切割瓦楞纸板需要的远不止锋利的刀片。整个过程需要一套精密设计的工具系统,才能全面保护您的品牌形象。.
模具类型包括用于成型瓦楞纸板展示架的切割模具、压痕模具和穿孔模具。这些机械设备决定了瓦楞纸板展示架的结构完整性和折叠精度。选择正确的模具配置可以防止材料撕裂,确保您的包装能够轻松应对全球各地复杂的装配线和高客流量的零售环境。.

在您最终确定下一个零售营销活动之前,让我向您展示这些看不见的工具是如何决定您的运营成败的。.
模具有多少种类型?
了解您的工具选择,是打造完美展示效果和在包装车间堆放一堆废弃纸板之间的区别。.
包装领域会用到多种模具,主要分为贯穿模、半折模和穿孔模。自动化机械需要不同的模具指令来区分切割纸板和轻柔弯曲纸板。正确应用这些专用模具,才能确保从平面纸板到功能性营销物料的无缝衔接。.
如果你的设计文件使用了错误的语言,那么即使拥有再多的切割工具也毫无意义。.
模具应用中隐藏的数控陷阱
大多数品牌团队认为,只需在 Illustrator 文件上绘制黑色轮廓就足以告诉工厂在哪里切割。他们将结构模板视为标准视觉图形,忽略了 自动化加工设备实际上如何解释数据¹。
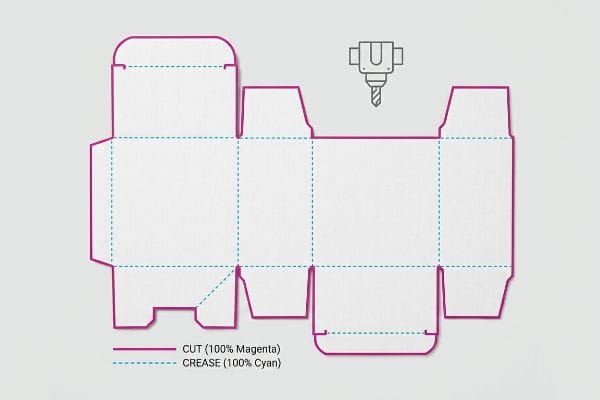
我经常看到初级设计师犯这样的错误:他们提交的平面模板使用标准的CMYK(青色、品红色、黄色、黑色)油墨,用于所有折叠和切割。当这些文件导入RIP软件后,机器 会将切割路径合并到图稿中,导致操作员拿到一个印刷精美的盒子,上面有清晰可见的黑色轮廓,但实际切割痕迹却为零。我至今仍记得当时空气中弥漫着模切粉尘的触感,看着一整批样品从数控机床上完全平整地运下来,因为软件无法区分刀片类型和图形。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 所有线条均使用黑色 | 为切割指定 100% 品红色专色3 | 避免代价高昂的重印延误 |
| 融合褶皱和剪裁 | 褶皱处使用 100% 青色专色。4 | 保证折叠角度精准为90度 |
| 忽略机器软件规则 | 飞行前结构专色5 | 组装可节省 20 分钟 |
我每天都会截取并转换这些普通的黑色笔触,将它们转换成专色。只需花三十秒钟正确映射你的数字矢量图,就能彻底消除手动返工的麻烦,并确保你的时间线万无一失。.
🛠️ Harvey 的工作台: 担心您的图层会不小心与切割刀片冲突?👉 将您的平面模切线文件发送给我 ↗ — 直接联系我。保证绝无自动销售垃圾邮件。
死亡有哪四种类型?
在制造业中,结构性故障不仅仅是造成不便,它会彻底摧毁营销活动的投资回报率。我们将这些致命错误归类为不同的故障事件。.
瓦楞纸包装的四种致命缺陷指的是结构性故障:开槽弯曲、胶印开裂、托盘悬垂挤压和受潮变形。这些致命缺陷的出现是由于设计人员忽略了弯曲纸板的物理厚度,导致在零售场所承受重物时发生动态载荷坍塌。.

