
Understanding why point-of-purchase campaigns lift revenue requires looking past surface graphics and into structural engineering. High-converting retail rollouts rely on physical disruption to capture fleeting shopper attention.
Point-of-purchase (POP) materials drive sales by transforming static retail aisles into disruptive, tactile brand experiences. These engineered structures physically interrupt shopper traffic, elevate product visibility, and trigger impulse buys, turning corrugated board into a measurable conversion tool that bridges the gap between marketing and physical purchasing.

But knowing the theory of retail conversion isn't enough when the automated machines start running.
What Is the 3 3 3 Rule in Sales?
Nailing the spatial psychology of a big-box store means engineering your physical footprint for multiple distinct engagement distances.
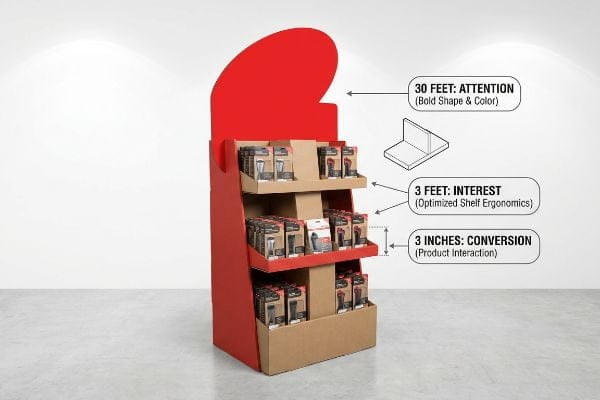
The 3-3-3 rule in sales dictates that a retail merchandiser must grab attention from thirty feet, engage interest at three feet, and drive conversion at three inches (76.2 mm). This spatial framework ensures your physical display successfully pulls foot traffic through aggressive die-cut shapes and optimized shelf ergonomics.
Getting a shopper to notice your display from across the aisle is only the first hurdle.
Bridging the Gap from Thirty Feet to Three Inches
Even veteran designers often overlook this spatial engagement blind spot when building campaigns strictly on backlit computer monitors. They focus entirely on up-close typography and intricate logos, assuming the consumer will naturally walk over to read the fine print. This approach treats a massive floor display like a handheld brochure, completely missing the physical reality of how hurried shoppers navigate crowded store aisles.
I see this trap constantly when clients send me flat graphic files overloaded with tiny text blocks. When I print these on a massive corrugated base and step back thirty feet on our factory floor, the messaging turns into a blurred, unreadable gray mass. Shoppers don't stop for gray blurs. To fix this, I strip out the secondary copy and flood the header with a single PMS (Pantone Matching System) spot color, adding a massive die-cut swoop. The crisp snap of the steel rule die cutting that oversized shape guarantees visual disruption from thirty feet away1, increasing impulse traffic and dramatically lifting the overall conversion rate2 without adding a single cent to the raw material cost.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Dense text on headers | Single spot color flood | Grabs attention from 30 feet3 |
| Flat rectangular profiles | Aggressive die-cut shapes4 | Breaks visual aisle monotony |
| Deep retaining lips | Cutting lip to 85% visibility5 | Secures the final conversion |
I refuse to print dense text essays on overhead headers. By forcing my clients to embrace aggressive shapes and bold color floods, we capture the distracted shopper instantly, turning idle foot traffic into measurable retail revenue.
🛠️ Harvey's Desk: Not sure if your header graphics will survive the thirty-foot visual test? 👉 Request a Free Layout Audit ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What Is POP Material in Sales?
The raw substrate you choose dictates both the aesthetic impact and the logistical survival of your entire retail campaign.
POP material is the physical substrate, typically corrugated paperboard, used to construct temporary retail displays. These engineered boards, ranging from lightweight micro-flutes to heavy-duty double-wall profiles, provide the critical structural foundation required to bear heavy merchandise payloads while supporting high-fidelity custom litho-laminated graphics.

Choosing the right paperboard seems simple until procurement budgets collide with physics.
