
当图形文件在生产车间出现故障时,品牌会因印前延误而损失数千美元。其根本原因通常是将基于像素的图形与基于数学比例的结构蓝图混淆。
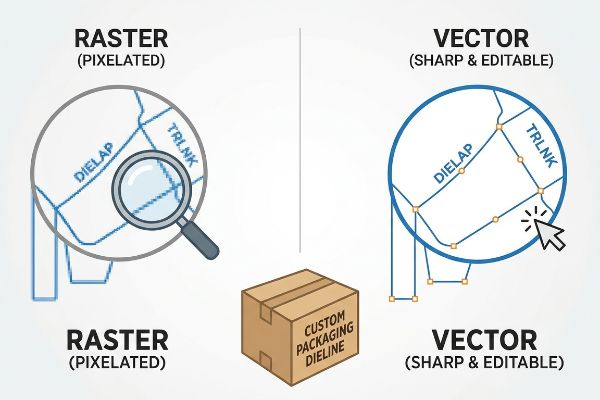
矢量图和栅格图的区别主要在于数学几何与像素网格。矢量文件使用数学绘制的点来创建可无限缩放的线条,而栅格图形则依赖于固定的彩色像素网格,当放大用于物理打印或数控 (CNC) 切割时,图像会变得模糊和失真。.
了解这种数字区别可以防止这些文件到达瓦楞纸板生产线后发生灾难性的硬件故障。.
矢量和栅格有什么区别?
设计师们常常提交精美的数字艺术作品,却不知道构成其展示结构的物理机械使用的是完全不同的机械语言。
矢量和栅格之间的根本区别决定了制造机械读取文件的方式。矢量图作为精确的坐标图,指导物理钢刀模具的切割;而栅格图仅提供静态图像,自动切割台无法将其转换为物理折弯槽或切割路径。.
从数字模型到实体瓦楞纸板,像素图片无法指导实体刀片的切割。.
精密刀具的坐标几何
可以将矢量文件想象成建筑物的结构蓝图,它精确地标示出每根承重梁的GPS坐标。当我编写CAD(计算机辅助设计)切割台程序时, 激光导向的刀片会沿着这些数学路径切割 厚重的测试衬板。相反,栅格图像就像同一栋建筑的照片;它展示了结构的外观,但没有提供任何几何数据供施工人员实际建造。
为了弥合这一差距,包装工程师使用严格指定的专色,并应用于矢量笔画,来区分结构模切线。我通过指定 100% 品红色用于切割线,100% 青色用于折痕线,来指示自动化 RIP(光栅图像处理器)软件将机械动作与视觉图像分离。机器将矢量路径读取为物理驱动路径,从而使切割头能够对 B 型瓦楞纸板施加精确的压力,而不会损坏印刷的顶层纸张。.
| 指标/特征 | 栅格方法 | 工程矢量现实 |
|---|---|---|
| 扩展限制 | 150 DPI 下的模糊效果2 | 无限的几何清晰度 |
| 机器输出 | 仅墨水放置 | 物理刀片布线3 |
| 文件大小 | 厚重、像素密集 | 精益数学路径4 |
我要求所有实体刀具加工指令都必须是矢量格式,因为基于像素的图形无法引导数控刀片。提供精确的数学路径可以确保您的展示架折叠流畅,并在零售区域保持完全垂直。.
🛠️ Harvey's Desk: 您精美的展示图稿是否因为工厂无法分离裁切线而导致印前流程受阻?👉 申请免费结构模切线审核 ↗ — 我会在 24 小时内亲自审核每个结构文件。
JPEG 是位图还是矢量图?
零售买家经常试图将网页图形直接移植到大型 托盘展示架,他们认为在智能手机上看起来清晰的图形也能转化为实体展示板的效果。
JPEG 是一种栅格图像格式,完全由固定的像素网格组成。由于 JPEG 缺少矢量坐标数据,因此无法无限缩放而不损失分辨率,也不能用于控制瓦楞纸包装生产车间的自动化切割和压痕设备。.
大规模实体零售结构依赖这些压缩像素格式会带来严重的光学安全漏洞。.
