rentabilität zu erzielen.

Das Verständnis dieses Rahmens auf dem Papier ist eine grundlegende Voraussetzung, doch die Umsetzung dieser Prinzipien in die physische Wellpappe ist der Punkt, an dem die meisten Produkteinführungen scheitern.
Übersetzung der 5 Ps in die physikalische Geometrie von Wellpappen
Neue Marken versuchen häufig, hochpreisige Produkte auf den Markt zu bringen, ohne die grundlegenden kommerziellen Rahmenbedingungen des Zielgeschäfts zu verstehen. Sie gehen davon aus, dass sich ein qualitativ hochwertiges Produkt von selbst verkauft und vernachlässigen die notwendige Abstimmung zwischen ihrem Werbekonzept und dem physischen Umfeld, in dem es angeboten werden soll.
Ich werde häufig von Gründern angerufen, die wissen wollen, warum ihre aufwendig gestalteten Warenträger an der Warenannahme abgelehnt wurden. Fast immer liegt es daran, dass die Bedeutung des Aufstellungsortes nicht berücksichtigt wurde. Ein Kunde präsentierte mir kürzlich ein 3D-Konzept für die Markteinführung eines Getränkegroßhändlers. Er hatte einen optisch ansprechenden Behälter entworfen, die erforderliche Tragfähigkeit für diese spezielle Einzelhandelsumgebung jedoch völlig außer Acht gelassen. Als ich den TAPPI-Kantenstauchtest T811 (Technical Association of the Pulp and Paper Industry)an der von ihm spezifizierten Kartonqualität durchführte, wiesen die Wellen nicht die erforderliche Dichte von Frischfaser-Kraftpapier,was eine sofortige Ablehnung durch den Einzelhändler zur Folge gehabt hätte. Daher mussten wir unsere Strategie ändern und die tragende Innenkonstruktion mathematisch neu berechnen.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Ignorieren der Speichernutzlastbeschränkungen | Plattenqualität an Zielhändler anpassen | Verhindert Ablehnungen durch Lagerclubs |
| Sich nur auf die Ästhetik konzentrieren | Führen Sie dynamische TAPPI-Komprimierungstests9 | Gewährleistet das Überleben der Paletten während des Transports |
| Verwendung von 100% recyceltem Testliner | 30 % Neu-Kraftfaser einspritzen10 | Stellt die dynamische Druckfestigkeit wieder her |
Die Abstimmung der Plattenqualitätsanforderungen auf die strikten Anforderungen der Ladenlogistik ist unabdingbar. Wird diese Abstimmung missachtet, führt dies zur sofortigen Ablehnung der Ware an der Laderampe und zu katastrophalen Rückbelastungen durch den Einzelhändler, noch bevor ein einziges Produkt im Laden ausgeliefert wird.
🛠️ Harveys Schreibtisch: Ist Ihr schweres Produktdisplay so konstruiert, dass es einem Kompressionstest im Großhandel standhält? 👉 Testen Sie Ihre Plattenqualität ↗ – Sicher herunterladen. Bei Fragen können Sie mich gerne kontaktieren.
Worin besteht der Unterschied zwischen POS- und POP-Displays?
Die Wahl der richtigen baulichen Gestaltung entscheidet darüber, ob Ihre Kampagne optimal im Regal sichtbar ist oder ob sie von den Filialleitern im Müll landet.
