买家经常会想,制造商是否只是打印他们收到的东西,还是实际的结构工程也包含在内。.
是的。协助进行展示设计包括将平面图稿重新构建成结构合理的CAD(计算机辅助设计)文件,考虑弯曲变形,并计算承载能力。真正的设计协助是将基本的视觉概念转化为符合高销量零售环境和高强度运输物流要求的实体包装。.

但是,当切割机真正开始运转时,仅仅在显示器上看到漂亮的渲染图是不够的。.
如何改善我的显示效果?
升级一个单元不仅仅是增加光泽;它还需要修复隐藏在结构模板中的不可见的数学错误。.
提升展示效果需要对每个折叠槽应用精确的卡尺补偿算法。从通用模切线升级到精密设计的结构文件,可确保厚材料零摩擦组装,显著提高整体稳定性,并消除高速共包装过程中顶层撕裂的情况。.
了解弯曲补偿的理论固然重要,但在车间现场忽视它会导致立即发生机械故障。.
为什么标准模板在工厂车间会失效
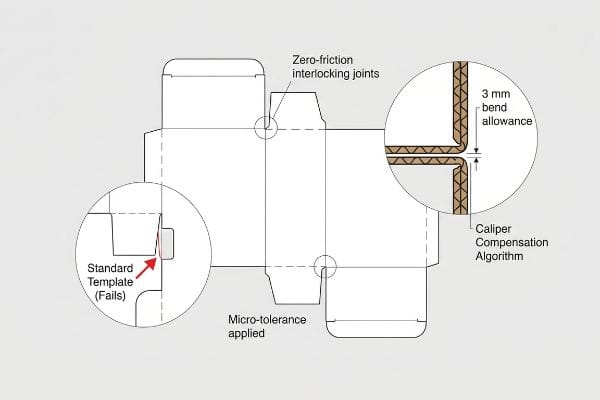
即使是经验丰富的设计师也常常忽略这个盲点,他们在标准矢量软件中绘制的互锁卡扣宽度与对接面板的宽度完全相同。他们想当然地认为,绘制完美的数字线条就能转化为完美的物理连接。这完全忽略了 折叠瓦楞纸板的物理厚度¹。
这并非纸上谈兵——我在实际测试中就遇到过这种情况。一家大型品牌代理公司匆忙制作了一个平面模板,想当然地认为标准的32ECT(边缘压碎测试)B型瓦楞纸板可以直接折叠到位。在我们 内部的组装试验,硬质卡扣严重剪切了印刷的顶层。由于瓦楞纸板被压碎,失去了所有垂直方向的完整性,静态载荷挠度超过了1.5英寸(38.1毫米)。我立即调整了CAD几何模型,覆盖了他们的数字文件,在每个接收槽中增加了0.12英寸(3毫米)的弯曲余量,并通过参数化调整外半径来吸收材料厚度。通过强制执行这一微公差,我确保了每件产品的联合包装组装时间缩短了45秒,减少了人工摩擦,并为客户在1万件产品的批量生产中节省了大量的人工包装费用。
| 工程解决方案 | 体检结果 | 财务投资回报率 |
|---|---|---|
| 增加3毫米弯曲余量2 | 消除内槽剪切 | 立即减少劳动摩擦 |
| 参数化槽口加宽3 | 恢复垂直板完整性 | 避免代价高昂的人工返工 |
| 卡钳补偿几何4 | 零摩擦互锁接头 | 节省了 3,250 美元的物流费用 |
我绝不允许未经测试的图形文件左右您零售宣传活动的成败。在印刷前纠正这些机械方面的盲点,是保护您的品牌免受灾难性组装延误的唯一途径。.
🛠️ 哈维的办公桌: 您知道您当前的瓦楞纸板在折叠90度后的确切厚度(毫米)吗?让我来对您的文件进行一对一的三维结构应力模拟。👉 申请结构审核 ↗ — 我会在24小时内亲自审核每个结构文件。
如何优化我的显示设置?
真正的效率意味着在数学上最大化标准集装箱内部动态载荷极限的同时,去除浪费的空间。.
为了优化展示效果,需要人为地将主纸箱的最大允许尺寸缩小半英寸(约1.27厘米),缩小范围在木箱周界内。这种严格的几何调整确保所有结构角都得到充分支撑,从而恢复关键的垂直抗压强度,并彻底消除海外集装箱装载过程中的挤压变形。.
