
你希望开箱体验令人眼前一亮,但普通的棕色纸板显得廉价。直接在结构衬垫上印刷看似快捷方便,但油墨会晕染,纸板也会变形。.
直接在包装盒内衬上印刷需要特定的印前工程技术。这涉及到将定制的图形(通常采用胶印覆膜或直接数码印刷技术)应用到固定产品的瓦楞纸板上,从而在提升品牌形象的同时,保持运输保护所需的物理完整性。.

了解印刷插页背后的理论很容易,但要在工厂车间的残酷现实中生存下来,则需要真正的工程技术。.
包装上采用的是哪种印刷方式?
选择合适的印刷工艺决定了您的零售产品看起来像是一个高端品牌,还是一个廉价、褪色的仿冒品。.
包装印刷常用的印刷方式包括胶印、柔版印刷和数码印刷。胶印覆膜可为展示品提供最高的视觉保真度,柔版印刷则广泛应用于大批量运输纸箱,而数码印刷则支持快速原型制作和可变数据印刷。.

在电脑显示器上获得漂亮的图像是一回事,但将它们转移到硬纸板上则需要严格的物理控制。.
高保真胶印与廉价替代品
许多品牌创始人认为,他们在显示器上确认的任何文件都能完美地印制到最终的包装盒上。他们常常试图用标准的柔版印刷机来印刷复杂逼真的图像,以节省一些单位成本。但事实上,商业包装需要根据基材和所需的视觉效果采用不同的工业流程。
我经常看到这种错误。即使是经验丰富的采购团队,有时也会试图用廉价的柔版印刷来印制高端化妆品图案,结果印出来的logo模糊不清,就像是用海绵印上去的一样。如果你想让你的零售产品拥有杂志级别的品质,就必须使用胶印。海德堡六色印刷机将油墨印在纸张上时发出的响亮而有节奏的嗡嗡声,是绝对不会错的。我的经验法则是,即使是100件的小批量订单,也要坚持使用高保真胶印,因为货架上清晰锐利的品牌形象才是真正能让消费者觉得你的高价物有所值的。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用柔版印刷技术制作复杂照片 | 胶印(胶版印刷)3 | 清晰、杂志品质的图片 |
| 小批量生产会牺牲质量 | 高保真短跑 | 维护高端品牌价值 |
| 忽略光照条件 | 专色匹配4 | 防止颜色褪色 |
我绝不会让客户为了节省几分钱而牺牲品牌价值,选择低端印刷。保护您的视觉标准会直接影响消费者从货架上拿起产品时的信任度。.
🛠️ 哈维的办公桌: 不确定您的作品分辨率是否能经受住大规模商业印刷的考验?👉 让我检查您的文件 ↗ — 直接联系我的办公桌。我保证绝不发送任何自动销售垃圾邮件。
纸板上采用的是哪种印刷方法?
从薄纸到厚重的结构瓦楞纸板,油墨和纸张的物理特性发生了根本性的变化。.
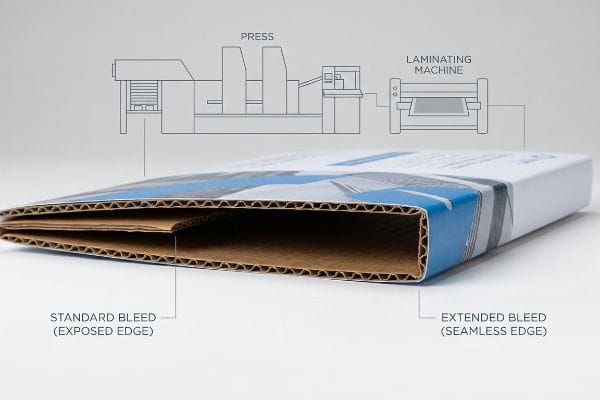
用于高端零售应用的纸板印刷方法主要采用胶印覆膜工艺。该工艺首先将高分辨率图像印刷到一层薄薄的表层纸上,然后将表层纸粘合到坚硬的瓦楞纸板背衬上,从而兼顾视觉美观和结构强度。.
这听起来像是一个无缝的制造过程,但将湿纸与厚纸板融合在一起会引入机械上的微小变化,让设计师措手不及。.
