
您批准了色彩鲜艳的数码样稿,但最终 纸板展示品 却显得暗淡无光、颗粒感很强。这种情况屡见不鲜。让我们来剖析一下商业色彩复制的原理。
要了解 CMYK(青色、品红色、黄色、暗色)的工作原理,需要知道胶印机将四种透明油墨分层印刷。在高速商业生产过程中,这些油墨通过微观重叠的半色调网点组合在一起,将数百万种不同的颜色变化直接呈现在承印物上。.

弥合数字艺术作品与实体纸板之间的差距,是大多数包装项目能否成功或需要昂贵重印的关键所在。.
胶印使用CMYK吗?
当您将文件发送到商业印刷厂时,四色印刷是基本标准,但它在未密封的纸板上的表现与在光面杂志页面上的表现截然不同。.
是的。胶印使用CMYK四色印刷来创建全彩图像。标准的商用印刷机通过单独的金属印版来印刷这四种基本油墨。然而,如果仅仅依靠这种工艺来制作品牌标识,往往会导致视觉上的色彩融合失败,因此,为了获得对比度高、效果一致的零售包装,专色印刷是必不可少的。.

了解基本流程很有帮助,但将湿墨水注入多孔测试衬纸的实际情况会改变一切。.
瓦楞纸板制造中的半色调网点现实
即使是经验丰富的品牌团队也经常将企业标识导出为标准的四色格式,想当然地认为工厂印刷机能够完美匹配他们的数码屏幕。他们完全依赖于青色、品红色、黄色和黑色的理论混合来构建文件。在标准的商业环境中,使用涂布纸印刷时,这种方法通常效果不错,但 结构性包装则引入了完全不同的物理基材¹。
我经常看到客户在未经处理的多孔瓦楞纸板上印刷大面积的实心背景元素时,就会遇到这种陷阱。 标准的四色印刷依赖于微小的重叠半色调网点², 这些网点会不均匀地渗入纸张纤维。我曾经亲眼目睹一个漂亮的深蓝色标志在工厂车间变成了一团颗粒粗糙、浑浊不堪的糊状物,因为湿墨会迅速渗入未密封的纸板中。当纸张通过印刷滚筒时,你可以清晰地听到粘稠的油墨拉扯着纸纤维的声音。为了解决这个问题,我要求对主要标志采用专色全幅印刷工艺,使用专门调配的PMS(潘通配色系统)油墨,而不是光学网点混合。这种简单的改变就能用浓密、均匀的颜料覆盖层取代浑浊的半色调颗粒,确保您的品牌在20英尺(6米)外依然清晰可见,同时 还能减少大约15%的印前浪费³。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 采用四色印刷工艺制作标志 | 强制使用特定潘通专色油墨。4 | 确保高对比度的品牌可见性 |
| 直接在未密封的测试衬垫上印刷 | 先涂一层水性底漆5 | 防止墨水渗漏和画面模糊。 |
| 忽略纸张基材的吸水性 | 根据纸张类型校准印前配置文件6 | 避免了代价高昂的全批重印 |
我绝不会在未事先告知客户的情况下,直接在未经处理的测试纸上印制厚重的四色标志。在印前阶段,切换到专色只需五分钟,却能避免在商店里造成巨大的品牌形象损失。.
🛠️ Harvey 的工作台: 担心您的 logo 印在实体包装盒上会显得模糊不清?👉 发送您的平面图文件 ↗ — 直接联系我。我保证绝不发送任何自动销售垃圾邮件。
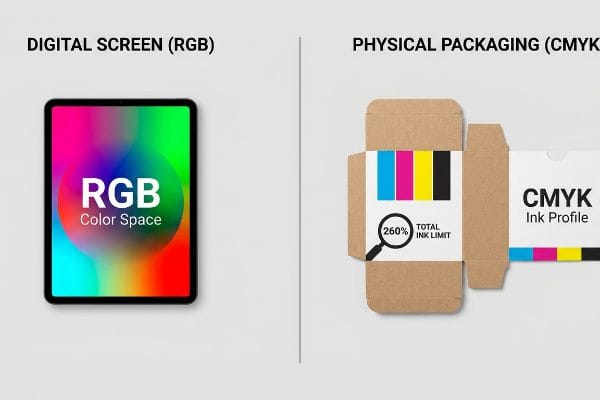
为什么CMYK在屏幕上看起来颜色发白?