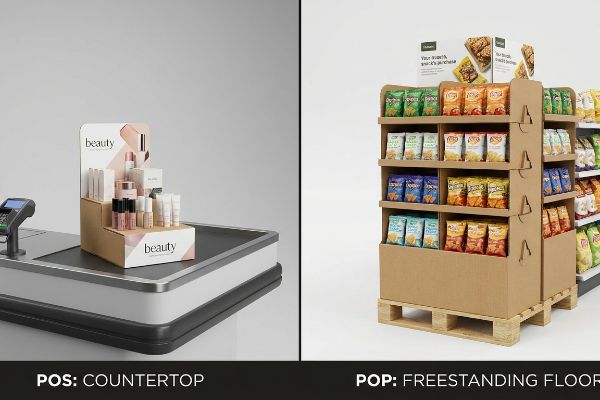
Der Hauptunterschied zwischen POS- und POP-Displays liegt in ihrer Platzierung und Größe im Geschäft. POS-Displays (Point of Sale) befinden sich direkt an der Kasse und eignen sich für Spontankäufe, während POP-Displays größere, freistehende Verkaufsständer sind, die in den Hauptverkehrsgängen platziert werden.
Obwohl diese Definitionen auf den ersten Blick einfach erscheinen, erfordern die strengen rechtlichen und logistischen Regeln, die für diese beiden getrennten räumlichen Zonen im nordamerikanischen Einzelhandel gelten, völlig unterschiedliche technische Ansätze.
Die räumliche Beschränkungsdiktatur nach ADA vs. GMA
Handelsunternehmen präsentieren Käufern häufig ein „skalierbares“ Stanzdesign und suggerieren, dass ein großes Bodendisplay einfach um 50 % verkleinert werden kann, um als Thekendisplay zu dienen . Dabei wird fälschlicherweise angenommen, dass die räumliche Reduzierung lediglich eine Frage der Skalierung von Grafikvektoren in digitaler Software ist, wobei die strengen baulichen Vorschriften ignoriert werden .
Stellen Sie sich vor, Sie versuchen, einen Sattelzug in einer kleinen Wohngarage zu parken; die Abmessungen sind gesetzlich nicht kompatibel. Ich sehe häufig, wie Einkaufsteams versuchen, mit dieser Strategie des „Schrumpfens-anpassen-Anpassens“ Kosten für die Konstruktionswerkzeuge zu sparen. Im großflächigen Einzelhandel herrschen jedoch strenge Maßvorgaben. Ein Bodenregal muss exakt den GMA-Palettenmaßen (Grocery Manufacturers Association) von 1219 × 1016 mm (48 × 40 Zoll), um in der automatisierten Lagerlogistik bestehen zu können. Tischkassen hingegen unterliegen den ADA-Vorgaben (Americans with Disabilities Act) mit einer maximalen Reichweite von 381 bis 1219 mm (15 bis 48 Zoll) . Ich habe schon oft erlebt, wie frustrierte Filialleiter übergroße Kassenablagen wütend vom Tresen gestoßen haben, was zu einem lauten Plastikklappern führte, da die Waren verstreut wurden, weil die Ablagen den Scanner blockierten.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Waagen für Theken | Unabhängige CAD-Strukturen erstellen | Vermeidet die sofortige Ablehnung durch den Einzelhandel |
| Sichtlinien des Registers ignorieren | Die ADA-Reichweitenbeschränkungen sind strikt einzuhalten . 14 | Hält Scannerspuren reibungslos |
| Überhängende Standardpaletten | Sperrfläche innerhalb der GMA-Grenzen15 | Schützt Ecken während des Gabelstaplertransports |
Ich trenne die Rohrleitungen für die statische Berechnung von Boden- und Thekenelementen dauerhaft. Die Erstellung maßgeschneiderter CAD-Berechnungen speziell für den Konformitätsbereich beseitigt mathematisch gesehen Reibungsverluste mit den Filialleitern und garantiert, dass Ihre Platzierung den Rollout unbeschadet übersteht.
🛠️ Harveys Schreibtisch: Versuchen Sie, ein verkleinertes Bodendisplay an einer überfüllten Kasse im Einzelhandel unterzubringen? 👉 Fordern Sie Ihren Compliance-Leitfaden an ↗ — Keine Formulare, die endlose Verkaufsgespräche auslösen. Nur echter Mehrwert.
Wer liefert üblicherweise POS-Displays?
