
品牌在零售营销上投入巨资,但一个薄弱的折叠处就可能导致门店的灾难性退货。质量不仅仅关乎美观,它关乎你的营销活动能否成功。.
纸板展示架生产过程中的质量控制是一个系统化的过程,旨在验证原材料的完整性、印刷精度和结构承载能力。这严格确保每个模切单元在数学上都与工程原型完全吻合,能够经受住严苛的运输考验,并在整个零售区域保持视觉一致性。.

但是,仅仅了解教科书上的制造理论并不能保证在模切机真正运转起来时,你的托盘不会出问题。让我们来看看实际生产车间的情况。
如何确保生产过程中的质量控制?
你无法管理你没有衡量的东西,尤其是在高速印刷机每分钟生产数百张展示纸的情况下。.
生产过程中,为确保质量控制,必须采用严格的物理母版标准和分光光度计扫描,以数学方式保证色彩准确性。这种持续的诊断流程可防止严重的套准偏差,并确保结构模切在批量生产开始前保持完美对齐。.

然而,许多买家仍然依赖最糟糕的诊断工具:他们自己的眼睛。.
生产质量控制的视觉错觉
即使是经验丰富的设计师也常常忽略 视觉颜色确认的盲点¹。他们打印出一份标准的商业打样,走到工厂车间,简单地把它举到第一批瓦楞纸板旁边,在 标准的仓库照明²。他们认为,如果看起来和他们的智能手机屏幕上的颜色足够接近,那么剩下的批次就完全没问题了。
我经常看到设计师在为触感表面进行色彩匹配时出现这种情况。一位客户曾仅凭快速的目测就批准了一款软触感展示板。但当零售灯光照射到 微小的聚合物薄膜上时,薄膜会发生物理散射,导致客户品牌的 PMS(潘通配色系统)颜色明显变暗。我立即取下样品,并在严格的 D50 照明条件下使用分光光度计扫描了实物色卡。残酷的化学现实是人眼存在缺陷,但数学计算却无所不能。通过数学计算,我识别出了严重的 Delta-E 偏移,并在印前软件中注入了 10% 的青色增强,立即校正了光学上的变暗现象,避免了客户遭受大规模的印刷废品损失。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 相信智能手机屏幕的色彩 | 分光光度计 D50 扫描5 | 防止品牌颜色排斥 |
| 首次视觉审核通过 | 数学 Delta-E 容差6 | 保证批次一致性 |
| 忽略光照条件 | 标准化的印前配置文件7 | 消除商店照明造成的光线过曝 |
我从不让主观视觉左右我的生产线。通过在生产现场严格执行数学色彩校准,我彻底消除了产品印制效果不佳的风险,既保护了您的品牌价值,又避免了代价高昂的重印延误。.
🛠️ Harvey 的服务台: 不确定您的品牌颜色能否经受住印刷过程的考验?👉 获取免费色彩预检 ↗ — 直接联系我。我保证绝不发送任何自动销售垃圾邮件。
包装材料的质量控制包括哪些方面?
在纸板投入印刷机之前对其进行验证,是防止灾难性结构故障的最关键的一环。.
包装材料的质量控制包括对瓦楞纸板原材料进行科学评估,具体方法包括严格的边缘抗压测试和水分含量分析。这一关键步骤可以验证纤维密度和材料强度,确保纸板能够承受零售包装中频繁的动态载荷而不发生弯曲变形。.

不幸的是,仅仅依赖环保材料认证往往会使买家忽视隐藏的结构风险。.