显示器利用光线来呈现明亮的图像,而印刷机则使用吸收光线的颜料。这种机械差异导致了令人头疼的画面暗淡效果。.
CMYK 在屏幕上看起来色彩寡淡,是因为电脑显示器使用 RGB(红、绿、蓝)色彩模式发光,从而实现了更广的色域。当转换软件模拟用于实际印刷的较窄的四色油墨光谱时,鲜艳的霓虹色和高饱和度色调自然会显得暗淡而缺乏层次感。.

但意识到办公室显示器上的这种颜色变化仅仅是包装供应链中的第一个障碍。.
克服零售环境的光吸收物理特性
即使是经验丰富的设计师,也常常依赖图形软件的自动色彩转换设置,想当然地认为他们在校准过的办公屏幕上看到的颜色就是工厂最终输出的颜色。他们会试图通过数字方式提高饱和度来弥补色调偏暗的问题,实际上是在猜测最终的实际效果。这种做法会造成一种危险的虚假自信,并最终导致大规模生产。.
在我的工作室里,我经常截获一些文件,这些文件的美术指导试图通过过度饱和数字文件来“修复”褪色效果。事实上,你的智能手机和办公显示器都带有自动校正功能,这会完全掩盖油墨在纸张上的物理化学性质。我记得有个客户因为在刺眼的荧光灯下,样品看起来比屏幕上显示的要暗,就拒绝接收了。我唯一相信的真相,就是分光光度计在 标准D50光照下 。我们实际扫描拉样,测量 数学上的Delta-E偏差从而完全绕过数字屏幕的视觉错觉。通过相信实际的光线测量结果,而不是屏幕亮度,我们避免了整批产品被严格的 零售商 。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 相信数字屏幕的色彩 | 在D50光照下使用分光光度计9 | 保证货架上品牌完全一致 |
| 通过数字方式提升饱和度以进行补偿 | 扫描物理油墨涂布样品10 | 消除零售买家主观拒收因素 |
| 在办公室灯光下审阅校样 | 在实际商店荧光灯下检查样张11 | 防止强光破坏画面 |
别再试图用图形软件的滑块来对抗光线的物理规律了。我只依赖实物色卡数据,因为零售买手在货架间穿梭时,根本不会在意你办公室电脑屏幕上的显示效果。.
🛠️ 哈维的办公桌: 您还在用未经校准的智能手机屏幕审核包装设计稿吗?👉 申请实物绘制 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
打印时使用 RGB 模式好还是使用 CMYK 模式好?
简而言之,答案完全取决于您的最终用途。数字资产依靠光线传播,而实体包装则对油墨量有严格的限制。.
CMYK 印刷更适合实体包装,而 RGB 则严格用于数码屏幕。将基于屏幕的文件提交给印刷厂会强制 RIP(光栅图像处理器)软件自动转换数据,这通常会导致印刷机上出现不可预测的颜色偏移、阴影浑浊和油墨饱和度过高等问题。.
将软件设置为正确的色彩空间虽然是一个好的开始,但隐藏的危险在于墨水总量。.
管理总墨水限制安全区
采购团队和平面设计师通常会提交精美的高对比度文件,这些文件在他们常用的设计软件中看起来非常惊艳。他们认为,只要文档的颜色模式设置正确,工厂的机器就能顺利完成剩下的工作。他们完全忽略了 实际沉积在纸板上的湿墨量¹²。
这是数字设计忽略机械限制的典型陷阱。将高饱和度的屏幕色彩转换为可印刷格式时,暗部通常需要同时使用青色、品红色、黄色和黑色的最大值。我曾经处理过一个项目,设计师要求深黑色背景的总油墨量 (TIL) 达到 340%。当如此大量的油墨接触到 0.12 英寸(3 毫米)厚的 32 ECT(边缘抗压测试)测试衬纸时,纸张立即起皱,纸张粘连在一起,未固化油墨的刺鼻气味弥漫了整个印刷车间。为了避免这种情况,我 强制执行 260% 的印前油墨量 (TIL) 参数。 通过在制版之前降低阴影部分的油墨密度,我们可以防止纸张变形,从而确保自动化生产线平稳运行,并避免数天的昂贵停机时间。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 提交的文件墨迹覆盖率超过 300%。 | 严格执行260%的总墨水限制 | 防止纸板变形和起皱 |
| 让工厂软件自动转换文件 | 手动调整印前阴影配置文件 | 防止出现浑浊和难以预测的暗色调 |
| 忽略湿墨干燥时间 | 将体积校准到特定基质 | 加快最终联合包装组装速度 |
你不能把大量的墨水直接倒在多孔纸上,还指望它能保持平整。我总是先检查墨水总量,因为结构变形的展示架根本经不起人流密集的零售环境。.