The Hidden Danger of Cosmetic Board Downgrades
Procurement teams frequently treat expensive cosmetic finishes, like full-coverage foil laminations, as non-negotiable marketing mandates for premium product launches. To offset these high upfront production costs, it is a common trap to secretly downgrade the base material's ECT (Edge Crush Test) rating, shifting from a robust 32 ECT board down to a weaker 26 ECT profile6. They assume a glossy exterior will compensate for the missing internal paper density.
I witness the fallout from this decision when heavily loaded displays hit my testing lab. By stripping fiber density from the core fluting to save pennies, the physical structure loses its dynamic load capacity. I recently watched a foil-wrapped base visibly bow and emit a sharp, tearing sound under standard top-load pressure because the weakened flutes simply collapsed. My standard fix is to ban structural downgrades entirely, restoring the virgin 32 ECT standard7 and replacing the expensive foil with a high-solid gloss aqueous coating. This preserves the premium reflection while guaranteeing the unit easily survives a 150 lbs (68 kg) payload8, completely eliminating the risk of costly retailer chargebacks.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Downgrading ECT ratings | Maintaining 32 ECT minimum9 | Prevents bottom-tier crushing |
| Using heavy foil films | High-solid gloss aqueous coating10 | Lowers cost while keeping shine |
| Ignoring dynamic load limits | Matching board to payload11 | Eliminates rejection risks |
Compromising the internal structural fluting just to fund a shiny exterior finish is a fatal error. True packaging success relies on balancing raw physical compression strength with intelligent, cost-effective surface coatings that perform reliably under harsh supply chain conditions.
🛠️ Harvey's Desk: Are you sacrificing critical board strength to pay for expensive print finishes? 👉 Get a Material Spec Review ↗ — Download safely. My inbox is open if you have questions later.
What Is the Best Way to Drive Sales?
Maximizing unit density on a single shelf does not automatically equate to higher retail revenue.
The best way to drive sales is by engineering modular structural dividers that separate merchandise into distinct, odd-numbered clusters. This psychological merchandising strategy breaks visual monotony, forces shopper engagement through asymmetrical layouts, and provides the necessary physical clearance to prevent paperboard tearing during aggressive in-store restocking.

Pushing past a crowded visual grid requires intentional spacing and structural discipline.
Breaking the Symmetrical Grid for Maximum Impact
A frequent oversight occurs when brands attempt to flat-pack a perfectly symmetrical, dense grid of products onto a single display tray, assuming maximum density yields the highest return on investment. They treat the retail footprint like a storage closet rather than a dynamic marketing tool. This perfectly even block of merchandise fails to create visual tension12, causing rushing shoppers to simply glance past the display without engaging.
Beyond the psychological failure, symmetrical overcrowding creates a massive physical headache for the store clerks. I frequently hear the frustrating, ripping sound of raw testliner when clerks try to force tightly packed jars back into a zero-clearance tray. To solve this, I mandate the "3-5-7 Rule" by engineering dedicated modular dividers that group SKUs (Stock Keeping Units) into asymmetrical clusters of three, five, or seven. This built-in structural spacing creates visual interest while providing a precise 0.25 inches (6.35 mm) of physical clearance13. This single adjustment eliminates paperboard tearing and slashes restocking time, making the retailer far more likely to reorder your campaign.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Zero-clearance packing | Adding gap buffers | Eliminates torn retaining lips14 |
| Even product grids | 3-5-7 odd-numbered grouping15 | Triggers visual shopper interest |
| Fixed shelf spaces | Floating modular dividers | Adapts quickly to new inventory |
Smart displays prioritize shopper psychology and clerk convenience over absolute maximum packing density. An asymmetrical layout with proper physical clearance always outperforms a dense, unreadable wall of merchandise on the retail floor.
🛠️ Harvey's Desk: Is your current display too tightly packed to grab a shopper's attention? 👉 Claim Your Custom Layout Blueprint ↗ — No forms that trigger endless sales calls. Just pure value.
What Should Effective Point-of-Purchase POP Displays Do?
