了解包装设计图可以避免代价高昂的生产错误。正确解读这些文件能够弥合数字设计与实体零售包装结构完整性之间的差距。.
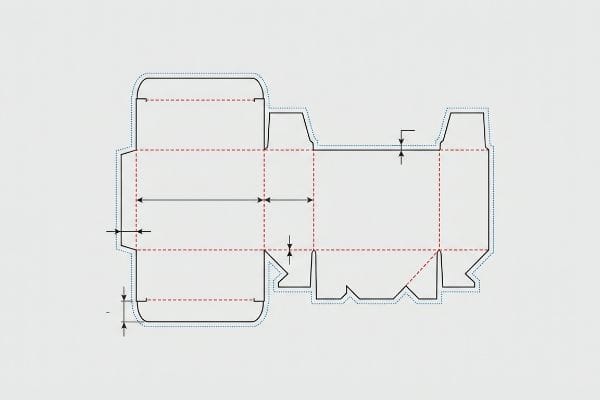
读懂模切线需要理解它是三维结构包装的二维图纸。它利用特定的机械矢量路径,精确地标示出切割线、折叠线和出血区域。这份数学蓝图决定了平面瓦楞纸板如何转化为可用于零售的实体展示品。.
从数字屏幕到工厂车间,需要将这些蓝图视为工程文件,而不仅仅是视觉画布。.
模切线长什么样?
乍一看,结构图纸就像一张由交错的彩色图形组成的复杂网络。它们是功能性的蓝图,精确地告诉机器如何操作厚纸板。.
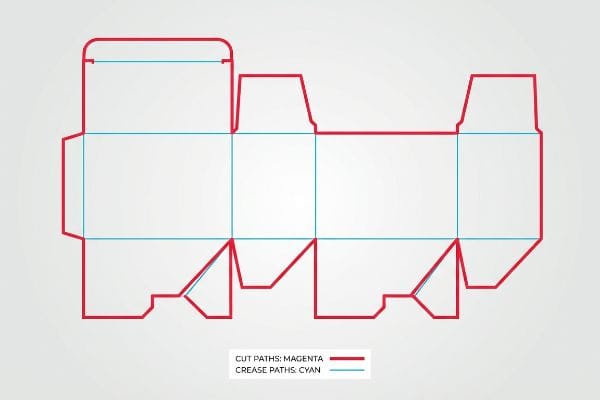
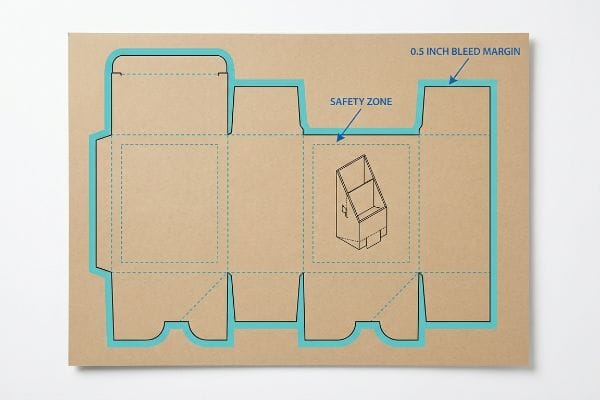
模切线看起来像是叠加在平面图稿上的彩色矢量线条。实心红色路径通常代表硬切线,而青色线条则表示结构折痕。这些特定颜色的线条指示自动切割机在纸板基材上精确地切割或压痕。.
在显示器上看到这些色彩缤纷的几何图案,与了解自动化数控 (CNC) 机床如何处理它们完全是两回事。.
色彩背后的机械真相
图形设计团队通常使用标准的 CMYK(青色、品红色、黄色、黑色)线条勾勒出黑色轮廓,以此标明展示品的裁切或折叠位置。他们将蓝图视为标准插图,并假定工厂设备能够直观地将黑色线条识别为物理指令。这种方法源于商业纸张印刷,在商业纸张印刷中,仅凭视觉线条即可引导简单的裁切机。.