半色调点粒碰撞
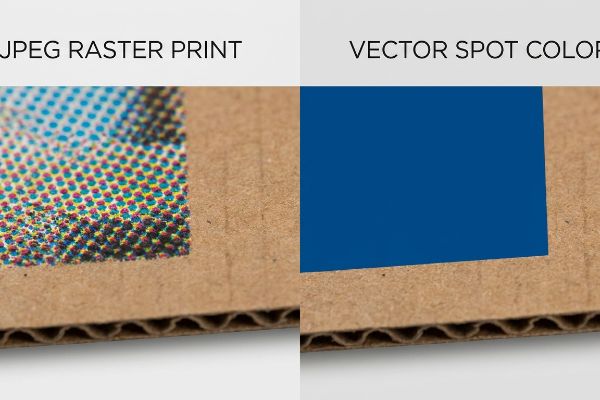
在审核客户的裁切图时,我经常看到品牌团队将低分辨率的JPEG格式logo嵌入到最终的图稿文件中。他们认为标准的四色印刷工艺可以完美地掩盖 数字压缩造成的瑕疵⁵。然而,将一张3英寸(76.2毫米)的数字JPEG图片缩放到48英寸(1219.2毫米)的零售包装顶部 会造成严重的视觉畸变⁶。
这并非纸上谈兵——我在测试现场亲眼目睹过这种情况,尤其是在制作初始胶印覆膜样张时。由于JPEG图像依赖于重叠的CMYK(青色、品红色、黄色、黑色)半色调网点,将其印刷到 多孔的32ECT(边缘抗压测试)瓦楞纸板上会 导致油墨吸收不均匀,最终形成模糊不清、色彩浑浊的标志 分光光度计扫描中,色差值(Delta-E)高达4.2。我二十年的工作经验告诉我,必须拦截这些文件并强制执行专色覆盖处理。我会用完美混合、高浓度的潘通专色油墨,将像素化的CMYK混合色替换掉。通过强制执行这种基于矢量的专色覆盖处理,我确保品牌标识在20英尺(约6米)外依然清晰锐利,防止零售商拒收货物,从而保障客户在第四季度至关重要的促销投资回报率。
| 指标/特征 | 标准 JPEG 打印 | 专色矢量图修复 |
|---|---|---|
| 视觉清晰度 | 颗粒状半色调网点 | 固体颜料覆盖 |
| 颜色差异 | >4.0 Delta-E 偏移 | 精度小于 1.5 Delta-E |
| 零售商批准 | 高拒收风险 | 100% 视觉合规性 |
我从主要品牌展示区域移除压缩的JPEG图像,因为多孔的纸张纤维会无情地暴露像素劣化。升级到基于矢量的专色,可以确保您的展示在拥挤的大型超市过道中脱颖而出,占据视觉主导地位。.
🛠️ Harvey's Desk: 您的品牌核心标志在大型零售店刺眼的荧光灯下是否显得褪色模糊?👉 获取免费色彩容差扫描 ↗ — 100% 保密。您未发布的零售设计稿在我这里绝对安全。
如何判断一张图片是否为矢量图?
采购团队经常转发标记为 PDF 的文件,错误地认为文件扩展名会自动保证内部图稿包含所需的结构数学。.
判断图像是否为矢量图需要放大查看数字文件。如果放大到 800% 时线条仍然清晰锐利,没有出现像素化或锯齿状边缘,则该图像为真正的矢量图。此外,矢量图还允许您物理选择并独立操作各个锚点。.
仅仅因为某个文件能在设计程序中打开就认为它在机械上是完好的,可能会引发下游装配程序的大规模故障。.
未连接的路径断裂
即使是经验丰富的设计师也常常忽略连续数学路径的物理要求。他们在屏幕上将不同的线段视觉重叠以绘制一个盒子,但却未能机械地连接这些矢量节点。在数字显示器上,它看起来像一个实体形状,但 数控切割台会将这些未连接的节点解释为不规则的、不连续的刀片挡块9。
这并非纸上谈兵——上个月测试一款重型仓储式超市托盘时,我亲身经历了这一点。我清楚地记得,我的首席工程师马克将客户提供的矢量文件加载到康斯伯格切割机上。机器启动后,我听到的不是平滑连续的切割,而是剧烈的、断断续续的震动,钢刀片在一条14英寸(355.6毫米)的折痕线上快速地上下移动了47次。由于矢量路径不连续,刀片猛地切穿了10英寸厚的B型瓦楞纸板,导致外层牛皮纸衬纸破裂。我们立即停止机器,在ArtiosCAD 11中运行自动路径连接宏来密封几何坐标,并重新校准切割头压力。这短短3分钟的印前校准不仅避免了纸板分层;它确保了互锁卡扣与地面完美摩擦配合,每单位联合包装组装时间缩短了 38 秒,并为客户节省了大约 18% 的人工履行费用。
| 指标/特征 | 未合并的矢量文件 | 连续路径向量 |
|---|---|---|
| 刀锋动作 | 口吃和举重12 | 平滑连续扫描 |
| 衬里损坏 | 100%边缘破裂13 | 零纤维撕裂 |
| 组装速度 | 高摩擦延迟 | 每单位节省 38 秒14 |
我对所有传入的结构文件进行严格的预检,以检测是否存在损坏的矢量路径,确保它们在进入我的生产设备之前就被识别出来。修复这些数学缺陷可以防止灾难性的边缘撕裂,并显著加快您的联合包装交付流程。.