🛠️ 哈维的办公桌: 您的印刷商是否曾抱怨您的稿件用墨过多?👉 获取印前油墨审核 ↗ — 无需填写表格,避免没完没了的销售电话。只有纯粹的价值。
CMYK是8位还是16位?
数据文件的深度决定了可能出现的颜色变化数量,但工厂机器的运行必须在非常具体的物理公差范围内进行。.
CMYK可以是8位或16位,具体取决于软件设置。8位文件每个通道提供256个色调级别,这是商业印刷的标准基准。虽然16位文件包含的数据量更大,但标准胶印机无法在纸板上物理复制这些微小的数字渐变。.
但是,当机器开始运转,数字渐变变成物理网点增大问题时,仅仅了解理论是不够的。.
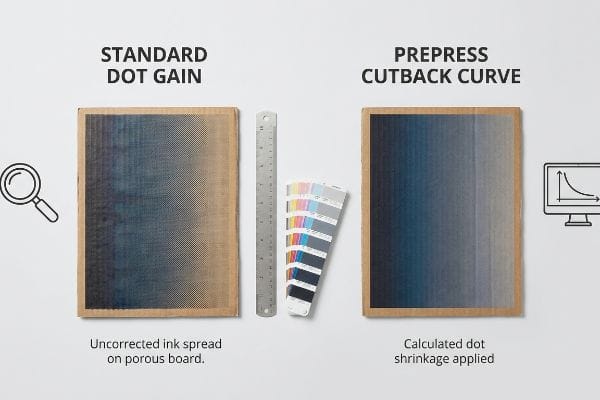
为什么标准点扩大法在工厂车间会失效
采购团队常犯的一个错误是,他们要求提供分辨率极高、数据量巨大的文件,并想当然地认为更多的数字信息就意味着更好的印刷效果。他们提供包含深渐变的大文件,期望工厂的制版设备能够完美地还原他们在显示器上看到的平滑过渡。然而,他们却忽略了 墨点在接触印版时会发生物理膨胀 。
在我的工厂里,我经常看到原本平滑漂亮的数字渐变在首印时变成生硬的条带状阶梯。这是因为高数据量文件没有考虑到机械网点增大——也就是 液态半色调网点在被瓦楞纸纤维吸收时会发生扩散的¹⁶。我用高倍放大镜测试这一点,发现当理论上测量出50%的网点时,它接触到纸张后往往会膨胀到65%。我记得当时刚从印刷机上取下一张过度印刷的纸张,摸起来粗糙潮湿,中间色调完全堵塞,破坏了视觉效果。解决方法是 ,直接在印前软件¹⁷ 。通过计算并人为地将数字网点缩小15%来补偿物理膨胀,我确保最终印刷的渐变效果完美平滑,避免出现严重的视觉缺陷,让您的品牌在货架上保持高端形象。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 无需点增益计算即可提供海量文件 | 应用数学缩减曲线18 | 保持渐变平滑且专业。 |
| 忽略纸张上液态墨水的膨胀 | 预先计算 15% 的网点收缩系数19 | 消除暗沉浑浊的中间色调 |
| 依赖通用机器配置文件 | 针对纸板孔隙率定制印前软件20 | 避免代价高昂的批量拒收 |
发送海量高数据文件并不能神奇地绕过物理定律。我总是会精心设计一条严格的缩减曲线来控制墨水的扩散,因为软件的精确性可以避免重型机械发生故障。.