提交黑色轮廓图的问题在于 自动裁切机¹无法读取图形视觉数据,它们读取的是分配给矢量线条的绝对专色名称。即使是经验丰富的采购团队也常常会遇到这样的陷阱:收到的印刷样品上清晰可见黑色轮廓图,但实际上并没有听到切割刀片发出的嗡嗡声。我始终坚持一条严格的印前规则:结构路径必须转换为绝对 机械专色²,例如,切割线使用 100% 品红色,折痕线使用 100% 青色。如果保留黑色轮廓图,机器软件会将它们合并到图稿图层中。将这些路径转换为真正的机械矢量,可以确保钢刀模具完美地与 32ECT(边缘抗压测试)瓦楞纸板接触,而不会损坏印刷好的面层,从而将组装时间缩短约 20%,并避免数千美元的印刷错误材料浪费。
| 结构元素 | 机械矢量指令 | 制造误差的后果 |
|---|---|---|
| 贯穿线 | 100% 品红色专色3 | 路由器忽略路径;图形打印时带有黑色边框。. |
| 折痕/压痕线 | 100% 青色专色 | 由于缺乏砧压,纸板会断裂而不是折叠。. |
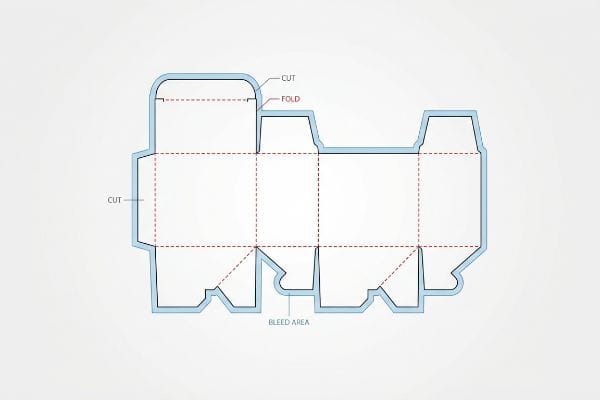
| 出血安全区4 | 0.5 英寸(12.7 毫米)延长 | 折叠处露出裸露的棕色原木纹。. |
我绝不会让未经结构矢量审核的艺术文件进入生产车间。将视觉层与机械布线层分离,是确保最终展示品保持预期几何形状的唯一方法。.
🛠️ Harvey 的办公桌: 不确定您的图形图层是否会干扰 CNC 加工路径?👉 获取免费的预检文件审核 ↗ — 直接联系我。我保证绝无任何自动销售垃圾邮件。
包装中的模切线是什么?
结构模板是任何零售展示的基础架构。它在任何油墨滴到基材上之前,就以数学方式定义了空间关系。.
包装模切线是一种精确的数学模板,确保平面图案与三维组装结构完美对齐。它作为最终的边界标准,防止印刷图案在生产过程中移位到折叠区域或超出瓦楞纸板边缘。.
一旦你不再将这些模板视为平面画布,而是开始将它们视为三维建筑边界,你的整个生产过程就会发生转变。.
从平面画布到三维建筑
品牌团队经常试图绕过结构工程,让设计师直接在网页排版工具中绘制自定义的互锁卡扣。他们固定视觉形状,假设如果在平面屏幕上看起来几何形状合理,那么实际的纸板在生产线上也能完美折叠和锁定。这种假设的前提是纸板没有物理厚度。.
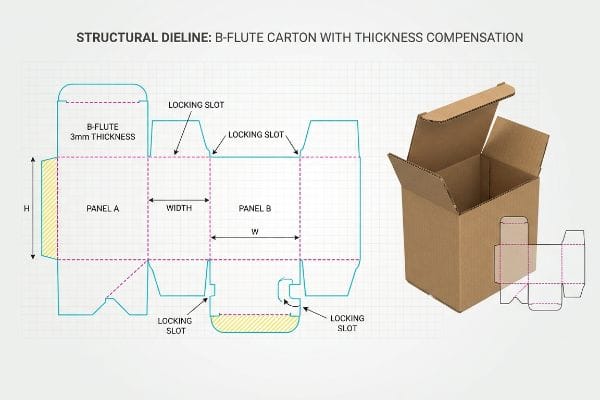
5 板材的物理厚度会 彻底改变模板的数学要求。如果在基础布局软件中创建互锁槽时没有计算材料的物理厚度(例如 3 毫米(0.11 英寸)的 B 型瓦楞纸板),那么当联合包装团队试图将面板以 90 度角强行拼合时,印刷好的板材会发生剧烈弯曲或撕裂。我始终提供 生成的锁定式预设计 PDF 文件6。这确保了复杂的弯曲余量和材料厚度补偿算法在应用图形之前就已经嵌入到几何模型中。通过防止设计人员覆盖结构数学模型,我们消除了交付过程中的摩擦,预计可降低 15% 的联合包装人工成本,并确保展示架能够稳固地承受 2,500 磅(1133 公斤)的动态俱乐部商店负载。
| 结构概念 | 材料物理应用 | 履行线影响 |
|---|---|---|
| 卡尺补偿 | B型槽厚度3毫米(0.11英寸)7 | 如果忽略折叠半径,互锁槽会发生压扁。. |
| 动态 BCT 负荷 | 垂直纹理方向排列8 | 展示架在 2,500 磅(1133 公斤)重的仓储式商店托盘下发生弯曲变形。. |
| 栅格导出失败 | 连续向量路径的丢失 | 数控刀片抬起,留下参差不齐的纸板屑。. |
我对待每一个模板都如同对待平面设计师与钢模之间严谨的数学契约。忽略瓦楞纸板的物理厚度,必然会导致包装线上出现灾难性的装配故障。.