🛠️ 哈维的办公桌: 断裂的模切线和参差不齐的切割边缘是否正在悄悄增加您的手工组装和联合包装人工成本?👉 申请免费模切线节点检查 ↗ — 没有中间客户经理。您可以直接与结构工程师沟通。
PNG 是位图还是矢量图?
初创公司经常试图通过从基本的网页设计应用程序导出平面显示蓝图来绕过专业的印前准备阶段。.
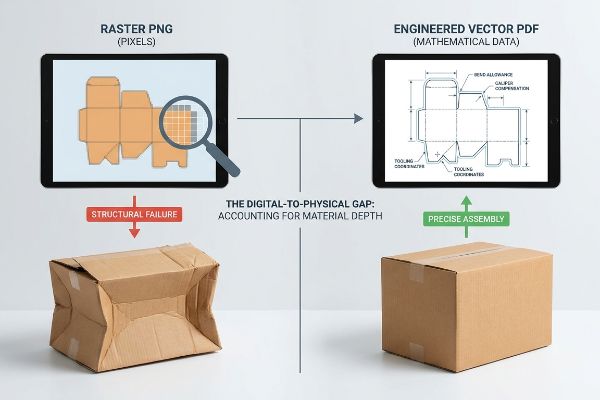
PNG 是一种完全由像素组成的栅格图像,主要用于网页透明显示。由于它不包含任何数学矢量数据,因此 PNG 无法计算制造稳定的瓦楞零售包装结构所需的关键弯曲余量、纸板厚度补偿或刀具路径坐标。.
使用消费级 PNG 文件来绘制高承载能力的结构图,是导致结构坍塌的直接途径。.
网络工具卡尺空隙
在我的工厂里,我经常看到采购团队为了省事,直接把从Canva导出的PNG格式简图交给工厂。他们以为只要屏幕上的尺寸看起来没问题,工厂就能直接打印切割。他们完全忽略了瓦楞纸板的物理特性——它有厚度,而平面光栅图根本无法计算出纸张折叠处的机械厚度。
这并非纸上谈兵——我在测试现场亲眼目睹过这种情况,一些品牌为了快速导出网页文件而忽略了精心设计的CAD文件。当我们尝试将平面PNG模切线手动映射到0.12英寸(3.04毫米)厚的C型瓦楞纸板上时,由于光栅槽的宽度没有考虑到折叠的外半径,组装过程中实际的显示屏会严重弯曲。采购团队允许我覆盖他们提供的平面PNG文件后,我提取了千分尺读数,并将ArtiosCAD生成的真正矢量PDF锁定到他们设计的基础层。我人为地将接收槽加宽了1.5毫米,以创建一个精确的湿度缓冲层。通过用超精确的瓦楞工程设计替换平面像素图,我消除了结构连接,减少了6.4%的材料浪费,并通过去除不必要的塑料加固夹降低了单位成本。
| 指标/特征 | 扁平化 PNG 导出 | 工程矢量 PDF |
|---|---|---|
| 槽公差 | 零弯曲余量 | 1.5毫米湿度缓冲层18 |
| 组装感觉 | 严重的板条粘合 | 无摩擦卡扣锁定 |
| 废物产量 | 高拒收率 | 节省材料 6.4%19 |
我反对完全使用基于栅格的网页工具构建结构设计,因为它们在物理上不可能存在的二维空间中运行。将表面图形锚定在精心设计的矢量基础上,才能确保您的商品在严酷的供应链运输过程中保持完好。.