Für eine reibungslose Markteinführung im Einzelhandel ist es erforderlich, den spezifischen Fertigungspartner zu identifizieren, der zu Ihrer logistischen Risikotoleranz passt.
POS-Displays werden üblicherweise von spezialisierten Lohnverpackungsherstellern, schlüsselfertigen Konstruktionsbüros oder spezialisierten Anbietern von Verkaufsdisplays geliefert. Diese Partner übernehmen die Materialbeschaffung, das Stanzen, die Litholaminierung und die Montage der Verpackung und gewährleisten so, dass die fertige Struktur den strengen Transportstandards der großen Einzelhändler entspricht.

Doch die Kenntnis der Theorie der Lieferantenkategorisierung reicht nicht aus, wenn die Hochgeschwindigkeits-Montagemaschinen anlaufen und Bauteiltoleranzen aufeinandertreffen.
Die fragmentierte Beschaffungsfalle in der Fabrikhalle
In meinem Betrieb erlebe ich regelmäßig die verheerenden Folgen einer fragmentierten Beschaffung. Beschaffungsteams entscheiden sich oft für ein Lohnfertigungsmodell, um ein paar Cent pro Einheit zu sparen. Sie kaufen Wellpappenkomponenten von einem Händler, bedruckte Folien von einem anderen und beauftragen lediglich einen lokalen Lohnverpacker mit der Montage. Dabei gehen sie davon aus, dass die fertige 3D-Box reibungslos in der Produktionslinie zusammenpasst, wenn jedes einzelne Teil die Sichtprüfung besteht.
Das ist nicht nur Theorie – ich erlebe immer wieder, wie diese Falle in der Testumgebung zu katastrophalen Engpässen führt, wenn Komponenten verschiedener Hersteller aufeinandertreffen. Wenn mir ein Kunde einen extern gefertigten Masterkarton übergibt, der nur 2,79 mm (0,11 Zoll) zu eng für seine inneren Verkaufstrays, bricht die gesamte automatisierte Montagelinie zusammen. Kürzlich habe ich die Mikrometerwerte an den nicht zusammenpassenden B-Wellen-Komponenten, da die Oberflächenreibung die ineinander verschachtelten Kartons regelrecht verkeilte. Mein Montageteam musste mit Gewalt die Einheit entnehmen, wobei ein lautes Reißgeräusch entstand, als die gedruckten Haltelippen rissen, bevor das Display überhaupt auf einer Versandpalette landete. Indem ich den Kunden auf ein schlüsselfertiges Konsolidierungsprotokoll in meinem Haus umstellte, setzte ich eine strikte geometrische Toleranz von 2,4 mmfür alle Komponenten durch. Diese präzise Korrektur reduzierte die Montagezeit beim Co-Packing um 42 Sekunden pro Einheit, eliminierte die Kosten für Maschinenstillstände vollständig und sparte dem Kunden erhebliche Lohnkosten.
| Häufiger Anfängerfehler | Die Profi-Lösung | Vorteil für die Verkaufsfläche |
|---|---|---|
| Beschaffung von mehreren Maklern | Mandat zur Konsolidierung von schlüsselfertigen Anbietern | Eliminiert die Reibung zwischen den Komponenten |
| Verwendung exakter 1:1-verschachtelter Dimensionen | Konstruieren Sie einen geometrischen Versatz von 2,4 mm18 | Verhindert das Einreißen der Lippen |
| Zahlung von stündlichen Mautgebühren | Verlagerung der Verantwortung für Produktionsausfallzeiten auf den Lieferanten | Sichert einen festen Montageaufwand pro Einheit |
Ich bestehe strikt auf der schlüsselfertigen Konsolidierung aller Tragwerksplanungs- und Montagearbeiten unter einem Dach. Die Übernahme der vollen operativen Verantwortung für die Kompatibilität der Komponenten ermöglicht es mir, überdimensionierte Konstruktionen zu vermeiden und eine reibungslose, termingerechte Ausführung zu gewährleisten.