在所有这些失效模式中,在模切阶段忽略材料厚度是导致项目失败的最快方法。.
卡尺补偿与装配的消亡
平面设计师通常将互锁卡舌的宽度绘制得与卡槽的宽度完全相同,他们假定平面纸张的几何形状也适用于现实世界。然而,他们忽略了 瓦楞纸板在折叠成90度角后实际的厚度 。
厚纸板折叠时会 消耗材料,并且需要更宽的接纸槽(7) 来容纳其外半径。我最近看到一位零售店员因为接纸槽略微过紧,费力地用力了十五分钟才把一个复杂的顶部标签塞进去。由于原生牛皮纸板的硬度过高,最终导致整个面板弯曲变形,他们不得不使用难看的透明胶带,这完全破坏了品牌的高端形象。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 1:1 的卡槽宽度 | 在模具槽中添加弯曲余量8 | 实现无摩擦锁定 |
| 忽略槽纹厚度 | B长笛的参数补偿9 | 停止显示鞠躬 |
| 依赖于平面二维几何 | ArtiosCAD 3D 公差测试10 | 无需使用难看的胶带 |
我绝对不会在未根据板材厚度对接收槽进行数学调整的情况下使用平面模板。在数字文件中添加这微小的弯曲余量,可以确保代工包装商获得顺畅无阻、零撕裂的组装体验,从而保护您的品牌价值。.
🛠️ 哈维的办公桌: 您的结构槽是否经过数学调整,能够承受 90 度折叠而不撕裂?👉 申请结构公差检查 ↗ — 安全下载。如有任何疑问,欢迎随时联系我。
骰子有哪些不同的形式?
嵌入木制工具板中的刀片的物理形状从根本上改变了成品包装与人手的互动方式。.
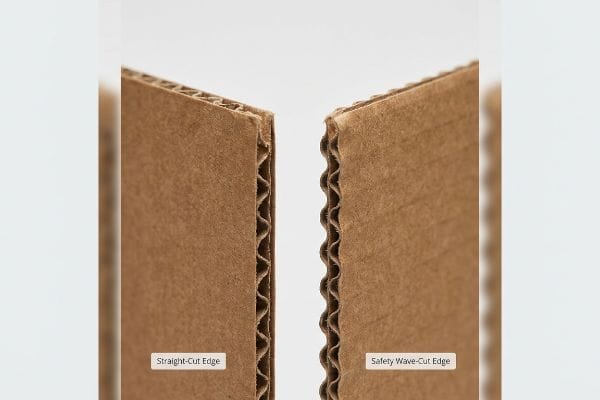
模切刀片有多种类型,包括直刃、波浪刃和特殊安全刃。标准的直刃刀片能够高效切割厚瓦楞纸板,而波浪刃则形成微小的锯齿状边缘,有效防止零售人员在组装大量扁平包装时被纸张割伤。.
了解选择哪种刀片形状可以确保最终用户免受潜在的危险伤害。.
高速零售业中的安全优势
采购团队在批量生产时,往往倾向于选择最便宜的标准直刃钢模。他们很少考虑到, 那些锋利无比、刚切割好的纸板边缘会对负责组装数百个单元的工人造成怎样的生理影响 。
把笔直的纸边想象成一把刚磨好的厨刀;它看起来干净利落,但在快速折叠时却毫不留情。我很快就吸取了教训:当时整个商品陈列团队都在抱怨快速折叠标准 展示托盘。被纸割伤的剧痛 会使流水线效率降低约百分之二十¹²,这促使我立即将刀具更换为 安全的波浪形切割刀刃¹³。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 标准直模刀片 | 指定波纹切割安全型材14 | 防止严重的纸割伤 |
| 忽略装配人体工程学 | 圆角模具集成15 | 提升开箱速度 |
| 追求最便宜的工具 | 投资定制安全模具 | 降低零售商投诉 |
我坚信,惩罚那些亲力亲为打造品牌形象的零售员工是极其糟糕的商业行为。将模具边缘升级为安全边缘几乎不会增加成本,却能极大地提升门店的信誉度和效率。.