包装材料中隐藏的纤维损耗
追求最大限度可持续发展的采购团队通常要求其重型零售展示板使用 100% 回收材料制成的测试衬纸。他们审查供应商的基本规格表,并假定这种绿色替代品 与全新的标准原生纸板具有完全相同的物理抗压完整性8。
这是一个常见的陷阱,即使是经验丰富的采购团队也难免会犯错。我曾经亲眼目睹一个印刷精美、完全由回收材料制成的 端架 在店员将沉重的 洗发水瓶 到最底层货架时彻底坍塌。问题不在于设计,而在于纸张再生制浆过程中的微观现实。每次 纤维素纤维被回收利用,它们都会缩短9 ,结构强度也会下降。当我使用 TAPPI T811边缘抗压测试10 对他们的原材料进行测试时,瓦楞纸板在压力下瞬间断裂,发出了一声巨响。我立即要求采用混合方案,将30%的全新牛皮纸浆直接注入到承重瓦楞纸板中。这种策略性地添加长而新鲜的纤维,立即恢复了运输所需的动态抗压强度,彻底消除了底层货架下垂的问题,同时又满足了零售商严格的可持续发展指标。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 要求使用100%再生纸板 | 混合原生牛皮纸注射11 | 防止底层货架坍塌 |
| 忽略纤维长度限制 | TAPPI T811 边缘压碎试验12 | 保证承重能力 |
| 盲目相信规格表 | 原材料密度分析13 | 防止代价高昂的货运损坏 |
我绝不允许激进的环保法规悄无声息地破坏展示架的结构核心。通过科学地平衡新纤维的强度和再生材料的使用,我确保您的展示架能够经受住严酷的运输考验,同时又能完全保证您的可持续性声明不受影响。.
🛠️ 哈维专栏: 您的环保板材是否正悄悄遭受微纤维损耗的困扰?👉 申请原材料审核 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
质量控制的五个步骤是什么?
可靠的质量控制体系不仅仅是生产线末端的最终检验;它需要一个相互关联的多阶段安全网。.
质量控制的五个步骤分别是:原材料检验、印前结构验证、实测色彩校准、动态运输模拟和最终组装公差检查。这一循序渐进的流程能够系统地消除潜在的机械缺陷,确保满载的显示器在长途商业运输中完好无损。.

大多数品牌在前三步都表现出色,但他们严重低估了第四步的实际效果。.
弥合质量控制步骤中的差距
品牌团队通常会仔细审查纸板原纸等级,并对印前设计稿进行精确校准。他们高度依赖标准测试流程,这些流程 测量的是未组装的瓦楞纸板的理论承重能力<sup>14</sup>,并假设这种承重能力能够完美地转化为零售店内成品三维结构的性能。
然而,如果组装好的展示架在标准运输过程中几何形状发生动态变化,仅评估平面纸张的强度是不够的。现代零售推广必须将基础材料强度测试与系统整体耐久性测试区分开来,对 满载的展示架进行严格的多轴振动模拟测试<sup>15</sup>。通过将主纸箱和内部 零售展示架 视为一个统一的动态系统,营销团队可以在发货前准确验证其在实际物流环境中的耐久性。这种全面、循序渐进的测试弥合了静态实验室数据与实际供应链状况之间的关键差距,确保了门店层面执行的一致性,同时避免了代价高昂的收货延误。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 仅依赖平面ASTM数据 | 完整的ISTA交通模拟16 | 防止动能传输损伤 |
| 跳过多轴振动测试 | 装载主纸箱跌落测试17 | 确保第三方物流安全收货 |
| 忽略组装的三维几何体 | 两阶段顺序测试18 | 消除结构盲点 |
静态的平面数据无法为复杂的部署提供安全保障。通过模拟真实世界中货物运输对完整组装单元的影响,可以从数学上保证您的项目能够顺利完成,有效避免大规模生产开始前可能出现的代价高昂的物流故障。.
🛠️ 哈维的办公桌: 您的大型外包装箱是否暗藏着多轴振动损坏的风险?👉 立即申请结构应力测试 ↗ — 无需填写表格,避免没完没了的销售电话。只有纯粹的价值。
如何实现质量控制?
实现真正的零缺陷制造远不止是找出印刷缺陷;它需要预测影响包装的看不见的环境物理因素。.
质量控制是通过将精确的数控 (CNC) 加工与严格的数学环境缓冲相结合来实现的。工程师会主动调整计算机辅助设计 (CAD) 槽口公差,以应对纸板的物理膨胀,从而确保复杂的互锁机构即使在仓库湿度剧烈波动的情况下也能完美组装。.
在有空调的设计实验室里,让一个显示器立起来很容易,但当你把 500 个这样的显示器运送到闷热的南方仓库时,残酷的现实就来了。.