🛠️ Harveys Schreibtisch: Lassen Sie sich nicht von einem 2 Millimeter kleinen Konstruktionsfehler die Einführung in 500 Filialen vermasseln. 👉 Senden Sie mir Ihre Stanzdatei ↗ – ich prüfe die Berechnungen, bevor Sie Ihr Budget für die Massenproduktion verschwenden.
Abschluss
Sie können zwar versuchen, Ihre Markteinführung mit verschiedenen Zulieferern zu starten, doch wenn nicht zusammenpassende B-Wellen-Komponenten in der Co-Packing-Linie reißen und die Montage dadurch um schätzungsweise 30 % verlangsamt wird, ist Ihre gesamte Gewinnspanne dahin. Genau dieses Datenblatt verwenden meine zehn größten Einzelhandelskunden, um Druckfehler zu vermeiden. Hören Sie auf, bei den mechanischen Toleranzen zu raten, und lassen Sie mich Ihre Dateien persönlich im Rahmen meines kostenlosen Stanzform-Pre-Flight-Audits prüfen, um schwerwiegende Konformitätsfehler vor Produktionsbeginn auszuschließen.
„Point of Purchase: Wie Einzelhändler Käufer am Point of Purchase beeinflussen können …“, https://blog.intouch.com/posts/points-of-purchase-displays. Ein maßgeblicher Leitfaden, der die 30-Fuß-, 3-Fuß- und 3-Zoll-Benchmarks für die Kundenansprache in Verkaufsdisplays erläutert. Nachweisfunktion: Konzeptvalidierung; Quellentyp: Fachbuch. Unterstützt: Die räumlichen Anforderungen der 3-3-3-Regel. Anwendungsbereich: Allgemeiner Einzelhandel. ↩
„Arten von POS-Displays und ihre Kostenbereiche? – PopDisplay“, https://popdisplay.me/types-of-pop-displays-and-their-cost-ranges/. Technische Normen für Toleranzen von Wellpappendisplays gewährleisten die einfache Entnahme und Wiederbefüllung der Produkte ohne Beschädigung des Displays. Nachweisfunktion: Technische Spezifikation; Quellentyp: Handbuch für Verpackungstechnik. Unterstützt: Die präzise Anforderung eines Freiraums von 0,25 Zoll. Anwendungsbereich: Speziell für Karton/Pappe. ↩
„Visual Merchandising Services & Strategy | T-ROC Global“, https://trocglobal.com/visual-merchandising/. Maßgebliche Leitfäden zum Visual Merchandising erklären, wie ungeradzahlige Artikelgruppen visuelle Spannung erzeugen und so die Kundenbindung stärken. Nachweisfunktion: Technische Best Practice; Quellentyp: Handbuch für Einzelhandelsdesign. Unterstützt: Vorteil von ungeradzahligen Artikelgruppen. Anwendungsbereich: Gilt allgemein für Regalrand- und POS-Displays. ↩
„Tipps für aufmerksamkeitsstarke Bannergestaltung für Veranstaltungen in Salt Lake City“, https://www.printing.utah.edu/top-5-design-tips-for-printing-an-eye-catching-banner-for-your-salt-lake-city-event/. Branchenstandards für Beschilderung und Farbkontrast definieren effektive Sichtbarkeitsdistanzen für den Einzelhandel. Nachweis: Empirische Messgröße; Quellentyp: Grafikdesign-/Marketingstudie. Unterstützt: Sichtbarkeit von 9 Metern bei kontrastreichen Farben. Anmerkung: Die Distanz ist abhängig von Schriftgröße und Umgebungsbeleuchtung. ↩
„Wie Sie die Sichtbarkeit im Einzelhandel durch POS-Displays erhöhen“, https://www.industrialpackaging.com/blog/increased-retail-visibility. Technische Spezifikationen für POS-Displays beschreiben Sichtbarkeitsverhältnisse, um die Produktentnahme zu optimieren. Nachweis: Technische Spezifikation; Quelle: Leitfaden für die Displayherstellung. Unterstützt: 85 % Sichtbarkeitsschwelle zur Reduzierung von Reibungsverlusten. Hinweis: Kann je nach Produktabmessungen variieren. ↩