🛠️ 哈维的建议: 别让2毫米的结构缺陷毁了500家门店的推广。👉 把你的模切线文件发给我 ↗ — 在你浪费预算进行大规模生产之前,我会帮你进行压力测试。
结论
当设计师在未检查纸板孔隙率的情况下,贸然提交高达 340% 总油墨量的文件时,由此产生的受潮变形会导致严重的底板翘曲,从而引发零售商的拒收和代价高昂的人工返工。这正是我排名前十的零售客户用来确保零印刷拒收的规格表。别再凭感觉估算印前公差了,让我亲自用我的 免费模切线预检服务↗ ,在批量生产前发现致命错误。
[PDF] 通过……在合成基材上生产优质产品, https?article=9060&context=theses。[印刷基材技术文档解释了结构包装材料的吸水性和表面能与涂布纸的不同之处,从而影响墨点增大和色彩一致性]。证据作用:技术验证;来源类型:行业印刷指南。支持:区分涂布基材和结构基材在色彩再现方面的区别。范围说明:重点关注胶印 。↩
“什么是包装印刷专色? – PopDisplay”, https://popdisplay.me/what-is-spot-color-for-packaging-printing/。[技术印刷手册解释了四色印刷工艺如何使用半色调来模拟连续色调,以及多孔承印物如何导致油墨吸收不均匀和网点增大]。证据作用:技术规范;来源类型:印刷行业手册。支持:为什么 CMYK 在原纸板上会产生颗粒感。范围说明:效果会因衬纸板的具体克重和孔隙率而异 。↩
“什么是包装印刷专色?”, https://bpkc.com/blogs/blog/what-is-spot-color-for-packaging-printing。[工业案例研究比较了单色专色印刷与瓦楞纸上多色CMYK套准印刷的设置时间和基材浪费情况,以评估印刷机的效率]。证据类型:指标;来源类型:工业案例研究。支持:使用专色油墨印刷主标识的运营效率。范围说明:实际的浪费减少量取决于印刷机的自动化程度 。↩
“四色印刷和专色印刷有什么区别……”, https://www.instagram.com/reel/DWPCe9sjizJ/。[权威的色彩管理资料证实,与四色CMYK印刷相比,专色能为企业标识提供更高的一致性和鲜艳度]。证据角色:技术标准;来源类型:印刷行业手册。支持:品牌推广中优先选择专色。适用范围:特指胶印和商业印刷 。↩
“水性油墨在瓦楞纸箱印刷中的演进”, https://splashjet-ink.com/evolution-of-aqueous-packaging-inks-a-smarter-approach-to-corrugated-box-printing/。[瓦楞纸材料的技术文档将解释底涂如何减少油墨渗透并防止在多孔测试衬纸上出现网点扩大]。证据作用:技术规范;来源类型:包装工程指南。支持:防止油墨在未密封的纸板上渗漏。范围说明:适用于多孔基材 。↩
“纸基基材在印刷电子产品中的适用性 – PMC”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8839088/。[印前工作流程的行业标准会说明,需要根据基材的特定吸墨性来调整油墨限量和网点增大。] 证据作用:工艺标准;来源类型:图文艺术教科书。支持:基材特定校准的要求。适用范围:适用于胶印工作流程 。↩
“D50 色彩校色(用于平面艺术)| JUST-Normlicht”, https://www.just-normlicht.com/us/d50-color-checking-graphic-arts.html。[行业标准来源将 D50 定义为平面艺术中用于确保色彩评估一致性的标准化光源]。证据作用:技术规范;来源类型:行业标准。支持:使用 D50 进行客观色彩测量的有效性。适用范围说明:专门用于印刷材料的查看和测量 。↩
“色差 – 维基百科”, https://en.wikipedia.org/wiki/Color_difference。[一份关于色度学的技术资料会将 Delta-E 定义为用于量化两种颜色之间差异的标准数学公式]。证据作用:技术指标;来源类型:科学标准。支持:将 Delta-E 用作颜色准确度的客观衡量标准。范围说明:该公式存在不同版本,例如 CIE76 或 CIEDE2000,以满足不同精度的需求 。↩
“灯光箱中的色彩混乱:为什么 D50 是您包装的理想之选……”, https://www.linkedin.com/pulse/color-chaos-light-booth-why-d50-your-packaging-carmon-madison-6bb4e。[权威的 ISO 图形艺术标准来源证实,D50 是用于观察和测量颜色以确保一致性的标准光源。证据作用:技术标准验证;来源类型:行业标准/ISO。支持:使用特定照明进行精确的颜色测量。范围说明:主要适用于印刷和图形艺术。] ↩
“一种用于创建更佳油墨打样的数字化流程”, https://www.pffc-online.com/news/16490-a-digital-process-to-create-better-ink-drawdowns。[专业印刷指南解释说,打样是在特定承印物上提供实际油墨参考,从而避免了基于屏幕颜色的不准确性。证据作用:流程验证;来源类型:技术手册。支持:物理样品相对于数字饱和度的准确性。范围说明:专门针对物理油墨印刷工艺。] ↩