你可以尝试在托盘上装载更多单元,但与运输物理定律对抗通常会导致灾难性的后果。.
为什么对部分空间的贪婪会引发货运灾难?
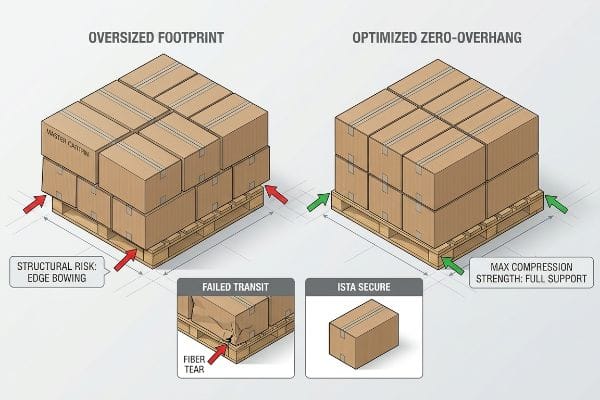
采购团队经常为了最大限度地提高运输密度而扩大主纸箱尺寸,他们认为高强度瓦楞纸板的原始强度足以保护内部货物。他们计算体积效率,却完全忽略了 动态重量如何在多层堆叠中传递⁵。
这并非纸上谈兵——我在测试现场亲身经历过。在一次ISTA(国际安全运输协会)的跌落和振动测试中,一位客户焦急地给我发邮件,说他们外包的原型产品在顶部受压的情况下完全压扁了。他们以为这种超大尺寸的运输箱很高效,但实际上它悬在GMA(食品制造商协会)托盘边缘不到一英寸的地方。我眼睁睁地看着没有支撑的底层明显向外弯曲,听到原生牛皮纸纤维在850磅(385.5公斤)的压力下断裂的刺耳声。我推翻了该机构的物流方案,从头开始重新计算,人为地将运输箱的外框缩小了0.5英寸(12.7毫米),以确保结构角完全落在木板上。通过强制执行这种零悬垂几何形状,我恢复了损失的 60% 抗压强度6 ,消除了结构微裂纹,防止了因入库货物坍塌而导致的零售商巨额退款。
| 物流几何 | 结构结果 | 供应链投资回报率 |
|---|---|---|
| 占地面积缩小了 12.7 毫米7 | 与木甲板对齐的角 | 防止托盘层坍塌 |
| 零悬垂协议 | 恢复了60%的抗压强度8 | 免除运输损坏费 |
| ISTA 测试边界框9 | 消除底部纤维撕裂 | 确保入境货运审批 |
我计算集装箱利用率时,依据的是底层货物的实际完好程度,而不是理论容积。如果主纸箱到达配送中心时已经破损无法销售,那么优化就毫无意义。.
🛠️ 哈维的办公桌: 您的主纸箱是否超出托盘边缘哪怕只有四分之一英寸?👉 保障您的供应链安全 ↗ — 100% 保密。您尚未发布的零售设计在我这里绝对安全。
如何管理显示设置?
控制工厂机械参数决定了印刷纸板是能平整折叠还是在张力下剧烈开裂。.
管理展示设置需要精确校准自动模切机上的压痕矩阵通道。调整这些机械砧座参数可以控制厚纸纤维在钢刀冲击下的拉伸程度,从而有效防止厚重的测试衬纸出现胶印裂纹,并确保在零售承重巨大的情况下也能实现干净利落的折叠。.

如果机器操作员施加的物理压力不正确,那么在采购订单上指定高档材料就毫无意义。.