为什么标准CAD间隙在工厂车间会失效
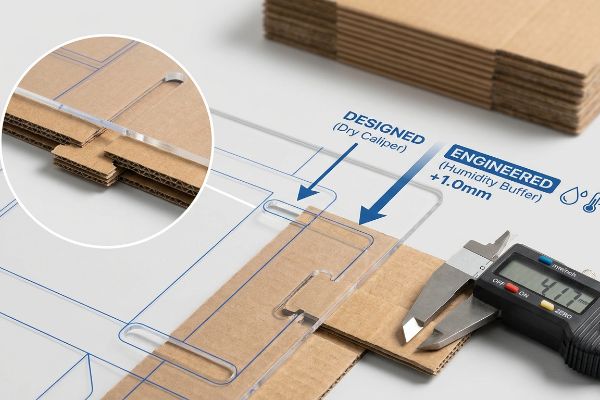
在温控办公室工作的平面设计师经常严格根据纸板的绝对干厚度来设定模切槽的公差——例如将 B 型槽的间隙精确锁定在 0.125 英寸(3.17 毫米)19。他们假设纸板从模切机到最终零售目的地都将保持完全静止。
在我的工厂里,我经常看到这种理论上的完美变成实际操作中的噩梦。当瓦楞纸板平板包装通过海运运输或储存在像佛罗里达这样的高湿度地区时, 多孔的32ECT测试衬纸就像海绵一样,吸收环境中的水分,并发生物理膨胀,膨胀量可达几分之一毫米。软件中原本与卡扣完美契合的卡槽突然变得过紧。我亲眼目睹过沮丧的代工包装人员为了将这些膨胀的部件强行拼合在一起,甚至不惜压扁内部的瓦楞,撕裂顶层纸板。我的解决方法是通过数学计算,直接在结构模切线中强制增加一个湿度缓冲层。通过在每个接收卡槽中特意 增加0.04英寸(1毫米)的精确间隙, 我考虑到了纸张纤维不可避免的膨胀。这种超高精度的数控调整确保了装配团队能够实现无摩擦、零撕裂的装配,预计每个单元可节省25秒的代工包装时间,并使整个项目严格控制在预算之内。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用绝对干式卡尺槽 | 工程湿度缓冲层 | 加快组装速度 |
| 忽略 环境湿度引起的膨胀22 | 1mm CAD间隙偏移23 | 防止 纸瓦楞被压扁24 |
| 组装时用力拉紧卡扣 | 无摩擦互锁数学 | 降低代工包装人工成本 |
我绝不让看不见的环境物理因素干扰我的装配线。通过主动将这些微小的湿度容差纳入原始CAD几何设计中,我保证您的产品无论在何种地理气候条件下都能实现零摩擦装配。.
🛠️ 哈维的建议: 别让2毫米的结构缺陷毁了500家门店的推广。👉 把你的模切线文件发给我 ↗ — 在你浪费预算进行大规模生产之前,我会帮你进行压力测试。
结论
您可以选择更便宜的供应商,但如果干燥的卡尺板在潮湿的仓库中膨胀,完全压坏了您的互锁卡扣,预计会使您的装配线速度降低 30%,并导致昂贵的人工返工。这是我排名前十的零售客户用来保证零打印废品率的规格表。不要再把赌注押在理论上的间隙上了,让我亲自使用我的 免费模线预检服务↗ ,以便在批量生产开始前发现隐藏的摩擦点。
“色彩匹配问题 | PrintPlanet.com”, https://printplanet.com/threads/color-matching-problem.14420/。色彩管理行业标准详细阐述了为什么与仪器测量相比,人类视觉感知在衡量大批量生产中的色彩一致性方面并不可靠。证据作用:技术验证;来源类型:行业标准。支持:仅凭视觉进行审批的固有不可靠性。适用范围:适用于大批量商业印刷 。↩
“什么是颜色匹配中的同色异谱现象?”, https://www.datacolor.com/business-solutions/blog/what-is-metamerism/。照明科学文献解释了非标准化仓库照明的光谱功率分布如何导致同色异谱现象,进而造成颜色感知失真。证据作用:科学原理;来源类型:技术教科书。支持论点:使用工厂照明进行颜色匹配的失败。范围说明:重点关注显色指数 (CRI) 。↩
“复合树脂的散射特性:对颜色的影响……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC4229760/。本文从技术角度解释了聚合物薄膜的表面形态和光散射如何改变基材的感知颜色。证据作用:科学原理;来源类型:材料科学期刊。支持的观点:触感饰面会使感知颜色变暗。范围说明:专门针对漫反射 。↩
“如何测量颜色?计算 Delta E | ALPOLIC®”, https://alpolic-americas.com/blog/how-is-color-measured-calculating-delta-e/。DeltaE 的定义是:用于量化色彩空间中两种颜色之间差异的标准数学指标。证据作用:技术定义;来源类型:行业标准(ISO/CIE)。支持:使用数学计算进行颜色校正。范围说明:假定为 CIELAB 色彩空间 。↩
“标准光源”, https://en.wikipedia.org/wiki/Standard_illuminant。对分光光度法中使用的D50标准光源进行技术说明,以确保在不同环境下进行一致的颜色测量。证据作用:技术规范;光源类型:行业标准。支持:D50用于品牌颜色验证。适用范围:专用于图形艺术和印刷行业 。↩