🛠️ 哈维办公桌: 您是否检查过您目前的展示架是否会在不知不觉中伤害到正在整理货架的店员?👉 获取安全优势评估 ↗ — 无需填写表格,避免没完没了的推销电话。只有纯粹的价值。
最常见的模具类型是什么?
在整个加工行业中,传统的平压钢刀模具仍然是批量冲压 瓦楞纸板展示架。
最常见的模具类型是平板钢刀模具。这种定制的木板内装有精密弯曲的金属刀片和压痕刀。它以巨大的压力冲击瓦楞纸板,确保为大规模的全球零售商品推广活动提供快速、可重复且经济高效的结构成型。.

但是,当机器开始运转,巨大的压力作用于脆弱的印刷表面时,仅仅了解理论是不够的。.
为什么标准钢模在大规模生产中会产生微摩擦
客户常常认为,用标准钢刀模具压印在优质 瓦楞纸板上 就能自动得到完美无瑕的九十度折痕。他们信赖模切机的机械原理,却完全没有意识到 原生牛皮纸纤维对金属压痕刀施加的¹⁶。
这并非纸上谈兵——我在测试现场亲眼目睹了高压金属冲击基材时的情景。在 我的工厂,我经常看到标准钢刀使内槽弯曲,并严重损坏印刷面层,露出铰链处的棕色纤维。当我测量32块ECT(边缘压痕测试)板的阻力时,我经常发现 0.11英寸(2.79毫米)的挠度,这会导致冲击过程中出现完全的胶印裂纹<sup>17</sup> 。我读取了千分尺数据,证明无需更换优质纸张;只需 在切割板上设置一个特定的凹面聚合物压痕槽<sup>18</sup>。通过这个2.4毫米的压痕槽控制纤维拉伸,我彻底消除了裂纹,确保每件产品的组装时间缩短了40秒,并保护了品牌的视觉形象。
| 新手常犯的错误 | 专业修复 | 零售楼层效益 |
|---|---|---|
| 标准无缓冲折痕 | 使用女性折痕矩阵19 | 消除难看的裂纹褶皱 |
| 模具压力过高 | 调整模具冲压卡尺20 | 保持结构刚性 |
| 更改试卷成绩 | 安装聚合物砧槽21 | 大幅缩短组装时间 |
我绝不会在模切床上不使用高度精密的压痕矩阵来制作高保真印刷展示品。控制好纤维的物理张力,就能直接确保零售展示品的完美无瑕,并避免手动丢弃破损产品的噩梦。.
🛠️ 哈维的建议: 别让2毫米的结构缺陷毁了500家门店的推广。👉 把你的模切线文件发给我 ↗ — 在你浪费预算进行大规模生产之前,我会帮你进行压力测试。
结论
你可以选择一家在模具制作过程中忽略材料厚度的供应商,但如果这些过小的卡槽导致严重的底座弯曲,进而引发零售商的拒收,那么你的利润空间将被彻底吞噬。超过 500 位品牌经理使用我的印前检查清单来避免这些致命的早期错误。别再凭感觉估算纸板的公差了,让我亲自使用我的 免费模切线预检服务↗ ,在金属刀片落下之前发现隐藏的物理摩擦点。
“模切机中的人工智能:预期变革 – SBL”, https://sblmachinery.com/ai-in-die-cutting-machines-expected-transformations/。[数控加工机械的技术手册将详细说明如何将矢量路径转换为用于切割和压痕的机器可读代码]。证据作用:技术验证;来源类型:工程手册。支持论点:机械设备需要除视觉表示之外的特定数据解读。范围说明:仅限于自动化包装加工商 。↩
“掌握丝网印刷矢量图稿 – YouTube”, https://www.youtube.com/watch?v=IwH6MeS7YRs。[RIP 软件的技术文档会详细说明专色或专用图层的要求,以防止切割路径被渲染成 CMYK 印刷油墨]。证据作用:技术验证;来源类型:软件手册。支持:当路径未与图稿隔离时,CNC 绘图仪会发生机械故障。范围说明:适用于 RIP 驱动的 CNC 系统 。↩
“印刷色彩设置:四色印刷、扩展色域和专色……”, https://inovarpackaging.com/color-setup-for-print-4-color-process-extended-gamut-spot-colors-explained/。[权威的印前或印刷手册确认,模切模板中应使用 100% 品红色专色来表示切割线]。证据角色:技术规范;来源类型:行业手册。支持:正确的切割颜色分配。范围说明:特定于某些软件/工作流程标准 。↩