“胶印偏移”印前陷阱
大多数平面设计师对待结构模切线就像对待标准商业传单一样。他们在CAD(计算机辅助设计)软件中应用 标准的0.125英寸(3.17毫米)出血位,5英寸 处,并假设自动裁切机每次都能沿着边缘完美切割。
我知道您一定盯着刚折叠好的展示架,纳闷为什么正面折叠边缘会露出难看的棕色纸板。这是因为胶印覆膜——将印刷好的面层粘合到厚厚的B型瓦楞纸板上——在自动装裱过程中存在固有的机械误差⁶ 。当厚纸板在生产过程中哪怕发生轻微的位移,标准的印刷出血就会失效,露出裸露的边缘。我严格要求所有瓦楞纸板的印刷作业至少留出0.5英寸(12.7毫米)的出血边距。我曾亲耳听到过,由于设计师没有预留足够的出血边距,导致在联合包装过程中,裸露的纸张边缘相互摩擦发出刺耳的刮擦声,这会瞬间毁掉整个展示效果。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 使用标准商业出血 | 强制施加 0.5 英寸(12.7 毫米)的出血7 | 防止出现生褐色边缘 |
| 忽略 电路板偏移容差8 | 印前校准检查 | 确保无缝包边 |
| 将纸板视为普通纸张 | 设计笛管厚度9 | 干净利落、专业的折叠线 |
如果文件未达到此标准,我会在印前阶段将其拒收,迫使设计师扩展图像背景。这种大面积出血设计就像一张安全网,能够全面保护您的品牌形象。.
🛠️ Harvey's Desk: 您是否担心当前设计文件中的出血边距过大,会导致边缘裸露?👉 下载我的出血模板 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
可以打印在硬纸板上吗?
直接在未经加工的瓦楞纸板上印刷是可行的,但这会带来严重的视觉风险,而大多数营销团队都严重低估了这些风险。.
是的。您可以在纸板上印刷,但直接在多孔瓦楞纸板表面印刷通常需要柔版印刷或数码UV印刷技术。未密封的测试衬纸会迅速吸收油墨,这意味着除非在最终图形层印刷前使用特定的专色油墨或白色底漆,否则颜色会显得暗淡。.

直接在未密封的多孔表面上涂墨水,不像是在光滑的墙壁上涂漆;它更像是在厨房海绵上涂漆。.
CMYK半色调泥浆灾难
品牌经常尝试将他们稳固的企业标志转换为标准的 CMYK(青色、品红色、黄色、黑色)格式,以便直接印刷在运输箱和简单的 商品陈列箱。他们假设四色印刷能够完美匹配他们的数字屏幕,完全忽略了 未经涂层处理的测试衬纸材料的物理特性¹⁰。
想象一下,这就像试图在纸巾上画一幅清晰的肖像。标准的四色印刷依赖于微小的重叠半色调网点,这些网点会被纸张纤维不均匀地吸收¹¹ 。我曾见过零售店员因为模糊不清、像素化的标志看起来像廉价的仿冒品而把展示品扔进仓库。为了解决这个问题,我强制要求所有主要品牌元素都采用专色印刷工艺。通过用单一的、精确混合的PMS(潘通配色系统)油墨¹²取代光学网点混合,我们可以获得浓密、完美平滑的颜料覆盖效果。合适的专色油墨滚涂在未密封的纸板上时那种粘稠厚实的质感,正是确保您的标志在大型超市刺眼的灯光下,从20英尺(约6米)外依然保持高对比度的关键所在。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 直接使用 CMYK 表示徽标 | 潘通(PMS)专色 | 防止标志看起来模糊不清 |
| 在未密封的原始测试衬纸上进行印刷 | 白色底墨底漆 | 货架上的色彩鲜艳夺目 |
| 依赖数字屏幕校样 | 物理分光光度计检查 | 精准的品牌颜色匹配 |
我确保我的客户放弃在主标识中使用半色调网点混合。升级到专色可以消除颗粒感,并保护您品牌在整个零售空间的形象。.
🛠️ 哈维的办公桌: 您品牌的标志性颜色在目前的瓦楞纸包装上是否显得黯淡无光?👉 申请颜色审核 ↗ — 无需填写表格,避免无休止的销售电话。只有纯粹的价值。
他们是如何给盒子印刷的?
在硬纸盒上进行印刷的实际生产步骤决定了你的宣传活动是成功还是会因为自身的重量而变形。.
纸箱印刷是通过将平整的纸张依次送入工业胶印机、柔版印刷机或宽幅数码印刷机进行印刷来实现的。对于高端零售包装盒,该工艺包括先印刷一张单独的面纸,然后将其机械层压到瓦楞芯材上,最后进行模切。.

但是,当机器开始运转,湿化学反应开始起作用时,仅仅了解基本的机械理论是不够的。.