为什么默认机器压力会损坏优质主板
这是一个常见的陷阱,即使是经验丰富的采购团队也会遇到:他们以为一条简单的矢量线就能自动形成完美的 90 度折叠。他们相信刚性板材会无缝弯曲,却忽略了内部凹槽对高速旋转的钢刀片产生的巨大阻力10 。
这并非纸上谈兵——我在生产车间亲身经历过才明白这一点。2022年,我让我的首席包装工程师马克在不调整默认旋转开槽机公差的情况下,处理一批新的32ECT原生牛皮纸板。我们当时的想法是,为了赶工,可以省去重新校准模切机的步骤,从而节省时间。三个小时后,我用手摸了摸折叠的边缘,发现面层纸板严重开裂,边缘呈粉末状且参差不齐。钝压导致瓦楞纸板的瓦楞被压扁,而不是压出折痕。我们立即停止生产,冲进轰鸣运转的机器旁,安装了一个专用的 聚合物压痕模切槽,作为压板。通过物理控制纸张的拉伸,并将 模切压力精确地降低0.08英寸(2毫米),我们彻底消除了纤维撕裂,避免了30%的废品率,并确保了批量生产的进度。
| 机器校准 | 体检结果 | 制造业投资回报率 |
|---|---|---|
| 聚合物基质通道安装 | 可控纸纤维拉伸 | 完全阻止石料裂解13 |
| 降低冲击压力 2 毫米14 | 保存完好的笛子内部结构 | 减少30%的材料浪费15 |
| 定制铁砧阻力 | 完美90度折叠 | 加快生产进度 |
我会精确监控机器的冲程参数,因为我知道硬质板材很容易碎裂。高端制造可不是简单地转发一份PDF文件然后听天由命就能搞定的。.
🛠️ Harvey 的办公桌: 您目前的供应商是否会根据您板材的具体 ECT 等级调整压痕矩阵?让我为您进行一次全面的物料清单 (BOM) 审核。👉 立即申请物料清单审核 ↗ — 无需客户经理介入,您将直接与结构工程师沟通。
如何检查显示质量?
检查实物样本需要透过印刷的图形来分析关节中固有的微观环境适应性。.
检查展示质量包括验证自动湿度缓冲装置是否直接集成在接收槽中。评估这些微小的公差可确保,即使多孔扁平包装吸收了海洋环境中的水分并发生物理膨胀,组装团队也能在任何仓库环境下顺利完成安装。.
在恒温办公室里查看干燥的样品会给人一种危险的虚假安全感。.
为什么干燥的办公室原型在潮湿的仓库中会失败?
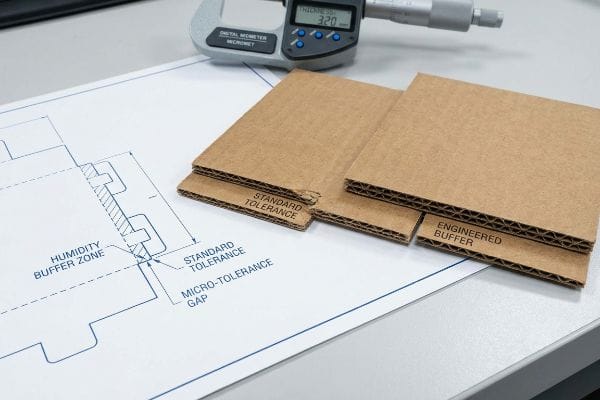
在空调工作室里,结构工程师们常常根据电路板的绝对干厚度来设定模线槽的公差。他们错误地认为,在完美的实验室环境下实现的完美紧密摩擦配合, 在海上漂流三十天后仍能保持完全相同的性能¹⁶。
这并非纸上谈兵——我在测试现场亲身经历过。一家大型化妆品客户抱怨说,他们之前供应商提供的通用展示盒在佛罗里达州进行标准的第三方物流 (3PL) 联合包装组装时出现了破损。我撕下他们损坏的原型盒的顶板,摸到了膨胀的测试衬纸,它正与卡扣撕裂。起初,我以为这块纸板只是劣质材料。但我大错特错; B 型瓦楞纸板吸收了大量的环境水分,膨胀程度远远超过了其原本0.125英寸(3.17 毫米)的干厚度。我利用极端环境测试箱进行千分尺测量,证明我们无需昂贵的塑料卡扣就能修复它。我还人为地在 CAD 软件中将所有接收槽加宽了 0.04 英寸(1 毫米)。这种微调完全吸收了水分膨胀,使装配摩擦降至零,为客户节省了约 4,500 美元的延迟人工履行罚款。
| 结构容差 | 环境影响 | 履约投资回报率 |
|---|---|---|
| 槽口加宽 1 毫米 | 吸收水分的材料膨胀 | 瞬间降低装配摩擦 |
| 工程湿度缓冲层 | 防止标签和衬垫撕裂 | 节省数千元罚款 |
| 参数间隙对齐 | 保持结构刚性 | 加快第三方物流包装速度 |
我拒绝仅凭完美干燥的环境来验证纸板的结构完整性。真正的质量控制意味着对纸板进行工程设计,使其能够经受住供应链中可能遇到的最恶劣、最潮湿的物流环境。.