🛠️ Harvey 的办公桌: 您的自定义展示板形状是否经过数学校准,以适应 B 型瓦楞纸板的厚度?👉 领取您的 ArtiosCAD 自定义模板 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
模线的规则是什么?
严格的结构规范决定了艺术作品与折叠区域的交互方式。违反这些印前规则必然会导致最终装订过程中出现严重的视觉缺陷。.
模切线的主要规则包括严格将所有关键文本保持在指定的安全边距内,将图稿完全延伸到外部出血路径,并将所有结构切割线和折痕线保持在锁定的单独矢量图层上,以防止在图形设计过程中意外更改。.
了解理论上的安全裕度很有帮助,但将其应用于胶印层压瓦楞纸板的具体力学原理,才是真正专业知识发挥作用的地方。.
光刻层压偏移因子
应用标准的商业印刷出血边距,一般约为 0.125 英寸(3 毫米) 瓦楞纸板展示架 。他们假定薄纸传单的商业印刷公差同样适用于厚重的销售点展示架。这种假定基于工厂自动化装裱机不存在任何机械偏差的假设。
胶印覆膜工艺的化学和物理特性打破了这种假设。使用水性聚乙烯醇(PVA)胶粘剂将湿润的印刷面层粘贴到厚实的E型瓦楞纸板上,这一物理过程本身就存在很大的 机械公差,尤其是在自动装裱过程中9</sup>。如果仅提供标准的3毫米(0.125英寸)出血,湿润厚重的胶水固化时,纸板的轻微位移会导致毛边,这意味着最终折叠后的展示品上,裸露的棕色纸板边缘会完全暴露出来。我严格要求 至少留出0.5英寸(12.7毫米)的出血边<sup>10</sup> 。如此大的出血边距就像一张工程安全网,防止覆膜过程中发生位移,确保印刷图案完美包裹每一个裸露的边缘,彻底避免因视觉呈现不佳而导致零售商高额退款。
| 模线规则类别 | 工厂车间标准 | 不遵守规定的后果 |
|---|---|---|
| Litho-Lam 出血11 | 最小边距 0.5 英寸(12.7 毫米)。 | 折叠边缘露出棕色原木纹理。. |
| 文本安全边距 | 与折痕保持 0.25 英寸(6.35 毫米)的距离 | 文字在折叠半径处出现裂缝或消失。. |
| 胶水翻盖遮蔽12 | 浆糊区域无油墨/清漆 | PVA粘合剂无法粘合,导致显示器坍塌。. |
如果文件出血量超过半英寸,我会在印前阶段直接拒绝。强制预先扩展图稿尺寸是防止高速覆膜设备不可避免的机械偏移的唯一方法。.
🛠️ Harvey's Desk: 还在为高端零售展示架上露出的棕色纸板边缘而烦恼吗?👉 索取我们的工厂印前检查清单 ↗ — 无需填写表格,避免没完没了的销售电话。只有纯粹的价值。
在模切线上,虚线表示什么?
虚线路径表示结构上的改变,而非完全分离。它指示机制在不破坏基质连续性的前提下,有策略地削弱基质。.
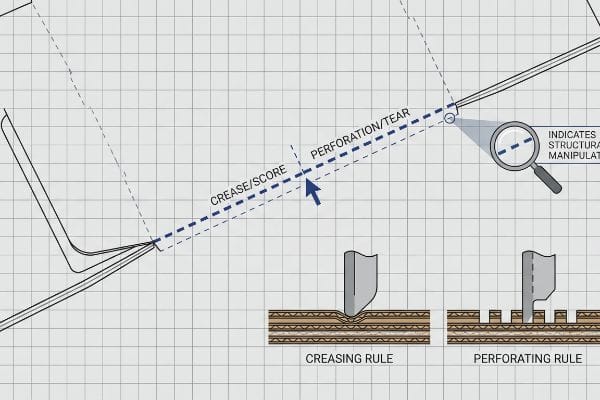
虚线表示实物材料上的折痕、划线或穿孔。它精确地标示出瓦楞纸板折叠成三维结构的位置,或者消费者撕下可移除部分(例如干净的顶部标签或零售包装窗口)的位置。.
但是,当机器开始运行时,仅仅了解理论是不够的;如果电路板的化学性质没有得到尊重,一个简单的虚线矢量就可能导致灾难性的材料故障。.
为什么标准压痕工艺在工厂车间会失效
采购团队通常看到虚线折痕就想当然地认为工厂只是用钝刀在纸板上压出完美的90度折痕。他们盲目相信折痕路径,认为任何纸板都能自然地承受钢刀模具的压力。这种想法完全忽略了纸张纤维的物理强度和抗拉强度。.