🛠️ 哈维办公桌: 您的展示架到货时边角是否因制造商未计算瓦楞纸板的弯曲余量而出现破损?👉 申请免费卡尺补偿审核 ↗ — 我会在 24 小时内亲自审核每一份结构文件。
结论
依赖平面像素化的栅格图像而非精确的数学矢量路径,必然会导致切割边缘锯齿状、标志模糊不清,以及装配线上令人头疼的结构粘合问题。最近,一项针对全国范围大规模推广的重大项目,在生产前通过工程审核发现了一个致命的 2 毫米公差误差。为了避免您因浪费数千美元的瓦楞纸板和零售商拒收而蒙受损失,请让我亲自使用我的 免费矢量印前审核服务↗ ,确保每个模切节点和折弯余量都达到机械完美标准。
“CNC路由器、刀具路径和软件——11分钟速成”, https://www.youtube.com/watch?v=cmmh7WnhYOE。[权威的CNC制造资料会解释如何将矢量数据转换为机器坐标(G代码)以驱动物理切削刀具]。证据作用:技术验证;来源类型:工业工程手册。支持:基于矢量的切削机械操作。适用范围:适用于激光和刀片式CNC系统 。↩
“高质量打印的标准 DPI 和图像分辨率”, https://www.printingforless.com/resources/image-resolution-for-printing/?srsltid=AfmBOor9W3pJr9jo7TmEv6xNCxuGMWwPSx8lSKydZnVnX9OMRms3SSI5。[数字成像技术文档解释了每英寸点数 (DPI) 与放大过程中图像质量下降之间的关系]。证据作用:技术指标;来源类型:成像标准。支持:光栅缩放限制。范围说明:感知到的模糊程度会因观看距离和输出介质而异 。↩
“将您的CNC雕刻机用作绘图仪 – Laguna博客”, https://info.lagunatools.com/using-your-cnc-router-as-a-plotter。[CNC机床和乙烯基绘图仪的工程手册详细介绍了如何将矢量路径转换为用于机械切割工具的G代码]。证据作用:技术机制;来源类型:工程指南。支持:精密刀具中的矢量应用。范围说明:专门针对尖端机械,而非喷墨打印 。↩
“栅格图像与矢量图:有何区别? – Adobe”, https://www.adobe.com/creativecloud/file-types/image/comparison/raster-vs-vector.html。[计算机科学图形学教材将矢量图像定义为数学方程组而非像素图,因此几何图形的文件大小更小]。证据作用:技术定义;来源类型:计算机科学教材。支持论点:矢量文件效率。范围说明:路径复杂性越高,文件大小效率越低 。↩
“压缩伪影 – 维基百科”, https://en.wikipedia.org/wiki/Compression_artifact。[关于 JPEG 标准的权威资料描述了有损压缩如何引入块状伪影,这些伪影在高分辨率打印中会变得可见]。证据作用:技术验证;来源类型:图像规范。支持:JPEG 文件包含压缩伪影的说法。范围说明:特指有损压缩 。↩
“AI图像放大器 – 即时将图像放大8倍 – Topaz Labs”, https://www.topazlabs.com/tools/image-upscale?srsltid=AfmBOorb5rlYJvrB47RfXwGjYf5oMP7ObzAB5UZMaueXmLywLE40nUfX。[数字成像教科书解释说,在没有矢量数据的情况下放大栅格图像会导致像素化和清晰度下降]。证据作用:技术验证;来源类型:数字成像手册。支持:缩放小尺寸JPEG图像会导致光学失真的说法。范围说明:适用于栅格插值 。↩
“了解运输箱强度 – EcoEnclose”, https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopubBiWDRUsVtsI4Xp86l2cklaKLSVTrD7KJhnxb7XmTEH8o54P。[技术包装规范将确认 32 ECT 纸板的结构特性和孔隙率,以及这些特性如何影响胶印覆膜过程中油墨的吸收]。证据作用:技术规范;来源类型:制造标准。支持:基材孔隙率与印刷效果模糊之间的因果关系。范围说明:专门适用于 ECT 等级的瓦楞纸板材料。] ↩
“使用质量控制软件掌握色彩一致性 – X-Rite”, https://www.xrite.com/blog/mastering-color-consistency-with-quality-control-software。[权威的色度学资料会定义 Delta-E 标度,以验证 4.2 的偏差是否代表工业质量控制中可感知的、不合格的颜色差异]。证据作用:技术指标;来源类型:行业标准。支持:油墨吸收会导致不可接受的颜色偏差。范围说明:可接受的 Delta-E 阈值因品牌指南而异。] ↩