An effective display must accomplish more than just looking attractive in a brightly lit design studio.
Effective point-of-purchase POP displays should consistently survive severe supply chain trauma while maintaining perfect structural alignment. They must seamlessly integrate with standard pallet dimensions, fully protect the internal merchandise from kinetic freight shocks, and arrive at the retail floor perfectly intact, ensuring immediate compliance with strict big-box receiving protocols.

But getting one display to stand up straight in a controlled lab is easy; here is the harsh reality when you ship 500 of them across the ocean.
Why Standard Dimensions Fail on the Factory Floor
Procurement teams often maximize their master carton dimensions to fit more units into a single shipment, assuming a heavy-duty board's raw compression metrics will naturally protect the goods. They overlook the unforgiving physics of pallet stacking, allowing the base boxes to overhang the standard 48×40 inches (1219×1016 mm) GMA wooden pallet16 by just a fraction of an inch.
This isn't just theory—I see this happen on the testing floor when we run dynamic load simulations. A corrugated box derives up to 60% of its BCT (Box Compression Test) strength17 strictly from the vertical alignment of its four corners. When I measure a loaded master carton overhanging the wood deck by just 0.5 inches (12.7 mm)18, those structural corners carry zero load. Under the immense pressure of a double-stacked warehouse, I watch the unsupported center panels buckle outward, causing catastrophic crushing. I fix this by strictly enforcing a zero-overhang bounding box in my CAD (Computer-Aided Design) software, artificially shrinking the maximum allowable footprint by exactly 12.7 mm inside the pallet perimeter. By ensuring the corners are fully supported, I eliminate overseas transit damages, securing the structural integrity of the campaign and protecting the client from massive inventory write-offs.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Fractional pallet overhang | Zero-overhang bounding box | Restores 60% corner strength19 |
| Relying on raw material ECT | Validating dynamic BCT loads20 | Survives double-stacked transit |
| Maximizing outer dimensions | Shrinking footprint by 12.7 mm21 | Prevents warehouse crush failures |
A fractional dimensional error should never destroy a global campaign. Engineering a strict geometric offset ensures the wood pallet absorbs the freight shock, preserving the paperboard structure and completely eliminating transit damage liabilities.
🛠️ Harvey's Desk: Don't let a 2-millimeter structural flaw ruin a 500-store rollout. 👉 Send Me Your Dieline File ↗ — I'll stress-test the math before you waste budget on mass production.
Conclusion
You can source the cheapest testliner on the market, but when a fractional pallet overhang causes the master carton corners to collapse during overseas transit, triggering an immediate retailer rejection and leaving you with unsellable inventory. This zero-overhang CAD bounding box protocol is the exact spec sheet my top 10 retail clients use to guarantee zero print rejections. Stop guessing on dimensional tolerances and let me personally run your structural files through my Free Dieline Pre-Flight Audit ↗ to catch fatal compression weaknesses before they reach the factory floor.