在生产一批重型仓储式超市展示盒时,我最初批准使用标准平板压痕法对高密度32ECT原生牛皮纸测试衬纸进行压痕。然而,当模具接触纸板时,巨大的压力导致内部瓦楞瞬间弯曲,发出一声巨响,导致印刷面纸沿压痕区域严重开裂。我不得不停止生产线,读取千分尺读数以进行结构复位。解决方案是放弃平板压痕法,并在切割板上安装一个特殊的 凹形压痕槽13。 这个聚合物压痕槽如同砧座,精确控制钢刀接触时坚韧的原生牛皮纸纤维的拉伸程度,从而彻底消除胶印开裂。采用这种动态压痕槽保持了折叠处的结构完整性,使展示盒的BCT(箱体压缩测试14)得分提高了15%,避免了因品牌形象受损而被零售商立即拒收。
| 教科书理论/设计者的假设 | 实体工厂的现实/后果 | 哈维的结构工程修复方案 |
|---|---|---|
| 简单的钝角划痕即可形成完美的 90 度折痕 | 瓦楞纸板压碎和严重的面层开裂 | 聚合物雌性基质褶皱通道。.15 |
| 标准B型瓦楞纸板折痕公差 | 高湿度会导致纸张膨胀和撕裂。 | 设计一个 1 毫米(0.04 英寸)的湿度间隙缓冲层。. |
| 标准穿孔切口率 | 运输过程中的震动会撕裂穿孔的撕拉式包装。 | 计算出的缺口率经 ISTA 3A 跌落试验验证。.16 |
我从不相信理论上的虚线能压平厚重的衬纸。你必须在印刷机上对砧座通道进行物理设计,否则厚重的纸张纤维在折叠过程中必然会断裂。.
🛠️ 哈维的办公桌: 您知道您目前的供应商是否使用了合适的矩阵通道来防止折叠开裂吗?👉 申请免费材料应力测试 ↗ — 我会在 24 小时内亲自审核每一份结构文件。
结论
忽略数字蓝图上的材料厚度和层压偏移公差,必然会导致严重的胶印开裂,预计会使装配线速度降低 30%,并引发零售商高额退款。超过 500 位品牌经理使用我们的印前检查清单来避免这些致命的早期错误。不要再凭感觉猜测机器公差了,让我通过我们的 免费模切线预检审核服务 ,以便在您浪费资金进行批量生产之前发现结构几何错误。
对于任何从事包装或展示品生产的人来说,了解自动切割台至关重要,因为它有助于避免代价高昂的错误并优化工作流程。. ↩
了解机械专色可以确保您的设计被工厂设备正确解读,从而节省时间和金钱,防止生产错误。. ↩
了解 100% 品红色专色的作用有助于确保路由器切割的准确性,并防止印刷图形中出现不必要的视觉边界。. ↩
了解出血安全区可以帮助您避免原材料外露,并提高包装折叠角的质量。. ↩
了解板材厚度的影响对于制造能够正确折叠的包装至关重要,并且可以避免在组装过程中出现代价高昂的错误。. ↩
通过探索此资源,我们将了解 ArtiosCAD 如何通过防止包装设计中的结构错误来确保几何形状的准确性并降低人工成本。. ↩
了解 B 型瓦楞纸板的厚度有助于优化包装的强度和耐用性,这对于在运输和储存过程中保护产品至关重要。. ↩
研究垂直晶粒方向排列可以揭示材料取向如何影响承载能力,并降低包装结构失效的风险。. ↩
了解自动化安装过程中的机械公差对于确保印刷质量和避免瓦楞纸板展示架生产中代价高昂的错误至关重要。. ↩
了解更大的出血边距的重要性有助于防止视觉缺陷和零售商退款,从而确保胶印覆膜展示品的专业效果。. ↩
了解胶印覆膜出血有助于确保您的包装看起来专业,并避免裸露的毛边,这会影响产品展示效果。. ↩
了解胶粘封口遮蔽技术可以防止粘合剂失效,确保您的包装保持坚固并维持其结构完整性。. ↩
了解阴模压痕通道如何防止胶印开裂并增强包装的结构完整性,从而节省成本并提高产品质量。. ↩
了解 BCT 评分有助于确保您的包装符合强度要求,降低被拒收的风险,并保护品牌美观。. ↩
了解聚合物阴模压痕通道如何防止瓦楞纸板压碎和胶印开裂,从而提高包装的耐用性和质量。. ↩
了解为什么 ISTA 3A 跌落测试对于验证缺口率至关重要,确保易撕型结构能够承受运输振动。. ↩