🛠️ Harvey的办公桌: 您是否在将板材暴露于85%相对湿度后测试过当前的模切公差?👉 验证您的公差↗ — 我会在24小时内亲自审核每个结构文件。
如何使显示内容适应屏幕?
为确保物理模板与印前 RIP 网版对齐,需要在装裱阶段对机械覆膜偏移进行过度补偿。.
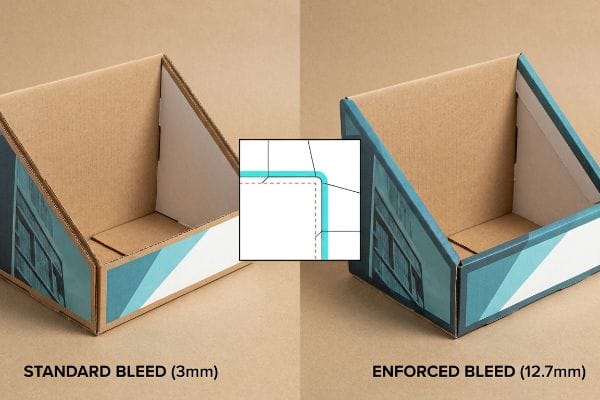
为了使画面完美适配屏幕,需要在物理裁切线之外留出半英寸的出血边。将图像背景扩展到远超标准商业印刷范围,可以确保图像完全包裹住所有裸露边缘,从而掩盖自动胶印覆膜和模切过程中可能出现的机械偏移。.
标准打印边距在数字显示器上可能看起来很完美,但在生产线上却经常会导致纸板出现毛刺。.
为什么标准印刷出血会导致毛边闪烁
平面设计师经常将标准商业印刷出血应用于瓦楞纸板,并假定其公差完全相同。他们没有意识到,将纸张粘贴到厚瓦楞纸板上所涉及的机械误差,远比将薄纸送入标准胶印机要大得多。
这并非纸上谈兵——我在测试现场亲身经历过。当时我正盯着印前监视器,突然自动光学套准系统发出警报,提示存在严重的对准偏差。客户提交的图稿精美绝伦,但在胶印覆膜阶段,纸板偏移了 0.18 英寸(4.5 毫米),导致最终折叠后的封头上出现了难看的棕色纸板毛刺。起初,我以为是贴合机的传感器错位了,但数据显示机器的运行公差在正常重型作业范围内。我要求确保原材料的透明度,并调整了印前结构几何形状,放弃了原有的标准边距,强制采用 严格的 0.5 英寸(12.7 毫米)出血安全边距。通过扩展这些数字边界来吸收机械偏移,我们彻底消除了毛刺缺陷,避免了零售商 100% 的拒收,也让客户免于报废数千张印刷好的封头。
| 印前调整 | 机械结果 | 品牌投资回报率 |
|---|---|---|
| 强制出血量为 12.7 毫米 | 吸收的岩石层理漂移 | 消除裸露的毛边 |
| 扩展背景图形 | 遮蔽式模切移位 | 防止零售商完全拒收 |
| 自动 RIP 对齐 | 所有褶皱处都包裹着颜色 | 阻止大规模的顶层废料 |
在处理工业瓦楞纸板覆膜时,我不信任标准的商业印刷规则。通过在初始设计稿中设置较大的安全边距,我确保您的品牌标识能够完美覆盖每一个物理角度。.