“同色异谱:相同颜色,不同外观 – ColorCo Global”, https://www.colorcoglobal.com/en/post/metamerism-same-color-different-appearances。[关于同色异谱的科学文献表明,不同光源(例如荧光灯管)的光谱功率分布会改变物理颜料的感知颜色。证据作用:科学原理;来源类型:学术期刊。支持:需要在目标环境中测试证据以防止颜色偏移。范围说明:仅限于具有明显光谱峰值的照明环境。] ↩
《印刷设计中的油墨覆盖率管理:选择性色彩指南……》, https://www.printing.org/content/2024/04/23/adjustinginklimits.april2024。[行业技术指南解释了总覆盖面积 (TAC) 如何决定油墨的实际用量,如果超过限制,可能会导致干燥问题或印迹转移]。证据作用:技术验证;来源类型:印刷行业手册。支持:油墨用量对承印物物理特性的影响。范围说明:限制值会根据纸板的吸墨率而有所不同 。↩
“了解运输纸箱强度”, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOor1roKu5xH3vv-CjJXQR_XkopJKALGWKN6mB4YypBXKua0F7iLd。[瓦楞纸板等级的技术规范定义了边缘抗压强度测试 (ECT) 等级与材料承受油墨饱和度的物理能力之间的关系]。证据作用:技术规范;来源类型:行业标准。支持:包装基材的物理极限。范围说明:实际厚度可能因制造商而略有不同。] ↩
“降低 CMYK 印刷的总油墨量 – YouTube”, https://www.youtube.com/watch?v=a9eT9VLgSHM。[商业印刷和印前指南规定了最大总油墨量 (TIL),以防止油墨转移和多孔材料上的承印物翘曲]。证据角色:技术标准;来源类型:印前手册。支持:防止纸张起皱的行业最佳实践。范围说明:最佳 TIL 取决于具体的纸张孔隙率和油墨类型。] ↩
“印刷网点的数学建模和补偿策略……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC12574880/。[印刷物理技术手册会将网点扩大解释为油墨接触承印物后扩散,导致网点尺寸增大的现象]。证据作用:技术定义;来源类型:印刷行业教科书。支持:印刷复制的物理局限性。适用范围说明:主要适用于胶印和液体油墨印刷工艺 。↩
[PDF] 1. 网点增大是指油墨被吸收后,网点尺寸增大的现象……, https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf。[权威的印刷物理学资料会解释油墨在瓦楞纸板等多孔基材上的扩散和吸收机制]。证据作用:技术定义;来源类型:印刷行业手册。支持:网点增大的物理原因。范围说明:网点增大的影响因油墨粘度和基材孔隙率而异 。↩
“网点增大校正曲线 – PrintFactory”, https://support.printfactory.cloud/portal/en/kb/articles/dot-gain-correction-curve。[印前行业标准会描述如何使用补偿曲线来调整网点大小,以抵消印刷过程中的物理网点增大]。证据作用:技术流程验证;来源类型:印前技术指南。支持内容:网点增大校正方法。范围说明:具体曲线值取决于印刷机 。↩
“网点增大 | PrintPlanet.com”, https://printplanet.com/threads/dot-gain.12998/。[权威的印前印刷指南应解释如何使用缩减曲线来补偿网点增大,从而保持渐变平滑度]。证据作用:技术验证;来源类型:印刷行业手册。支持:使用缩减曲线防止渐变劣化。范围说明:效果因印刷机和油墨类型而异 。↩
“如何解决柔版印刷中的网点扩大问题——纸袋制造机”, https://www.mtdpack.com/how-to-tackle-dot-gain-in-flexo-printing-a-practical-guide-to-optimizing-print-quality/。[油墨性能的技术规范应验证15%的收缩系数是否是公认的行业基准,用于补偿特定承印物上的油墨膨胀]。证据作用:定量验证;来源类型:技术规范。支持:网点扩大补偿的具体数值。范围说明:百分比取决于承印物的孔隙率 。↩
“什么是包装印前处理?完整概述 – Esko”, https://www.esko.com/en/blog/the-complete-overview-of-packaging-prepress。[材料科学或印刷期刊应详细阐述基材孔隙率如何影响油墨扩散,以及为何需要进行软件定制以防止批次报废]。证据作用:技术论证;来源类型:材料科学期刊。支持:基于孔隙率的印前调整的必要性。范围说明:专门适用于吸水板材料 。↩