“色差公式和ΔE:CIE标准和颜色容差”, https://skychemi.com/color-difference-formula-delta-e/。Delta-E(ΔE) 指标的科学定义,用于量化两种颜色之间的感知差异。证据作用:指标验证;来源类型:科学标准。支持:使用Delta-E确保批次一致性。范围说明:通常指CIELAB颜色空间 。↩
“ICC配置文件 – Photobooth Supply Co”, https://support.photoboothsupplyco.com/hc/en-us/articles/37565846718349-ICC-Profiles。关于如何在不同的零售照明条件下实施ICC和印前配置文件以保持色彩完整性的专业指南。证据作用:流程验证;来源类型:专业手册。支持:防止商店照明造成的色彩失真。范围说明:与色彩管理工作流程相关 。↩
《纸及纸基食品包装材料概述》, https://pmc.ncbi.nlm.nih.gov/articles/PMC6801293/。该技术分析比较了再生测试衬纸与原生纸板的抗压强度和结构完整性,以识别性能差距。证据作用:技术验证;来源类型:材料科学期刊;支持论点:再生纤维的强度可能不及原生纤维。范围说明:重点关注瓦楞纸板基材 。↩
“再生纤维材料质量的变化。第一部分:影响因素……”, https://bioresources.cnr.ncsu.edu/resources/changing-quality-of-recycled-fiber-material-part-1-factors-affecting-the-quality-and-an-approach-for-characterisation-of-the-strength-potential/。权威的材料科学文献证实,反复的再制浆会缩短纤维长度并破坏晶体结构,从而降低结构完整性。证据作用:技术验证;来源类型:同行评审期刊。支持:再生纸板结构失效的机械原因。范围说明:特指再制浆循环 。↩
“边缘抗压强度测试方法和箱体压缩模型,TAPPI…”, https://www.tappi.org/publications-standards/tappi-journal/home/2022/aug/edge-crush-testing-methods-and-box-compression-modeling-tappi-journal-august-2022/。TAPPIT811 标准提供了一套行业认可的瓦楞纸板边缘抗压强度测量方法,用于确定其垂直承载能力。证据作用:程序验证;来源类型:行业标准文档。支持:所用测试方法的有效性。范围说明:本标准专门针对瓦楞纸包装行业 。↩
“用于可持续混合纤维水泥基材料的再生纤维”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8125422/。本文对原生牛皮纸纤维和再生纤维在提高纸板耐破强度和抗压强度方面的协同作用进行了技术分析。证据作用:技术验证;来源类型:材料科学期刊。支持:使用混合材料防止结构坍塌。范围说明:有效性取决于原生纤维与再生纤维的比例 。
“瓦楞纸板边缘抗压试验中的全场测量……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/。行业标准文档,定义了边缘抗压试验 (ECT) 的方法,用于确定瓦楞纸板的承载能力。证据作用:验证;来源类型:行业标准。支持:T811 测试与保证承重能力之间的相关性。适用范围说明:主要适用于瓦楞纸板 。↩
“瓦楞纸板包装的抗压强度……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC10054506/。该指南阐述了原材料密度变化如何影响运输过程中整体弹性模量和堆叠强度。证据作用:程序验证;来源类型:技术手册。支持:密度分析在防止运输损坏中的作用。范围说明:侧重于不同生产批次之间的一致性 。↩
“瓦楞纸板箱抗压强度的估算……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/。来自TAPPI等行业机构的技术文件证实了使用标准测试(例如ECT)来确定平板瓦楞纸板的承载能力。证据作用:技术验证;来源类型:行业标准。支持:存在标准化的平板瓦楞纸板测试。范围说明:适用于材料特性,而非成品几何形状 。↩