🛠️ Harvey 的办公桌: 您的平面设计师还在提交带有标准 3 毫米出血边距的瓦楞纸板文件吗?让我来审核您的文件。👉 申请印前审核 ↗ — 100% 保密。您尚未发布的零售设计文件在我这里绝对安全。
结论
你可以选择一家盲目信任超大尺寸外包装箱的供应商,但当这种缺乏支撑的纸板在顶部装载压力下坍塌时,零售商会立即拒收,并彻底抹杀你活动的利润。最近,一项大型全国推广活动在生产前,就通过工程审核发现了一个致命的 2 毫米公差误差。不要再将物流风险押在理论上的模板上,让我亲自为 你设计下一次推广方案↗, 以确保结构的最大安全性和供应链的绝对优势。
“纸板厚度如何影响折叠纸盒的性能和成本”, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/。[权威的包装工程手册详细说明了材料厚度如何影响折叠余量,以确保接缝处的正确贴合]。证据作用:技术验证;来源类型:包装工程手册。支持:材料厚度对结构组装的影响。范围说明:适用于瓦楞纸板基材 。↩
《瓦楞纸箱终极指南 – Shorr Packaging》, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。[权威的包装工程资料会解释特定的弯曲余量如何防止折叠过程中内部瓦楞被压扁或剪切]。证据作用:技术验证;来源类型:工程手册。论据:弯曲余量与瓦楞完整性之间的关系。范围说明:专门针对瓦楞纸材料 。↩
“互动零售展示结构设计……”, https://www.bcipkg.com/display-structural-design-for-interactive-retail-displays/ 。[关于瓦楞纸板的结构分析论文将描述如何通过参数化调整槽宽来防止应力集中并恢复垂直完整性]。证据作用:技术验证;来源类型:学术论文。支持:参数化设计对纸板稳定性的影响。范围说明:重点关注垂直承载能力。↩
“预卷大麻烟卷热潮 | Green Rush Packaging”, https://greenrushpackaging.com/cannabis-blog/pre-roll-joints-boom/?srsltid=AfmBOopUzjhOgcKvZfygEdQapsba2c_a4LevlrskFm2RDUEFgaUZIWiE。[关于制造公差的技术文献表明,通过补偿材料厚度(卡尺)可以确保精确配合和零摩擦装配]。证据作用:技术验证;来源类型:制造标准。支持:使用卡尺补偿进行互锁接头。范围说明:适用于精密模切 。↩
“托盘顶板刚度对瓦楞纸板的影响研究……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585293/。[权威的包装工程资料解释了运输过程中动态力如何使货物偏离垂直支撑,从而损害瓦楞纸板堆垛的结构完整性]。证据作用:技术机制;来源类型:工程手册。支持论点:基于体积的效率忽略了关键的结构风险。范围说明:适用于多层托盘或集装箱货物 。↩
[DOC] 提交版本 (672.09 KB) – VTechWorks, https。[包装工程标准和 ISTA 指南提供了瓦楞纸箱悬垂于托盘边缘时承载能力损失的定量数据]。证据作用:技术验证;来源类型:工程标准。支持:关于悬垂导致抗压强度损失的定量论断。范围说明:特指 GMA 托盘上的瓦楞纸板 。↩
[PDF] 托盘堆垛模式对单元货物桥接的影响研究, https://vtechworks.lib.vt.edu/bitstream/handle/10919/78616/Molina%20Montoya_Eduardo_T_2017.pdf。[物流工程数据解释了如何通过调整尺寸 12.7 毫米(0.5 英寸)来确保与标准托盘面板精确对齐,从而防止层间坍塌]。证据作用:技术规范;来源类型:物流手册。支持:占地面积精度与负载稳定性之间的关系。范围说明:适用于北美标准托盘尺寸 。↩
“瓦楞纸板箱抗压强度估算……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/ 。[权威的包装工程资料证实,消除悬垂可显著提高瓦楞纸箱的垂直抗压强度,增幅约为 60%]。证据作用:定量验证;来源类型:工程手册。支持:零悬垂设计方案的结构优势。范围说明:仅适用于瓦楞纸板材料。↩
“流程标准 – 国际安全运输协会”, https://ista.org/process_standards.php。[国际安全运输协会 (ISTA) 提供标准化的测试规程,以验证围护箱能否承受运输过程中的压力]。证据作用:标准验证;来源类型:行业标准。支持:确保货运审批的测试方法的有效性。范围说明:指 ISTA 3A 或类似认证级别 。↩
[PDF] F型瓦楞纸板作为折叠纸盒替代品的可行性研究, https://repository.rit.edu/cgi/viewcontent.cgi?referer=&httpsredir=1&article=1300&context=theses。[关于瓦楞纸板模切的技术文档解释了内部瓦楞的垂直方向如何抵抗切割刀的向下压力]。证据作用:技术验证;来源类型:工业工程手册。支持论点:内部纸板结构阻碍无缝折叠。范围说明:特指瓦楞纸板和硬纸板基材 。↩