„Visual Merchandising Alignment – LinkedIn“, https://www.linkedin.com/top-content/retail-merchandising/in-store-promotions-scheduling/visual-merchandising-alignment/. Branchenstandards für Retail Merchandising und Trade Marketing betonen die entscheidende Verbindung zwischen Werbemitteln und den Gegebenheiten der Ladengestaltung. Nachweisfunktion: Validierung; Quellentyp: Fachbuch; Unterstützung: die Anforderung der Abstimmung von Werbemaßnahmen und Ladengestaltung. Anwendungsbereich: gilt primär für die Logistik im großflächigen Einzelhandel. ↩
„Vollflächige Messungen im Kantenstauchtest von Wellpappe …“, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. Überprüfung der Anwendbarkeit der TAPPI-Norm T811 zur Messung der Festigkeit bzw. der inneren Bindung von Wellpappenmaterialien. Nachweisfunktion: Technische Spezifikation; Quellentyp: Industrienorm. Unterstützt: die Gültigkeit der zur Bewertung der Kartonqualität verwendeten Prüfmethode. Anwendungsbereich: Gilt für Normen der Zellstoff- und Papierindustrie. ↩
„[PDF] NEUWERTIGE VERSUS RECYCELTE KARTONS Von L. Lisa Zhao Eine Dissertation …“, https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. Technische Erklärung, wie Neufaser-Kraftpapierfasern im Vergleich zu Recyclingfasern in Wellpappe eine höhere strukturelle Integrität und Druckfestigkeit bieten. Nachweisfunktion: Materialeigenschaft; Quellentyp: Technisches Handbuch. Unterstützt: die Behauptung, dass die Faserdichte die Tragfähigkeit beeinflusst. Anwendungsbereich: beschränkt auf die Zusammensetzung von Wellpappe. ↩
„[PDF] Flachstauchprüfung von Wellpappe (Biegebalkenmethode)“, https://www.tappi.org/contentassets/58af997fbe9b4f40a7545ee183554082/2025/t808-b-2-d-1-sarg.pdf. Überprüfung der Standards der Technical Association of the Pulp and Paper Industry (TAPPI) zur Messung der Druckfestigkeit von Wellpappenmaterialien. Nachweisfunktion: Technische Validierung; Quellentyp: Industriestandard. Unterstützt: die Anwendung standardisierter Prüfverfahren zur Bestimmung der Palettenstabilität. Anwendungsbereich: Speziell für Standards für Wellpappenverpackungen. ↩
„[PDF] Eine vergleichende Untersuchung der physikalischen Eigenschaften von recyceltem …“, https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. Materialwissenschaftliche Daten zeigen, wie die Zugabe von Primärkraftfasern zu recyceltem Testliner die strukturelle Integrität und die dynamische Druckfestigkeit von Wellpappe verbessert. Nachweisfunktion: Materialspezifikation; Quellentyp: technische Studie. Unterstützt: die Behauptung, dass Primärfasern die Festigkeit wiederherstellen. Anmerkung: Die Wirksamkeit kann je nach Güteklasse variieren. ↩
„ADA-Standards für barrierefreies Design“, https://www.ada.gov/law-and-regs/design-standards/. Eine maßgebliche Quelle wie die Richtlinien des ADA (Americans with Disabilities Act) oder der GMA (Grocery Manufacturers Association) definiert die Mindestabstände zwischen den Gängen und die Reichweiten, die eine willkürliche Skalierung von Displays verhindern. Nachweisfunktion: technische Validierung; Quellentyp: regulatorischer Standard. Unterstützt: die Behauptung, dass die Einhaltung physischer Anforderungen Vorrang vor digitaler Skalierung hat. Anwendungsbereich: hauptsächlich für den US-amerikanischen Einzelhandel. ↩