《专色与四色印刷——完整指南》, https://www.ukpackpackaging.com/company-news/understanding-spot-colors-a-complete-guide/。[包装设计技术指南规定,100% 青色是表示折痕或折叠线的通用标准]。证据作用:技术规范;来源类型:设计手册。支持:正确分配折痕颜色。范围说明:特定于某些软件/工作流程标准 。↩
“印前101:专色及其应用”, https://www.americancarton.com/prepress-101-spot-colors-and-how-they-can-be-used。[印前检查软件文档解释了如何使用专用结构专色来防止在传输到模切机的过程中出现错误]。证据作用:流程验证;来源类型:软件文档。支持:结构印前检查的效率。范围说明:取决于所使用的具体印前检查软件 。↩
“纸板厚度如何影响折叠纸盒的性能和成本”, https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/要求。范围说明:专门适用于瓦楞纸板。↩ 的
[PDF] 压痕和折叠 – BioResources, https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf。[包装工程标准解释了材料厚度如何影响弯曲半径,因此需要增大槽口尺寸以防止组装过程中卡住]。证据作用:技术验证;来源类型:工程手册。支持:槽口设计中厚度补偿的必要性。范围说明:特指瓦楞纸板厚度 。↩
“纸板结构:计算弯曲余量 1 – YouTube”, https://www.youtube.com/watch?v=j1n5ojAbAic。[包装设计工程手册解释了弯曲余量如何考虑材料变形以确保精确配合]。证据作用:技术规范;来源类型:工程手册。支持:锁定机构需要弯曲余量。范围说明:专门适用于可折叠瓦楞纸板 。↩
“五层瓦楞纸板弯曲刚度的分析测定……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。[瓦楞纸板技术标准详细说明了如何通过考虑B型瓦楞纸板的特定厚度来防止结构翘曲]。证据作用:材料属性;来源类型:制造标准。支持:通过参数化设计防止显示屏弯曲。范围说明:仅限于B型瓦楞纸板 。↩
“包装设计软件(结构)– Core77 讨论区”, https://boards.core77.com/t/package-design-software-structure/17140。[ArtiosCAD 的软件文档详细介绍了如何通过 3D 仿真识别干涉和公差问题,从而优化结构装配]。证据作用:软件功能;来源类型:技术文档。支持:通过虚拟测试去除辅助粘合剂。范围说明:仅适用于 Esko ArtiosCAD 软件 。↩
[PDF] 物料搬运和存储 – OSHA, https://www.osha.gov/sites/default/files/publications/OSHA2236.pdf。[权威的职业健康与安全或包装工程资料会记录装配环境中标准直切纸板边缘造成的割伤事件]。证据作用:事实核查;来源类型:职业安全报告。支持:标准模具会造成工人危险边缘的说法。范围说明:侧重于大批量手工装配 。↩
“美国非致命性工伤造成的生产力损失 – PubMed”, https://pubmed.ncbi.nlm.nih.gov/40812486/。[一项工业人体工程学研究或工作场所安全报告,量化了轻微重复性撕裂伤对工人效率和产量的影响。证据作用:定量验证;来源类型:学术研究。支持:具体的生产力损失指标。范围说明:百分比可能因装配速度和产量而异。] ↩
[PDF] 为不同基材选择正确的规则, https://steelrule.com/wp-content/uploads/2022/02/Selecting-the-Correct-Rule-for-Different-Substrates.pdf。[来自模具制造商的技术文档,详细说明了波纹切割轮廓如何形成非线性边缘,从而降低纸张被割伤的风险。证据角色:技术规范;来源类型:行业手册。支持:安全边缘的物理机制。范围说明:专门适用于纸板和瓦楞纸材料。] ↩