“多轴振动——国际安全运输协会”, https://ista.org/news_manager.php?page=16942。权威的包装标准,例如 ISTA 或 ASTM,详细规定了对满载包装单元进行振动测试的要求,以模拟实际运输过程中的应力。证据作用:技术验证;来源类型:行业标准。支持:动态耐久性测试比静态材料检查更为必要。范围说明:专门针对瓦楞纸运输和物流的耐久性 。↩
“ISTA包装测试 – Intertek”, https://www.intertek.com/performance-testing/packaging/ista/。解释了国际安全运输协会 (ISTA) 协议如何模拟实际运输条件以减轻动能损伤。证据作用:技术验证;来源类型:行业标准。支持:ISTA 模拟优于静态数据。适用范围:适用于运输包装 。↩
“包装跌落测试”, https://unitload.vt.edu/facilities/distribution-packaging-lab/package-drop-testing.html。验证模拟满载主纸箱跌落是否为确保产品在第三方物流 (3PL) 处理过程中完好无损的标准程序。证据作用:程序验证;来源类型:物流指南。支持:跌落测试与安全接收 3PL 产品之间的联系。范围说明:侧重于外壳完整性 。↩
“用于临床试验的自适应两阶段无缝序贯设计”, https://pubmed.ncbi.nlm.nih.gov/38704845/ 。该文档记录了在序贯阶段施加应力以识别三维几何结构盲点的测试方法。证据作用:方法验证;来源类型:工程手册。支持:序贯测试可以消除结构盲点的论断。范围说明:专门针对复杂的组装几何结构。↩
[PDF] 瓦楞纸板规格 – 纤维盒协会, https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf。验证CAD模切线中B型瓦楞纸板的标准标称尺寸和常用起始公差。证据作用:技术规范;来源类型:行业包装标准。支持:使用绝对干式卡尺测量值作为间隙设置的基准。范围说明:实际公差可能因纸板等级和制造商而异 。↩
[PDF] 水分含量对纸箱抗压强度的影响:FBA BCT…, https://renewablebioproducts.gatech.edu/sites/default/files/2025-12/4effects-of-moisture-content-on-box-compression-strength.pdf。关于32ECT面纸板的吸湿性及其在高湿度环境下膨胀倾向的技术文档。证据作用:技术验证;来源类型:包装工程手册。支持:特定等级的纸板会因水分而膨胀的说法。范围说明:膨胀率可能因面纸涂层而异 。↩
“双层瓦楞纸板包装的优化设计 – PMC”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/。行业标准规定了CAD模切线中的公差缓冲,以减少高湿度运输区域的材料膨胀。证据作用:基准验证;来源类型:制造规范。支持:用于环境缓冲的特定1毫米测量值。范围说明:适用于高湿度瓦楞纸板组装 。↩
“相对湿度对……压缩强度的影响”, https://open.clemson.edu/all_theses/3225/。材料科学数据解释了纤维素基包装如何吸收空气中的水分,从而导致尺寸不稳定。证据作用:物理原理;来源类型:材料科学期刊。支持:环境与包装变形之间的因果关系。范围说明:重点关注纤维素基材料 。↩
“湿度和温度对瓦楞纸板力学性能的影响……”, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/ 。技术规范确认了CAD设计中为补偿瓦楞纸包装材料膨胀所需的标准公差。证据作用:技术规范;来源类型:工程手册。支持:用于防止装配失败的具体测量方法。范围说明:适用于标准瓦楞纸。↩
《瓦楞纸箱瓦楞槽指南 – Gentlever》, https://gentlever.com/flutes-types-sizes-and-thickness-in-corrugated-boxes/。分析了严格的装配公差如何导致过大的压缩力,进而造成瓦楞纸箱瓦楞芯材的塌陷,降低其结构完整性。证据作用:失效模式分析;来源类型:包装行业标准。支持:绝对干厚度槽相关的风险。范围说明:涉及瓦楞的垂直压缩 。↩