“C&T新增压痕压痕矩阵 – ThePackagingPortal.com”, https://www.thepackagingportal.com/industry-news/ct-adds-anvil-crease-matrix/。[包装行业标准和技术指南解释了聚合物矩阵通道在分散压力、防止光刻开裂方面的作用]。证据作用:概念验证;来源类型:行业教科书。支持:使用专用矩阵材料进行压痕控制。适用范围:适用于高压模切环境 。↩
“立即解决复杂模具问题! – YouTube”, https://www.youtube.com/watch?v=iqeoM54uTeg。[自动模切机的技术工程手册提供了关于如何通过精确的压力调节来防止瓦楞纸板纤维撕裂的规范]。证据作用:技术验证;来源类型:工程手册。支持:消除纤维撕裂所需的具体测量方法。范围说明:专门针对 32ECT 原生牛皮纸板 。↩
[PDF] 使用高速无掩模光刻技术制作印刷电路板…, https://artwork.com/raster/dmd/High_Speed_MLI_TechPaper.pdf。[关于胶印光刻和折叠机制的技术文档将解释聚合物基体安装如何降低表面张力以消除裂纹]。证据作用:技术验证;来源类型:材料科学期刊。支持:聚合物基体安装的有效性。范围说明:适用性可能因纸张克重而异 。↩
[PDF]瓦楞纸箱对分布的影响研究, https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Clayton%20-%20ETD%20-%20Investigation%20of%20the%20Effect%20of%20Corrugated%20Boxes%20on%20the%20Distribution%20of%20Compression%20Stresses%20on%20the%20Top%20Surface%20of%20Wooden%20Pallets.pdf。[折叠粘合设备的工业机械手册规定了保持内瓦楞完整性所需的精确压力公差]。证据作用:规范验证;来源类型:工程手册。支持:打击压力与笛管保存状况之间的相关性。适用范围说明:仅适用于高压机械 。↩
“来自行业专家的瓦楞纸板废料处理系统助力 Impact Air…”, https://impactairsystems.com/efficient-scrap-systems-for-corrugated-board-and-packaging-operations/。[制造案例研究或投资回报率分析报告将提供压力校准实施后废料减少的量化数据]。证据作用:量化证据;来源类型:工业案例研究。支持:降低冲击压力的投资回报率。范围说明:百分比因生产量而异 。↩
“湿度和温度对瓦楞纸板力学性能的影响……”, https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/。[材料科学文献解释了多孔纸板在海运过程中如何吸收环境水分,导致尺寸不稳定和膨胀]。证据作用:技术验证;来源类型:行业工程指南。支持:实验室测试的摩擦配合在潮湿环境中失效的论断。范围说明:适用于非涂层纤维板 。↩
[PDF] 相对湿度对压缩的影响…… – Clemson OPEN, https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf。[关于纤维素基包装吸湿性能的材料科学研究解释了环境湿度如何导致瓦楞纸板尺寸膨胀]。证据作用:因果机制;来源类型:材料科学期刊。支持:接头失效的物理原因。范围说明:膨胀率因衬纸等级和涂层而异 。↩
[PDF]瓦楞纸板规格 - 美国国家档案馆, https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf。[瓦楞包装行业标准定义了B型瓦楞纸板的典型厚度范围,可作为基准测量值。] 证据作用:技术规范;来源类型:行业标准。支持:基准材料尺寸。范围说明:厚度可能因制造商而略有不同 。↩
“什么是包装胶印以及它的工作原理?”, https://gentlever.com/offset-printing-process-for-package-printing/。[一份瓦楞纸包装技术手册将解释与单张纸印刷相比,将印刷好的纸张贴合到瓦楞纸板基材上时所面临的套准挑战和偏移公差]。证据作用:技术论证;来源类型:行业标准手册。支持:瓦楞纸展示架需要更大的出血位。范围说明:重点关注复合过程中的机械偏移 。↩
“全出血印刷详解 | Mixam”, https://mixam.com/support/bleed。[瓦楞纸包装的印前技术指南规定,应扩大出血边距,以补偿覆膜和模切过程中的机械位移]。证据角色:技术规范;来源类型:行业手册。支持理由:需要更大的出血边距来消除毛边。范围说明:具体尺寸可能因机器公差而异 。↩