PVA 水分变形的现实检验
客户通常认为,将高质量的印刷面层贴合到硬质B型瓦楞纸板上,就能自然而然地得到一个完全平整、结构稳固的展示面板。他们忽略了 胶印覆膜工艺<sup>13</sup>,期望最终得到的纸板能够像电脑屏幕上那张平整完美的PDF文件一样。
这并非纸上谈兵——我在测试现场亲眼目睹过这种情况:采购团队为了赶工将货物运往佛罗里达州或德克萨斯州等湿度较高的美国仓库,往往会忽略适当的固化时间。层压工艺严重依赖水性PVA(聚醋酸乙烯酯)胶粘剂。当这种湿胶接触到大面积表面时,多孔的32 ECT(边缘抗压强度测试)衬板会吸收水分,并在工厂环境空气中干燥时发生剧烈收缩。我曾在车间里听到过明显的“啪嗒”声,那是表面张力导致的,巨大的60英寸(152.4厘米)侧板像巨大的薯片一样向内弯曲变形。在 我的工厂,我严格执行固化重量规程,将湿板在精确的静压下堆放24小时,以确保其平整固化。通过确保板材笔直,我可以防止严重的弯曲变形,避免由此产生巨大的摩擦力,从而避免装配线速度降低约20%,并防止大型零售商拒收。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 加快层压固化时间 | 24小时无重力养护14 | 易于组装的平板 |
| 忽略 水性胶的收缩率15 | 平衡式双拼板结构16 | 防止展品弯曲。 |
| 设计大型无支撑面板 | 添加结构背衬 | 保持高层建筑直立 |
我绝不会让加急订单绕过我的固化步骤。强制板材完全平整干燥,可以为我的客户节省数千美元的人工返工费用,并确保零售店内产品的尺寸严格符合标准。.
🛠️ 哈维的建议: 别让2毫米的结构缺陷毁了500家门店的推广。👉 把你的模切线文件发给我 ↗ — 在你浪费预算进行大规模生产之前,我会帮你进行压力测试。
结论
您可以选择一家价格更低的供应商,他们省略了耗时24小时的固化工序,但当这种水性PVA胶水干燥后,会严重变形您的瓦楞纸板,导致联合包装生产线速度降低约20%,您的零售利润将荡然无存。这是我排名前十的零售客户用来保证零印刷废品率的规格表。不要再拿未经验证的结构化学技术冒险了,让我亲自使用我的 免费模切线预检服务↗ 来检查您的设计稿,在批量生产开始前发现致命的边缘公差问题。
“五大包装印刷方法详解”, https://greendotpackaging.com/packaging-printing-methods/。[包装生产行业标准详细说明了印刷方法(例如胶印或柔版印刷)的选择如何取决于承印物的孔隙率和目标图像分辨率]。证据作用:技术验证;来源类型:印刷行业手册。支持:承印物/保真度与工艺选择之间的联系。适用范围:适用于大规模商业生产 。↩
《柔版印刷与其他印刷方法对比指南》, https://luminite.com/flexo-vs-other-printing。[一份关于商业印刷工艺的技术指南证实,胶印在图像分辨率和色彩精度方面显著高于柔版印刷,使其成为高端零售包装的行业标准]。证据作用:技术验证;来源类型:行业手册。支持论点:杂志级包装必须采用胶印。范围说明:侧重于纸/纸板基材的视觉保真度 。↩
“胶印与柔印:包装盒印刷对比”, https://customboxesnow.com/blog/litho-vs-flexo-box-printing/。[印刷工艺技术指南解释说,胶印比柔印能提供更高的分辨率和更精细的图像细节。证据作用:技术验证;来源类型:行业手册。支持:胶印在复杂照片印刷中的应用。范围说明:专门针对高保真零售包装。] ↩
“包装色彩匹配流程:确保精准度和一致性”, https://epacflexibles.com/the-color-matching-process-in-packaging-ensuring-precision-and-consistency/?srsltid=AfmBOop6LL3FmvG3sw45fXLptaqY9gC-d1kBXOtXeMR4XqZOjtJYD2rV。[色彩科学标准表明,专色匹配通过使用预混油墨而非工艺分层,可以防止颜色偏移和褪色。证据作用:事实验证;来源类型:色彩管理手册。支持:专色在光照稳定性方面的作用。范围说明:主要涉及品牌特定颜色。] ↩
“如何确定出血量?”, https://graphicdesign.stackexchange.com/questions/55905/how-can-i-determine-how-much-bleed-to-use。印刷行业指南和印前手册通常将 0.125 英寸定义为商业印刷项目的标准出血量,以弥补裁切误差。证据角色:技术规范;来源类型:行业标准。支持:常用印前出血值。适用范围:通常适用于标准商业胶印和数码印刷 。
“Automatan Laminators – YouTube”, https://www.youtube.com/watch?v=BzwweyvhM5c。[瓦楞纸印刷工艺的技术文档证实,胶印覆膜中的自动贴合会受到套准偏差和机械公差的影响]。证据作用:事实验证;来源类型:行业技术指南。支持:折叠显示屏可见毛边的原因。范围说明:差异取决于所使用的具体贴合设备 。↩