“产品:波浪形切割尺 – National Steel Rule 是该领域的领导者……”, https://steelrule.com/product-cutting-rule-wave/。一份关于模切工具的行业安全手册解释了波浪形切割边缘如何分散压力,从而防止与直刀片相比造成严重的皮肤割伤。证据作用:技术验证;来源类型:制造安全指南。支持:减少严重的纸张割伤。适用范围:适用于纸板和厚纸 。↩
“圆角包装盒:零售运输包装盒——趋势猎人”, https://www.trendhunter.com/trends/retail-shipping-box。人因工程研究表明,圆角设计可以减少人工组装过程中的摩擦和钩挂,从而提高生产效率。证据作用:性能验证;来源类型:人体工程学研究。支持:提升开箱速度。范围说明:重点关注大批量零售搬运 。↩
“模拟和数字压痕线对机械性能的影响…… – PMC”, https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/。[材料科学或包装工程方面的技术资料会解释原生牛皮纸纤维的结构完整性和弹性如何在金属压痕尺压缩时产生物理阻力]。证据作用:技术解释;来源类型:工程手册。支持论点:材料阻力会影响完美折叠。范围说明:特指高强度原生牛皮纸纤维 。↩
“ECT 等级详解:它们对您的瓦楞纸板意味着什么……”, https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopJlHucFxRm06i6QsGRVLNQzN5iDFlXxKNDnXXPr_9iEWzrWyk -. [32 ECT 纸板的工程规范规定了基板挠曲导致表面断裂或光刻裂纹的物理阈值。] 证据作用:技术验证;来源类型:材料科学论文。支持:材料失效阈值。范围说明:特指 32 ECT 纸板等级 。↩
“如何防止模切过程中折痕处纸张开裂”, https://www.kamura-steelrule.com/en/application-detail/die-cut-scoring-issues/。[行业模切工具指南描述了聚合物基体通道如何控制纤维拉伸以防止表面开裂,并与标准钢刀进行了比较。] 证据作用:技术机制;来源类型:制造手册。支持:基体通道在减少开裂方面的有效性。适用范围说明:适用于高压冲压 。↩
“瓦楞纸板压痕模具 – Cito-System”, https://www.cito.de/en/SA/cito/products-corrugated-board/creasing-matrix-corrugated-board/。瓦楞包装行业标准表明,凹形压痕模具通过提供精确的反压点来防止表面开裂。证据作用:技术验证;来源类型:制造手册。支持:压痕模具对折叠质量的影响。范围说明:专门针对瓦楞纸板 。↩
“纸箱常见的折痕问题 – Packmage”, https://www.packmage.com/about/article/320-B_The_commonly_carton_box_creasing_issues。模切设备的技术指南解释了如何通过调整压痕厚度来防止材料变形并保持结构完整性。证据作用:技术验证;来源类型:设备手册。论证:厚度调整对刚性的影响。范围说明:指平板钢刀模 。↩
《纸板模切机常见问题解答指南 – AOPACK》, https://www.aopackmachine.com/cardboard-die-cutting-machine-faq-guide/。材料科学数据表明,与传统的钢制砧座相比,聚合物砧座通道可降低摩擦并提高切割精度,从而加快手动组装速度。证据作用:技术验证;来源类型:工业研究。支持论点:聚合物砧座对组装速度的提升作用。范围说明:效率提升因纸张等级而异 。↩