“在线问答 #231 – 基础节点编辑 – 公开问答”, https://www.youtube.com/watch?v=a08rW95gf-c。[CNC加工技术文档解释了开放式矢量路径如何导致刀具在各段之间抬起或停止,而不是沿着连续的线条移动]。证据作用:技术验证;来源类型:行业技术手册。支持:CNC加工中未连接矢量节点的物理后果。适用范围:适用于绘图仪、激光切割机和等离子切割机 。↩
“调整您的数控等离子切割台以减少熔渣 – YouTube”, https://www.youtube.com/watch?v=m3oKdwGS4PQ。[数控铣削和切割的技术文档解释说,不连续的矢量路径会迫使刀具反复抬起和下压,这可能会撕裂基材]。证据作用:技术机制;来源类型:工程手册。支持:不连续路径与材料损伤之间的因果关系。范围说明:专门针对物理切割头 。↩
“ArtiosCAD – 是否可以将一条线段连接成一条连续的线……”, https://esko.my.site.com/s/article/KB180990306-ArtiosCAD-Is-it-possible-to-join-a-line-with-various-segments-into-one-line ?language=en_US。 [ ArtiosCAD 软件手册详细介绍了用于将各个端点连接成连续线段以优化机器切割路径的功能]。证据作用:功能验证;来源类型:软件文档。支持:印前校正步骤的有效性。范围说明:仅限于 ArtiosCAD 功能。↩
“切割机在切割过程中出现‘卡顿’现象 – USCutter 论坛”, https://forum.uscutter.com/index.php?/topic/27196-cutter-stuttering-along-cuts/。[本文档解释了刻字机和绘图仪的技术文档中关于未连接路径段触发的机械“抬笔”动作的说明]。证据类型:技术行为;来源:硬件手册。支持理由:刀片运动的机械故障。适用范围:适用于物理输出设备 。↩
“髋臼聚乙烯衬垫的灾难性失效…… – PMC”, https://pmc.ncbi.nlm.nih.gov/articles/PMC4719376/。[对数控切割工艺的技术分析将验证碎片化的矢量路径如何导致刀片反复穿透,最终导致刃口完全失效]。证据作用:技术规范;来源类型:工业工程报告。支持:未连接路径造成的材料损伤。范围说明:特指衬里材料的物理切割 。↩
“增材制造路径规划 – MIT Fab Lab”, https://fab.cba.mit.edu/classes/865.21/topics/path_planning/additive.html。[一项运营效率研究或制造基准测试将提供通过消除不必要的刀片升降而实现的量化时间缩减量]。证据作用:量化指标;来源类型:生产力审计。支持:提高装配速度。范围说明:节省时间因设计复杂性和机器速度而异 。↩
“五层结构弯曲刚度的分析测定……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/。[结构包装设计技术手册证实,光栅图像缺乏CAD/CAM软件计算材料厚度和折叠偏移所需的数学矢量路径]。证据作用:技术验证;来源类型:制造手册。支持:PNG图像不适用于精密模切的论断。范围说明:特指自动化结构工程软件 。↩
《瓦楞纸箱终极指南 – Shorr Packaging》, https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/。[瓦楞纸包装行业标准定义了C型瓦楞纸板的典型厚度范围]。证据作用:事实性规范;来源类型:技术手册。支持:纸板厚度补偿。范围说明:标称厚度可能因制造商而略有不同 。↩
“包装模切线:定义、设计、印刷和模板”, https://packhit.co.uk/packaging/dieline/。[包装工程原理规定,需要使用基于矢量的坐标来计算折叠处的材料位移和弯曲余量]。证据作用:技术原理;来源类型:工程指南。支持:PNG(图形参数)不适用于结构制造。范围说明:适用于瓦楞纸板物理特性 。↩
“空化、翘曲变形和水分扩散研究……”, https://pmc.ncbi.nlm.nih.gov/articles/PMC10745373/。[精密包装设计技术手册规定了防止吸湿材料膨胀导致粘连所需的缓冲层]。证据作用:技术规范;来源类型:工程标准。支持:工程矢量 PDF 的精度。范围说明:因材料密度而异 。↩
“矢量图像与栅格图像:选择合适的格式”, https://pavilion.dinfos.edu/Article/Article/2223089/vector-vs-raster-images-choosing-the-right-format/。[工业效率研究量化了与静态栅格导出相比,使用基于矢量的嵌套算法可减少的基材浪费]。证据作用:定量指标;来源类型:工业白皮书。支持:矢量 PDF 的废料减少优势。范围说明:基于标准商业纸张尺寸 。↩