“包装入门:什么是出血、裁切和安全区?”, http://www.wcpsolutions.com/news/packaging-101-bleed-trim-safety-zone/。[权威的印刷手册或包装标准会明确规定必要的出血尺寸,以补偿纸板移位并防止瓦楞纸板边缘出现未印刷区域]。证据角色:技术规范;来源类型:行业手册。支持:纸板的推荐出血宽度。范围说明:尺寸可能因具体机器而异 。↩
[PDF]印前规范 – Graphic Packaging International, https://www.graphicpkg.com/custom-content/uploads/2023/08/prepress-specifications-Eng.pdf。[胶印覆膜或柔版印刷的制造规范定义了装裱过程中纸板位移的预期机械公差]。证据作用:技术指标;来源类型:制造规范。支持:印前校准的必要性。范围说明:具体公差因套准系统而异] 。↩
“采用创新设计的瓦楞纸板包装,增强运输耐用性……”, https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/。[瓦楞纸板工程技术文档将解释如何通过考虑瓦楞厚度来防止变形,并确保制造过程中折叠线清晰]。证据作用:设计原则;来源类型:包装工程指南。支持:结构板的设计要求。范围说明:专门适用于瓦楞纸板基材 。↩
“CMYK印刷双面纸板的UV固化涂层工艺……”, https://bioresources.cnr.ncsu.edu/resources/uv-curable-coating-process-on-cmyk-printed-duplex-paperboard-part-1-mechanical-and-optical-properties/。[一篇关于瓦楞纸包装或印刷基材的权威文章解释了未涂布测试衬纸的多孔性如何导致油墨吸收和网点扩大,从而导致与数字显示器相比颜色暗淡]。证据作用:技术验证;来源类型:行业技术指南。支持:基材孔隙率对色彩保真度的影响。范围说明:专门针对未涂布瓦楞纸板 。↩
“着色剂对再生纸中重金属含量的影响……”, https://bioresources.cnr.ncsu.edu/resources/the-effect-of-colorants-on-the-content-of-heavy-metals-in-recycled-corrugated-board-papers/。[印刷基材的技术文档将解释未密封纸纤维的孔隙率如何导致油墨渗漏和半色调图案吸收不一致]。证据作用:技术验证;来源类型:工业印刷手册。支持:CMYK 半色调在原纸板上无法正常工作的说法。范围说明:特指未涂布的多孔材料 。↩
“了解专色(及其在数码印刷中的作用)”, https://www.mohawkconnects.com/article/mohawk-blog/understanding-spot-colors-and-their-role-digital-printing。[印刷行业标准表明,与在吸水性表面上光学混合 CMYK 网点相比,预混专色可提供更高的颜料密度和不透明度]。证据作用:技术比较;来源类型:平面艺术教科书。支持:使用专色 (PMS) 来制作高对比度的品牌元素。范围说明:重点关注颜料密度 。↩
“层压工艺中水分的影响 – AICC Now”, https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/。[包装工程技术文档描述了胶印层压工艺中使用的粘合剂的化学成分及其导致基材张力或翘曲的倾向]。证据作用:技术验证;来源类型:包装行业手册。支持:胶印层压工艺中化学变量的存在。范围说明:重点关注粘合剂引起的翘曲 。↩
“包装层压类型:湿式、干式和热式层压”, https://www.webcontrolgroup.com/types-of-lamination-in-packaging-wet-dry-and-thermal-lamination。[工业包装或印刷后加工方面的权威资料会明确规定粘合剂在压力下固化所需的时间,以防止翘曲]。证据作用:技术规范;来源类型:行业手册。支持:平板的正确固化时间。范围说明:固化时间可能因具体粘合剂的化学成分而异 。↩
“纸艺完美胶水 | 胶水指南 – YouTube”, https://www.youtube.com/watch?v=8_MB0G3a_js。[关于粘合剂的技术文档解释了水性胶水中水分流失如何导致纤维收缩,进而造成材料弯曲]。证据作用:物理机制;来源类型:化学工程或包装指南。支持:导致展示品弯曲的原因。适用范围说明:特指多孔纸基基材 。↩
“双面纸板与折叠盒纸板:深度比较”, https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html。[包装工程标准描述了双面纸板中对称的材料层如何抵消粘合过程中产生的张力]。证据作用:设计标准;来源类型:制造手册。支持:防止硬质展示架弯曲。范围说明:专门针对双面纸板结构 。↩