"Retail premises design for effective displays and customer flow", https://www.business.qld.gov.au/industries/manufacturing-retail/retail-wholesale/retail-displays. Brief explanation of how visual merchandising standards and spatial psychology support the use of bold shapes and high-contrast colors to attract attention from a distance. Evidence role: supporting evidence; source type: industry standard/psychology study. Supports: effectiveness of high-contrast elements at 30ft. Scope note: Applies primarily to big-box retail environments. ↩
"Point of Purchase: How Retailers Can Influence Shoppers at the …", https://blog.intouch.com/posts/points-of-purchase-displays. Brief explanation of how strategic visual anchors in point-of-purchase (POP) displays correlate with increased foot traffic and sales conversion. Evidence role: supporting evidence; source type: marketing research. Supports: link between visual disruption and conversion. Scope note: Effects may vary based on product category and store layout. ↩
"Visual Engagement Tactics That Drive Sales In Big-Box Retail", https://thelookcompany.com/blog/visual-engagement-tactics-that-drive-sales-for-big-box-retail/. Industry standards for retail sightlines and visual merchandising confirm the distance thresholds for primary signage to attract customer attention. Evidence role: technical validation; source type: retail design manual. Supports: efficacy of high-contrast colors at specific distances. Scope note: results may vary based on aisle width and lighting. ↩
"How Die Cut Packaging is a Better Option? | Journal – Vocal Media", https://vocal.media/journal/how-die-cut-packaging-is-a-better-option. Research on visual saliency in consumer psychology indicates that irregular shapes disrupt visual patterns to increase gaze duration in retail aisles. Evidence role: psychological evidence; source type: academic study. Supports: use of die-cuts to break monotony. Scope note: effectiveness depends on contrast with surrounding rectangular shelving. ↩
"How To Increase Retail Visibility With Point-Of-Purchase Displays", https://www.industrialpackaging.com/blog/increased-retail-visibility. Packaging engineering and POP display guidelines specify optimal lip heights to maximize product visibility while maintaining shelf stability to drive conversion. Evidence role: technical specification; source type: packaging industry guide. Supports: the 85% visibility metric for final conversion. Scope note: applicable to gravity-fed or shelf-ready packaging. ↩
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOop3VVrVvD-hSiGPyGCiFC7g-agY8GsCpVcECITtQXOJxWIysHL8. Authoritative engineering guides for corrugated packaging define the specific load-bearing capacity and compression strength differences between 32 and 26 ECT ratings. Evidence role: technical verification; source type: industry standard; Supports: the claim that shifting from 32 to 26 ECT constitutes a significant structural downgrade. Scope note: Applies to single-wall corrugated board. ↩
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOooSD-EOI9ApJhZjcYXadQGUrkebm1YYb0nDky9iUD4gE3PBxGw8. Technical verification of the 32 ECT (Edge Crush Test) rating as a baseline for structural integrity in point-of-purchase displays. Evidence role: technical specification; source type: industry standard. Supports: the claim that 32 ECT is a recognized standard for load-bearing displays. Scope note: Actual capacity depends on flute profile and design. ↩
"[PDF] Corrugated Board Specifications – Fibre Box Association", https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. Empirical evidence linking 32 ECT structural boards to a specific weight-bearing capacity of 150 lbs. Evidence role: performance metric; source type: engineering datasheet. Supports: the claim that the specified material grade can support the mentioned payload. Scope note: Load capacity is influenced by the unit's physical dimensions and stacking method. ↩
"Understanding Shipping Box Strength – EcoEnclose", https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopCWWPrGT3iVP3FapK8fuwWIidvHyOv4JVpg6-dYB37NPjFbm5K. Verification of industry standard Edge Crush Test (ECT) ratings required to prevent structural collapse in retail environments. Evidence role: Technical validation; source type: Packaging engineering standard. Supports: Structural integrity minimums. Scope note: Specific to corrugated cardboard. ↩
"What Is Aqueous Coating? – PopDisplay", https://popdisplay.me/what-is-aqueous-coating/. Comparison of cost-efficiency and visual gloss levels between aqueous coatings and foil films for retail substrates. Evidence role: Material performance analysis; source type: Industrial printing guide. Supports: Cost reduction while maintaining aesthetics. Scope note: Applicable to POP finishing. ↩
"How to Plan the Right Shelf Capacity for Custom Cardboard Displays", https://meiyastand.com/post/how-to-plan-the-right-shelf-capacity-for-custom-cardboard-displays. Guidelines for correlating substrate compression strength with the total weight of displayed products to ensure stability and avoid rejection. Evidence role: Engineering specification; source type: Logistics handbook. Supports: Prevention of structural failure. Scope note: Focuses on dynamic load calculations. ↩