„48×40 GMA-Paletten | Größter Palettenhersteller & -lieferant“, https://www.palletone.com/products/gma-pallets/. Überprüfung der branchenüblichen Abmessungen für Paletten der Grocery Manufacturers Association. Nachweisfunktion: Technische Spezifikation; Quellentyp: Branchenstandard. Anwendungsbereich: Lagerlogistik. Geltungsbereich: Anwendbar auf den nordamerikanischen Einzelhandel. ↩
„Kapitel 3: Bedienbare Teile – Access-Board.gov“, https://www.access-board.gov/ada/guides/chapter-3-operable-parts/. Bestätigung der ADA-Anforderungen an die Reichweite für barrierefreie Theken und Kioske. Nachweisfunktion: Rechtsvorschrift; Quellentyp: Regierungsverordnung. Unterstützt: Einschränkungen bei der POS-Layoutgestaltung. Geltungsbereich: US-Bundesrecht. ↩
„ADA-Zugänglichkeitsstandards – Access-Board.gov“, https://www.access-board.gov/ada/. Die maßgeblichen ADA-Richtlinien definieren spezifische Reichweiten, um die Zugänglichkeit für Menschen mit Behinderungen zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Regierungsverordnung. Unterstützt: Anforderungen an die Zugänglichkeit von Displays. Anwendungsbereich: Gilt für öffentliche Einzelhandelsflächen. ↩
„Was sind die GMA-Palettenrichtlinien für die Lebensmittelindustrie?“, https://www.kampspallets.com/gma-pallet-guidelines/. Die Grocery Manufacturers Association (GMA) legt standardisierte Palettenabmessungen für mehr Effizienz in Logistik und Einzelhandel fest. Nachweisfunktion: Branchenstandard; Quellentyp: Richtlinie des Branchenverbands. Unterstützung: Platzbeschränkungen im Einzelhandel. Anmerkung zum Geltungsbereich: Fokus auf Standardpalettenabmessungen. ↩
„Was ist Wellpappe? – Fibre Box Association“, https://www.fibrebox.org/what-is-corrugated/. Technische Spezifikationen von B-Welle-Wellpappe, einschließlich Dicke und Wellengröße. Nachweisfunktion: Definition; Quellentyp: Industriestandard. Belege: die genannten spezifischen Materialeigenschaften. Anwendungsbereich: Standard für Versand und Verkaufsdisplays. ↩
„[PDF] Spezifikationen für Wellpappe – Fibre Box Association“, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Technische Normen für Passtoleranzen bei ineinander verschachtelten Wellpappenverpackungen zur Vermeidung von Verklemmungen. Nachweisfunktion: Validierung; Quellentyp: Technische Richtlinie. Unterstützt: Die technische Grundlage für die Verwendung spezifischer geometrischer Versätze zur Sicherstellung einer effizienten Montage. Hinweis: Die Toleranz variiert je nach Materialgüte. ↩
„[PDF] Das Atacama-Kosmologie-Teleskop, Daniel S. Swetz“, https://act.princeton.edu/sites/g/files/toruqf1171/files/swetz_thesis.pdf. Technische Validierung der spezifischen Messung, die für verschachtelte POS-Displaykomponenten erforderlich ist, um die strukturelle Integrität zu gewährleisten. Nachweisfunktion: Technische Spezifikation; Quellentyp: Fertigungstechnischer Leitfaden. Unterstützt die Behauptung, dass ein Versatz von 2,4 mm Materialrisse während der Montage verhindert. Anmerkung zum Anwendungsbereich: Die Spezifikationen können je nach Substratmaterial variieren. ↩