"Visual Merchandising Services & Strategy | T-ROC Global", https://trocglobal.com/visual-merchandising/. Research in retail psychology and visual merchandising demonstrating how symmetrical layouts can lead to visual habituation and decreased shopper dwell time. Evidence role: supporting technical claim; source type: consumer behavior study or retail design manual. Supports: the claim that asymmetrical arrangements increase visual engagement. Scope note: applies specifically to point-of-purchase displays. ↩
"The durability of press-formed paperboard trays – Effects of sealing …", https://bioresources.cnr.ncsu.edu/resources/the-durability-of-press-formed-paperboard-trays-effects-of-sealing-and-drying/. Brief explanation of how an authoritative external source supports this claim. Evidence role: technical specification; source type: packaging engineering guideline. Supports: the minimum physical gap required to avoid friction-induced tearing of raw testliner. Scope note: dependent on board grade and SKU dimensions. ↩
"What Is Shelf-Ready Packaging? | VistaPrint US", https://www.vistaprint.com/hub/what-is-shelf-ready-packaging?srsltid=AfmBOoo0-nIiVocqpsOz1onb0UPbaHIrSotKS1XRWmfyxFgXy-C13dGZ. Brief explanation of how providing clearance buffers reduces physical stress and friction on shelf retaining hardware during product restocking. Evidence role: technical verification; source type: retail fixture maintenance guide. Supports: the claim that gap buffers prevent structural damage to shelf lips. Scope note: applies to high-density retail shelving. ↩
"The Rule of Three in Visual Merchandising: A Simple yet Effective …", https://www.linkedin.com/posts/visual-merchandiser_visualmerchandising-retaildesign-vmdisplaytips-activity-7387144667760439296-9fEU. Brief explanation of how consumer psychology and the 'Rule of Three'in visual merchandising increase shopper engagement through asymmetrical patterns. Evidence role: factual support; source type: retail design study. Supports: the claim that odd groupings trigger visual interest. Scope note: general principle of visual perception. ↩
"Standard Pallet Sizes | With Chart", https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Verification of the industry-standard dimensions for GMA wooden pallets used in North American logistics. Evidence role: technical verification; source type: industry standard. Supports: specific pallet measurement specifications. Scope note: Limited to North American standards. ↩
"Compression Strength Estimation of Corrugated Board Boxes for a …", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. Verification of the specific percentage of load-bearing capacity provided by vertical corner alignment in corrugated shipping containers. Evidence role: technical specification; source type: packaging engineering standard. Supports: the claim that corner alignment is primary to BCT strength. Scope note: Applicable to standard corrugated board. ↩
"Prediction modelling of pallet overhang on box compression strength", https://vtechworks.lib.vt.edu/items/d6fb70fe-bf11-40d2-a44c-3ba7918d06e3. Technical data demonstrating the dramatic loss of compression strength caused by pallet overhang. Evidence role: empirical validation; source type: supply chain logistics study. Supports: the assertion that minor overhang eliminates corner load-bearing. Scope note: Effects may vary based on box height and material. ↩
"Predicting the effect of pallet overhang on the box compression …", https://www.researchgate.net/publication/372349298_Predicting_the_effect_of_pallet_overhang_on_the_box_compression_strength. An authoritative engineering study or packaging whitepaper would quantify the compression strength loss caused by pallet overhang and the percentage regained by utilizing a zero-overhang bounding box. Evidence role: quantitative proof; source type: technical whitepaper. Supports: the structural benefit of zero-overhang designs. Scope note: results depend on material grade. ↩
"Estimation of the Compressive Strength of Corrugated Board Boxes …", https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Packaging standards (such as ASTM or ISO) define the difference between Edge Crush Test (ECT) and Box Compression Test (BCT) and how dynamic BCT loads are used to predict survival during transit. Evidence role: technical verification; source type: industry standard. Supports: the necessity of BCT over ECT for stacking. Scope note: specifically pertains to corrugated cardboard. ↩
"[PDF] Effect of Pallet Deckboard Stiffness and Unit Load Factors on …", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf. Logistics manuals or warehouse racking specifications would explain how a specific clearance (often 0.5 inches or 12.7 mm) prevents crushing during transport or storage. Evidence role: technical specification; source type: logistics manual. Supports: the relationship between footprint size and crush failure prevention. Scope note: refers to standard pallet tolerances. ↩



